Технология производства ДСП (древесностружечных плит)
Древесностружечные плиты за последние 10—15 лет стали, очевидно, одним из самых известных и распространенных древесных материалов. Они являются основным конструкционным материалом в производстве мебели, а в последнее время получают все большее признание и в строительстве, в частности в производстве малоэтажных домов.
Сырье для древесностружечных плит — различного вида отходы лесопиления, лесозаготовок, деревообработки (горбыли, рейки, откомлевки, сучья, срезки, стружка, опилки), а также низкокачественные круглые лесоматериалы. Становится понятным значимость этого производства: из отходов и низкокачественной древесины получается материал, из которого изготовляют высококачественные, долговечные изделия.
Все кусковые отходы измельчаются в щепу на рубительных машинах. Из щепы, а также из стружки, отходов и опилок на специальных роторных станках приготовляется стружка. Из круглых лесоматериалов стружка изготовляется или непосредственно из бревна на станках с ножевым валом, или по схеме щепа — стружка, когда сначала изготовляется щепа, а затем из щепы стружка.
Стружка должна иметь определенные, наперед заданные размеры (толщина 0,2—0,5 мм, ширина 1 — 10 мм, длина 5—40 мм). В наружные слои плиты направляется стружка наименьших размеров. Кроме соблюдения размеров необходимо также следить, чтобы стружка была плоской, равномерной толщины, с ровной поверхностью. Стружка для наружных слоев после стружечных станков проходит дополнительное измельчение на дробилках (здесь уменьшается ширина) или в мельницах, где изменяется толщина. Последняя операция имеет особое значение для плит, которые отделываются методом ламинирования, так как в этом случае предъявляются высокие требования к качеству их поверхности.
Изготовленная сырая стружка хранится в бункерах, куда подается системой пневмотранспорта или механическими транспортерами. Из бункеров сырая стружка подается в сушилки. Сушить стружку необходимо до влажности 4—6%, а для внутреннего слоя — до 2—4%. Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве древесностружечных плит используются, как правило, конвективные сушилки, в большинстве случаев барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900— 1000° С. На входе в барабан Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2—3° в сторону входа сырой стружки.
Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве древесностружечных плит используются, как правило, конвективные сушилки, в большинстве случаев барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900— 1000° С. На входе в барабан Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2—3° в сторону входа сырой стружки.
После сушки стружка сортируется или на механических (ситовых) агрегатах, или пневматически. На этих машинах происходит разделение стружки на фракции для наружных и внутренних слоев. На этом заканчивается изготовление стружки. Автор должен заметить, что эта часть технологического процесса во многом предопределяет успешное выполнение последующих операций, производительность процесса и особенно качество плит. Поэтому приготовлению стружки (работе оборудования на этом участке, квалификации операторов) уделяется большое внимание.
Стружка смешивается со связующим в специальных агрегатах, Называемых смесителями. Операция эта сложная, поскольку технология производства требует покрытия связующим каждой стружки. Неосмоленные стружки не склеиваются, а излишняя смола на стружке приводит к перерасходу связующего и плохому качеству плит. Связующее в смеситель подается в виде растворов. Их концентрация в потоке наружного слоя 53— 55%, внутреннего слоя несколько больше (60—61%). В настоящее время наиболее распространены смесители, в которых распыленное связующее (размеры частиц 30—100 мкм) факелом направляется на поток взвешенных в воздухе стружек. Эти два потока перемешиваются, связующее осаждается на поверхности стружек. Смесители, как правило, нуждаются в тонком регулировании, при котором соблюдаются строгие количественные соотношения между стружкой, смолой и отвердителем. После осмоления стружка ленточными или скребковыми транспортерами направляется в формирующие машины.
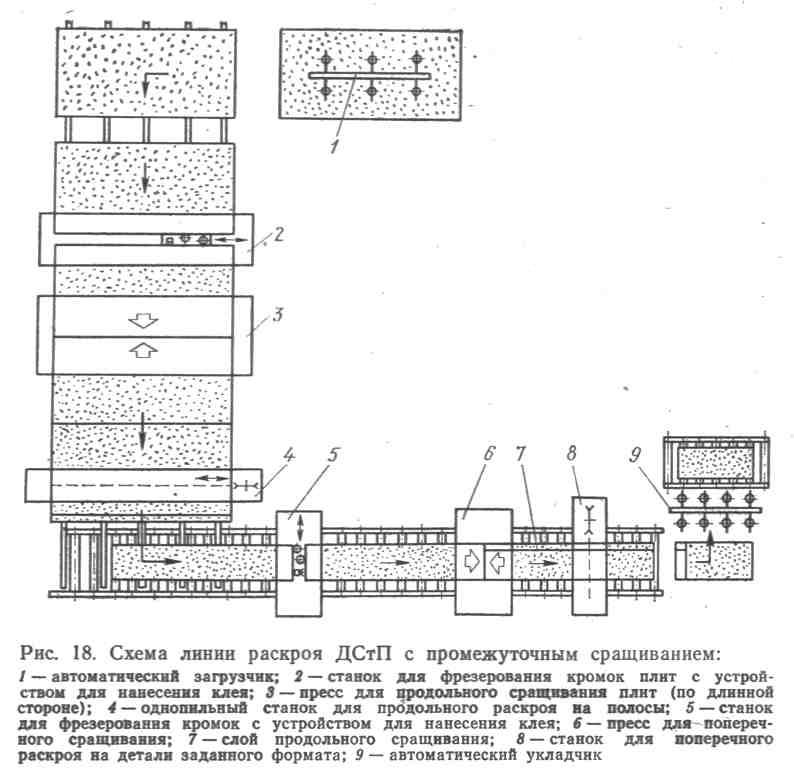
Формирующие машины принимают осмоленную стружку и высыпают ее ровным слоем (ковром) на проходящие под ними поддоны или ленточные транспортеры.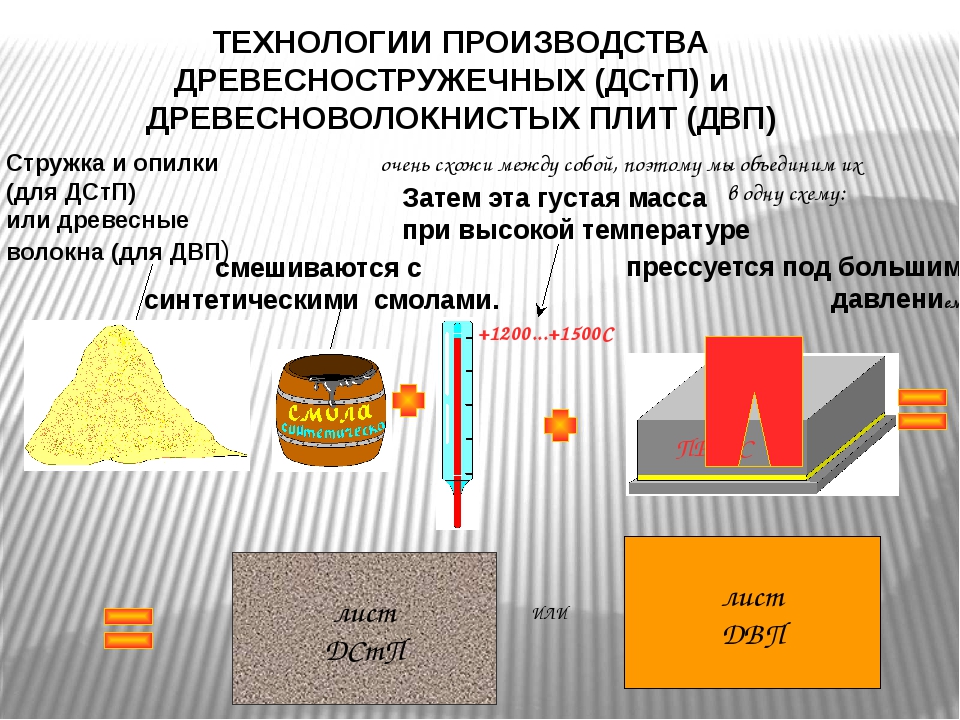 Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность). Кроме того, формирующие машины должны насыпать во внешние слои мелкие стружки.
Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность). Кроме того, формирующие машины должны насыпать во внешние слои мелкие стружки.
Конвейер перемещает пакеты, которые после прохождения пресса для подпрессовки становятся плотными, обладающими транспортной прочностью брикетами. В настоящее время в промышленности древесностружечных плит известно два принципиально различных типа главных конвейеров. Они различаются тем, что в одном случае пакеты (а затем брикеты) перемещаются на металлических поддонах, в другом типе главного конвейера — на ленточных транспортерах, когда прессование бесподдонное. Каждая схема главного конвейера имеет преимущества и недостатки. Поддонный способ более простой и надежный, но плиты получаются с большей разнотолщинностью, расход тепловой энергии больше. Бесподдонный способ обеспечивает некоторую экономию энергии, повышенное качество плит. Конструкции главных конвейеров достаточно подробно описаны в специальной литературе, и при необходимости читатель может с -ее помощью более детально изучить эту основную технологическую линию заводов древесностружечных плит.
Бесподдонный способ обеспечивает некоторую экономию энергии, повышенное качество плит. Конструкции главных конвейеров достаточно подробно описаны в специальной литературе, и при необходимости читатель может с -ее помощью более детально изучить эту основную технологическую линию заводов древесностружечных плит.
Автор уже упоминал, что в состав главного конвейера входит пресс для подпрессовки. Подпрессовка необходима для уменьшения толщины пакета и повышения его транспортабельности. Толщина пакета уменьшается в 2,5—4 раза (больше при бесподдонном прессовании). Давление при этом составляет 1—1,5 МПа при прессовании на поддонах и 3—4 МПа при бесподдонном прессовании. Подпрессовка производится обычно в одноэтажных прессах, иногда это бывает подвижный пресс, чаще — стационарный.
После подпрессовки брикеты на поддонах поступают в многоэтажный гидравлический пресс для горячего прессования. При бесподдонном прессовании брикеты выкладываются лентой непосредственно на горячие плиты пресса; При прессовании на брикет воздействуют тепло и давление.
Прессование производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты. Современные прессы имеют размеры горячих плит, достигающие 6×3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
Сокращение цикла прессования (увеличение производительности пресса) достигается за счет повышения температуры прессования, применения смол с меньшей продолжительностью отверждения, увеличения количества рабочих промежутков.
Автор считает необходимым информировать читателя о том, что имеются и одноэтажные прессы. У них длина горячих плит достигает 20 м, а общая длина главного конвейера —60—70 м. При его обслуживании оператор для перемещения вынужден использовать велосипед.
Готовые плиты пресса выгружаются на приемную (разгрузочную) этажерку, а с нее на линию, где они обрезаются с четырех сторон (линию форматной обрезки). В состав этой линии часто входит агрегат для охлаждения плит. Затем они укладываются в стопы, где выдерживаются не менее 5 суток. Далее плиты шлифуются на оборудований и инструментом, которые были описаны выше. В соответствии с требованиями стандарта плиты сортируются, а затем или раскраиваются на заготовки для мебельных щитов, или отправляются потребителям полноформатными.
В заключение укажем, что на 1 м3 древесностружечных плит расходуется 1,75—1,85 м3 древесины, 70— 80 кг смолы (в пересчете на сухое вещество), 1,4— 1,5 т пара, 160—170 кВт-ч электроэнергии.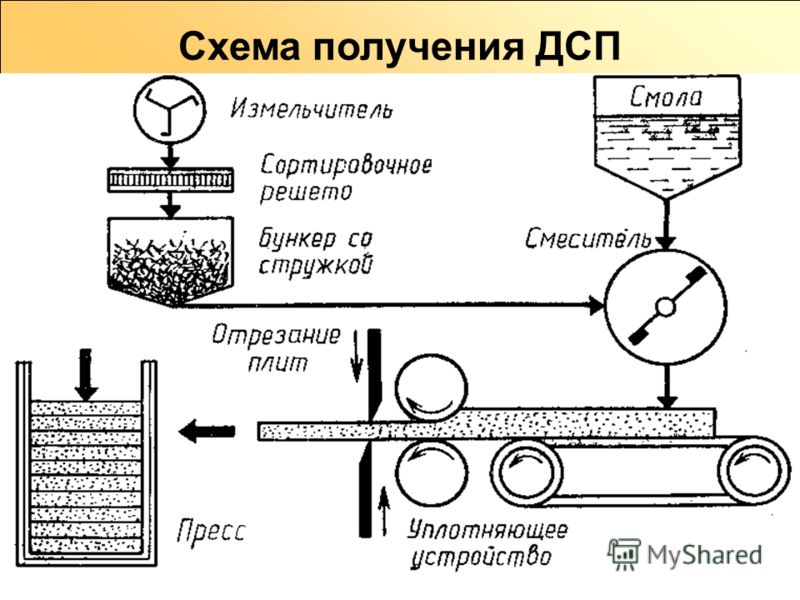 Затраты труда составляют 2,5—4 чел.-ч на 1 м3.
Затраты труда составляют 2,5—4 чел.-ч на 1 м3.
Необходимо отметить, что производство древесностружечных плит непрерывно совершенствуется: появляются новые виды плит, принципиально новые машины, более эффективные связующие. Представляют, в частности, интерес плиты из стружки, размеры которых по длине и ширине составляют десятки миллиметров; стружка располагается в плоскости плиты. Это обеспечивает высокую прочность плит на статический изгиб,
В последние годы стали использовать нетоксичные быстроотверждающиеся смолы, что увеличивает производительность прессов, а значит, и заводов, ликвидирует загазованность в цехах, позволяет использовать плиты внутри жилых помещений. Объем производства древесностружечных плит непрерывно растет, эта тенденция сохранится и в будущем. Для отрасли, оснащенной современным оборудованием, нужны высококвалифицированные рабочие, инженеры и техники, хорошо знающие технологию и механической и химической переработки древесины, электронику, гидравлику, теплотехнику.
Для отрасли, оснащенной современным оборудованием, нужны высококвалифицированные рабочие, инженеры и техники, хорошо знающие технологию и механической и химической переработки древесины, электронику, гидравлику, теплотехнику.
Сырье для производства ДСП
Для производства древесно-стружечных плит может быть использовано неделовое (дровяное) сырье различных пород, а также отходы, получаемые на лесопильно-деревообрабатывающих предприятиях в виде горбылей, реек и обрезков от пиломатериалов. Все круглое сырье, предназначаемое для производства, должно быть окорено, разрезано на чураки длиной в 1 м, которые поступают на специальный теплый бассейн для гидротермической обработки. После этого чураки расторцовывают на отрезки длиной 0,5 м и подают на специальные стружечные станки, срезающие стружку параллельно волокнам древесины.
При изготовлении трехслойных плит выработка стружки для наружных слоёв и среднего слоя производится отдельными потоками, так как для среднего слоя допускается более крупная стружка (расход ее на плиту составляет от 50 до 66%). Далее стружка проходит через молотковые мельницы, где она размельчается в основном по ширине, становится более гладкой и более мелкой и поступает в бункера. Туда же идет и стружка от деревообрабатывающих цехов, если она не нуждается в дополнительном измельчении на молотковых мельницах. Из бункера стружка подается пневматическим транспортером на двуступенчатую газовую сушильную установку. Лопатки метального механизма первой ступени сушилки, так называемой «вихревой», распределяют сырую стружку равномерно по всей поверхности сетчатого дна сушилки. Горячий воздух, поступающий в сушилку снизу, выносит подсушенные частицы стружки в циклон, откуда стружка переходит на вторую ступень сушки. Работа сушилки контролируется автоматическими приборами. Из сушилки стружка попадает в сортировку, где отделяется крупная (некондиционная) стружка, которая возвращается в молотковую мельницу для дополнительного измельчения, а кондиционная стружка подается в бункер сухой стружки. Стружка сушится до 5%-ной влажности.
Далее стружка проходит через молотковые мельницы, где она размельчается в основном по ширине, становится более гладкой и более мелкой и поступает в бункера. Туда же идет и стружка от деревообрабатывающих цехов, если она не нуждается в дополнительном измельчении на молотковых мельницах. Из бункера стружка подается пневматическим транспортером на двуступенчатую газовую сушильную установку. Лопатки метального механизма первой ступени сушилки, так называемой «вихревой», распределяют сырую стружку равномерно по всей поверхности сетчатого дна сушилки. Горячий воздух, поступающий в сушилку снизу, выносит подсушенные частицы стружки в циклон, откуда стружка переходит на вторую ступень сушки. Работа сушилки контролируется автоматическими приборами. Из сушилки стружка попадает в сортировку, где отделяется крупная (некондиционная) стружка, которая возвращается в молотковую мельницу для дополнительного измельчения, а кондиционная стружка подается в бункер сухой стружки. Стружка сушится до 5%-ной влажности. Бункер для хранения сухой стружки связан с дозирующей установкой и питателем перед смесительной камерой.
