Производство сборных железобетонных конструкций
Производство сборных железобетонных конструкций
Содержание
1. ТОО «Завод ЖБИ»
. Номенклатура изделий и их назначение
. Сырьевые материалы, требования к ним
4. Принципиальные технологические схемы производства сборных бетонных и железобетонных изделий
. Армирование железобетонных изделий
. Формирование железобетонных изделий
. Твердение железобетонных изделий
. Отделка поверхности железобетонных изделий
. Приемка и испытание железобетонных изделий
. Основные свойства выпускаемой продукции, ее качества
Список использованной литературы
железобетонная конструкция армирование
1. ТОО «Завод ЖБИ»
Директор: Директор: Саляхов Камиль Магсумович. Адрес: Карагандинская область, Новая Узенка, ул. Библиотечная 1А. тел: 49-05-56. Основной деятельностью завода является выпуск железобетона, железобетонных изделий, железобетонных конструкций предназначенных для гражданского и промышленного, для гидротехнических сооружений. Наименование производимого товара: конструкции прочие, части конструкций, плиты, прутки, уголки, профили и изделий аналогичные из металлов черных или алюминия, тонн.
Наименование производимого товара: конструкции прочие, части конструкций, плиты, прутки, уголки, профили и изделий аналогичные из металлов черных или алюминия, тонн.
. Номенклатура изделий и их назначение
Фундаментные балки используют для опирания навесных или самонесущих стен по периметру здания. Укладывают фундаментную балку так, чтобы верхняя ее часть находилась выше уровня грунта, но в, то, же время ниже пола помещения. Это необходимо для того, чтобы грунт не касался конструкции стены и не увлажнял ее, и для того чтобы в любом пролете можно было устанавливать двери или ворота без порогов. Под фундаментную балку устанавливают специальный столбик, который составляет с фундаментом одно целое, или бетонируют стаканы фундамента при заливке колонн.
Фундаментные балки, изготовленные из железобетона, свое применение находят при сооружении стен производственных зданий. Используют для изготовления фундаментных балок только высокопрочный и тяжелый бетон. Альтернативы этому материалу в некоторых видах строительства просто не найти. Стены промышленных зданий, которые строились по каркасному типу с фундаментами отдельно стоящими друг от друга, опираются на фундаментальные балки. Балки принимают на себя вертикальную поперечную весовую нагрузку. Также балки с целью обеспечить стенам здания гидроизоляционную защиту еще и отделяют стены зданий от грунта. Длина балок должна соответствовать шагу колонн. Длина балок при шаге колонн шесть метров составляет пять метров. Ширина балок зависит от толщины стен, и в среднем составляет 30 — 50 см. Прочность балок зависит от качества используемого бетона и от качества арматуры. Применяют фундаментные балки под наружные стены и под внутренние.
Стены промышленных зданий, которые строились по каркасному типу с фундаментами отдельно стоящими друг от друга, опираются на фундаментальные балки. Балки принимают на себя вертикальную поперечную весовую нагрузку. Также балки с целью обеспечить стенам здания гидроизоляционную защиту еще и отделяют стены зданий от грунта. Длина балок должна соответствовать шагу колонн. Длина балок при шаге колонн шесть метров составляет пять метров. Ширина балок зависит от толщины стен, и в среднем составляет 30 — 50 см. Прочность балок зависит от качества используемого бетона и от качества арматуры. Применяют фундаментные балки под наружные стены и под внутренние.
Устанавливать балки можно во время строения здания и во время уже эксплуатации данного сооружения. Все зависит от вида фундамента и балок. При выборе балок особое внимание следует обратить на их сечение. Верх фундаментной балки необходимо устанавливать выше уровня земли, тем самым образуя «мостик холода», а именно часть наружной стены, которая имеет недостаточную теплоизоляцию, и которая подвержена в зимнее время промерзанию с образованием наледей или инея в нижней части стены. Для предотвращения или смягчения влияния такого «мостика холода», и для предотвращения выпирания стен, под фундаментной балкой вырывают траншею глубиной примерно 70 см. Траншею заполняют шлаком или другим сыпучим, нетеплопроводимым материалом. Поверх данной засыпки устраивают внутри здания бетонную подготовку под пол, а снаружи для отвода от фундаментной балки дождевой воды — наклонную отмостку. Таким образом, вода не проникает в утепляющую засыпку.
Для предотвращения или смягчения влияния такого «мостика холода», и для предотвращения выпирания стен, под фундаментной балкой вырывают траншею глубиной примерно 70 см. Траншею заполняют шлаком или другим сыпучим, нетеплопроводимым материалом. Поверх данной засыпки устраивают внутри здания бетонную подготовку под пол, а снаружи для отвода от фундаментной балки дождевой воды — наклонную отмостку. Таким образом, вода не проникает в утепляющую засыпку.
Фундаментные балки упрощают процесс ввода в здания подземных коммуникаций, а также обеспечивают сборность. Если здание строится из блоков или кирпича, то применение балок обязательно. В панельных зданиях, применение таких балок не обязательно, так как они от панельных стен не несут нагрузки.
Колонны — это основа капитального строительства и важный элемент при возведении зданий. Они являются опорным элементом в строительстве и применяются в изготовлении каркасов зданий наряду с ригелями, прогонами и другими элементами. Длину железобетонной колонны обычно принимают равной высоте двух этажей здания.
Железобетонные ребристые плиты перекрытий (предварительно напряженные, высотой 300 мм) используются для перекрытий многоэтажных общественных, производственных и вспомогательных зданий. А также для промышленных предприятий и сооружений различного назначения. Ребристые плиты изготавливают из тяжелого или легкого бетона. В случаях, предусмотренных проектной документацией на конкретное здание или сооружение, ребристые плиты могут иметь отверстия и вырезы в полках, углубления на наружных гранях продольных ребер для устройства бетонных шпонок между смежными плитами, а также дополнительные закладные изделия.
3. Сырьевые материалы, требования к ним
Сырьем для изготовления железобетонных изделий служат щебень, песок, керамзит, которые применяются в качестве заполнителя для бетона.
Щебень — неорганический зернистый сыпучий материал с зернами крупностью свыше 5 мм (по европейским стандартам — более 3 мм), получаемый дроблением горных пород, гравия и валунов, попутно добываемых вскрышных и вмещающих пород или некондиционных отходов горных предприятий по переработке руд (черных, цветных и редких металлов металлургической промышленности) и неметаллических ископаемых других отраслей промышленности и последующим рассевом продуктов дробления..jpg)
В щебне нормируют содержание зерен пластинчатой и игловатой форм. К зёрнам пластинчатой и игловатой форм относят такие зёрна, толщина или ширина которых менее длины в три раза и более. Использование щебня кубовидной формы даёт наиболее плотную утрамбовку. Наличие в щебне зёрен пластинчатой и игловатой форм приводит к увеличению межзерновой пустотности в смеси. Это в свою очередь приводит к увеличению расхода связующего компонента, а это влечет за собой дополнительные материальные затраты. Кроме того, кубовидные зёрна обладают большей прочностью, чем зёрна пластинчатой и игловатой форм. Следовательно, использование кубовидного щебня в производстве экономически целесообразнее.
Песок — среднеобломочная осадочная горная порода, а также искусственный материал, состоящий из зёрен горных пород. Очень часто состоит из почти чистого минерала кварца (вещество — диоксид кремния). Широко используется в составе строительных материалов, для намывки участков под строительство, для пескоструйной обработки, при возведении дорог, насыпей, в жилищном строительстве для обратной засыпки, при благоустройстве дворовых территорий, при производстве раствора для кладки, штукатурных и фундаментных работ, используется для бетонного производства. При производстве железобетонных изделий, бетона высоких марок прочности, а также при производстве тротуарной плитки, бордюров, колодезных колец используют крупнозернистый песок (модуль крупности 2,2-2,5).
При производстве железобетонных изделий, бетона высоких марок прочности, а также при производстве тротуарной плитки, бордюров, колодезных колец используют крупнозернистый песок (модуль крупности 2,2-2,5).
Мелкий строительный песок используется для приготовления накрывочных растворов. Кроме того песок является основным компонентом при изготовлении стекла. Строительный речной песок довольно широко применим в различных декоративных (смешивают с различными красителями для получения специальных структурных покрытий) и отделочных работах готового помещения. Он также выступает компонентом асфальтобетонных смесей, которые используются в строительстве и укладке дорог (в том числе и для строительства аэродромов), а также в процессах фильтрования и очистки воды.
4. Принципиальные технологические схемы производства сборных бетонных и железобетонных изделий
Железобетонные изделия для сборного строительства изготовляют на железобетонных заводах и полигонах. Производство состоит в основном из следующих операций: приготовления бетонной смеси, изготовления арматуры, формования и твердения. Отдельные виды изделий в соответствии с эксплуатационными требованиями подвергают дополнительной обработке: облицовке поверхности, кладке теплоизоляционных слоев и т. п. Лицевую поверхность панелей и блоков отделывают цветными бетонами или слоем дробленого природного камня. Значительное распространение получила отделка бетонных изделий путем обнажения цветного заполнителя тяжелого бетона, а панели из ячеистых бетонов отделывают с помощью порисованных цветных растворов и т. д. Производство железобетонных изделий осуществляют по трем технологическим схемам: стендовой, поточно-агрегатной и конвейерной. При стендовом способе производства изделия, находясь в стационарных формах, в течение всего производственного цикла остаются на месте, а технологическое оборудование для выполнения отдельных операций по укладке арматуры, бетонной смеси и уплотнения перемещается последовательно от одной формы к другой. Стенд представляет собой железобетонную площадку с гладкой поверхностью. При бетонировании изделий сложной конфигурации на стенд устанавливают специальные матрицы — железобетонные формы, днища которых воспроизводят отпечаток ребристого изделия (лестничные марши и т.
Отдельные виды изделий в соответствии с эксплуатационными требованиями подвергают дополнительной обработке: облицовке поверхности, кладке теплоизоляционных слоев и т. п. Лицевую поверхность панелей и блоков отделывают цветными бетонами или слоем дробленого природного камня. Значительное распространение получила отделка бетонных изделий путем обнажения цветного заполнителя тяжелого бетона, а панели из ячеистых бетонов отделывают с помощью порисованных цветных растворов и т. д. Производство железобетонных изделий осуществляют по трем технологическим схемам: стендовой, поточно-агрегатной и конвейерной. При стендовом способе производства изделия, находясь в стационарных формах, в течение всего производственного цикла остаются на месте, а технологическое оборудование для выполнения отдельных операций по укладке арматуры, бетонной смеси и уплотнения перемещается последовательно от одной формы к другой. Стенд представляет собой железобетонную площадку с гладкой поверхностью. При бетонировании изделий сложной конфигурации на стенд устанавливают специальные матрицы — железобетонные формы, днища которых воспроизводят отпечаток ребристого изделия (лестничные марши и т. п.). В тело железобетонной площадки или матриц закладываются для тепловлажностной обработки изделия приборы и трубы, по которым пропускается пар, горячая вода или масло. Высокий экономический эффект стендовый способ дает при изготовлении железобетонных изделий значительных размеров — плит перекрытий, ферм и балок для промышленного и транспортного строительства и др. По стендовой технологии изготовляют также объемные элементы зданий и санитарные узлы полной заводской готовности. Особое значение стендовый способ производства приобрел при массовом изготовлении изделия в кассетах. При этом способе производства изделия получают в вертикальных формах-кассетах, представляющих ряд отсеков, образованных стальными, прочно укрепленными стенками и перегородками. На кассетной установке осуществляется полностью весь цикл производства тонкостенных изделий, т. е. укладка арматуры, укладка и уплотнение бетонной смеси и твердение.
п.). В тело железобетонной площадки или матриц закладываются для тепловлажностной обработки изделия приборы и трубы, по которым пропускается пар, горячая вода или масло. Высокий экономический эффект стендовый способ дает при изготовлении железобетонных изделий значительных размеров — плит перекрытий, ферм и балок для промышленного и транспортного строительства и др. По стендовой технологии изготовляют также объемные элементы зданий и санитарные узлы полной заводской готовности. Особое значение стендовый способ производства приобрел при массовом изготовлении изделия в кассетах. При этом способе производства изделия получают в вертикальных формах-кассетах, представляющих ряд отсеков, образованных стальными, прочно укрепленными стенками и перегородками. На кассетной установке осуществляется полностью весь цикл производства тонкостенных изделий, т. е. укладка арматуры, укладка и уплотнение бетонной смеси и твердение.
Поточно-агрегатный способ производства состоит в том, что все выполняемые операции по изготовлению изделия: очистка и смазка форм, укладка арматуры и бетонной смеси, твердение и распалубка, выполняются на специальных постах, образующих поточную технологическую линию. При этом форма с изделием последовательно перемещается (с помощью крана) от поста к посту с различными интервалами времени, в зависимости от продолжительности той или иной операции на данном посту. Основное преимущество поточно-агрегатного способа производства- в универсальности основного технологического оборудования, что позволяет при незначительной затрате средств и времени, связанных с изготовлением лишь новых форм, переходить на выпуск нового вида изделий. Этот способ производства железобетона получил в нашей стране наибольшее распространение и весьма экономически целесообразен для заводов с широкой номенклатурой изделий.
При этом форма с изделием последовательно перемещается (с помощью крана) от поста к посту с различными интервалами времени, в зависимости от продолжительности той или иной операции на данном посту. Основное преимущество поточно-агрегатного способа производства- в универсальности основного технологического оборудования, что позволяет при незначительной затрате средств и времени, связанных с изготовлением лишь новых форм, переходить на выпуск нового вида изделий. Этот способ производства железобетона получил в нашей стране наибольшее распространение и весьма экономически целесообразен для заводов с широкой номенклатурой изделий.
Конвейерный способ производства представляет собой более совершенную поточно-агрегатную технологию и позволяет максимально механизировать и автоматизировать основные технологические операции. При этом способе технологическая линия работает по принципу замкнутого пульсирующего конвейера, когда изделие, размещаясь на специальном поддоне, перемещается от поста к посту с определенным интервалом времени, соответствующего наиболее продолжительной операции.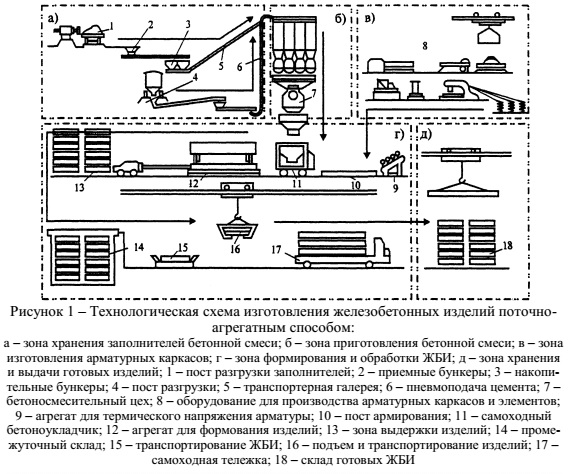 При конвейерном способе применяют часто поддоны-вагонетки размером 7,5X5,5 м, позволяющие изготовлять изделия до 7 м длиной и 5 ж шириной. Вагонетки-поддоны, на которых собирается форма, с помощью специального толкателя через определенные промежутки времени (около 15 мин) перемещаются по конвейерной линии для производственных операций: очистки и смазки форм, укладки арматуры и бетонной смеси, уплотнения смеси, тепловлажностной обработки и распалубки. Конвейерный способ производства экономически целесообразен при выпуске однотипных изделий на заводах большой мощности. Дальнейшим совершенствованием конвейерной технологии является изготовление железобетонных изделий для сборного строительства на специальных станах.
При конвейерном способе применяют часто поддоны-вагонетки размером 7,5X5,5 м, позволяющие изготовлять изделия до 7 м длиной и 5 ж шириной. Вагонетки-поддоны, на которых собирается форма, с помощью специального толкателя через определенные промежутки времени (около 15 мин) перемещаются по конвейерной линии для производственных операций: очистки и смазки форм, укладки арматуры и бетонной смеси, уплотнения смеси, тепловлажностной обработки и распалубки. Конвейерный способ производства экономически целесообразен при выпуске однотипных изделий на заводах большой мощности. Дальнейшим совершенствованием конвейерной технологии является изготовление железобетонных изделий для сборного строительства на специальных станах.
Рассмотренные три технологические схемы производства железобетонных изделий имеют свои преимущества и недостатки. Стендовый способ, например, отличается низкой механизацией и автоматизацией технологического процесса и высокой в этой связи трудоемкостью.
Конвейерный способ в отношении механизации производства работ имеет преимущества. В то же время высокие капитальные затраты, трудность перехода на выпуск новой номенклатуры и вида продукции, являются существенным недостатком конвейерной технологии. Изготовление изделий на прокатных станах является наиболее производительным.
В то же время высокие капитальные затраты, трудность перехода на выпуск новой номенклатуры и вида продукции, являются существенным недостатком конвейерной технологии. Изготовление изделий на прокатных станах является наиболее производительным.
Однако ограниченность номенклатуры выпускаемых изделий и высокий расход цемента для бетонных смесей, уплотняемых на станах, могут быть отнесены к недостаткам этого способа производства.
Поточно-агрегатный способ по технико-экономическим показателям и является основным в организации технологических линий большинства железобетонных заводов.
5. Армирование железобетонных изделий
Армирование железобетонных конструкций представляет собой внедрение в толщу материала стальных сеток, стержней, каркасов и т.д. Такие дополнительные элементы придают изделию дополнительную прочность за счет восприятия растягивающих напряжений. Такая арматура называется рабочей. Кроме нее, в железобетонные изделия часто закладываются детали, предназначенные для соединения готовых изделий, распределительную арматуру, монтажные петли.
Армирование может быть обычным и предварительно напряженным. Возможности обычного армирования ограничены, несмотря на то, что оно способно существенно увеличивать несущую способность готовых конструкций. Объясняется это невысокой растяжимостью бетона — даже небольшая нагрузка способствует появлению в нем трещин, прогибов и т.д. Такого рода дефекты, в свою очередь, способствуют попаданию влаги внутрь материала, что оборачивается коррозией арматурной стали. Для того чтобы преодолеть этот барьер, и были созданы предварительно напряженные конструкции. Этот метод был впервые испробован на практике в 1928 году инженером Фрейсине.