Бункер для хранения сухой стружки связан с дозирующей установкой и питателем перед смесительной камерой.
Из питателя через дозирующую установку стружка подается в смесительную камеру непрерывного действия, где она перемешивается с синтетическим связующим клеем, подаваемым из отделения приготовления клея.
Приготовление синтетического клея и смешение его со стружкой. Для изготовления древесно-стружечных плит применяется клей на основе водорастворимых мочевино-формальдегидных синтетических смол. Процентное отношение веса смолы в перерасчете на ее сухой остаток к весу сухой стружки составляет примерно 6—12%. Раствор клея подается в непрерывный смеситель из отделения подготовки смолы (клея). Распыление смолы при подаче в смесительную камеру для лучшего смачивания стружки осуществляется с помощью сжатого воздуха.
Образование ковра плит, прессование и обрезка. Подготовленная древесная стружка подается из смесителя через воронку на вибратор пресса, посредством которого на стальной ленте формируется ковер плиты. Первый вибратор образует нижний слой из более мелкой щепы, второй и третий вибраторы образуют средний слой, а четвертый — верхний слой плиты. Подготовленный и неуплотненный ковер плиты проходит через пресс предварительного уплотнения, где толщина ковра уменьшается в 2—3 раза. Перед поступлением в горячий пресс ковер проходит через высоко-частотный нагреватель, где стружка ковра предварительно нагревается до 75°, после чего ковер поступает в горячий гидравлический пресс с температурой 120—150° и давлением от 18 до 25 кг/см2.
Первый вибратор образует нижний слой из более мелкой щепы, второй и третий вибраторы образуют средний слой, а четвертый — верхний слой плиты. Подготовленный и неуплотненный ковер плиты проходит через пресс предварительного уплотнения, где толщина ковра уменьшается в 2—3 раза. Перед поступлением в горячий пресс ковер проходит через высоко-частотный нагреватель, где стружка ковра предварительно нагревается до 75°, после чего ковер поступает в горячий гидравлический пресс с температурой 120—150° и давлением от 18 до 25 кг/см2.
Режим прессования изменяется в зависимости от вида применяемого клея, толщины и назначения плит. После прессования плита охлаждается, обрезается и шлифуется. Производительность подобной установки составляет 15—20 тыс. т плит в год.
Технология производства древесно-стружечных плит по способу «Бартрев» отличается тем, что плиты прессуются в установке непрерывного действия и этим создается определенный ритм в работе цеха. Однако устройство пресса непрерывного действия весьма сложно. Так, пресс имеет длину 40,2 м, ширину 2,3 м, высоту 6 м, вес 200 т Пресс вырабатывает плиты толщиной 5—19 мм, шириной 1200 мм.
Так, пресс имеет длину 40,2 м, ширину 2,3 м, высоту 6 м, вес 200 т Пресс вырабатывает плиты толщиной 5—19 мм, шириной 1200 мм.
Основной частью пресса, осуществляющей прессование стружек, являются две движущиеся бесконечные стальные ленты, расположенные одна над другой. Ковер из стружек, смешанных с синтетическим клеем, проносится нижней лентой через высокочастотную установку, в которой получает предварительный нагрев до 75°, затем он проходит между указанными двумя лентами, движущимися со скоростью 1,5—9 м/мин; ленты, соприкасаясь с одной стороны е ковром стружек, другой стороной находятся в контакте с обогревательными прессовыми плитами, нагреваемыми до 140° и создающими удельное давление 18—25 кг/см2. Таким образом, здесь ковер стружек получает свой конечный размер по толщине и превращается в спрессованную непрерывную плиту. Движущаяся на конвейере плита охлаждается и автоматически разрезается на необходимые размеры по ширине и длине. Производительность подобной установки при работе в три смены 300 дней в год составляет 22—25 тыс. т.
т.
Имеется также способ непрерывного прессования с применением пресса типа «Крайбаум», который по устройству значительно проще, чем «Бартрев». Здесь стружки прессуются непрерывно, проходя через канал прямоугольного сечения со скоростью 0,1—1 м/мин при температуре 160°. Производительность одного пресса 4 тыс. т плит в год. Последняя установка по своим показателям считается наиболее экономичной из всех рассмотренных способов, однако плиты, получаемые этим методом, имеют невысокую прочность и поэтому непременно должны подвергаться фанерованию.
На небольших предприятиях применяются более упрощенные схемы производства однослойных древесно-стружечных плит из сухой стружки и сухих мелких кусковых отходов. Как правило, такие производства менее механизированы, но достаточно эффективны. В настоящее время разработан типовой проект установки для производства древесно-стружечных плит из сухих стружек для мебельных предприятий. Проектная производительность установки составляет 5 м3 плит в смену. Установка обслуживается семью рабочими и занимает площадь в 250— 300 м2. Еще более упрощенные установки выпускают 2,5 м3 плит (210 м2) на площади 30 м2. Древесно-стружечные плиты, изготовляемые на мебельных фабриках, обходятся на 20—30% дешевле столярных плит.
Установка обслуживается семью рабочими и занимает площадь в 250— 300 м2. Еще более упрощенные установки выпускают 2,5 м3 плит (210 м2) на площади 30 м2. Древесно-стружечные плиты, изготовляемые на мебельных фабриках, обходятся на 20—30% дешевле столярных плит.
Ниже даются основные технико-экономические показатели по производству древесно-стружечных плит (применительно к механизированному производству с прессом периодического действия.
Всё о ДСП
НЕМНОГО ИСТОРИИ
Считается, что прародителем ДСП был Эрнст Хаббард, предложивший идею создания нового, ранее неизвестного науке материала из опилок и казеинового клея. В далеком 1887 году Хаббард воплотил свои мечты в реальность и представил на суд общественности первый прототип ДСП. Разработки изобретателя пришлись по вкусу его коллегам, и уже в 1918 году была создана еще одна экспериментальная модель — плита, отделанная шпоном. В наши дни ДСП ламинированное доступно каждому. А вот во времена М. Бекмена, который впервые облачил древесно-стружечную плиту в шпон, такие изделия могли позволить себе разве что привилегированные особы.
Бекмена, который впервые облачил древесно-стружечную плиту в шпон, такие изделия могли позволить себе разве что привилегированные особы.
Знаковый момент в истории ДСП произошел в 1926 году. В это время немецкий ученый Фройденберг вывел формулу «идеальной» древесно-стружечной плиты и рассчитал оптимальное соотношение между связующим веществом и древесными опилками. По его подсчетам в древесно-стружечном «полуфабрикате» должно было содержаться от 3 до 10% вязкого вещества. Позднее выводы ученого были несколько откорректированы, поэтому сегодня в состав древесно-стружечных плит входит от 6 до 8% формальдегидных смол. К слову сказать, при производстве ДСП смолистые соединения начали использоваться только в 1933 году, спустя 7 лет после фундаментальных подсчетов Фройденберга.
Наши соотечественники тоже поработали, правда, не на родине. В 1935 году во Франции эмигрант Алексей Самсонов изготовил первые плиты из ориентированных частиц (ОСП — OSB), укладывая крест-накрест длинные полоски шпона. С этого же года в штате Айова начал свою работу экспериментальный завод по производству плит на фенольном связующем Эрнста Лётчера.
С этого же года в штате Айова начал свою работу экспериментальный завод по производству плит на фенольном связующем Эрнста Лётчера.
Значительно позже была произведена влагостойкая ДСП, в состав которой вошли соединения парафинов.
Что такое ламинированные древесностружечные плиты ?
Древесностружечные плиты, облицованные декоративными бумажными пленками на основе термореактивных полимеров, являются в настоящее время основным материалом для изготовления щитовых элементов мебели массового производства ( англ.- wood particleboards, laminated with paper impregnated with thermosetting resins).
В просторечии эти плиты часто называют «ламинированными » или «ламинатом». Помимо мебели, они используются в строительстве и др. отраслях промышленности.
Плиты, облицованные пленками на основе термореактивных полимеров, обладают высокой твердостью поверхности и устойчивостью к воздействию высокой температуры, воды и растворителей. В процессе испытаний плиты подвергают воздействию воды, спирта, бензина, хлорамина, уксусной кислоты, кофе, чая, растительного масла, ацетона . Поэтому ламинированные плиты хорошо подходят для изготовления деталей бытовой, медицинской, учебной и лабораторной мебели.
В процессе испытаний плиты подвергают воздействию воды, спирта, бензина, хлорамина, уксусной кислоты, кофе, чая, растительного масла, ацетона . Поэтому ламинированные плиты хорошо подходят для изготовления деталей бытовой, медицинской, учебной и лабораторной мебели.
Этим свойствам они обязаны содержанию в пленке меламиносодержащей формальдегидной или карбамидоформальдегидной смолы. Химическое название меламина — 2,4,6 триамино- 1,3,5 — триазин .
Декоративные бумаги, используемые для ламинирования плит имеют самые разнообразные цвета и текстуры:
однотонные бумаги, рисунки под различные породы древесины, фантазийные декоры, геометрические орнаменты и т.д.
Для облицовывания ламинированных плит используются пропитанные декоративные пленки с неполной конденсацией смолы. Пленка изготавливается в пропиточной машине из специальной декоративной бумаги плотностью 60 — 90 г/м2.
Технология ламинирования плиты:
Ламинирование плит осуществляется в прессах проходного типа или в многоэтажных прессах. Давление пресса 20 — 35 кг/см2, температура плит 140 — 210 град. С.
Давление пресса 20 — 35 кг/см2, температура плит 140 — 210 град. С.
В процессе прессования пропитанная бумага уплотняется и приобретает свойства пластика. Содержавшаяся в ней смола, частично выдавливается на наружную и внутреннюю поверхности пленки и быстро конденсируется ( отверждается). Таким образом, на верхней ее поверхности образуется своего рода тведая лаковая пленка, а на нижней — клеевая. Смола проникает в мельчайшие поры плиты-основы, обеспечивая прочное соединение бумаги и плиты. Если формирующая прокладка пресса имеет текстурированную поверхность , то рисунок текстуры отпечатывается на поверхности облицованной плиты. Соответственно глянцевые прокладки обеспечивают получение глянцевой поверхности, а прокладки с матовой поверхностью обеспечивают матовую поверхность плиты.
Разбивая стереотипы.
Сегодня на рынке представлены ДСП самых разнообразных назначений. Они различаются между собой по толщине, плотности, износоустойчивости, составу. Это связано с тем, что древесно-стружечные плиты используются в разных областях.
Это связано с тем, что древесно-стружечные плиты используются в разных областях.
Кстати, о плотности ДСП. Существует один из самых устойчивых стереотипов, распространенных среди потребителей ДСП: «Чем выше плотность плиты, тем лучше». Разберемся, в чем состоит стереотип, и в чем его опасность.
Плиты ДСП хороши тем, что их можно делать из низкосортной древесины, практически из любого мусора — из горбыля, рейки, тонкомера. Но стружка, которая укладывается в ковер, должна все же отвечать определенным требованиям:
- Во-первых, не должно быть слишком мелкой пылеобразной фракции.
- Во-вторых, получаемая стружка должна иметь форму лепестка, т.е. ее сечение не должно быть квадратным — иначе резко снижаются физико-механические характеристики готовой плиты. «Квадратная» стружка служит концентратором напряжений в слое ДСП, резко ухудшая, главным образом, сопротивление на изгиб.
Проблема ухудшения физико-механических свойств из-за качества стружки была еще в советское время частично решена за счет повышения плотности плиты. Плотность плиты повышалась за счет увеличения доли смолы в готовом изделии. Таким образом, многие отечественные производители сегодня могут «похвастаться» плитой с плотностью до 750 кг/куб.м. Этим, в действительности, удается выйти на физико-механические характеристики, удовлетворяющие требованиям ГОСТ.
Плотность плиты повышалась за счет увеличения доли смолы в готовом изделии. Таким образом, многие отечественные производители сегодня могут «похвастаться» плитой с плотностью до 750 кг/куб.м. Этим, в действительности, удается выйти на физико-механические характеристики, удовлетворяющие требованиям ГОСТ.
Чем же приходится за это расплачиваться?
- Во-первых, увеличение доли смолы увеличивает эмиссию формальдегида. При плотности в 750 кг/куб.м. и выше оказывается довольно сложной задачей вписаться в требования ГОСТа по уровню Е1, а требования европейской нормы Е1 становятся просто несбыточной мечтой, вне зависимости от качества используемой смолы.
- Во-вторых, более плотная плита при раскрое требует частой замены весьма дорогостоящего режущего инструмента и создает повышенные нагрузки на весь привод оборудования распиловки.
- В-третьих, увеличение плотности влечет за собой увеличение себестоимости, а также увеличение расходов на транспортировку готовой продукции.


При оценке качества плит следует ориентироваться не на плотность, а на физико-механические показатели и на уровень эмиссии формальдегида.
Технология изготовления древесно стружечных плит (Реферат)
Министерство образования Российской Федерации
Брянская государственная инженерно – технологическая академия
(БГИТА)
кафедра ²Технология деревообработки²
КУРСОВОЙ ПРОЕКТ
По дисциплине ²Технология изготовления ДСтП²
Пояснительная записка
(01 ТД 540 – ПЗ )
Разработал
студент гр. ТД – 402 М.Ю.Алдухова
Поверил
к.т.н.,
доцент
А. В. Лукаш
В. Лукаш
2000
Введение. Цель курсового проекта.
Целью курсового проекта является расчёт норм расхода сырья и клеевых материалов на каждой технологической операции, расчёт потребного количества оборудования, составление схемы технологического процесса и разработка плана размещения оборудования.
Производство древесностружечных плит (ДСтП) динамично развивающаяся отрасль деревообрабатывающей промышленности.
Увеличение объёмов производства ДСтП происходит главным образом за счёт реконструкции действующих предприятий.
Производство ДСтП началось в Германии в 40-х годах, в связи с трудностями снабжения материальными ресурсами.
Применение древесностружечных
плит даёт возможность снизить
материалоёмкость продукции. 1м3 ДСтП заменяет 2-2,5 м3 пиломатериалов. Применение новых
технологий позволяет использовать
низкокачественную древесину и отходы
деревообрабатывающих производств.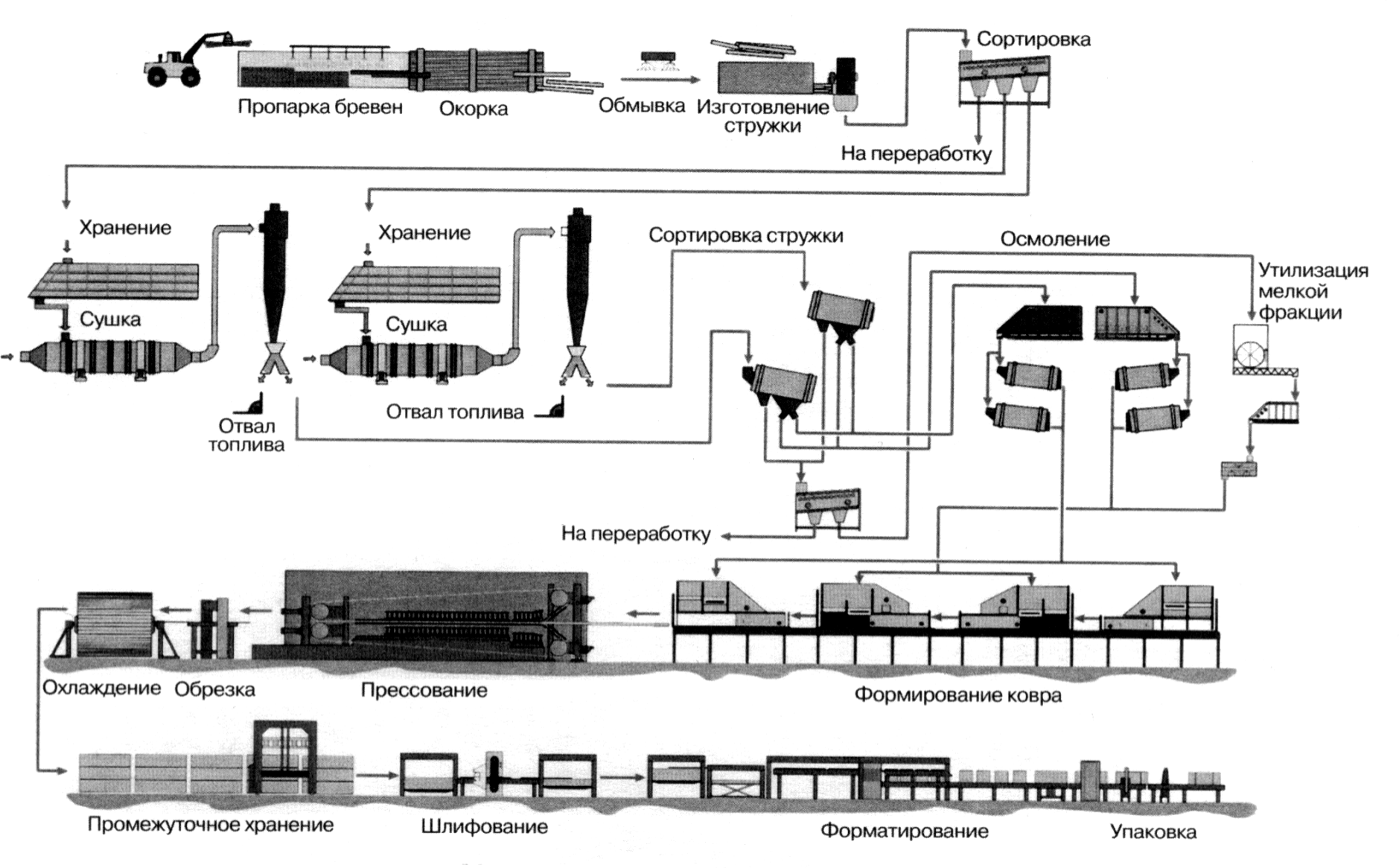 Повысить формоустойчивость, жёсткость
и прочность изделия. Уменьшить или
устранить анизотропные свойства.