Предварительное напряжение конструкции достигается за счет обжатия бетона натянутой арматурой. Поэтому силы, воздействующие на батон, вынуждены сначала нейтрализовать уже имеющееся обжатие. Предварительное напряжение позволяет повысить устойчивость конструкции к появлению трещин, экономит стальную арматуру и дает возможность снижать массу готового изделия (или увеличивать его размер при сохранении массы).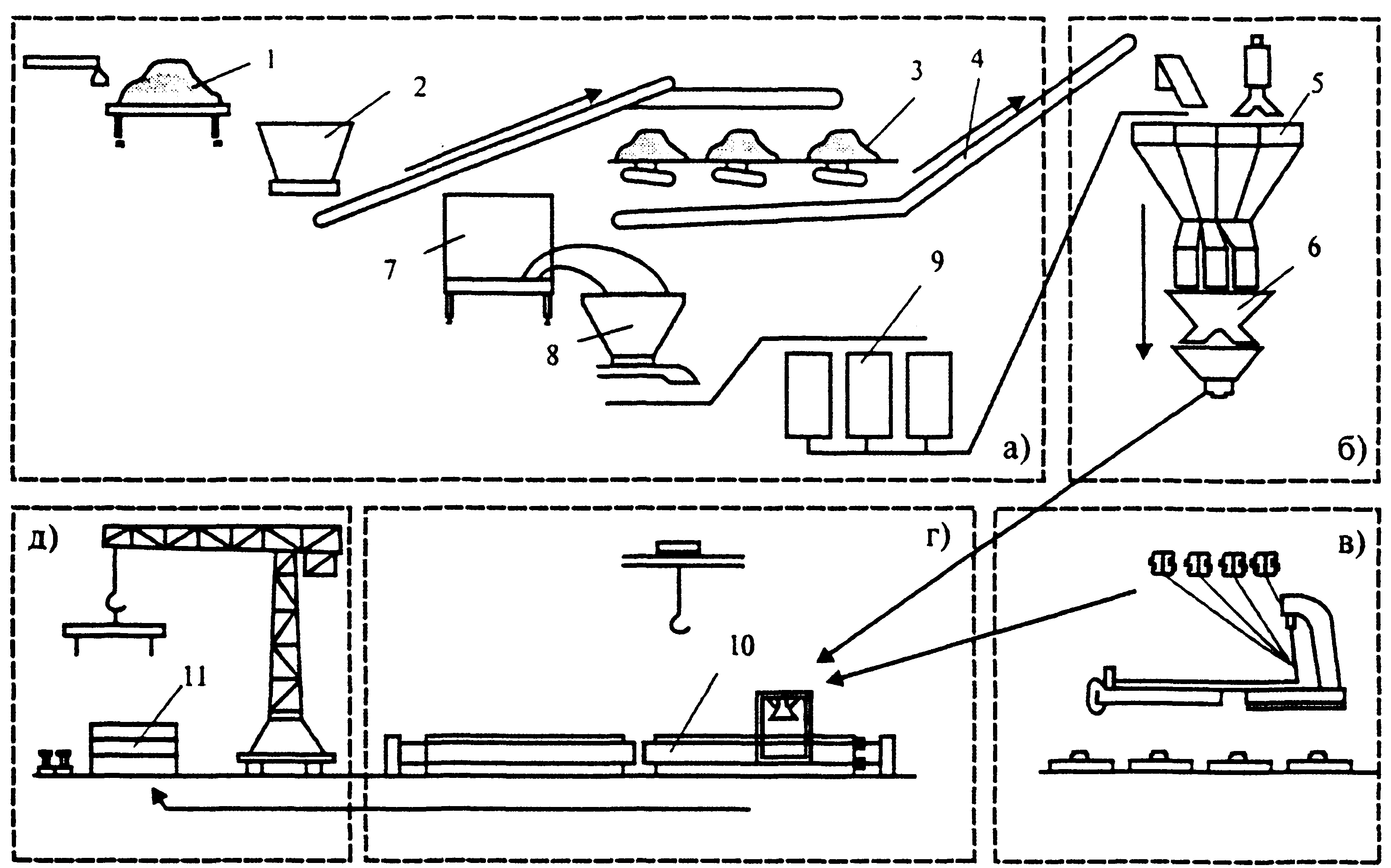 Экономия арматуры достигается за счет возможности использования высокопрочных видов стали (при обычном армировании ее попросту невозможно рационально использовать — сильное растяжение высокопрочной стали вызывает растрескивание и деформацию бетона).
Экономия арматуры достигается за счет возможности использования высокопрочных видов стали (при обычном армировании ее попросту невозможно рационально использовать — сильное растяжение высокопрочной стали вызывает растрескивание и деформацию бетона).
Применение предварительно напряженных конструкций дает возможность изготавливать крупные элементы из железобетона (балки, плиты и т.д.), использующиеся для перекрытия довольно широких пролетов, а также тонкостенные конструкции (панели-оболочки), применяемые при возведении различных видов зданий.
Такие конструкции широко используются в энергетическом строительстве — предварительно напряженный железобетон часто применяют для изготовления труб большого диаметра (из них производят опоры для линий электропередачи, напорные водоводы, и т.д.). Предварительно напряженный железобетон — незаменимый материал при строительстве шлюзов, плотин, гидроэлектростанций.
Современное энергетическое строительство является сферой, в которой принято использовать два различных способа предварительного напряжения железобетона: либо во время изготовления железобетонных конструкций на заводе, либо в момент монтажа конструкций непосредственно на месте их монтажа.
На месте монтажа конструкций, как правило, используются такие методы напряжения, как гравитационный, гидравлический и т.д., подразумевающие анкеровку готовых изделий к основанию. Например, распространенные в мировой практике плотины на скальном основании возводятся с использованием двух основных способов предварительного напряжения. Первый способ подразумевает прижатие сооружения к его основанию при помощи стержневой или пучковой арматуры (она заанкеривается в толщу скальной породы). Второй способ дает возможность достичь необходимого уровня напряжения бетона за счет использования плоских гидравлических домкратов, которые закладываются в специальные швы.
На заводе, в процессе изготовления железобетонных изделий, предварительное напряжение материала производится как до затвердевания бетона, так и после того, как он обретает определенную прочность. В первом случае (этот метод еще называется «напряжение на упоры») арматура, уложенная в форму, закрепляется на упоре и после этого натягивается (освободить ее можно будет уже после затвердевания бетона).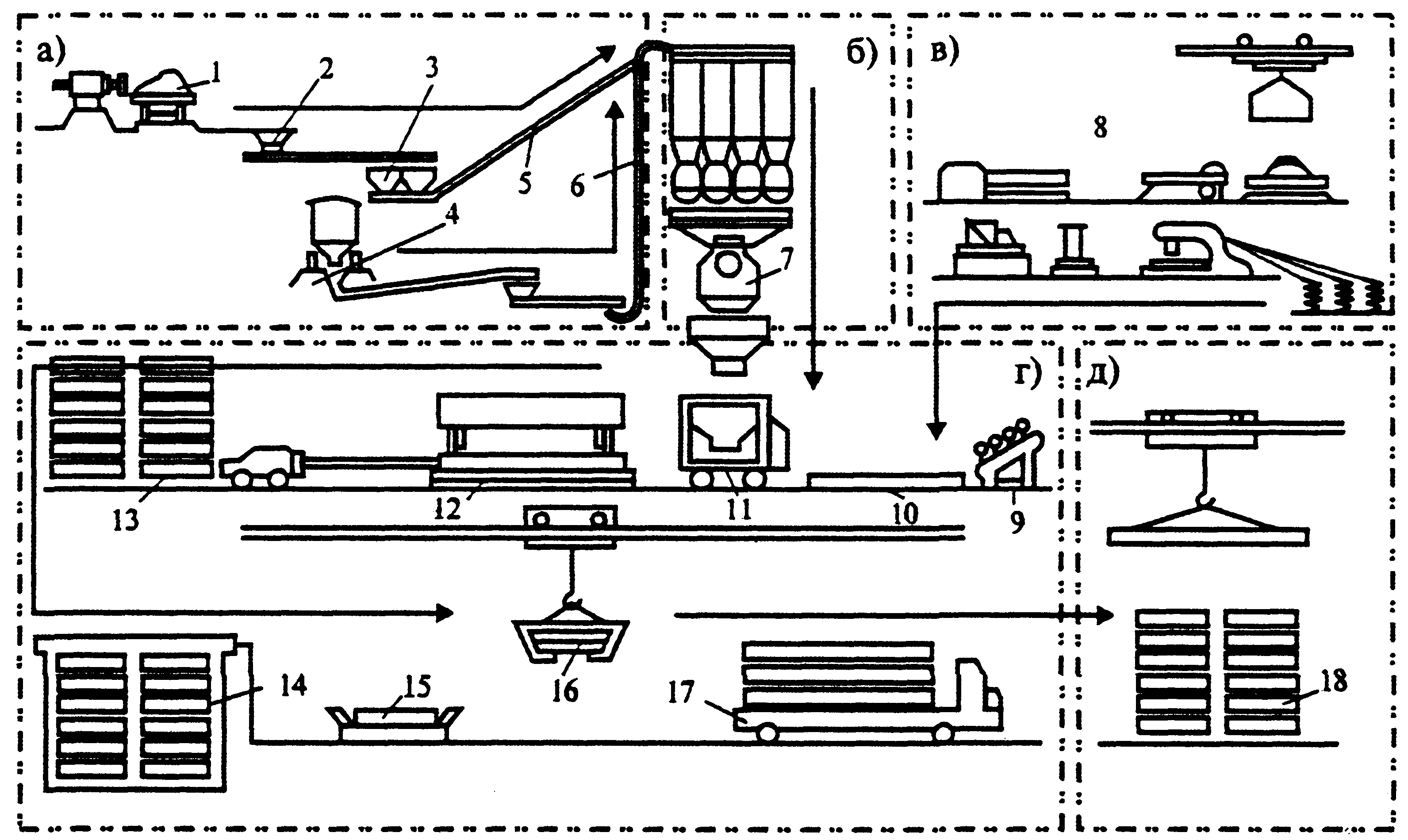 Этот способ более распространен. Во втором случае мы имеем дело с натяжением на бетон — в заготовке предварительно оставляется специальный канал для укладывания арматуры. После укладывания арматуры в канал она натягивается и закрепляется в бетоне при помощи специального цементного раствора. И в первом, и во втором случаях напряжение достигается за счет стремления освобожденной арматуры вернуться в первоначальное положение — так происходит ее сокращение, а, следовательно, и обжатие бетонных элементов.