Повысить био-, огне-, водо- и химическую
стойкость изделия за счёт применяемого
связующего.
Повысить формоустойчивость, жёсткость
и прочность изделия. Уменьшить или
устранить анизотропные свойства.
Повысить био-, огне-, водо- и химическую
стойкость изделия за счёт применяемого
связующего.
Процесс изготовления плит характеризуется высокой экономичностью и почти полностью автоматизирован.
ДСтП изготовляют из различных частиц с использованием разных видов связующих, различными способами и для различных целей. Этим объясняется большое число разновидностей плит. Чаще всего плиты классифицируются по следующим признакам:
способу прессования;
конструкции плит;
плотности плит;
виду используемых древесных частиц;
виду поверхности;
виду используемого связующего;
виду обработки поверхности;
качеству поверхности;
физико-механическим свойств.
Плиты изготавливают толщиной 8…28 мм, длиной 1830-5680 мм, шириной 1220-2500мм.
Основной составляющий материал плит — древесина. ДСтП изготавливают путём горячего прессования мелких древесных частиц, смешанных со связующим.
1 Характеристика плит , намеченных к производству
Данные о плитах, намеченных к производству приведены в таблице 1
Таблица 1- характеристика плит марки П-А
Наименование показателя
Показатели
Заданный формат плит, мм
3500-1750
Расчётная толщина шлифованных плит, мм
19
Плотность плит, кг/м 3
720
Слойность плит
3
Толщина слоёв, мм
наружных
5,7
внутренних
13,3
Характер окончательной обработки
шлифован.
Связующее на основе смолы марки
КФ-МТ-15

Таблица 2 – Физико-механические показатели плит плотностью 720 кг/ м3 марки П-А
1 Влажность, % | 512 |
2 Разбухание по толщине %, (Тв) | |
за 24 часа | 22 |
за 2 часа | 12 |
3 Предел прочности при статическом изгибе, МПа, (Тн) | 16 |
4 Предел прочности при растяжении пласти, МПа, (Тн) | 0,3 |
5 Удельное сопротивление выдёргиванию шурупов, Н/мм, (Тн) | |
из пласти | 60 |
из кромки | 50 |
6 Покоробленность, мм, (Тв) | 1,2 |
7 Шероховатость поверхности пласти Rm, мкм, (Тв) | |
с обычной поверхностью | 50 |
после двух часов вымачивания | 150 |
Студентка из Костромы разработала уникальную технологию улучшения ДСП
Технология изготовления древесно-стружечных плит была придумана 88 лет назад. В этом году студентка КГУ Кристина Куралёнок усовершенствовала это изобретение. Студентка экспериментировала с различными присадками, добавляя их в связующий материал для древесностружечных плит. В результате, получила состав, который обладает повышенной влагостойкостью, безопасен для человека и делает ДСП более долговечным. Срок службы обычной плиты при аккуратном использовании 7-8 лет. ДСП, созданное с помощью изобретения Кристины, прослужит более 10.
В этом году студентка КГУ Кристина Куралёнок усовершенствовала это изобретение. Студентка экспериментировала с различными присадками, добавляя их в связующий материал для древесностружечных плит. В результате, получила состав, который обладает повышенной влагостойкостью, безопасен для человека и делает ДСП более долговечным. Срок службы обычной плиты при аккуратном использовании 7-8 лет. ДСП, созданное с помощью изобретения Кристины, прослужит более 10.
Кристина Куралёнок, магистрант КГУ: «Если попадает вода, понятное дело, плита начнёт разбухеть — это ни к чему хорошему не приведет. Присадка дает прочность при изгибе точном. Плита будет прочнее, чем обычная».
Крупные деревообрабатывающие компании области уже заинтересовались изобретением костромички, и планируют использовать уникальную технологию в своем производстве. А значит, увеличится и срок службы мебели, которую делают из древесно-стружечных плит.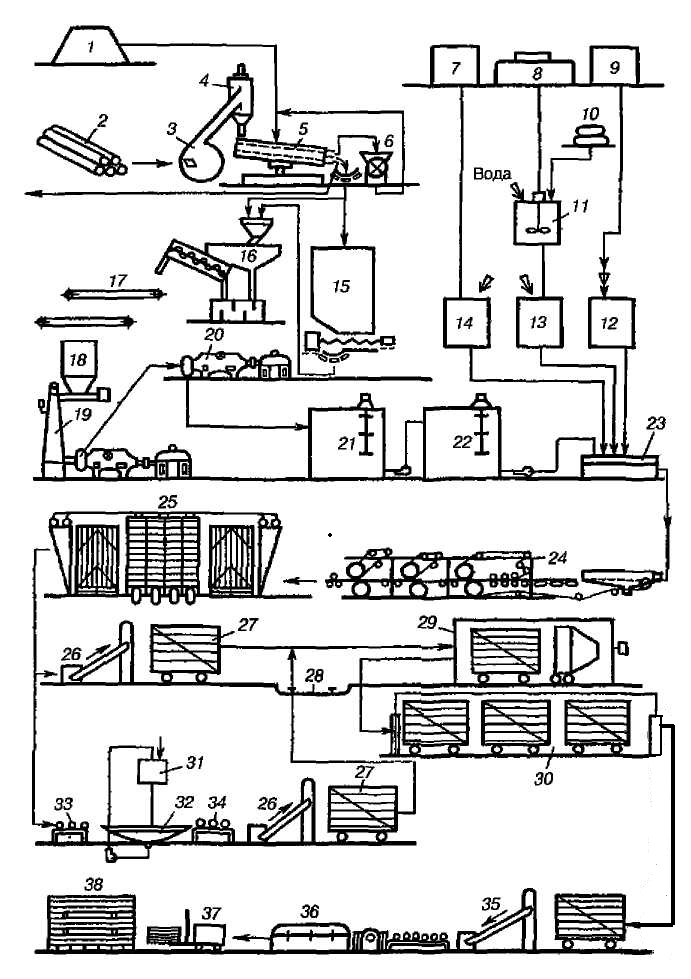
В КГУ, на кафедре технологий лесозаготовительных и дереобрабатывающих производств, это не единственный научный проект. Сейчас здесь идут работы более чем над десятью интересными изобретениями. Так, работа костромских студентов по созданию экологичной одноразовой посуды заняла 3 место на международном форуме «Шаг в будущее» в Москве.
Александр Федотов, доцент КГУ: «Уникальность в том, что вместо одноразовой продукции из пластика (это в первую очередь полипропилен, полиэтилен, полистерол) используется мелкодисперсный древесный наполнитель и природные материалы, которые биоразлагаемы. Сегодняшняя пластиковая посуда разлагается в течение 100 лет и более, а наша разлагается в течение двух-трех месяцев, до года максимум».
Еще из интересных проектов молодых ученых КГУ — создание водостойкой фанеры и новых альтернативных видов теплоизоляционных материалов на основе древесных и ткацких отходов. В университете уверены — все эти научные разработки найдут применение в различных отраслях экономики.
В университете уверены — все эти научные разработки найдут применение в различных отраслях экономики.
Технология производства ДСП
Древесностружечные плиты (ДСП) состоят из дерева, но в виде мелкой стружки. В эту древесную стружку добавляют искусственные смолы в качестве связующего вещества, после чего под действием высокого давления и высокой температуры на специальном оборудовании прессуют в плиты.
Основой для выпуска плит ДСП служат древесные частицы – стружки и иные отходы деревообрабатывающей промышленности.
Технология изготовления плит ДСП основана на методе горячего плоского прессования древесных частиц, которые смешивают со связующим веществом.
Сырьем для изготовления ДСП выступают отходы деревообработки любых видов древесины – как хвойных, так и лиственных пород.
При изготовлении плит ДСП в качестве связующего вещества для древесных отходов (стружки) применяются искусственные смолы (в том числе фенолформальдегидные), а также цемент или магнезит.
Формальдегидная смола, используемая в технологическом процессе изготовления плит ДСП, выделяет формальдегид, который наносит вред для здоровья. В связи с этим в соответствии с количеством использования фенолформальдегидных смол плиты ДСП в настоящее время подразделяют на три класса. Классификация плит была разработана еще в 1980-х годах в Германии. В соответствии с этими требованиями безопасными для здоровья человека являются плиты ДСП Первого класса. В таких плитах ДСП объем выделение формальдегида не более 0,1 миллилитра на один кубический метр воздуха.
Однако при производстве мебели в настоящее время допустимо использование плит ДСП второго и третьего класса эмиссии формальдегида. При этом такие плиты ДСП должны пройти дополнительную обработку, позволяющую снизить выделение формальдегида во внешнюю среду путем нанесения внешнего слоя. Это, например, такие виды плит, как шпонированные ДСП или ламинированные ДСП.
В России технические требования к ДСП определяются ГОСТом 10632-89, в соответствии с которым по физико-механическим показателям плит ДСП установлены две группы — А и Б, а по качеству поверхности — 1 и 2 сорт.
В Европейский странах технология изготовления плит ДСП регламентируется стандартом EN 312, который включает в себя шесть марок для шести условий эксплуатации. Это перечень марок от «P2» – ДСП общего назначения до «Р7» – ДСП особо прочная влагостойкая. Показатели по разбуханию ДСП по толщине по европейской норме классифицируют, начиная с марки «Р4» — «конструкционные» и выше.
Следует заметить, что по уровню эмиссии свободного формальдегида требования к ДСП класса Е1 по евростандартам несколько жестче, чем по ГОСТу в России – 8 вместо 10 мг/100г.
Преимущество плит ДСП в сравнении заключается с такими широко известными древесными плитами такими, как МДФ, ХДФ и OSB заключается в том, что по всей поверхности плиты ДСП имеют одинаковые физико-механические свойства в различных направлениях, а также сравнительно небольшие линейные изменения в условиях переменной влажности.
Технология изготовления плит ДСП предусматривает два варианта – непрерывное прессование и периодическое прессование. В России производство плит ДСП, выполненных методом непрерывного прессования в количественном выражении практически совпадает с объемом выпуска плит ДСП периодического прессования, с небольшим опережением. Важно отметить, что при изготовлении плит ДСП периодического прессования применяют технологии – либо периодического прессования с отделанной и облицованной пластью, либо периодического прессования со специальными свойствами.
В России производство плит ДСП, выполненных методом непрерывного прессования в количественном выражении практически совпадает с объемом выпуска плит ДСП периодического прессования, с небольшим опережением. Важно отметить, что при изготовлении плит ДСП периодического прессования применяют технологии – либо периодического прессования с отделанной и облицованной пластью, либо периодического прессования со специальными свойствами.
Следует заменить, что данный материал очень подвержен возгоранию. Для обеспечения безопасности помещений, необходимо проектировать и установить пожарную сигнализацию. Пройдя по ссылке, узнайте подробнее о том, как защитить свои объекты от пожара, обратившись в компанию СП Спектр в Москве и Московской области.
Технология производства МДФ
Что представляет собой МДФ
Изготовление плит МДФ отличается особой тщательностью обработки. Такая древесноволокнистая плита делается по технологии изготовления бумаги. Сырье для этих плит готовится аналогично. Измельчение происходит до отдельных волокон дерева, поэтому производство МДФ использует любые отходы деревообрабатывающей промышленности. МДФ это английская аббревиатура словосочетания древесно-стружечная плита.
Сырье для этих плит готовится аналогично. Измельчение происходит до отдельных волокон дерева, поэтому производство МДФ использует любые отходы деревообрабатывающей промышленности. МДФ это английская аббревиатура словосочетания древесно-стружечная плита.
Этапы производства МДФ следующие:
- измельчение древесных отходов до состояния пыли;
- термообработка в печи;
- прессовка;
- обработка;
- декорирование.
В дизайне внутренних жилых помещений нарастает объем использования панелей МДФ. Это тонкие, похожие на картон листы.
Панели МДФ бывают:
- шпонированные;
- ламинированные;
- окрашенные.
Ламинированные панели МДФ самые популярные. Некоторые из них имеют респектабельный вид, неотличимый от натурального дерева. Окрашенные панели МДФ самые дешевые. Их отличительная особенность от других древесно-стружечных плит в том, что красят их не под натуральное дерево.
Технология производства МДФ панелей делает их похожими на фанеру. Этот материал используется для декорирования стен и потолков под дерево. Такие панели неотличимы от натурального дерева, а стоят значительно дешевле.
Технология производства МДФ
Стружки и опилки измельчаются и крошатся, потом сырье пропаривается подающимся под давлением паром. Очищенная и пропаренная масса измельчается еще раз на дефибрере, до самых маленьких размеров частиц.
После этого сырье сушится и смешивается с карбамидными смолами. На конечном этапе производства происходит горячее прессование плит МДФ. По такой технологии получается материал, во многом не уступающий натуральному деревянному массиву. Плита МДФ стоит дороже других материалов. Поэтому этот материал используют в мебельной промышленности для изготовления фасадов.
Технология производства МДФ позволяет придавать этим плитам особые качества. Чаще всего увеличивают их влагостойкость и уменьшают горючесть. Волокно, из которого делается МДФ, придает плитам различный цвет в зависимости от используемой древесины.
Для мебельного производства и обработки внутренних помещений плиты МДФ декорируют. Мебель изготовленная из этого материала популярна. Метод обработки панелей и фасадов позволяет соблюдать нужные дизайнеру линии.
Преимущества материала МДФ
Экологичность
Это самый экологичный заменитель древесины, потому что производится с помощью карбамидных смол, которые выделяют мало вредного формальдегида. Из некоторых видов МДФ разрешается даже делать детскую мебель.
Устойчивость к влаге
Из древесных заменителей плиты МДФ лучше всех сопротивляются влажности. Древесноволокнистые плиты МДФ настолько плотные, что при попадании в воду держат форму дольше некоторых пород дерева. Если намокает только декорированная поверхность, форма плиты не изменяется.
Легкость обработки
Плиты МДФ из-за своей уникальной плотности лучше других материалов поддаются обработке, их можно пилить и фрезеровать. Фигурную поверхность на плитах других заменителей дерева, не имеющих такой плотности материала, сделать не получится.
Легкость декорирования
Плиты МДФ сразу поступают на декоративное покрытие, настолько они гладкие. Остальные виды заменителей дерева сначала шлифуют, а потом декорируют.
Удержание крепежа
Мебель из МДФ можно неоднократно собирать и разбирать, тогда как, мебель из ДСП не разбирается, шурупы второй раз не ввинтишь. Из-за этого мебель ДСП перевозить нельзя.