Этот способ более распространен. Во втором случае мы имеем дело с натяжением на бетон — в заготовке предварительно оставляется специальный канал для укладывания арматуры. После укладывания арматуры в канал она натягивается и закрепляется в бетоне при помощи специального цементного раствора. И в первом, и во втором случаях напряжение достигается за счет стремления освобожденной арматуры вернуться в первоначальное положение — так происходит ее сокращение, а, следовательно, и обжатие бетонных элементов.
Для более надежного сцепления с бетоном применяются специальные виды арматуры — витая арматура, арматура с анкерными устройствами на концах, а также арматура с периодическим профилем.
Достигается натяжение арматуры несколькими способами — электротермическим, механическим, химическим или электротермомеханическим. Для механического натяжения применяют домкраты и прочие гидравлические устройства. При электротермическом методе арматура нагревается и расширяется при нагреве электротоком.
Химический метод подразумевает применение напрягающих цементов, которые обладают высокой энергией расширения.
Электротермомеханический метод является комплексным и подразумевает одновременное натяжение арматуры при помощи гидравлического устройства и нагревание при помощи электрического тока.
Армирование железобетонных изделий может быть линейным и непрерывным. Линейное армирование — это метод, при котором отдельные элементы натяжения, выполненные в форме стержней, прядей или пучков, укладываются на изделие. Непрерывное армирование достигается за счет непрерывного наматывания проволочной нити на конструкцию или упоры — в итоге появляется арматурный каркас.
6. Формирование железобетонных изделий
Железобетонные изделия представляет собой один из самых распространенных материалов. Без них не может обойтись ни одно возведение зданий, особенно отличающихся многоэтажностью. Железобетон является соединением бетона и арматуры, которые составляют вместе единое целое, а по совокупности характеристик физических свойств позволяют обеспечить данному материалу максимальную прочность.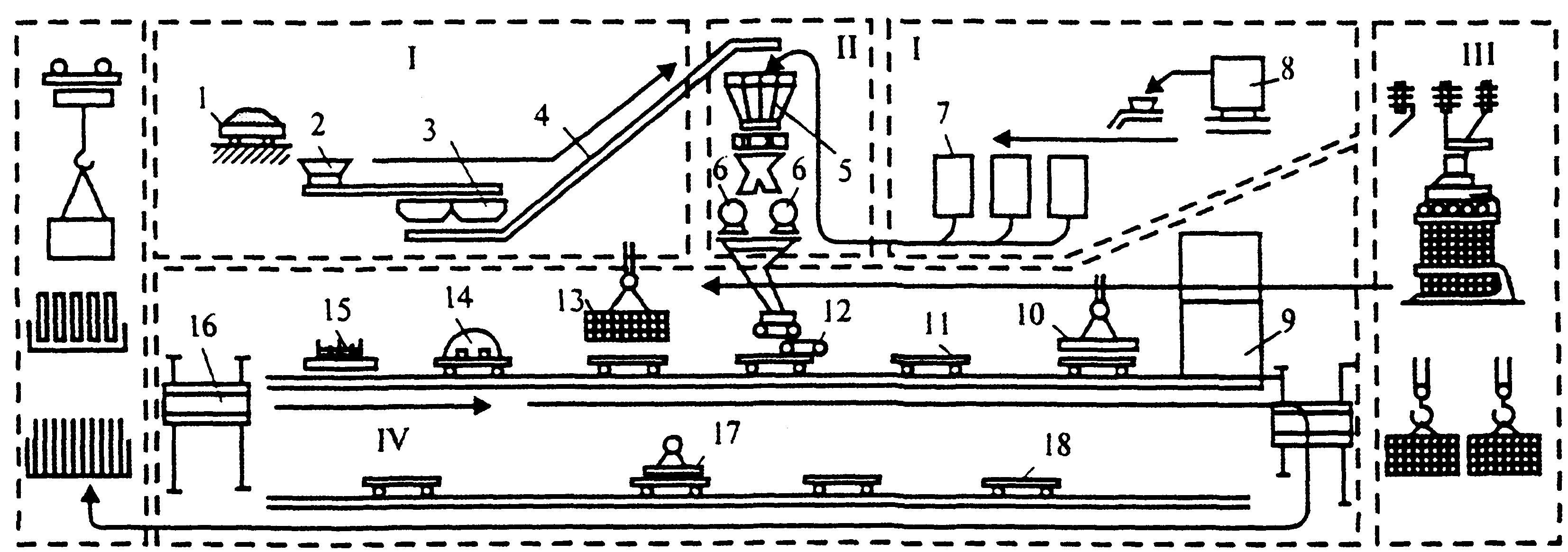
Бетон обладает малым сопротивлением на растяжение, однако, высокими характеристиками на сжатие. Именно поэтому неармированные бетонные конструкции в строительстве практически не применяются. В целях улучшения физических показателей бетона, в структуру его добавляют стальную проволоку, которая позволяет великолепно работать на растяжение. Подобным образом и создавался железобетон — эффективный материал, в котором растягивающие напряжения воспринимаются стальной арматурой, а сжимающие — бетоном.
Современные конструкции из железобетона армируются не только при работе на изгиб и растяжение, но также при срезе, кручении, осевом и внецентренном сжатии. В данном случае рабочая арматура ставится в целях уменьшения размеров сечений подобных элементов, а также снижения собственного веса изготавливаемых конструкций и обеспечения большей их надежности.
Наряду с обычным армированием сегодня проводится и напряженное предварительное. Благодаря предварительному напряжению появляется возможность эффективного применения более прочных арматурных сталей и бетона высоких марок, что в обычном железобетоне невозможно. В железобетонных конструкциях, предварительно напряженных, арматура может подвергаться предварительному растяжению, а бетон предварительному обжатию. Предварительное напряжение конструкций из железобетона позволяет значительно повысить трещиностойкость и снизить деформации конструктивных элементов. Это происходит вследствие предварительного обжатия бетона в тех частях, которые работают на растяжение при эксплуатационных нагрузках.
В железобетонных конструкциях, предварительно напряженных, арматура может подвергаться предварительному растяжению, а бетон предварительному обжатию. Предварительное напряжение конструкций из железобетона позволяет значительно повысить трещиностойкость и снизить деформации конструктивных элементов. Это происходит вследствие предварительного обжатия бетона в тех частях, которые работают на растяжение при эксплуатационных нагрузках.
Виды железобетонных конструкций
Железобетонные конструкции по виду исполнения могут быть:
Сборными,
Монолитными
Сборно-монолитными.
Железобетонные конструкции сборного типа имеют большее распространение. Во время изготовления сборных конструкций в заводских условиях могут широко применяться наиболее прогрессивные технологии приготовления, обработки и укладки бетонных смесей. При этом возможна автоматизация производства и значительное упрощение строительных работ.
Железобетонные монолитные конструкции позволяют отыскать широкое применение в сооружениях, которые трудно поддаются членению, к примеру, в некоторых из гидротехнических сооружениях, плавательных бассейнах, тяжелых фундаментах, в сооружениях, выполняемых в скользящей или передвижной опалубке.
Сборно-монолитные железобетонные конструкции являются сочетанием монолитного бетона и сборных элементов, которые укладываются на местах строительства.
Как изготавливают железобетонные изделия
Ребристые и пустотные плиты перекрытий, элементы оград, фундаментов и подвалов, перемычки, детали колодцев, плиты дорожных покрытий — все это представляет собой изделия из железобетона. Очевидно, что каждое из подобных изделий обладает характерной для него системой армирования, технологией изготовления и рецептурой бетона.
Перемычки и плиты перекрытия, которые работают на изгиб, изготавливаются из железобетона, предварительно напряженного. На специальные упоры в подготовленную форму устанавливаются арматурные стержни, их натягивают — с помощью домкратов, механически, либо же термомеханически — посредством разогрева электрическим током. После этого их закрепляют на бортоснастке формы в натянутом положении.