24.06.2019
DSTP для динамической многопутевости (технологические термины)
DSTP
DSTP (протокол передачи пространства данных) — это протокол, который используется для индексации и извлечения данных из ряда баз данных, файлов и других структур данных с использованием ключа, который может найти все связанные данные о конкретном объекте во всех данные. Данные обычно распределяются между несколькими серверами в сети. Серверы, называемые серверами DSTP, понимают, как индексировать и извлекать соответствующие данные с помощью ключа, который называется универсальным ключом корреляции (UCK). DSTP можно рассматривать как инструмент для интеллектуального анализа данных. DSTP по своей концепции аналогичен NNTP, который позволяет пользователям Интернета получать доступ к онлайн-обсуждениям, известным как группы новостей Usenet.
DSTP можно рассматривать как инструмент для интеллектуального анализа данных. DSTP по своей концепции аналогичен NNTP, который позволяет пользователям Интернета получать доступ к онлайн-обсуждениям, известным как группы новостей Usenet.
DSTP использует расширяемый язык разметки (XML). Для существующей базы данных создается XML-файл, в котором ключ или тег UCK описывает соответствующие столбцы базы данных.
DTE
В компьютерной передаче данных DTE (Data Terminal Equipment) — это интерфейс RS-232C, который компьютер использует для обмена данными с модемом или другим последовательным устройством.Для получения дополнительной информации об интерфейсе DTE и его связи с интерфейсом оборудования передачи данных (DCE) см. RS-232C.
двойная загрузка
Система с двойной загрузкой — это компьютерная система, в которой две операционные системы установлены на одном жестком диске, что позволяет загружать любую операционную систему и передавать ей управление. Когда вы включаете компьютер, программа диспетчера загрузки отображает меню, позволяющее выбрать операционную систему, которую вы хотите использовать. Диспетчер загрузки работает, заменяя исходную главную загрузочную запись (MBR) своей собственной, так что программа диспетчера загрузки загружается вместо операционной системы.Некоторые популярные программы-менеджеры загрузки: LILO, System Commander и Partition Magic. Общие комбинации операционных систем, используемых в системах с двойной загрузкой, включают Linux, Windows NT и Windows 98, при этом одна установка Windows выполняется на другом языке, например на испанском. Поскольку на компьютер можно установить более двух операционных систем, иногда используется термин мультизагрузочная система.
Когда вы включаете компьютер, программа диспетчера загрузки отображает меню, позволяющее выбрать операционную систему, которую вы хотите использовать. Диспетчер загрузки работает, заменяя исходную главную загрузочную запись (MBR) своей собственной, так что программа диспетчера загрузки загружается вместо операционной системы.Некоторые популярные программы-менеджеры загрузки: LILO, System Commander и Partition Magic. Общие комбинации операционных систем, используемых в системах с двойной загрузкой, включают Linux, Windows NT и Windows 98, при этом одна установка Windows выполняется на другом языке, например на испанском. Поскольку на компьютер можно установить более двух операционных систем, иногда используется термин мультизагрузочная система.
Дублинское ядро
Dublin Core — это инициатива по созданию цифрового «каталога библиотечных карточек» для Интернета.Dublin Core состоит из 15 элементов метаданных (данных, которые описывают данные), которые предлагают расширенную информацию каталогизации и улучшенную индексацию документов для программ поисковых систем.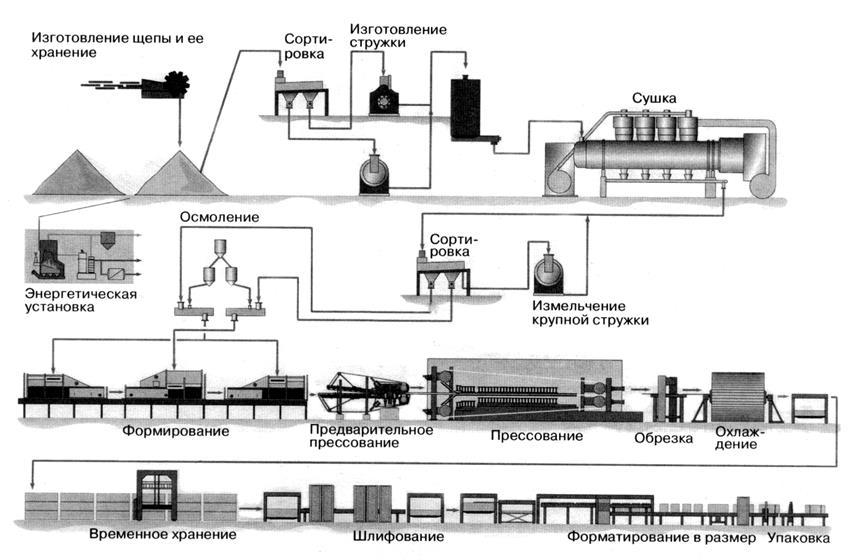
15 элементов метаданных, используемых Dublin Core: title (имя, присвоенное ресурсу), создатель (лицо или организация, ответственные за контент), тема (рассматриваемая тема), description (текстовая схема содержания) , издатель (те, кто отвечает за предоставление ресурса), участник (те, кто добавил к контенту), дату (когда ресурс стал доступным), тип (категория контента), формат (способ представления ресурса), идентификатор (числовой идентификатор контента, например URL-адрес), источник (откуда изначально был получен контент), язык (на каком языке написан контент), отношение (как контент соотносится с другими ресурсами, например, если он глава в книге), покрытие (где физически расположен ресурс) и права (ссылка на уведомление об авторских правах).
Существуют две формы Дублинского ядра: простое Дублинское ядро и квалифицированное Дублинское ядро. Simple Dublin Core выражает элементы в виде пар атрибут-значение, используя всего 15 элементов метаданных из набора элементов метаданных Dublin Core. Qualified Dublin Core увеличивает специфичность метаданных, добавляя информацию о схемах кодирования, нумерованных списках значений или других подсказках обработки. Позволяя поиску быть более конкретным, квалификаторы также более сложны и могут создавать проблемы для взаимодействия.
Qualified Dublin Core увеличивает специфичность метаданных, добавляя информацию о схемах кодирования, нумерованных списках значений или других подсказках обработки. Позволяя поиску быть более конкретным, квалификаторы также более сложны и могут создавать проблемы для взаимодействия.
Каждый метод записи или передачи метаданных Dublin Core имеет свои плюсы и минусы. HTML, XML, RDF и реляционные базы данных являются одними из наиболее распространенных методов.
Инициатива по метаданным Dublin Core началась в 1995 году, получив свое название от места расположения первоначальной мастерской в Дублине, штат Огайо. С тех пор он стал международным по своему охвату, и в настоящее время в нем участвуют представители более чем 20 стран. Dublin Core всегда считал, что обнаружение ресурсов не должно зависеть от носителя ресурса.Таким образом, хотя Dublin Core нацелен на электронные ресурсы, он стремится быть достаточно гибким, чтобы помочь в поиске и более традиционных форматов данных. Однако наиболее частыми пользователями Dublin Core являются веб-сайты.
Однако наиболее частыми пользователями Dublin Core являются веб-сайты.
дух
В общем, duh (произносится как DUH, продлевает UH, понижает тон голоса и склоняет его с интонацией слабоумия или сарказма, или того и другого, в зависимости от употребления, является разговорным комментарием к своему (или чужому) ) недостаток знаний или умственных способностей.
Вот несколько примеров использования:
1) Его можно использовать как эпитет, когда его сбивают с толку новые технологии. Например, кто-то, не знакомый с компьютерами, впервые взглянув на рабочий стол Windows 2000, может сказать «Да» вслух и никому конкретно. В этом смысле слово duh выражает состояние того, что в языке конца 20-го века является «совершенно невежественным».
2) Обычно слово duh используется для признания ошибки.
3) Еще одно распространенное использование — это внушить кому-то, что вы говорите ему что-то очевидное, но все равно говорите ему, потому что вы не ожидаете, что все они будут настолько настороженными.
дуплекс
В телекоммуникациях дуплексная связь означает, что оба конца связи могут одновременно отправлять и принимать сигналы. Полнодуплексная связь — это то же самое. Полудуплекс также является двунаправленной связью, но сигналы могут передаваться только в одном направлении за раз. Симплексная коммуникация означает, что коммуникация может идти только в одном направлении и никогда не течет в обратном.
Обычный телефонный разговор — это дуплексная связь.Самые недорогие устройства громкой связи в конференц-залах относятся к полудуплексной связи. (Если вы говорите, вы не слышите, как кто-то прерывает разговор. Вы должны сделать паузу, чтобы позволить другим говорить.)
рабочий цикл
Рабочий цикл — это время, в течение которого работает компонент, устройство или система. Рабочий цикл может быть выражен в виде отношения или в процентах. Предположим, что диск работает 1 секунду, затем отключается на 99 секунд, затем снова запускается на 1 секунду и так далее.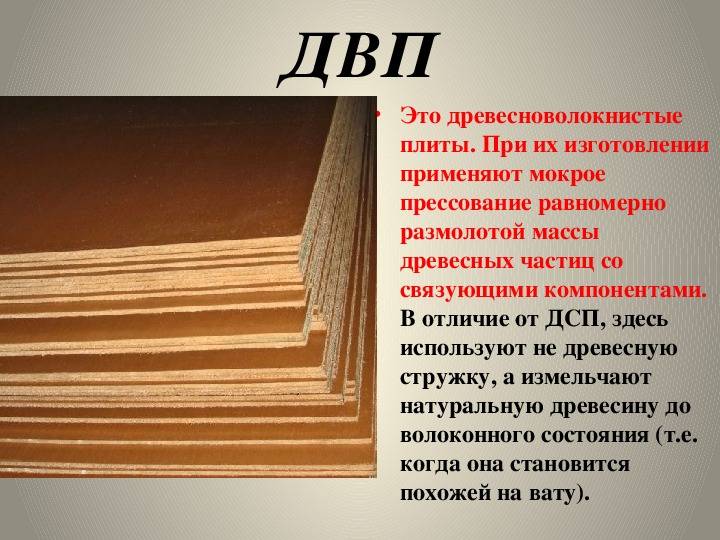 Привод работает в течение одной из 100 секунд или 1/100 времени, поэтому его рабочий цикл составляет 1/100 или 1 процент.
Привод работает в течение одной из 100 секунд или 1/100 времени, поэтому его рабочий цикл составляет 1/100 или 1 процент.
Чем больше используется схема, машина или компонент , тем быстрее они изнашиваются. Следовательно, чем выше рабочий цикл, тем меньше срок полезного использования при прочих равных условиях. Если вышеупомянутый диск имеет ожидаемый срок службы 1000000 часов при рабочем цикле 1%, ожидаемый срок службы того же устройства, вероятно, составит около 500000 часов при рабочем цикле 2% и 2000000 часов при рабочем цикле 0,5 процента.
DVD Форум
DVD Forum — международная организация, состоящая из компаний, использующих или производящих продукты, связанные с универсальными цифровыми дисками (DVD).Форум, который первоначально назывался DVD Consortium, был создан в 1995 году, когда десять компаний (Hitachi, Matsushita, Mitsubishi, Philips, Pioneer, Sony, Thomson Multimedia, Time Warner, Toshiba Corporation и Victor) объединились с общей целью продвижения DVD во всем мире и установление стандартизированных форматов каждого приложения DVD для рынка.
Из десяти членов-основателей количество участников DVD Forum увеличилось и теперь включает около 230 компаний по всему миру. Работой Форума руководит руководящий комитет, который избирается раз в два года.Созданы отдельные рабочие группы для определения спецификаций, которые в настоящее время включают DVD-Video (это наиболее известный формат), DVD-ReadOnly Memory (DVD-ROM), DVD-Recordable (DVD-R), DVD-Rewritable (DVD-RW). ) и DVD-Audio (DVD-A). Форум DVD выпускает спецификации в виде отдельных книг спецификации DVD, обозначенных буквами (например, DVD-R размещен в Книге D). Целевая группа по проверке (VTF) существует для определения характеристик испытаний, инструментов и процедур, которые будут использоваться, а также для обеспечения того, чтобы продукты с официальным логотипом DVD соответствовали всем спецификациям.
DVD-Audio
DVD-Audio (DVD-A) — это формат универсального цифрового диска (DVD), разработанный компанией Panasonic и специально разработанный для хранения аудиоданных и, в частности, высококачественной музыки.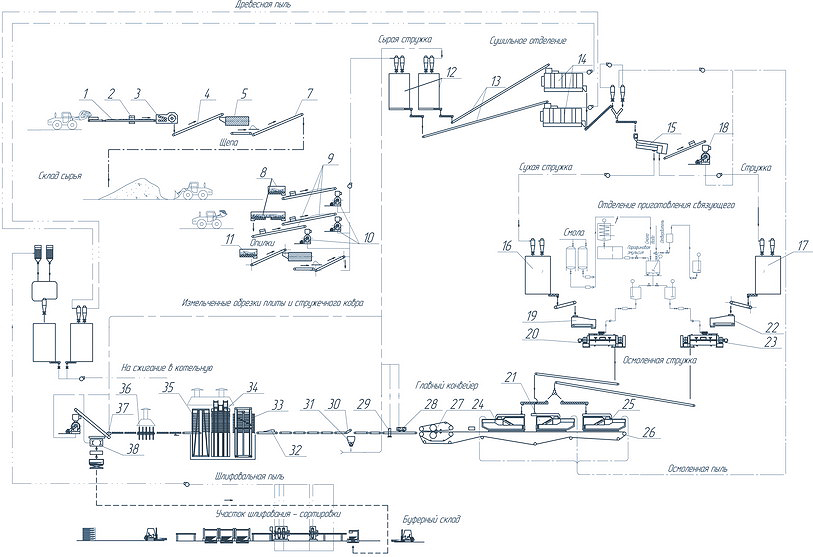 DVD Forum, состоящий из 230 ведущих компаний по всему миру, выпустил окончательную спецификацию DVD-A в марте 1999 года. Утверждается, что новый формат DVD обеспечивает как минимум вдвое большее качество звука, чем аудио CD на дисках, которые могут содержать до семи раз больше. много информации. Производятся различные типы DVD-A-совместимых DVD-плееров в дополнение к DVD-A-плеерам, специально разработанным для этого формата.
DVD Forum, состоящий из 230 ведущих компаний по всему миру, выпустил окончательную спецификацию DVD-A в марте 1999 года. Утверждается, что новый формат DVD обеспечивает как минимум вдвое большее качество звука, чем аудио CD на дисках, которые могут содержать до семи раз больше. много информации. Производятся различные типы DVD-A-совместимых DVD-плееров в дополнение к DVD-A-плеерам, специально разработанным для этого формата.
Почти все место на DVD-видеодиске отведено для хранения видеоданных. Как следствие, пространство, отведенное для аудиоданных, таких как звуковая дорожка Dolby Digital 5.1, сильно ограничено. Техника сжатия с потерями — так называемая из-за потери части данных — используется для того, чтобы аудиоинформация сохранялась в доступном пространстве как на стандартных компакт-дисках, так и на дисках DVD-Video. В дополнение к использованию методов сжатия без потерь, DVD-A также обеспечивает более сложный звук за счет увеличения частоты дискретизации и частотного диапазона за пределы возможностей компакт-дисков и DVD-Video, ограниченных пространством. DVD-Audio — 24-битный, с частотой дискретизации 96 кГц; для сравнения, звуковая дорожка DVD-Video является 16-битной с частотой дискретизации 48 кГц, а стандартный звуковой компакт-диск — 16-битной с частотой дискретизации 44,1 кГц.
DVD-Audio — 24-битный, с частотой дискретизации 96 кГц; для сравнения, звуковая дорожка DVD-Video является 16-битной с частотой дискретизации 48 кГц, а стандартный звуковой компакт-диск — 16-битной с частотой дискретизации 44,1 кГц.