Заливка бетонных смесей с последующим их виброуплотнением может осуществляться на стендах — с последующим введением пустотообразователей — либо же на конвейерных линиях, в том числе методиками роликового формования или проката.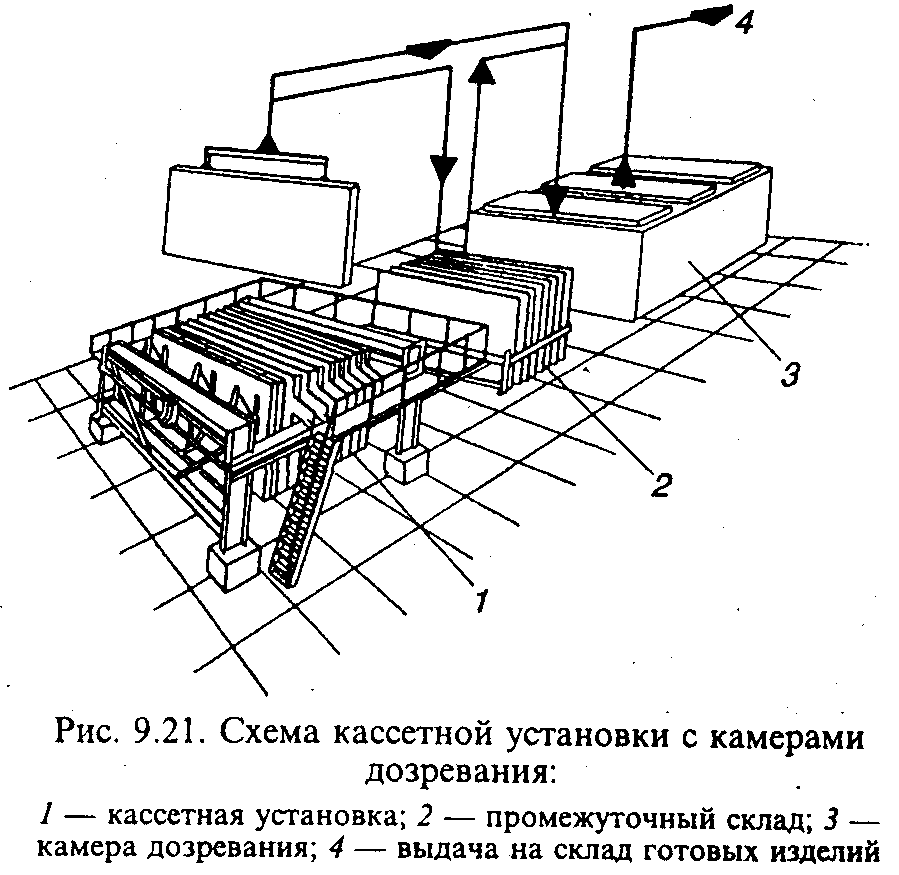 После этого изделия в уже готовых формах отправляется на тепловую обработку в специальных камерах. Целью тепловой обработки является ускорение затвердевания бетона. И через 8-12 часов пропаривания во время температуры среды 80-95С изделие способно набрать 65-75% своей марочной стоимости, что эквивалентно месяцу затвердения в условиях естественного функционала. После того, как изделие уже отвердело, напряженные арматурные стержни освобождаются от креплений на стенках форм. По длине стержни частично сжимаются, и напряжение от них передается бетону в изделиях. При этом формируется напряженное состояние в областях бетона, прилегающих к арматурным стержням.
После этого изделия в уже готовых формах отправляется на тепловую обработку в специальных камерах. Целью тепловой обработки является ускорение затвердевания бетона. И через 8-12 часов пропаривания во время температуры среды 80-95С изделие способно набрать 65-75% своей марочной стоимости, что эквивалентно месяцу затвердения в условиях естественного функционала. После того, как изделие уже отвердело, напряженные арматурные стержни освобождаются от креплений на стенках форм. По длине стержни частично сжимаются, и напряжение от них передается бетону в изделиях. При этом формируется напряженное состояние в областях бетона, прилегающих к арматурным стержням.
Изделия цилиндрической формы — кольца, стойки, изготавливают по методике центрифугирования. В полуформу, размещенную на стенде центрифуги, предварительно укладываются арматурные стержни. При необходимости они натягиваются. На стержни навивается металлическая проволока — таким образом, формируется каркас изделия. При помощи ложковых бетонараздатчиков по всей длине полуформы распределяются бетонные смеси, одна полуформа накрывается сверху другой и включается центрифуга.
Бетонная смесь на первом этапе за счет центробежных сил, распределяется у ограждающей внешней поверхности цилиндрической формы. На втором этапе, за счет того, что изменяется частота вращения центрифуги, происходит формование изделия, и уплотнение бетонной смеси. После этого изделия — распалубленные или в полуформах — отправляются для последующей тепловой обработки.
Преимущества и недостатки железобетонных изделий
Долговечность
Железобетон отличается исключительной долговечностью благодаря тому, что арматура, заключенная в бетон, обладает надежной сохранностью. Железобетон отлично сопротивляется атмосферным воздействиям, что во время строительства открытых инженерных сооружений особенно важно.
Пожаростойкость
Конструкции из железобетона обладают повышенными свойствами огнестойкости. Как показывает практика, защитный слой бетона толщиной около двух сантиметров является достаточным для того, чтобы обеспечить огнестойкость железобетонных конструкций при пожарах.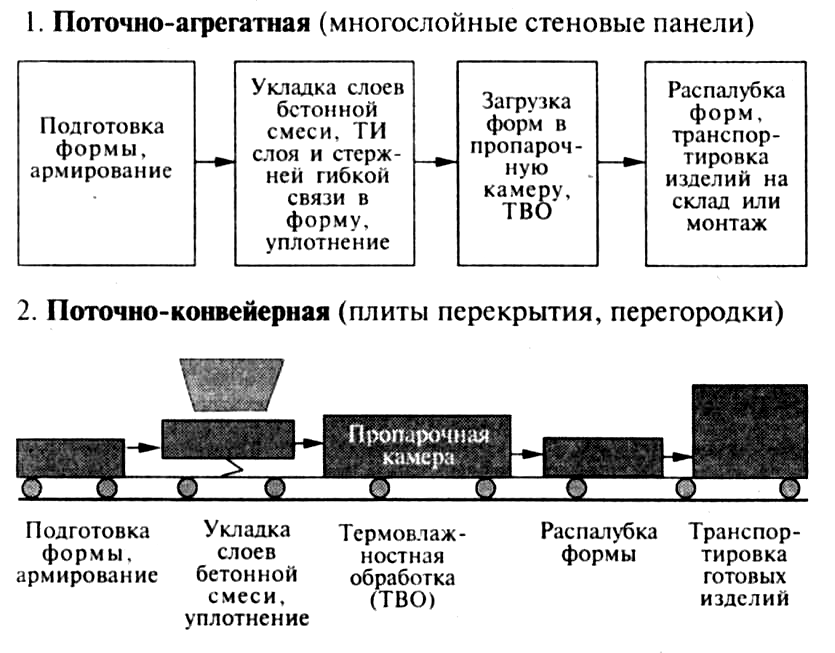 В целях еще большего роста жаростойкости применяются специальные заполнители, и толщина защитного слоя увеличивается до 3-4 сантиметров.
В целях еще большего роста жаростойкости применяются специальные заполнители, и толщина защитного слоя увеличивается до 3-4 сантиметров.
Сейсмостойкость
Железобетонные изделия, благодаря их монолитности и гораздо большей жесткости по сравнению с конструкциями из других материалов, отличаются весьма высокой сейсмостойкостью.
Высокие эксплуатационные качества
Железобетону легко придаются любые из целесообразных конструктивных и архитектурных форм. Эксплуатационные расходы по уходу за конструкциями из ЖБИ и их содержанию весьма невысокие. По затратам времени на монтаж и изготовление сборные конструкции из железобетона могут составлять конкуренцию стальным, особенно во время изготовления железобетонных конструкций методикой проката, кассетным способом, во время монтажа с колес и применения прочих прогрессивных видов монтажа и изготовления.
Бетон для железобетонных и бетонных изделий должен иметь высокую прочность, хорошее сцепление с арматурой и плотность, благодаря которой обеспечивается не только долговечность конструкции, но и сохранность арматуры от коррозии.
7. Твердение железобетонных изделий
Наиболее распространенным способом ускорения твердения бетона, который позволяет получить в короткие сроки изделия с отпускной прочностью, является тепловая обработка.
Величина отпускной прочности бетона в изделиях зависит от времени года и условий работы изделия в конструкции, но во всех случаях должна быть не менее 70% от проектной. В зимних условиях отпускную прочность принимают, как правило, равной 100% проектной прочности. На полигонах изделия пропаривают в камерах при атмосферном давлении и применяют электропрогрев или обогрев теплым воздухом. Экономически целесообразно ускорять твердение бетона, применяя жесткие бетонные смеси, быстроотвердеющие цементы (БТЦ) и химические ускорители твердения. При этом через сутки твердения на воздухе можно получить бетон прочностью до 150- 200 кг/см2.
В качестве химического ускорителя твердения бетона обычно используют хлористый кальций или другие добавки. Нормы добавок приведены на странице Условия твердения бетона и уход за ним. Ускорение твердения без тепловлажностной обработки позволяет снизить себестоимость изделий на 3-5%.
Ускорение твердения без тепловлажностной обработки позволяет снизить себестоимость изделий на 3-5%.
Пропариванию предшествует период предварительного выдерживания свежеотформованных изделий при температуре окружающей среды. Длительность этого периода может быть различной. Обычно изделия из бетона на портландцементе выдерживают до пропаривания при положительной температуре в течение 3-4 и более часов. При этом изделия из жестких смесей выдерживают в зависимости от времени схватывания цемента не менее 1-2, а из особо жестких смесей — не менее 2-4 ч.
Изделия из бетона на шлако — и пуццолановом портландцементах пропаривают без предварительного выдерживания. Цикл тепловлажностной обработки бетонных и железобетонных изделий в камерах пропаривания состоит из периодов подъема температуры, изотермического прогрева и остывания.
Подъем температуры в камере осуществляют постепенно с учетом массивности прогреваемых элементов. Скорость подъема температуры не должна превышать для крупноразмерных тонкостенных изделий (например, многопустотных плит перекрытий, ферм) 25, для более массивных элементов — 20° С в час; для изделий из жестких смесей она может составлять 30-35° С в час.
Оптимальная температура прогрева изделий может быть принята в пределах 70-90° С в зависимости от вида цемента. Отклонения от оптимальной температуры не должны превышать ±5°С.
Изотермический прогрев осуществляют при относительной влажности среды пропаривания 90-100%. Длительность изотермического прогрева предварительно намечают по специальным графикам, составленным для бетонов на различных цементах, и уточняют опытным путем.
Продолжительность пропаривания изделий, изготовленных из подвижных и малоподвижных бетонных смесей с добавкой хлористого кальция, составляет примерно 16, из жестких бетонных смесей — 12 ч; без добавок хлористого кальция продолжительность цикла возрастает. После окончания прогрева изделия из подвижных бетонных смесей охлаждают со скоростью не более 30-35, из жестких смесей- не более 40° С в час. В летних условиях тепловую обработку изделий на полигоне производят различными способами:
для изделий толщиной не более 15 см — подогревают бетонный пол стенда (или матрицы) паром или водой, пропускаемым через проложенные в нем трубы или через специальные полости;
для массивных изделий — пропаривают изделия острым паром под брезентовыми укрытиями или колпаками, а также в камерах;
подогревают пол стенда или матрицы и одновременно пропаривают изделие.