Хотя DVD-A предназначен для музыки, он также может содержать другие данные, так что, подобно Enhanced CD, он может предоставить слушателю дополнительную информацию, такую как заметки и изображения. Вариант формата DVD-AudioV предназначен для хранения ограниченного количества обычных видеоданных DVD в дополнение к DVD-Audio.DVD-A поддерживается большей частью индустрии как технология, которая заменит стандартный аудио компакт-диск. Основными исключениями являются Philips и Sony, у которых Super Audio CD (SACD) обеспечивает аналогичное качество звука. Как и DVD-A, SACD предлагает 5.1-канальный объемный звук в дополнение к 2-канальному стерео. Оба формата улучшают сложность звука за счет увеличения скорости передачи данных и частоты дискретизации, и их можно воспроизводить на существующих проигрывателях компакт-дисков, но только с уровнями качества, аналогичными традиционным компакт-дискам.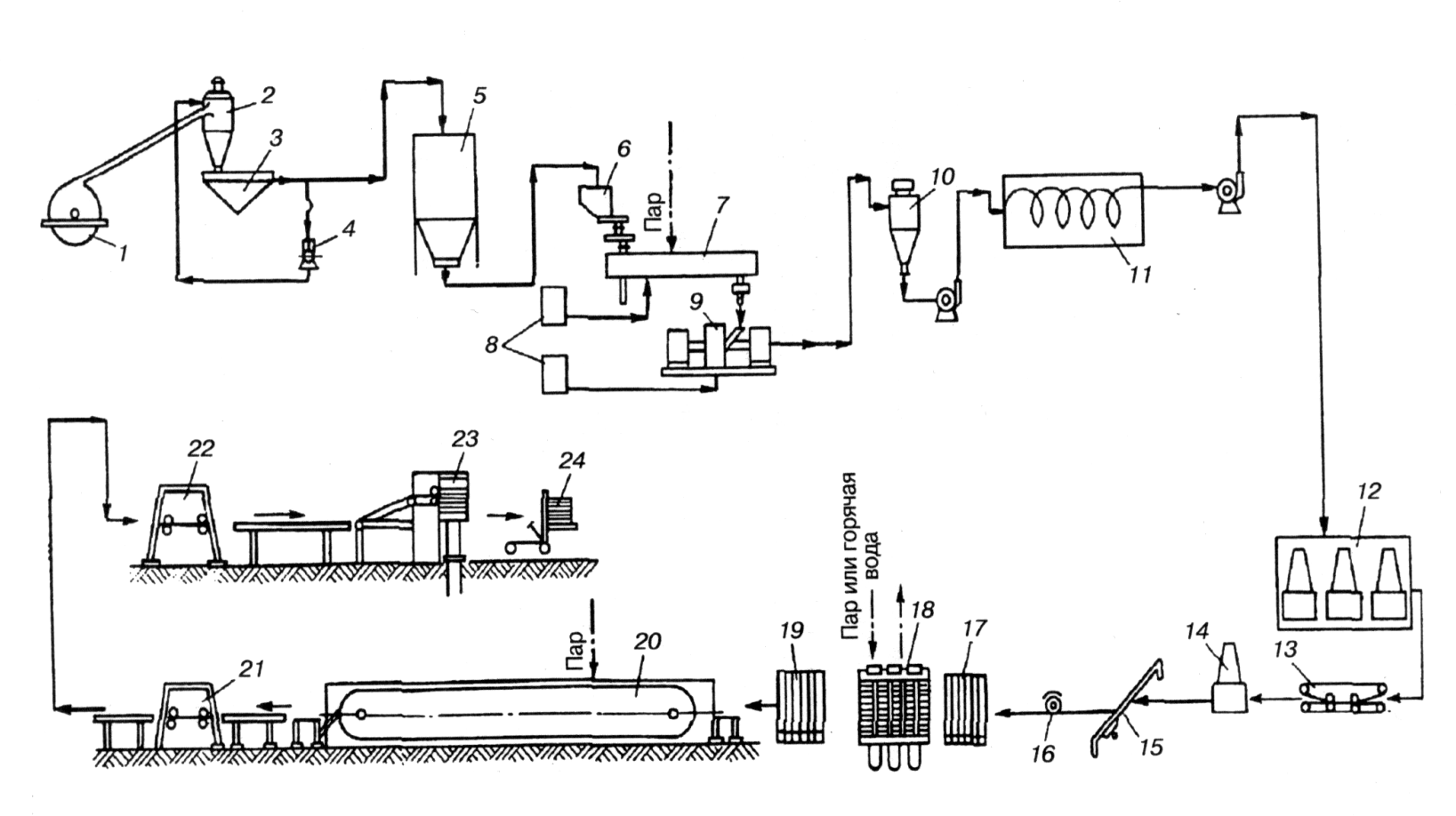
DXL
DXL (Domino Extensible Language) — это особая версия Extensible Markup Language (XML) для данных Lotus Domino.Domino — это серверная программа для Lotus Notes, приложения для групповой работы, которое используется во многих компаниях.
Определение типа документа (DTD) для DXL определяет теги разметки, необходимые для работы с XML в среде Domino. Это обеспечивает согласованный формат данных для предприятий, не оборудованных Domino, когда они получают доступ к данным Domino. Будущие версии DXL будут поддерживать элементы дизайна Domino, поэтому организации, не оснащенные Domino, могут создавать или изменять документы Domino.
ДанныеDXL должны быть преобразованы в обычный XML при использовании вне среды Domino.И наоборот, данные XML должны быть преобразованы в DXL, прежде чем их можно будет использовать в среде Domino. Преобразования в любом направлении выполняются процессором преобразования расширяемого языка таблиц стилей (XSLT).
динамический и статический
В общем, динамический означает энергичный, способный к действию и / или изменению, или силовой, в то время как статический означает неподвижный или фиксированный.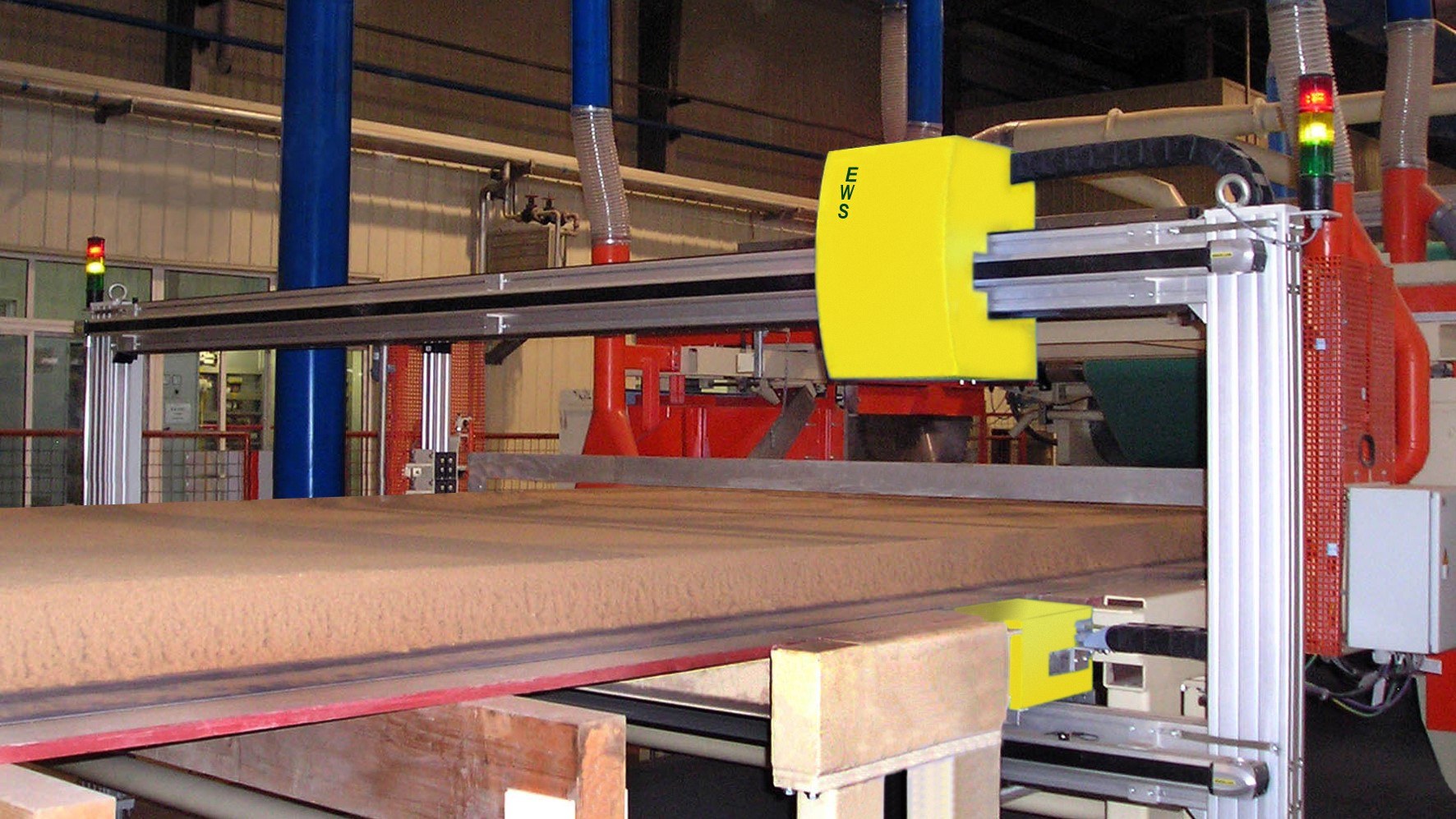 В компьютерной терминологии динамический обычно означает способность к действию и / или изменению, в то время как статический означает фиксированный. Оба термина могут применяться к множеству различных типов вещей, таких как языки программирования (или компоненты языков программирования), веб-страницы и прикладные программы.Когда веб-страница запрашивается (пользователь компьютера щелкает гиперссылку или вводит URL-адрес), сервер, на котором хранится страница, возвращает HTML-документ на компьютер пользователя, и браузер отображает его. Это все, что происходит на статической веб-странице. Пользователь может взаимодействовать с документом, щелкая доступные ссылки, или может быть активирована небольшая программа (апплет), но документ не может возвращать информацию, которая не была предварительно отформатирована. На динамической веб-странице пользователь может делать запросы (часто через форму) для данных, содержащихся в базе данных на сервере, которые будут собираться на лету в соответствии с тем, что запрашивается.
В компьютерной терминологии динамический обычно означает способность к действию и / или изменению, в то время как статический означает фиксированный. Оба термина могут применяться к множеству различных типов вещей, таких как языки программирования (или компоненты языков программирования), веб-страницы и прикладные программы.Когда веб-страница запрашивается (пользователь компьютера щелкает гиперссылку или вводит URL-адрес), сервер, на котором хранится страница, возвращает HTML-документ на компьютер пользователя, и браузер отображает его. Это все, что происходит на статической веб-странице. Пользователь может взаимодействовать с документом, щелкая доступные ссылки, или может быть активирована небольшая программа (апплет), но документ не может возвращать информацию, которая не была предварительно отформатирована. На динамической веб-странице пользователь может делать запросы (часто через форму) для данных, содержащихся в базе данных на сервере, которые будут собираться на лету в соответствии с тем, что запрашивается. Например, пользователь может захотеть узнать информацию о театральном представлении, такую как расположение театров и наличие билетов на определенные даты. Когда пользователь выбирает эти параметры, запрос ретранслируется на сервер с помощью посредника, такого как сценарий Active Server Page (ASP), встроенный в HTML-код страницы. Посредник сообщает серверу, какую информацию вернуть. Такая веб-страница называется динамической.
Например, пользователь может захотеть узнать информацию о театральном представлении, такую как расположение театров и наличие билетов на определенные даты. Когда пользователь выбирает эти параметры, запрос ретранслируется на сервер с помощью посредника, такого как сценарий Active Server Page (ASP), встроенный в HTML-код страницы. Посредник сообщает серверу, какую информацию вернуть. Такая веб-страница называется динамической.
Предоставляется набор возможностей HTML, которые помогают дизайнеру создавать динамические веб-страницы.Этот набор возможностей обычно известен как динамический HTML.
Существуют динамические и статические языки программирования. В динамическом языке, таком как Perl или LISP, разработчик может создавать переменные, не указывая их тип. Это создает более гибкие программы и может упростить создание прототипов и некоторое объектно-ориентированное кодирование. В статических языках программирования, таких как C или Pascal, разработчик должен объявить тип каждой переменной перед компиляцией кода, что делает кодирование менее гибким, но и менее подверженным ошибкам.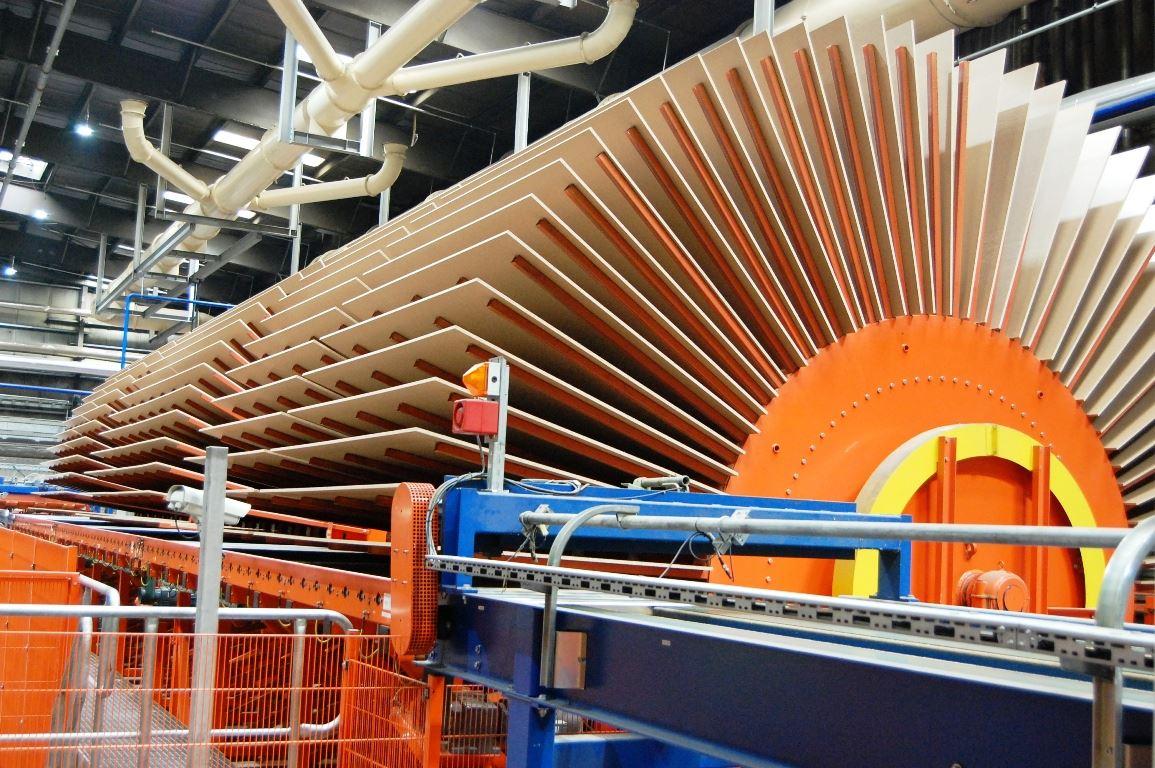
Динамический обмен данными
В Windows , OS / 2 и (со сторонними наборами средств разработки) в других операционных системах динамический обмен данными (DDE) позволяет обмениваться информацией между программами. Например, когда вы изменяете форму в программе базы данных или элемент данных в программе электронной таблицы, они могут быть настроены так, чтобы также изменять эти формы или элементы везде, где они встречаются в других программах, которые вы можете использовать. DDE — это межпроцессное взаимодействие (IPC), которое использует разделяемую память в качестве общей области обмена и предоставляет приложениям протокол или набор команд и форматов сообщений.DDE использует модель клиент / сервер, в которой приложение, запрашивающее данные, считается клиентом, а приложение, предоставляющее данные, считается сервером.
Тысячи приложений используют DDE, включая Microsoft Excel, Word, Lotus 1-2-3, AmiPro, Quattro Pro и Visual Basic.
Другое средство, NetDDE, позволяет программам взаимодействовать между сетями. Например, программа Superbase на одном сетевом узле может обновляться всякий раз, когда обновляется программа Excel в сетевом узле.На обоих узлах должен быть установлен NetDDE.
Например, программа Superbase на одном сетевом узле может обновляться всякий раз, когда обновляется программа Excel в сетевом узле.На обоих узлах должен быть установлен NetDDE.
служба динамического DNS
Служба динамического DNS (системы доменных имен) — это компания, которая взимает небольшую плату, чтобы позволить пользователю, подключенному к Интернету с динамическим IP-адресом, иметь возможность использовать приложения, которым требуется статический IP-адрес.
Использование службы динамического DNS работает так, как если бы в вашем распоряжении была устаревшая служба телефонных сообщений. Когда пользователь регистрируется в службе DNS и подключается к Интернету с помощью динамического IP-адреса, компьютер пользователя связывается со службой DNS и сообщает им, какой динамический IP-адрес был назначен из пула; служба работает с DNS-сервером для пересылки правильного адреса запрашивающему компьютеру.(Подумайте о том, чтобы позвонить в службу сообщений и сказать: «Привет. Сейчас со мной можно связаться по телефону 435.44.32.111. Пожалуйста, скажите всем, кто пытается дозвониться, позвонить по этому номеру.) Использование службы динамического DNS, чтобы компьютеры могли даже вас найти. несмотря на то, что вы используете динамический IP-адрес, лучше всего иметь статический IP-адрес.