В зимних условиях тепловую обработку изделий производят комбинированным способом, т. е. одновременно подогревают снизу и пропаривают сверху.
Брезентовые укрытия делают в виде одеял из двух слоев брезента с прослойкой из минеральной ваты. Края одеял прижимают к стенду металлическими накладками. Колпаки для покрытия отформованных на стенде изделий изготовляют из металлического каркаса и двух слоев теса с прокладкой между ними толя. По контуру опирания колпака устраивают гидравлический или песчаный затвор, а также резиновую или войлочную нашивку, обеспечивающую прилегание колпака к стенду.
Для тепловой обработки изделий обычно применяют напольные и ямные пропарочные камеры.
Напольные камеры устраивают глубиной 0,5-0,8 м на полу стенда, ограждая стенками места изготовления изделий. Стенки камер делают из бетона, бетонных камней или кирпича или в виде одной железобетонной конструкции лоткового сечения. В камерах формуют и затем пропаривают тяжелые длинномерные (колонны, балки) и плоские (плиты) элементы, укладываемые в один ярус. Закрывают камеры чаще всего колпаками.
Закрывают камеры чаще всего колпаками.
Ямные камеры располагают обычно ниже уровня пола. Стены 4 камеры делают бетонными или кирпичными. Формы и размеры камер устанавливают с учетом номенклатуры вы пускаемых изделий и требуемой производительности полигона. Чаще всего камеры объединяют в блоки, состоящие из 4-8 камер, что уменьшает охлаждение стен. Загружают изделия в камеры и разгружают кранами.
Ямные камеры закрывают съемными деревянными крышками 5 с металлическим каркасом и хорошей тепло — и пароизоляцией по контуру и по поверхности. Пар под покрытие и колпаки подают гибким шлангом с наконечником из перфорированной трубы. Остывает изделие в камере после прекращения подачи пара.
Расход пара на полигонах при пропаривании бетона в летних условиях на стенде и в напольных камерах 400-500 и в ямных камерах 300-400, а в зимних условиях соответственно 700-800 и 500-600 кг на 1 м3 изделия.
Для уменьшения расхода пара и обеспечения заданного режима подогрева применяют пропарочные полуавтоматические камеры ямного типа с повышенной герметичностью конструкции проф. Л. А. Семенова. Перфорированные трубы 2 и 10 для подачи пара расположены в верхней и нижней частях камеры. Обратная выходная труба 8 расположена у пола. Из нее паровоздушная смесь по трубе 6 через клапан 3 выпускается в атмосферу.
Л. А. Семенова. Перфорированные трубы 2 и 10 для подачи пара расположены в верхней и нижней частях камеры. Обратная выходная труба 8 расположена у пола. Из нее паровоздушная смесь по трубе 6 через клапан 3 выпускается в атмосферу.
В этой камере пропаривают при температуре 100° С и при 100%-ной относительной влажности. Благодаря равномерной и высокой температуре выдерживания срок пропаривания сокращается до 6-8 ч при расходе пара на 1 м3 изделий не более 150-250 кг.
После тепловлажностной обработки изделия распалубливают. Разборку сборно-разборных форм начинают с удаления схваток, фиксаторов и клиньев, подъема накладных скоб и других закрепляющих приспособлений. После этого снимают или отодвигают в сторону (при шарнирном креплении к поддону) торцевые и боковые стенки формы при помощи рычагов. Изделия с поддона формы снимают краном или каким-либо другим подъемным механизмом.
. Отделка поверхности железобетонных изделий
Всем ясно, какое значение имеет отделка поверхности железобетонных конструкций и деталей. После общего впечатления от сооружения происходит более близкое знакомство с ним, и тогда первое впечатление или подтверждается, или изменяется. .Здесь существует несколько точек зрения. Одни считают, что бетон — серый невыразительный материал — в своем натуральном виде не может создать хорошего впечатления и должен быть обязательно облицован или окрашен, иными ‘словами, отделан. Другие — сторонники натурального бетона- пропагандируют диаметрально противоположное мнение. Они считают, что, как всякий строительный материал, бетон обладает собственными декоративными свойствами. Их необходимо выявить соответствующей обработкой поверхности, основанной на глубоком знании свойств этого материала.
После общего впечатления от сооружения происходит более близкое знакомство с ним, и тогда первое впечатление или подтверждается, или изменяется. .Здесь существует несколько точек зрения. Одни считают, что бетон — серый невыразительный материал — в своем натуральном виде не может создать хорошего впечатления и должен быть обязательно облицован или окрашен, иными ‘словами, отделан. Другие — сторонники натурального бетона- пропагандируют диаметрально противоположное мнение. Они считают, что, как всякий строительный материал, бетон обладает собственными декоративными свойствами. Их необходимо выявить соответствующей обработкой поверхности, основанной на глубоком знании свойств этого материала.
Последняя точка зрения весьма основательна, и авторы брошюры являются ее сторонниками. Дело в том, что цвет и фактура бетона скрыты в нем за цементной пленкой, выступающей на поверхности изделия. Удаление ее, не сложное по технологии, раскрывает специфические декоративные свойства бетона. Цвет его зависит от цвета составляющих бетонной смеси и может изменяться в широких пределах. На цвет бетона влияет подбор и крупного, и мелкого заполнителя.
На цвет бетона влияет подбор и крупного, и мелкого заполнителя.
Применение цветных цементов, по существу, находится в стадии разработки. Добавка к белому цементу пигментов (зеленого — окиси хрома, красного — редок-сайда, желтого — золотистой охры) дает только слабый оттенок нужного цвета. Часто под влиянием солнечных лучей он выгорает, и цвет бетона становится неодинаковым на солнце и в закрытых местах. Последние опыты с фталоцианиновыми красителями дали обнадеживающие результаты в отношении интенсивности и яркости окраски бетона. Однако они еще не прошли испытания временем и поэтому рано говорить об их долговечности в эксплуатации.
Что касается заполнителей, то они, как натуральный продукт, привнося в бетонную смесь органически присущие им качества, создают надежные и прочные декоративные свойства бетона. Без особых рецептов они придают железобетонным конструкциям устойчивый тон. Первоначальные затраты по предварительному подбору составляющих бетонной смеси, обработке их поверхности для выявления декоративных свойств значительно меньше расходов, которые связаны с поддержанием в порядке других видов отделок бетона.
В условиях индустриального производства поверхности железобетонных конструкций можно придать различные виды фактур или рельефа (см. рис. 3). Характер декоративной обработки поверхности зависит от того места, которое конструктивный элемент занимает в общем построении архитектурной формы комплекса или ансамбля. Наибольшее количество отделок применимо к плоским конструкциям, подобным нашим типовым панелям. Поверхность панелей можно обработать декоративно-орнаментальным рельефом, не требующим специального подбора составляющих бетона. Для этого нужна лишь фигурная матрица. В отечественном производстве такой вид декоративной обработки уже завоевывает заслуженное признание. Матрицы для рельефа могут быть металлическими, резиновыми, пластмассовыми, но хорошо отшлифованными. Поверхность их должна быть покрыта пленкой или обработана так, чтобы бетон отлипал от формы. Всевозможные виды зернистых фактур тоже используются для обработки плоских панелей и железобетонных конструкций большой протяженности. Допускается комбинация офактуренных участков поверхности и гладких. В сочетании это дает хороший декоративный эффект. Характер фактурной обработки отдельных элементов железобетонных конструкций должен учитывать общее художественное решение сооружения или комплекса зданий. Для отделки наружных поверхностей предпочтительней шероховатые фактуры. Гладкие или зеркальные поверхности уместны в интерьерах или местах, защищенных от влияния наружной среды. Ведь любые повреждения и атмосферные воздействия на гладких и зеркальных поверхностях видны больше, чем на шероховатых. Влага на шероховатой поверхности распределяется и впитывается равномерней. В индустриальном строительстве наиболее широко применяются следующие шероховатые фактуры: мелкозернистые (0,15-5 мм), среднезернистые (5-10 мм) и крупнозернистые’ (10-20 мм), а также бороздчатые, точечные, рифленые и другие фактуры. Важно, что бетон с шероховатой фактурой можно ремонтировать отдельными участками, если он поврежден при транспортировке или монтаже.
Допускается комбинация офактуренных участков поверхности и гладких. В сочетании это дает хороший декоративный эффект. Характер фактурной обработки отдельных элементов железобетонных конструкций должен учитывать общее художественное решение сооружения или комплекса зданий. Для отделки наружных поверхностей предпочтительней шероховатые фактуры. Гладкие или зеркальные поверхности уместны в интерьерах или местах, защищенных от влияния наружной среды. Ведь любые повреждения и атмосферные воздействия на гладких и зеркальных поверхностях видны больше, чем на шероховатых. Влага на шероховатой поверхности распределяется и впитывается равномерней. В индустриальном строительстве наиболее широко применяются следующие шероховатые фактуры: мелкозернистые (0,15-5 мм), среднезернистые (5-10 мм) и крупнозернистые’ (10-20 мм), а также бороздчатые, точечные, рифленые и другие фактуры. Важно, что бетон с шероховатой фактурой можно ремонтировать отдельными участками, если он поврежден при транспортировке или монтаже. В настоящее время разновидности шероховатых фактур железобетона в отечественном индустриальном производстве получают способами, весьма надежными для прочности самой конструкции. Это — обработка металлическими щетками или пескоструйными аппаратами, отмывка поверхностного слоя цементной пленки водой с использованием замедлителей твердения, формовка по слою песками т. д. Решетчатые и рамные элементы конструкций не нуждаются в особом декорировании поверхности. Сам характер конструкций достаточно выразителен. Однако при желании с части поверхности также можно удалить цементную пленку, и игра зерен заполнителя усилится. Разная шероховатость конструкции из бетона одного состава дает эффект сочетания тонов разной глубины при одном цвете. В решетчатых и рамных конструкциях можно использовать белый и серый цемент. Прочность та же, но на гладких поверхностях, даже без удаления цементной корки, это дает тональную разницу. В тех случаях, когда элементы решетчатой конструкции делятся на основные ,и дополнительные, введение цемента другого тона усилит эффект, превратив его в средство художественной выразительности.