Сейчас со мной можно связаться по телефону 435.44.32.111. Пожалуйста, скажите всем, кто пытается дозвониться, позвонить по этому номеру.) Использование службы динамического DNS, чтобы компьютеры могли даже вас найти. несмотря на то, что вы используете динамический IP-адрес, лучше всего иметь статический IP-адрес.
динамических шрифта
Динамические шрифты — это функция пакета продуктов Netscape Communicator, которая позволяет разработчику веб-страниц определять или создавать особый стиль шрифта для веб-страницы или сайта.Файл шрифта (который описывает, как отображать определенный набор изображений шрифтов) загружается в виде подключаемого модуля с веб-сервера вместе с первой страницей, которая его использует. Поддержка просмотра Netscape использует технологию TrueDoc от Bitstream.
Протокол динамической конфигурации хоста
Протокол динамической конфигурации хоста (DHCP) — это протокол связи, который позволяет администраторам сети централизованно управлять и автоматизировать назначение IP-адресов в сети организации. Используя Интернет-протокол, каждой машине, которая может подключиться к Интернету, нужен уникальный IP-адрес. Когда организация настраивает своих пользователей компьютеров с подключением к Интернету, каждой машине должен быть назначен IP-адрес. Без DHCP IP-адрес необходимо вводить вручную на каждом компьютере, и, если компьютеры перемещаются в другое место в другой части сети, необходимо вводить новый IP-адрес. DHCP позволяет сетевому администратору контролировать и распределять IP-адреса из центральной точки и автоматически отправляет новый IP-адрес, когда компьютер подключается к другому месту в сети.
Используя Интернет-протокол, каждой машине, которая может подключиться к Интернету, нужен уникальный IP-адрес. Когда организация настраивает своих пользователей компьютеров с подключением к Интернету, каждой машине должен быть назначен IP-адрес. Без DHCP IP-адрес необходимо вводить вручную на каждом компьютере, и, если компьютеры перемещаются в другое место в другой части сети, необходимо вводить новый IP-адрес. DHCP позволяет сетевому администратору контролировать и распределять IP-адреса из центральной точки и автоматически отправляет новый IP-адрес, когда компьютер подключается к другому месту в сети.
DHCP использует концепцию «аренды» или количества времени, в течение которого данный IP-адрес будет действителен для компьютера. Срок аренды может варьироваться в зависимости от того, как долго пользователю может потребоваться подключение к Интернету в определенном месте. Это особенно полезно в образовании и других средах, где пользователи часто меняются. Используя очень короткие сроки аренды, DHCP может динамически изменять конфигурацию сетей, в которых количество компьютеров превышает количество доступных IP-адресов. DHCP поддерживает статические адреса для компьютеров, содержащих веб-серверы, которым требуется постоянный IP-адрес.
DHCP поддерживает статические адреса для компьютеров, содержащих веб-серверы, которым требуется постоянный IP-адрес.
DHCP является альтернативой другому протоколу управления сетевым IP, протоколу начальной загрузки (BOOTP). DHCP — более продвинутый протокол, но обычно используются оба протокола управления конфигурацией. Некоторые организации используют оба протокола, но важно понимать, как и когда их использовать в одной организации. Некоторые операционные системы, включая Windows NT / 2000, поставляются с DHCP-серверами. Клиент DHCP или BOOTP — это программа, которая находится на каждом компьютере (и, возможно, загружается на него), чтобы ее можно было настроить.
динамический HTML
Динамический HTML — это собирательный термин для комбинации новых тегов и параметров языка гипертекстовой разметки (HTML), которые позволят вам создавать веб-страницы более анимированными и более реагирующими на взаимодействие с пользователем, чем предыдущие версии HTML. Большая часть динамического HTML определена в HTML 4. 0. Простые примеры динамических HTML-страниц могут включать (1) изменение цвета текстового заголовка, когда пользователь наводит на него указатель мыши, или (2) разрешение пользователю «перетаскивать» изображение в другое место на веб-странице.Динамический HTML может позволить веб-документам выглядеть и действовать как настольные приложения или мультимедийные продукты.
0. Простые примеры динамических HTML-страниц могут включать (1) изменение цвета текстового заголовка, когда пользователь наводит на него указатель мыши, или (2) разрешение пользователю «перетаскивать» изображение в другое место на веб-странице.Динамический HTML может позволить веб-документам выглядеть и действовать как настольные приложения или мультимедийные продукты.
Функции, составляющие динамический HTML, включены в последние версии Netscape, Internet Explorer и других веб-браузеров. Хотя HTML 4.0 поддерживается как браузерами Netscape, так и Microsoft, некоторые дополнительные возможности поддерживаются только одним из браузеров. Самым большим препятствием для использования динамического HTML является то, что, поскольку многие пользователи все еще используют старые браузеры, веб-сайт должен создавать две версии каждого сайта и обслуживать страницы, соответствующие версии браузера каждого пользователя.Как Netscape, так и Microsoft поддерживают следующие концепции и функции динамического HTML:
• Объектно-ориентированное представление веб-страницы и ее элементов
• Каскадные таблицы стилей и наслоение контента
• Программирование, которое может адресовать все или большинство элементов страницы
• Динамические шрифты
Объектно-ориентированный вид элементов страницы
Каждый элемент страницы (раздел или раздел, заголовок, абзац, изображение, список и т.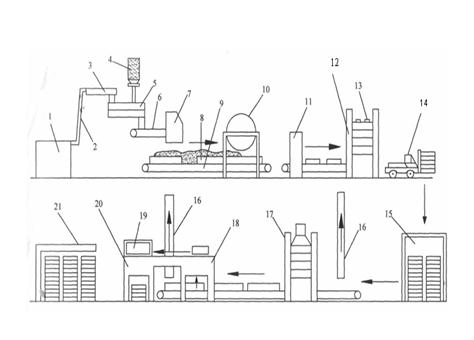 Д.) Рассматривается как «объект».«(Microsoft называет это« объектной моделью динамического HTML ». Netscape называет это« объектной моделью HTML ». W3C называет это« объектной моделью документа »). Например, каждому заголовку на странице можно присвоить имя с учетом атрибутов текста. стиль и цвет, и адресуются по имени в небольшой программе или «скрипте», включенном на страницу. Этот заголовок или любой другой элемент на странице может быть изменен в результате определенного события, такого как прохождение мыши, нажатие на нее или истечение времени. Или изображение можно перемещать из одного места в другое, «перетаскивая» объект изображения с помощью мыши.(Эти возможности событий можно рассматривать как возможности реакции элемента или объекта.) Любое изменение происходит немедленно (поскольку все варианты всех элементов или объектов были отправлены как часть одной и той же страницы с веб-сервера, отправившего страницу) . Таким образом, вариации можно рассматривать как различные свойства объекта.
Д.) Рассматривается как «объект».«(Microsoft называет это« объектной моделью динамического HTML ». Netscape называет это« объектной моделью HTML ». W3C называет это« объектной моделью документа »). Например, каждому заголовку на странице можно присвоить имя с учетом атрибутов текста. стиль и цвет, и адресуются по имени в небольшой программе или «скрипте», включенном на страницу. Этот заголовок или любой другой элемент на странице может быть изменен в результате определенного события, такого как прохождение мыши, нажатие на нее или истечение времени. Или изображение можно перемещать из одного места в другое, «перетаскивая» объект изображения с помощью мыши.(Эти возможности событий можно рассматривать как возможности реакции элемента или объекта.) Любое изменение происходит немедленно (поскольку все варианты всех элементов или объектов были отправлены как часть одной и той же страницы с веб-сервера, отправившего страницу) . Таким образом, вариации можно рассматривать как различные свойства объекта.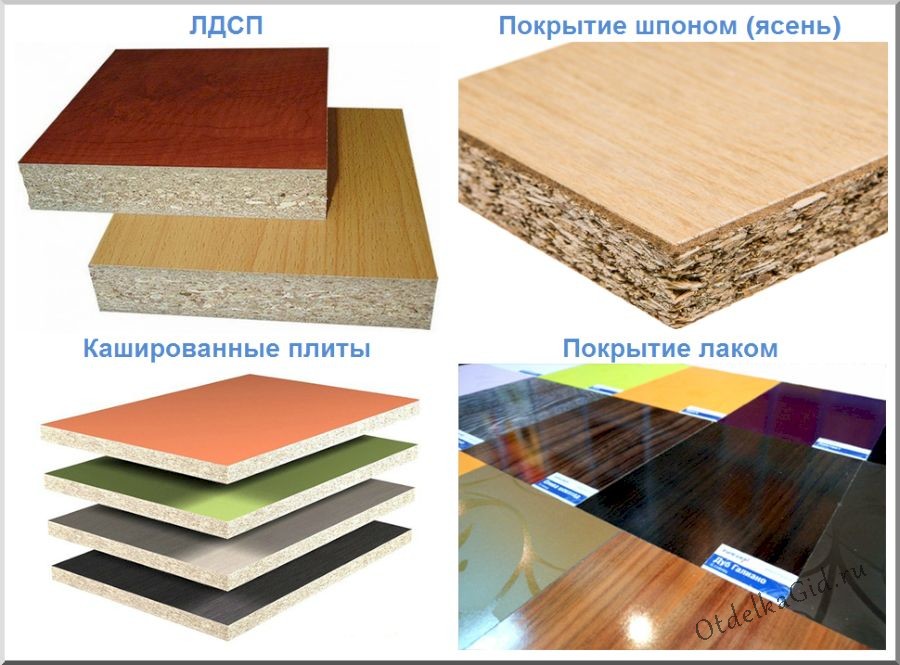 Варианты элементов могут не только изменять текст или цвет, но и все, что содержится в объекте заголовка, может быть заменено новым содержимым, которое включает другой или дополнительный HTML, а также другой текст.Microsoft называет это «технологией текстового диапазона».
Варианты элементов могут не только изменять текст или цвет, но и все, что содержится в объекте заголовка, может быть заменено новым содержимым, которое включает другой или дополнительный HTML, а также другой текст.Microsoft называет это «технологией текстового диапазона».
Таблицы стилей и слои
Таблица стилей описывает характеристики стиля по умолчанию (включая макет страницы, стиль и размер шрифта для текстовых элементов, таких как заголовки и основной текст) документа или части документа. Для веб-страниц таблица стилей также описывает цвет фона или изображение по умолчанию, цвета гипертекстовых ссылок и, возможно, содержимое страницы. Таблицы стилей помогают обеспечить единообразие всех или группы страниц документа или веб-сайта.
Динамический HTML включает возможность указывать таблицы стилей в виде «каскадных таблиц стилей» (то есть связывание или указание различных таблиц стилей или операторов стилей с предопределенными уровнями приоритета в пределах одной или нескольких связанных страниц). В результате взаимодействия с пользователем новую таблицу стилей можно сделать применимой, что приведет к изменению внешнего вида веб-страницы. Вы можете иметь несколько слоев таблицы стилей на странице, таблицу стилей внутри таблицы стилей внутри таблицы стилей. .Новая таблица стилей может отличаться только от одного элемента из таблицы стилей над ней.
В результате взаимодействия с пользователем новую таблицу стилей можно сделать применимой, что приведет к изменению внешнего вида веб-страницы. Вы можете иметь несколько слоев таблицы стилей на странице, таблицу стилей внутри таблицы стилей внутри таблицы стилей. .Новая таблица стилей может отличаться только от одного элемента из таблицы стилей над ней.
Наслоение — это использование альтернативных таблиц стилей или других подходов для изменения содержимого страницы путем предоставления слоев содержимого, которые могут перекрывать (и заменять или накладывать на) существующие разделы содержимого. Слои можно запрограммировать так, чтобы они отображались как часть временной презентации или в результате взаимодействия с пользователем. В Internet Explorer Microsoft реализует слои с помощью таблиц стилей. Netscape поддерживает подход с использованием таблиц стилей, но также предлагает новый набор тегов HTML… (который Microsoft не поддерживает).Оба подхода рассматриваются Рабочим комитетом W3C, и обе компании заявляют, что поддержат все, что W3C сочтет рекомендуемым.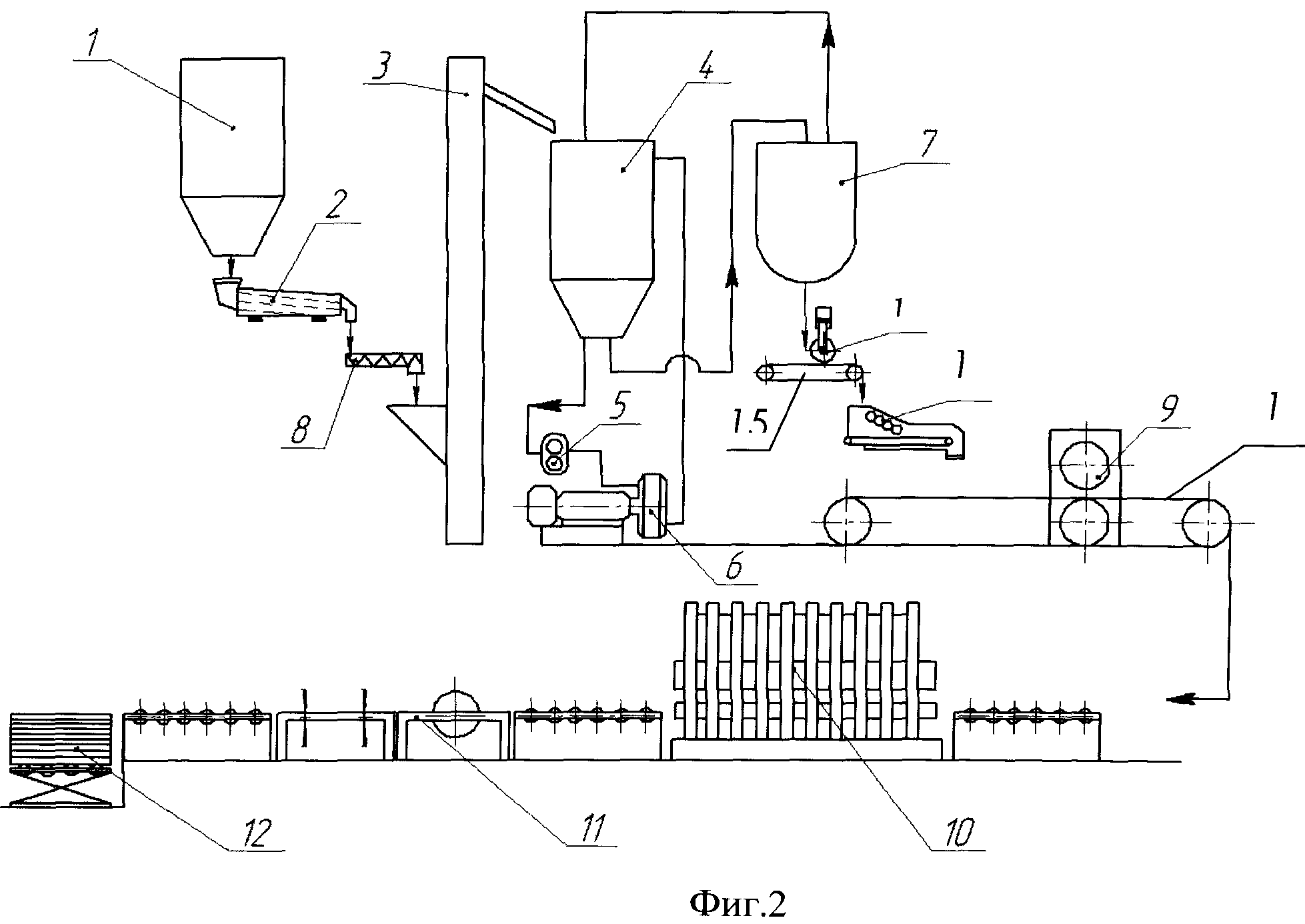
Программирование
Хотя JavaScript, Java-апплет и элементы управления ActiveX присутствовали на предыдущих уровнях веб-страниц, динамический HTML подразумевает увеличение объема программирования на веб-страницах, поскольку программа может адресовать большее количество элементов страницы.
Динамические шрифты
Netscape включает динамические шрифты как часть динамического HTML.Эта функция браузера Netscape Navigator в его наборе Communicator позволяет разработчикам веб-страниц включать файлы шрифтов, содержащие определенные стили, размеры и цвета шрифтов, как часть веб-страницы, а также загружать шрифты вместе со страницей. То есть выбор шрифта больше не зависит от того, что предоставляет браузер.
библиотека динамической компоновки
В компьютерах библиотека динамической компоновки (DLL) представляет собой набор небольших программ, любую из которых при необходимости может вызвать более крупная программа, запущенная на компьютере.Небольшая программа, которая позволяет более крупной программе взаимодействовать с определенным устройством, таким как принтер или сканер, часто упаковывается как программа DLL (обычно называемая файлом DLL). DLL-файлы, поддерживающие определенные операции устройства, называются драйверами устройств.
DLL-файлы, поддерживающие определенные операции устройства, называются драйверами устройств.
Преимущество файлов DLL в том, что , поскольку они не загружаются в оперативную память (ОЗУ) вместе с основной программой, пространство сохраняется в ОЗУ. Когда и если нужен файл DLL, он загружается и запускается.Например, пока пользователь Microsoft Word редактирует документ, нет необходимости загружать файл DLL принтера в ОЗУ. Если пользователь решает распечатать документ, приложение Word вызывает загрузку и запуск файла DLL принтера.
DLL-файл часто имеет суффикс имени файла «.dll». Файлы DLL динамически связаны с программой, которая использует их во время выполнения программы, а не является компилятором основной программы. Набор таких файлов (или DLL) до некоторой степени сопоставим с библиотечными процедурами, предоставляемыми такими языками программирования, как C и C ++.
Динамическая многопутевость
Dynamic multi-pathing (DMP) — это тип программного обеспечения для управления трактом связи. Управление путями — это подход к оптимизации управления конфигурацией и маршрутизацией для сетей хранения; DMP используется для автоматизации этих процессов для резервного копирования и восстановления данных в сети хранения. DMP был разработан в ответ на комплексные потребности сетей хранения по сравнению с обычными сетями передачи данных: сбои подключения в сетях передачи данных обычно означают, что соединение необходимо повторить; в сетях хранения, однако, сбой с большей вероятностью приведет к сбою системы.Предел погрешности также меньше для сетей хранения данных: в то время как восстановление ошибок в течение нескольких минут приемлемо для правильно функционирующих сетей передачи данных, для сетей хранения данных оно должно происходить в течение секунд — а желательно миллисекунд.
Управление путями — это подход к оптимизации управления конфигурацией и маршрутизацией для сетей хранения; DMP используется для автоматизации этих процессов для резервного копирования и восстановления данных в сети хранения. DMP был разработан в ответ на комплексные потребности сетей хранения по сравнению с обычными сетями передачи данных: сбои подключения в сетях передачи данных обычно означают, что соединение необходимо повторить; в сетях хранения, однако, сбой с большей вероятностью приведет к сбою системы.Предел погрешности также меньше для сетей хранения данных: в то время как восстановление ошибок в течение нескольких минут приемлемо для правильно функционирующих сетей передачи данных, для сетей хранения данных оно должно происходить в течение секунд — а желательно миллисекунд.
Чтобы устранить эти различия, сети хранения должны быть спроектированы так, чтобы обеспечить максимально возможную гибкость конфигурации и доступность системы. Однако дополнительная гибкость также увеличивает вероятность сбоев подключения: если система хранения в одно время могла состоять из одного устройства хранения, подключенного к одному хосту с помощью одного кабеля, сегодня система хранения обычно состоит из нескольких различных устройств, соединенных между собой. топология сети.Программные приложения DMP автоматически перенаправляют данные по альтернативным путям в случае сбоя соединения.
топология сети.Программные приложения DMP автоматически перенаправляют данные по альтернативным путям в случае сбоя соединения.
Преимущества и недостатки DSTP по сравнению с захоронением хвостов на суше
Достижение целей Парижского соглашения требует трансформации сектора мобильности. Технология аккумуляторных электромобилей сегодня предлагает многообещающую технологию для достижения необходимых изменений и трансформации сектора. Однако это преобразование идет рука об руку со значительным увеличением спроса на сырье для литий-ионных аккумуляторов.В этом документе представлен обзор текущего состояния сектора мобильности с акцентом на трех выбранных этапах производственно-сбытовой цепочки для литий-ионных аккумуляторов — добыча сырья, производство аккумуляторных элементов и переработка аккумуляторов — и четырех соответствующих материалов: лития, кобальта, никеля и графит.
Для этого анализа были определены ключевые участники и проблемы устойчивости на всех этапах цепочки поставок. Горнодобывающая промышленность сталкивается с широким спектром проблем, связанных с сырьем и конкретным участком. Общие проблемы при добыче твердых пород или руды (для выбранных материалов — лития, кобальта, никеля и графита) включают загрязнение тяжелыми металлами, кислотный дренаж шахт, энергоемкую переработку, фрагментацию среды обитания, нарушение земельных участков и загрязнение пылью.Для лития из рассолов основными проблемами являются нехватка воды и связанная с этим социальная напряженность, а также выбросы пыли. Социальные аспекты, связанные с добычей кобальта, уже стали дополнительной проблемой в общественном дискурсе; основная страна-производитель кобальта, Демократическая Республика Конго (ДРК), имеет относительно высокую долю (10-20% добычи из ДРК) кустарной и мелкомасштабной добычи (ММК). ASM — это основа дохода тысяч семей в ДРК. Но зачастую неформальный сектор КАД связан с детским трудом, принудительным трудом, неадекватными условиями для здоровья и безопасности, а также с финансированием вооруженных конфликтов.
Горнодобывающая промышленность сталкивается с широким спектром проблем, связанных с сырьем и конкретным участком. Общие проблемы при добыче твердых пород или руды (для выбранных материалов — лития, кобальта, никеля и графита) включают загрязнение тяжелыми металлами, кислотный дренаж шахт, энергоемкую переработку, фрагментацию среды обитания, нарушение земельных участков и загрязнение пылью.Для лития из рассолов основными проблемами являются нехватка воды и связанная с этим социальная напряженность, а также выбросы пыли. Социальные аспекты, связанные с добычей кобальта, уже стали дополнительной проблемой в общественном дискурсе; основная страна-производитель кобальта, Демократическая Республика Конго (ДРК), имеет относительно высокую долю (10-20% добычи из ДРК) кустарной и мелкомасштабной добычи (ММК). ASM — это основа дохода тысяч семей в ДРК. Но зачастую неформальный сектор КАД связан с детским трудом, принудительным трудом, неадекватными условиями для здоровья и безопасности, а также с финансированием вооруженных конфликтов. Производство аккумуляторных элементов также сталкивается с проблемами. Это очень энергоемкий процесс, связанный с высокими выбросами парниковых газов. Кроме того, токсичные вещества в аккумуляторной батарее требуют надлежащего обращения. Кроме того, высокая подверженность производственным ошибкам аккумуляторных элементов приводит к высокому проценту брака при производстве.
Утилизация литий-ионных аккумуляторов с истекшим сроком службы необходима из-за высокого риска «теплового разгона», связанного с перегревом аккумуляторов, что может привести к возгоранию. Следовательно, необходимы надлежащий сбор, хранение, транспортировка и обработка использованных литий-ионных аккумуляторов.В этом отчете также рассматриваются существующие стандарты и инициативы, направленные на решение этих проблем. Были проанализированы различные нормативные акты, стандарты, инициативы, а также руководящие принципы, продвигающие устойчивые методы работы в горнодобывающем секторе. Было отмечено, что наличие стандартов и рамок для этапов производства и переработки аккумуляторных элементов довольно ограничено, в то время как другие этапы цепочки создания стоимости охватываются многочисленными инициативами.
Производство аккумуляторных элементов также сталкивается с проблемами. Это очень энергоемкий процесс, связанный с высокими выбросами парниковых газов. Кроме того, токсичные вещества в аккумуляторной батарее требуют надлежащего обращения. Кроме того, высокая подверженность производственным ошибкам аккумуляторных элементов приводит к высокому проценту брака при производстве.
Утилизация литий-ионных аккумуляторов с истекшим сроком службы необходима из-за высокого риска «теплового разгона», связанного с перегревом аккумуляторов, что может привести к возгоранию. Следовательно, необходимы надлежащий сбор, хранение, транспортировка и обработка использованных литий-ионных аккумуляторов.В этом отчете также рассматриваются существующие стандарты и инициативы, направленные на решение этих проблем. Были проанализированы различные нормативные акты, стандарты, инициативы, а также руководящие принципы, продвигающие устойчивые методы работы в горнодобывающем секторе. Было отмечено, что наличие стандартов и рамок для этапов производства и переработки аккумуляторных элементов довольно ограничено, в то время как другие этапы цепочки создания стоимости охватываются многочисленными инициативами. Был проведен анализ пробелов, чтобы оценить, охватывают ли стандарты и инициативы проблемы, существующие в цепочках поставок.В горнодобывающем секторе одним из выявленных пробелов является очень большое и сбивающее с толку количество рекомендаций. Не существует международных рамок, которые также обеспечивали бы взаимное признание стандартов. В такой структуре будут определены термины и даны рекомендации для компаний относительно того, какие стандарты следует применять. Для клиентов также сложно понять, какие стандарты и корпоративные качества актуальны.
Эти трудности с пониманием того, какие стандарты лучше всего подходят, также применимы к производству аккумуляторных элементов, а также к сбору и переработке литий-ионных аккумуляторов с истекшим сроком службы.Не существует международных руководящих принципов, касающихся всей цепочки поставок. Предложение о регламенте ЕС по (отработанным) батареям может стать важным шагом для интеграции важнейших элементов цепочки поставок в нормативные акты (комплексная проверка цепочки поставок, углеродный след продукции, целевые показатели по переработке конкретных материалов, переработанное содержимое и т.
Был проведен анализ пробелов, чтобы оценить, охватывают ли стандарты и инициативы проблемы, существующие в цепочках поставок.В горнодобывающем секторе одним из выявленных пробелов является очень большое и сбивающее с толку количество рекомендаций. Не существует международных рамок, которые также обеспечивали бы взаимное признание стандартов. В такой структуре будут определены термины и даны рекомендации для компаний относительно того, какие стандарты следует применять. Для клиентов также сложно понять, какие стандарты и корпоративные качества актуальны.
Эти трудности с пониманием того, какие стандарты лучше всего подходят, также применимы к производству аккумуляторных элементов, а также к сбору и переработке литий-ионных аккумуляторов с истекшим сроком службы.Не существует международных руководящих принципов, касающихся всей цепочки поставок. Предложение о регламенте ЕС по (отработанным) батареям может стать важным шагом для интеграции важнейших элементов цепочки поставок в нормативные акты (комплексная проверка цепочки поставок, углеродный след продукции, целевые показатели по переработке конкретных материалов, переработанное содержимое и т. Д.).
Эффективность использования ресурсов является важным рычагом для снижения негативного воздействия на первичную добычу. Особенно с учетом быстро растущего спроса на сырье на растущем рынке электромобилей необходимо отделить экономический рост от потребления ресурсов.В качестве первого шага в процессе дорожной карты было разработано всеобъемлющее видение с различными целями, которые необходимо достичь к 2050 году для обеспечения устойчивой и ответственной цепочки создания стоимости в секторе мобильности. В основе этого видения лежат концепции планетарных границ и сильной устойчивости.
Д.).
Эффективность использования ресурсов является важным рычагом для снижения негативного воздействия на первичную добычу. Особенно с учетом быстро растущего спроса на сырье на растущем рынке электромобилей необходимо отделить экономический рост от потребления ресурсов.В качестве первого шага в процессе дорожной карты было разработано всеобъемлющее видение с различными целями, которые необходимо достичь к 2050 году для обеспечения устойчивой и ответственной цепочки создания стоимости в секторе мобильности. В основе этого видения лежат концепции планетарных границ и сильной устойчивости.
Что такое групповой процесс анализа данных? — Центр архитектуры Azure
- Статья .
- 4 минуты на чтение
Оцените свой опыт
да Нет
Любой дополнительный отзыв?
Отзыв будет отправлен в Microsoft: при нажатии кнопки «Отправить» ваш отзыв будет использован для улучшения продуктов и услуг Microsoft.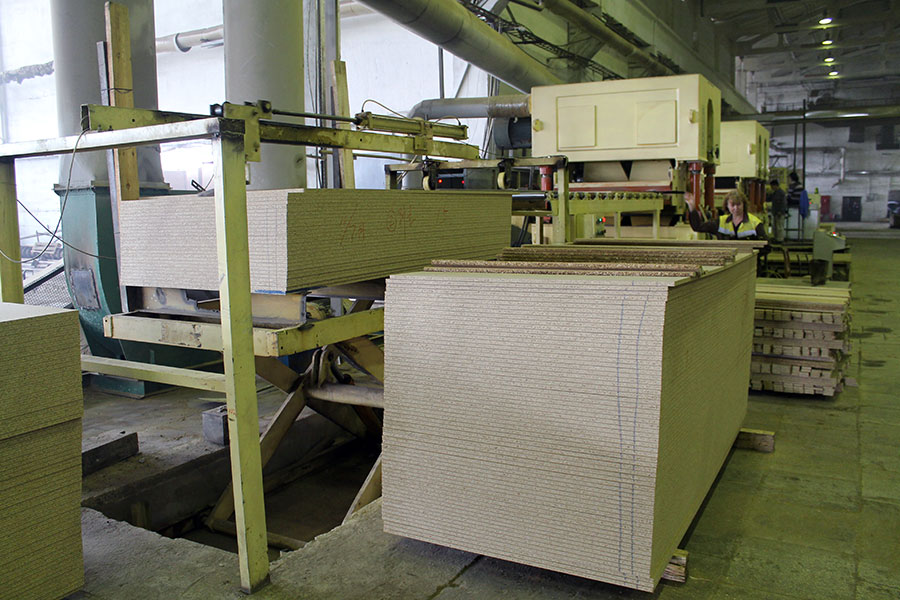 Политика конфиденциальности.
Политика конфиденциальности.
Представлять на рассмотрение
Спасибо.
В этой статье
Team Data Science Process (TDSP) — это гибкая итеративная методология обработки данных, позволяющая эффективно предоставлять решения для прогнозной аналитики и интеллектуальные приложения. TDSP помогает улучшить командное сотрудничество и обучение, предлагая, как командные роли лучше всего работают вместе.TDSP включает в себя передовые практики и структуры от Microsoft и других лидеров отрасли, помогающие успешно реализовать инициативы в области науки о данных. Цель — помочь компаниям в полной мере осознать преимущества своей аналитической программы.
В этой статье представлен обзор TDSP и его основных компонентов. Здесь мы даем общее описание процесса, который может быть реализован с помощью различных инструментов. Более подробное описание задач и ролей проекта, участвующих в жизненном цикле процесса, представлено в дополнительных связанных разделах. Также предоставляется руководство по реализации TDSP с использованием определенного набора инструментов и инфраструктуры Microsoft, которые мы используем для реализации TDSP в наших командах.
Также предоставляется руководство по реализации TDSP с использованием определенного набора инструментов и инфраструктуры Microsoft, которые мы используем для реализации TDSP в наших командах.
Ключевые компоненты TDSP
TDSP состоит из следующих ключевых компонентов:
- A Жизненный цикл науки о данных определение
- Стандартизированная структура проекта
- Инфраструктура и ресурсы , рекомендованные для проектов в области науки о данных
- Инструменты и утилиты рекомендуемые к реализации
Жизненный цикл науки о данных
Team Data Science Process (TDSP) обеспечивает жизненный цикл для структурирования разработки ваших проектов в области науки о данных.Жизненный цикл описывает полные этапы успешных проектов.
Если вы используете другой жизненный цикл науки о данных, такой как CRISP-DM, KDD или собственный пользовательский процесс вашей организации, вы все равно можете использовать TDSP на основе задач в контексте этих жизненных циклов разработки. На высоком уровне эти разные методологии имеют много общего.
На высоком уровне эти разные методологии имеют много общего.
Этот жизненный цикл был разработан для проектов в области науки о данных, которые поставляются как часть интеллектуальных приложений. Эти приложения развертывают модели машинного обучения или искусственного интеллекта для прогнозной аналитики.Исследовательские проекты в области науки о данных или импровизированные аналитические проекты также могут извлечь выгоду из использования этого процесса. Но в таких случаях некоторые из описанных шагов могут не понадобиться.