В настоящее время разновидности шероховатых фактур железобетона в отечественном индустриальном производстве получают способами, весьма надежными для прочности самой конструкции. Это — обработка металлическими щетками или пескоструйными аппаратами, отмывка поверхностного слоя цементной пленки водой с использованием замедлителей твердения, формовка по слою песками т. д. Решетчатые и рамные элементы конструкций не нуждаются в особом декорировании поверхности. Сам характер конструкций достаточно выразителен. Однако при желании с части поверхности также можно удалить цементную пленку, и игра зерен заполнителя усилится. Разная шероховатость конструкции из бетона одного состава дает эффект сочетания тонов разной глубины при одном цвете. В решетчатых и рамных конструкциях можно использовать белый и серый цемент. Прочность та же, но на гладких поверхностях, даже без удаления цементной корки, это дает тональную разницу. В тех случаях, когда элементы решетчатой конструкции делятся на основные ,и дополнительные, введение цемента другого тона усилит эффект, превратив его в средство художественной выразительности.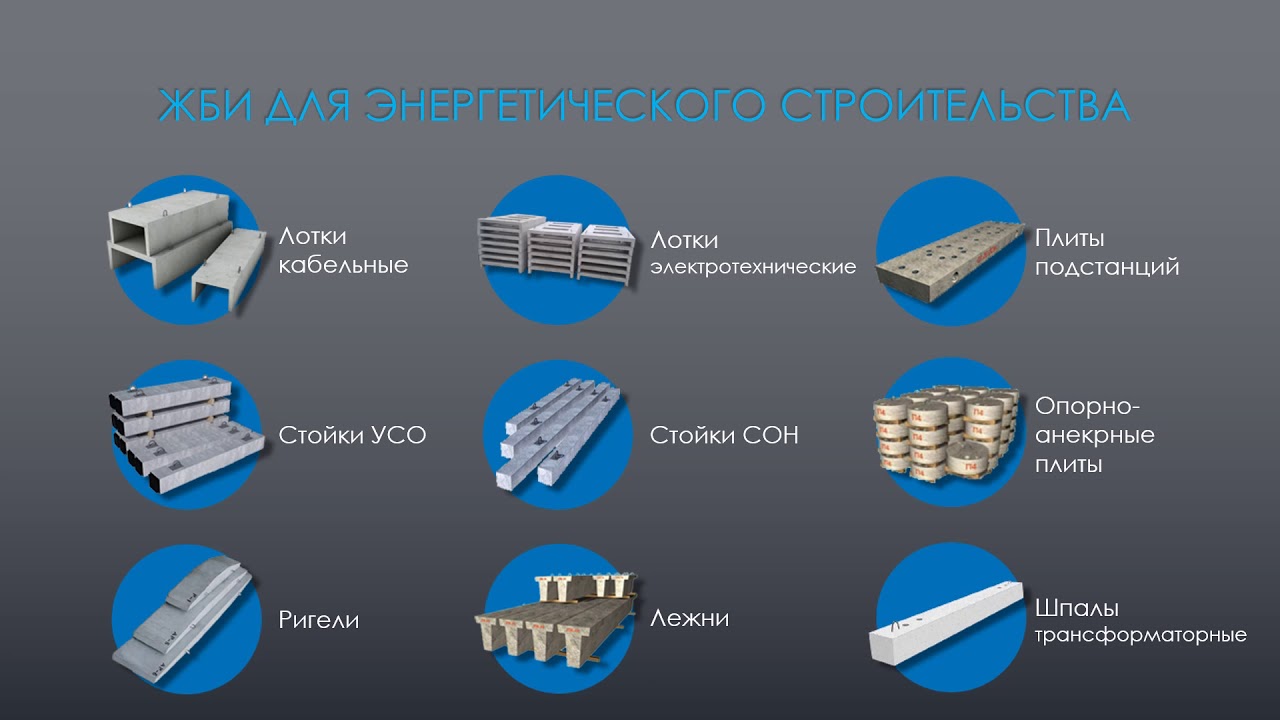 Стержневым железобетонным конструкциям желательно придать шероховатость, удалив цементную пленку. Выявление декоративных свойств бетона в конструкциях такого типа уместно в тех случаях, когда они находятся в открытых естественных условиях, под воздействием смены температур, влажности воздуха и др. Архитектурные формы из криволинейных железобетонных тонкостенных элементов сами по себе достаточно выразительны, чтобы вопрос об их отделке специально не ставился. Однако можно предполагать, что в будущем появится желание видеть их в цвете. Для этой цели можно рекомендовать работу по получению цветного бетона на основе использования цветных песков или местных естественных и искусственных камней с применением белого или серого цемента. В Англии при индустриальном производстве железобетонных конструкций используется каталог природных камней. Он составлен по их цвету и соответственному воздействию на цвет бетона. ‘В каталоге имеется широкая шкала рекомендаций, почти равная по своим возможностям солнечному спектру.
Стержневым железобетонным конструкциям желательно придать шероховатость, удалив цементную пленку. Выявление декоративных свойств бетона в конструкциях такого типа уместно в тех случаях, когда они находятся в открытых естественных условиях, под воздействием смены температур, влажности воздуха и др. Архитектурные формы из криволинейных железобетонных тонкостенных элементов сами по себе достаточно выразительны, чтобы вопрос об их отделке специально не ставился. Однако можно предполагать, что в будущем появится желание видеть их в цвете. Для этой цели можно рекомендовать работу по получению цветного бетона на основе использования цветных песков или местных естественных и искусственных камней с применением белого или серого цемента. В Англии при индустриальном производстве железобетонных конструкций используется каталог природных камней. Он составлен по их цвету и соответственному воздействию на цвет бетона. ‘В каталоге имеется широкая шкала рекомендаций, почти равная по своим возможностям солнечному спектру. Кроме того, даны дополнительные рекомендации по тональным градациям в пределах одного цвета. Следует рекомендовать такой способ получения цвета железобетонных конструкций для отечественного производства. В институте новых строительных материалов в Тбилиси, в лаборатории заполнителей для бетонов и изделий из природного камня, изготовлены очень интересные образцы из цветного бетона. Для них были использованы: белый или серый цемент, песок из естественных пористых материалов (вулканических шлаков, туфов) и такие искусственные материалы, как огнеупорный кирпич, зола и т. д. Лаборатория представила достаточно интересный набор цветных бетонных образцов-белых, желтоватых, красноватых, черных и серых. Среди новых способов отделки железобетонных конструкций заслуживает внимания отделка оплавлением. Способ разработан и опробован архитектором Г. В. Кипшидзе в лаборатории конструкций из новых материалов отдела строительных конструкций ТбилЗНИИЭПа. Автор рекомендует его как для обработки плоских поверхностей, так и для более сложных.
Кроме того, даны дополнительные рекомендации по тональным градациям в пределах одного цвета. Следует рекомендовать такой способ получения цвета железобетонных конструкций для отечественного производства. В институте новых строительных материалов в Тбилиси, в лаборатории заполнителей для бетонов и изделий из природного камня, изготовлены очень интересные образцы из цветного бетона. Для них были использованы: белый или серый цемент, песок из естественных пористых материалов (вулканических шлаков, туфов) и такие искусственные материалы, как огнеупорный кирпич, зола и т. д. Лаборатория представила достаточно интересный набор цветных бетонных образцов-белых, желтоватых, красноватых, черных и серых. Среди новых способов отделки железобетонных конструкций заслуживает внимания отделка оплавлением. Способ разработан и опробован архитектором Г. В. Кипшидзе в лаборатории конструкций из новых материалов отдела строительных конструкций ТбилЗНИИЭПа. Автор рекомендует его как для обработки плоских поверхностей, так и для более сложных. СУТЬ НОВОГО способа заключается в следующем. Под воздействием открытого огня газовых факелов, смонтированных на специальных установках, на поверхности изделий образуется декоративная оплавленная пленка, подобная глазури. Для этого на них не нужно наносить дополнительный декоративный слой, пленка создается в результате непосредственного- оплавления самого конструкционного материала. Стеклообразная непрозрачная блестящая пленка самых разных цветов и оттенков может иметь также рельеф шероховатый, слабо или сильно бугристый, волнообразный и др. Существует специальная инструкция, в которой отмечается, что способ отделки оплавлением может быть включен в общий цикл индустриального производства изделий или применен непосредственно на стройке. Примечательно, что расплав каждого материала дает свой собственный цвет. Поэтому можно получить интересный декоративный эффект на поверхности бетонов из искусственных материалов. Уже есть образцы расплавов, полученных на изделиях из керамзитобетона, шлаковой пемзы и др.