Жизненный цикл описывает основные этапы, которые проекты обычно выполняются, часто итеративно:
- Понимание бизнеса
- Сбор и понимание данных
- Моделирование
- Развертывание
Вот визуальное представление жизненного цикла Team Data Science Process .
Цели, задачи и артефакты документации для каждого этапа жизненного цикла в TDSP описаны в теме жизненного цикла процесса Team Data Science. Эти задачи и артефакты связаны с ролями проекта:
Эти задачи и артефакты связаны с ролями проекта:
- Архитектор решений
- Руководитель проекта
- Инженер по данным
- Специалист по анализу данных
- Разработчик приложений
- Руководитель проекта
На следующей диаграмме представлена сетка задач (синим цветом) и артефактов (зеленым цветом), связанных с каждым этапом жизненного цикла (по горизонтальной оси) для этих ролей (по вертикальной оси).
Стандартизированная структура проекта
Наличие для всех проектов общей структуры каталогов и использования шаблонов для проектных документов позволяет членам группы легко находить информацию о своих проектах. Весь код и документы хранятся в системе контроля версий (VCS), такой как Git, TFS или Subversion, чтобы обеспечить совместную работу команды. Отслеживание задач и функций в гибкой системе отслеживания проектов, такой как Jira, Rally и Azure DevOps, позволяет более тщательно отслеживать код для отдельных функций.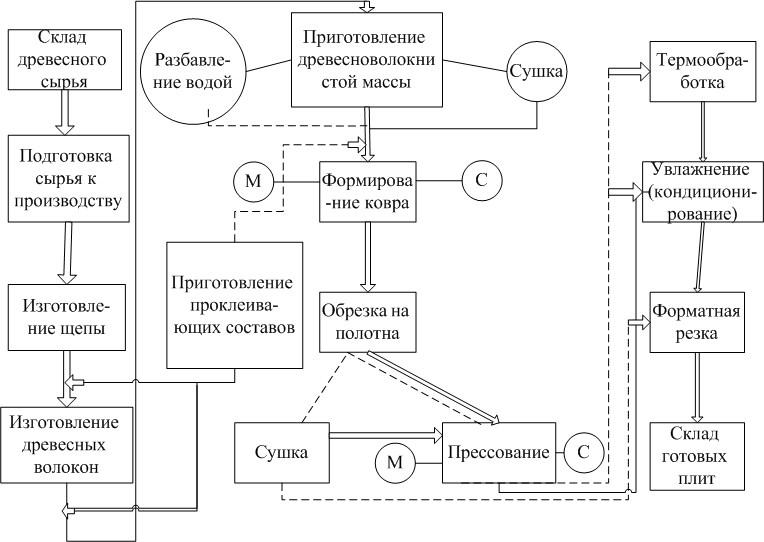 Такое отслеживание также позволяет командам получать более точные оценки затрат. TDSP рекомендует создавать отдельный репозиторий для каждого проекта в VCS для управления версиями, информационной безопасности и совместной работы. Стандартизированная структура для всех проектов помогает накапливать институциональные знания во всей организации.
Такое отслеживание также позволяет командам получать более точные оценки затрат. TDSP рекомендует создавать отдельный репозиторий для каждого проекта в VCS для управления версиями, информационной безопасности и совместной работы. Стандартизированная структура для всех проектов помогает накапливать институциональные знания во всей организации.
Мы предоставляем шаблоны для структуры папок и необходимых документов в стандартных местах. Эта структура папок организует файлы, содержащие код для исследования данных и извлечения функций, а также записи итераций модели.Эти шаблоны помогают членам команды понимать работу, выполняемую другими, и добавлять новых участников в команды. Легко просматривать и обновлять шаблоны документов в формате уценки. Используйте шаблоны, чтобы предоставить контрольные списки с ключевыми вопросами для каждого проекта, чтобы убедиться, что проблема четко определена и что результаты соответствуют ожидаемому качеству. Примеры включают:
- устав проекта для документирования бизнес-проблемы и объема проекта
- отчеты с данными для документирования структуры и статистики необработанных данных Отчеты модели
- для документирования производных функций Метрики производительности модели
- , такие как кривые ROC или MSE
Структуру каталогов можно клонировать с GitHub.
Инфраструктура и ресурсы для проектов в области науки о данных
TDSP предоставляет рекомендации по управлению общей аналитикой и инфраструктурой хранения, например:
- облачные файловые системы для хранения наборов данных
- баз данных
- кластеры больших данных (SQL или Spark)
- служба машинного обучения
Инфраструктура аналитики и хранения, где хранятся необработанные и обработанные наборы данных, может находиться в облаке или локально. Эта инфраструктура обеспечивает воспроизводимый анализ.Это также позволяет избежать дублирования, которое может привести к несогласованности и ненужным затратам на инфраструктуру. Предоставляются инструменты для предоставления общих ресурсов, отслеживания их и обеспечения безопасного подключения каждого члена команды к этим ресурсам. Также рекомендуется, чтобы участники проекта создавали согласованную вычислительную среду. Затем разные члены команды могут повторять и проверять эксперименты.
Вот пример команды, работающей над несколькими проектами и совместно использующей различные компоненты инфраструктуры облачной аналитики.
Внедрение процессов в большинстве организаций является сложной задачей. Инструменты, предоставляемые для реализации процесса и жизненного цикла науки о данных, помогают снизить препятствия и повысить последовательность их внедрения. TDSP предоставляет начальный набор инструментов и сценариев для быстрого внедрения TDSP в команде. Это также помогает автоматизировать некоторые общие задачи жизненного цикла науки о данных, такие как исследование данных и базовое моделирование. Существует четко определенная структура, позволяющая отдельным лицам вносить общие инструменты и утилиты в общий репозиторий кода своей команды.Затем эти ресурсы могут быть использованы другими проектами внутри команды или организации. Microsoft предоставляет обширный инструментарий в рамках машинного обучения Azure, поддерживающий как открытый исходный код (Python, R, ONNX и общие платформы глубокого обучения), так и собственные инструменты Microsoft (AutoML).
Следующие шаги
Командный процесс обработки данных: роли и задачи Описывает ключевые роли персонала и связанные с ними задачи для группы обработки данных, которая стандартизирует этот процесс.
Стратегический план разнообразия | Управление разнообразия, справедливости и взаимодействия
Краткая история процесса стратегического мышления о разнообразии.
Осенью 2008 года проректор обратился к деканам и проректорам с просьбой выдвинуть кандидатов для работы в Комитете стратегического мышления и планирования (DSTP) на уровне университетского городка. Комитет встретился с избирателями университетского городка, чтобы получить представление о вопросах разнообразия университетского городка. Каждое мероприятие в кампусе оценивалось, чтобы найти возможности для дальнейшей поддержки разнообразия. Их оценивали по шести направлениям: (1) окружающая среда / климат, (2) факультет, (3) исследования, (4) персонал, (5) студенты, (6) преподавание и обучение. Студентам также было предложено принять участие в процессе DSTP посредством создания Студенческого консультативного комитета. DSTP был разделен на две фазы:
Студентам также было предложено принять участие в процессе DSTP посредством создания Студенческого консультативного комитета. DSTP был разделен на две фазы:
Этап I начался в январе 2009 года. Целью первого этапа, Стратегического мышления о разнообразии, было рассмотрение того, как UIC интерпретирует, реализует, оценивает и использует наше разнообразие. Официальный документ, описывающий разнообразие университетского городка, был разработан в начале 2010 года под названием «Через призму разнообразия». Текущая деятельность и будущие приоритеты обсуждались и обсуждались на серии встреч в муниципалитете *.Связь со студентами, преподавателями и персоналом послужила основой для второго этапа процесса, в ходе которого были разработаны Стратегический план разнообразия кампуса и колледжа / подразделения.
Этап II начался в июне 2010 года. Второй этап, Стратегическое планирование разнообразия, формулирует повестку дня университета в области разнообразия. Были изложены видение, миссия, цели и задачи университета, а также программы, политика и мероприятия, которые помогут UIC достичь своих целей. У каждого колледжа и административного подразделения есть Стратегический план разнообразия, в котором излагается их особая повестка дня, совместно именуемая «Мозаика для преобразования UIC».В эту фазу также были включены подходы и механизмы для регулярной оценки прогресса и эффективности.
У каждого колледжа и административного подразделения есть Стратегический план разнообразия, в котором излагается их особая повестка дня, совместно именуемая «Мозаика для преобразования UIC».В эту фазу также были включены подходы и механизмы для регулярной оценки прогресса и эффективности.
Декомпозиция в интеллектуальном анализе данных: промышленный пример
ПОКАЗЫВАЕТ 1-10 ИЗ 32 ССЫЛОК
СОРТИРОВАТЬ ПО РелевантностиСамые популярные статьиНедавность
Автономное принятие решений: подход интеллектуального анализа данных
На основе теория грубых наборов интеллектуального анализа данных, основанная на наборе медицинских данных для пациентов с патологиями легких, называемых одиночными легочными узлами (SPN).Развернуть- Просмотр 1 отрывок, справочная информация
Проверка знаний в распределенном интеллектуальном анализе данных
Считается, что интеграция техники проверки знаний и доступных алгоритмов интеллектуального анализа данных может обеспечить практическую основу для приложений распределенного интеллектуального анализа данных. Expand
ExpandКрупномасштабный параллельный анализ данных
Реализована высокопроизводительная реализация протокола передачи пространства данных (DSTP) и эффективная параллельная классификация с использованием размерных агрегатов для ассоциаций интеллектуального анализа данных.Развернуть- Просмотр 1 отрывок, справочная информация
О подходах к индукции решающих правил, основанных на приблизительных наборах
В данной статье обсуждаются проблемы, связанные с использованием теории грубых множеств при индукции решающих правил, если таблица входных данных содержит несогласованности и представляет алгоритмы которые индуцируют все три выделенные категории наборов правил принятия решений. Развернуть- Просмотреть 2 отрывка, ссылки, методы и справочную информацию
Приложения машинного обучения и индукции правил
Этот документ направлен на повышение уровня автоматизации в процессе инженерии знаний, заменяя трудоемкую человеческую деятельность автоматическими методами, повышающими точность или эффективность за счет обнаружения и использования закономерностей в обучающих данных. Развернуть
Развернуть- Просмотреть 1 отрывок, справочная информация
Грубые множества и интеллектуальный анализ данных
В статье представлены основные идеи теории грубых множеств — нового подхода к анализу нечетких данных. Нижнее и верхнее приближения набора основных операций теории интуитивно объясняются и… Развернуть
- Просмотреть 1 отрывок, справочная информация
Методы интеллектуального анализа данных
В этой главе обсуждаются планирование и анализ экспериментов в контексте методологии поверхности отклика, а некоторые методы, использованные в этой работе, были новы в литературе того времени.РасширениеПарк инновационных технологий и навыков (ITSP) (экономика знаний, основанная на технологиях)
Контекст Правительство Пакистана признало, что люди с квалификацией, основанной на высоких технологиях, могут сыграть важную роль в управлении «технологией, основанной на знаниях» будущего. Чтобы продвигать в стране экономику знаний, основанную на технологиях, премьер-министр Пакистана создал Целевую группу по науке и технологиям, состоящую из лучших умов промышленности, ведущих ученых и инженеров из государственного и частного секторов.Д-р Атта-ур-Рахман — председатель рабочей группы премьер-министра. Ректор, NUTECH входит в состав Рабочей группы.
Чтобы продвигать в стране экономику знаний, основанную на технологиях, премьер-министр Пакистана создал Целевую группу по науке и технологиям, состоящую из лучших умов промышленности, ведущих ученых и инженеров из государственного и частного секторов.Д-р Атта-ур-Рахман — председатель рабочей группы премьер-министра. Ректор, NUTECH входит в состав Рабочей группы.
Во время заседания Рабочей группы 21.08.2019, помимо других проектов по развитию науки и технологий по всей стране, ректор NUTECH подчеркнул острую нехватку высококвалифицированных кадров / специалистов, критически важных для достижения целей экономики знаний, основанной на технологиях. Он предложил создать «Парк инновационных технологий и навыков» (ITSP), обеспечивающий развитие навыков, необходимых для сотрудничества и реализации интеграции проектирования и разработки продукта.Производственные мощности DSTP обеспечат качественный скачок, необходимый для возрождения промышленности в Пакистане. Основное внимание будет уделено существующим и новым технологиям, которые уже вносят свой вклад в промышленность. Эти навыки будут зависеть от предметной области и обеспечат обучение, развитие и сертификацию отрасли. Первоначально 25 доменов отрасли будут охвачены поэтапно.
Эти навыки будут зависеть от предметной области и обеспечат обучение, развитие и сертификацию отрасли. Первоначально 25 доменов отрасли будут охвачены поэтапно.
Технологии развиваются быстрее, чем когда-либо прежде, и аналогично.Навыки, необходимые для работы, также меняются быстрее. Компании по всему миру сталкиваются с проблемами при поиске квалифицированной рабочей силы с требуемым уровнем квалификации. Ожидается, что 4-я промышленная революция повысит уровень автоматизации и взаимосвязанности производственного процесса. Ожидается, что используемые инструменты, технологии и машины будут отличаться от того, что есть сегодня. Умные машины будут координировать производственные процессы сами по себе, умные сервисные роботы будут сотрудничать с рабочими на сборочной линии, а умные транспортные системы будут перемещать товары из одного места в другое.
Предложение по проекту Новые технологии создали в Пакистане пробел в высокотехнологичных навыках, который необходимо восполнить. NUTECH предусматривает максимальное увеличение промышленного производства, обусловленное потребностями, путем революционного преобразования сектора технологического образования в Пакистане путем создания Парка инновационных технологий и навыков (ITSP). Превратите необработанные человеческие ресурсы в бесценный капитал, производя высококвалифицированную рабочую силу для удовлетворения потребностей национальной, региональной и международной промышленности.Предлагаемые объекты на ITSP обеспечат платформу, необходимую для набора навыков, необходимых для того, чтобы сыграть свою роль в промышленном развитии Пакистана. Академические круги / исследователи и промышленность объединятся, чтобы преобразовать потребности клиентов в реалистичные продукты. Услуги в ITSP будут вдохновлять на инновации, внедрять и внедрять высокотехнологичные навыки как в академических кругах, так и в промышленности для обеспечения экономического роста за счет наукоемкой деятельности. Основное внимание будет уделяться научно-исследовательской деятельности в конкретной области, а также обеспечению обучения, развития и сертификации соответствующего персонала, требуемого отраслью, на уровне международных стандартов.
NUTECH предусматривает максимальное увеличение промышленного производства, обусловленное потребностями, путем революционного преобразования сектора технологического образования в Пакистане путем создания Парка инновационных технологий и навыков (ITSP). Превратите необработанные человеческие ресурсы в бесценный капитал, производя высококвалифицированную рабочую силу для удовлетворения потребностей национальной, региональной и международной промышленности.Предлагаемые объекты на ITSP обеспечат платформу, необходимую для набора навыков, необходимых для того, чтобы сыграть свою роль в промышленном развитии Пакистана. Академические круги / исследователи и промышленность объединятся, чтобы преобразовать потребности клиентов в реалистичные продукты. Услуги в ITSP будут вдохновлять на инновации, внедрять и внедрять высокотехнологичные навыки как в академических кругах, так и в промышленности для обеспечения экономического роста за счет наукоемкой деятельности. Основное внимание будет уделяться научно-исследовательской деятельности в конкретной области, а также обеспечению обучения, развития и сертификации соответствующего персонала, требуемого отраслью, на уровне международных стандартов.
На основе тщательных консультаций и обсуждений со всеми заинтересованными сторонами для достижения целей ITSP было разработано комплексное проектное предложение с капитальными затратами 14040,739 млн, включая 7183,585 млн рупий FEC, которое было представлено Министерству транспорта и транспорта для рассмотрения Рабочей группой PM по Наука и техника и дальнейшая обработка. Предлагаемые объекты обеспечат физическую инфраструктуру, высококвалифицированных преподавателей / исследователей, научно-исследовательские лаборатории, помещения для бизнес-инкубации, правовую базу для защиты прав всех заинтересованных сторон, стимулы для промышленности и научных кругов в одном месте.Фасилитаты будут созданы в главном кампусе NUTECH в Исламабаде. Предлагаемые объекты станут идеальным местом для академических кругов и промышленности для проведения аккредитованных профессиональных тренингов в области высоких технологий, НИОКР, разработки продуктов. Обученные там кадры помогут удовлетворить остро ощущаемые потребности промышленных специалистов.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
 Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.