СУТЬ НОВОГО способа заключается в следующем. Под воздействием открытого огня газовых факелов, смонтированных на специальных установках, на поверхности изделий образуется декоративная оплавленная пленка, подобная глазури. Для этого на них не нужно наносить дополнительный декоративный слой, пленка создается в результате непосредственного- оплавления самого конструкционного материала. Стеклообразная непрозрачная блестящая пленка самых разных цветов и оттенков может иметь также рельеф шероховатый, слабо или сильно бугристый, волнообразный и др. Существует специальная инструкция, в которой отмечается, что способ отделки оплавлением может быть включен в общий цикл индустриального производства изделий или применен непосредственно на стройке. Примечательно, что расплав каждого материала дает свой собственный цвет. Поэтому можно получить интересный декоративный эффект на поверхности бетонов из искусственных материалов. Уже есть образцы расплавов, полученных на изделиях из керамзитобетона, шлаковой пемзы и др.
Итак, существует много способов декоративной обработки железобетонных конструкций индустриального производства. Они обогащают художественную выразительность железобетона. Выявление эстетических свойств поверхности железобетона в сочетании с его пластическими возможностями повышает выразительность современной архитектуры в целом, и особенно в массовом строительстве.
9. Приемка и испытание железобетонных изделий
Приемка железобетонных изделий осуществляется партиями, которые состоят из однотипных изделий, изготовленных по одной технологии в течение не более 10 дней. В зависимости от объема изделий количество их в партии устанавливают техническими условиями и не должно превышать следующих величин:
Объем изделий, м3 До 0,1 0,1…’0,3 0,3…1,0 1.0…2.0 Свыше 2,0
Изделий в партии, ШТ. 1000 700 300 150 100
В процессе приемки наружным осмотром проверяют внешний вид изделий, отмечают наличие трещин, раковин и других дефектов. Затем с помощью измерительных линеек и шаблонов проверяют правильность формы и габаритные размеры изделий. Если при контрольных замерах изделия будут выявлены отклонения по длине или ширине, превышающие допускаемые, то изделие бракуют.
Если при контрольных замерах изделия будут выявлены отклонения по длине или ширине, превышающие допускаемые, то изделие бракуют.
При приемке изделий определяют и прочность бетона, которую Устанавливают по результатам испытания контрольных образцов и путем испытания готовых изделий. Контрольные образцы с ребром 10, 15 и 20 см изготовляют в металлических разъемных формах в количестве не менее 3 шт. и не реже одного раза х смену, а также для каждого нового состава бетонной смеси Уплотнение бетонной смеси в образцах осуществляют на стандартной виброплощадке с амплитудой 0,35 мм и частотой вращения 300 кол/мин.
Образцы должны твердеть в одинаковых условиях с изделиями Предел прочности бетона определяют путем испытания образцов на гидравлических прессах и вычисляют как среднее арифметическое значение результатов испытания трех образцов. Испытание готовых железобетонных изделий на прочность жесткость и трещиностойкость производят согласно ГОСТам Отбор изделий для испытаний производят в количестве 1 % от каждой партии, но не менее 2 шт. , если в партии менее 200 изделий Испытание производят на специальных испытательных стендах нагружая конструкцию гидродомкратами, штучными грузами или рычажными приспособлениями. Критерием прочности служит нагрузка, при которой изделие теряет свою несущую способность (разрушается).
, если в партии менее 200 изделий Испытание производят на специальных испытательных стендах нагружая конструкцию гидродомкратами, штучными грузами или рычажными приспособлениями. Критерием прочности служит нагрузка, при которой изделие теряет свою несущую способность (разрушается).
В последнее время для определения прочности бетона в конструкциях пользуются методами, не разрушающими изделия, — физическими и механическими. К физическим методам относятся ультразвуковые и радиометрические. Механические методы основаны на определении величины упругой или пластической деформации. В первом случае прочность бетона оценивают по величине упругого отскока бойка от поверхности бетона; во втором прочность бетона характеризуется величиной отпечатка наконечника на поверхности бетона. Приборы этой группы получили широкое применение в строительстве.
. Основные свойства выпускаемой продукции, ее качества
Основными недостатками испытания железобетонных конструкций нагружением являются: малое количество информации, так как испытывается от партии один процент изделий; испытанные изделия, как правило, непригодны для использования по назначению. При контроле жесткости, трещиностойкости и прочности конструкций неразрушающими методами перечисленные выше недостатки отсутствуют, так как даже при выборочном контроле партия оценивается по результатам испытания 10% общего количества изделий партии, при этом изделия при испытании неразрушающими методами не получают каких-либо дефектов, которые могли бы отразиться на свойствах железобетонной конструкции.
При контроле жесткости, трещиностойкости и прочности конструкций неразрушающими методами перечисленные выше недостатки отсутствуют, так как даже при выборочном контроле партия оценивается по результатам испытания 10% общего количества изделий партии, при этом изделия при испытании неразрушающими методами не получают каких-либо дефектов, которые могли бы отразиться на свойствах железобетонной конструкции.
Сплошной контроль, когда неразрушающим испытаниям подлежат все конструкции партии, рекомендуется при небольшом количестве изделий в партии, (20 и менее) или при контроле партии сложных и особо ответственных конструкций.
При испытании контролируются единичные показатели качества, обеспечивающие жесткость, трещиностойкость и прочность изделия. К единичным показателям качества относятся следующие характеристики: вид, класс, марка и механические свойства арматурных сталей; качество выполнения сварных соединений арматуры и закладных деталей; диаметр, количество и расположение арматуры; толщина защитного слоя бетона; геометрические размеры конструкции; прочность бетона панели после распалубки; величина натяжения арматуры и передаточная прочность бетона (для предварительно-напряженных конструкций).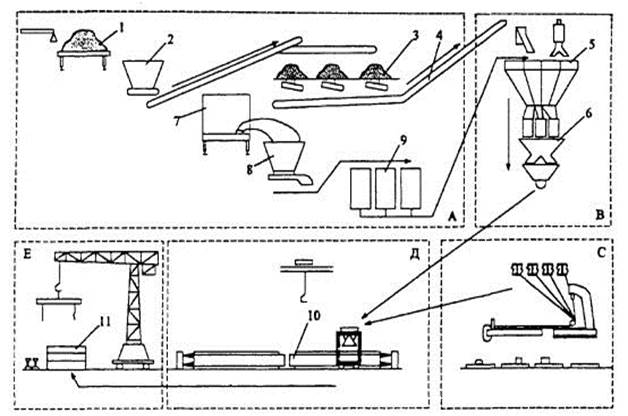
Для конструкций, испытываемых с применением неразрушающих методов, в стандарте на изделие и в рабочих чертежах должны содержаться: перечень единичных показателей качества, подлежащих контролю, их номинальные величины и допускаемые отклонения; схемы конструкций с размещением участков; количество контролируемых конструкций; данные о характере и величине ширины раскрытия трещин, допустимых при изготовлении.
По результатам неразрушающего контроля партия конструкций признается годной, то есть подлежит приемке, если все контролируемые единичные показатели всех испытанных конструкций не превышают их проектных значений с учетом допускаемых отклонений. Если хотя бы в одной испытываемой конструкции величина отклонений какого-либо единичного показателя превышает допускаемое отклонение, то все изделия партии проверяют по этому показателю поштучно. Изделия хотя бы с одним неудовлетворительным единичным показателем бракуют.
Список использованной литературы
1.Баженов Ю.М. Технология бетона. — М.: Высшая школа, 1983.
— М.: Высшая школа, 1983.
.Комар А.Г. Строительные материалы и изделия. Учебник для инж. —
экон. спец. строит. вузов-5-е, перераб. и доп. — М.: Высшая школа, 1998.
Баженов Ю. М. — Технология бетона
Баженов Ю. М.
Б 16 Технология бетона: Учеб. пособие для технол. спец. строит, вузов. 2-е изд., перераб. — М.: Высш. шк., 1987,-415 с: ил.
Учебное пособие имеет цель ознакомить студентов с современной теорией и практикой технологии бетона, научить производить технологические и технико-экономические расчеты с учетом современных математических методов, правильно выбирать, изготовлять н применять различные виды бетона.
Во 2-м издании (1е — в 1979 г.) рассматриваются новые виды бетона н перспективы совершенствования его технологии.
ПРЕДИСЛОВИЕ
Настоящее учебное пособие предназначено для глубокого изучения курса «Технология бетонных и железобетонных изделий и конструкций». В нем даются основные технологические зависимости, влияние на структуру и свойства бетона различных факторов, правильные приемы перемешивания, укладки, уплотнения, ускорения твердения бетона, методы проектирования состава бетона различных видов, организация контроля качества бетона на производстве и способы контроля, принципы использования математических методов и технологии бетона и перспективы повышения качества и совершенствования технологии бетона.
В настоящем издании особое внимание уделено технологии бетона с химическими добавками, в том числе с суперпластификаторами и комплексными добавками на их основе; новым видам бетонов, в том числе литым бетонам, фибробетону, арболиту, декоративному бетону; новым технологическим приемам: активации цемента с добавками, использованию солнечной энергии при производстве железобетонных изделий и другим эффективным приемам экономии энергии и материалов.
В связи с тем что в действующей инструктивно-нормативной литературе наряду с классами бетона применяются марки бетона, в учебном пособии еще дается в необходимых случаях понятие о марках бетона.
Приведенные в пособии расчетные технологические зависимости и способы определения состава различных видов бетона позволяют более широко использовать в учебном процессе и при организации самостоятельной работы слушателей вычислительную технику, на основе сравнения вариантов выбирать наиболее оптимальное решение, обеспечивая производство изделий и конструкций при минимальном расходе материалов, энергии и труда.
Гл. 19 пособия написана доц., канд. техн. наук В. Н. Баженовой. Автор выражает глубокую благодарность коллективу кафедры «Строительные материалы» Ленинградского института инженеров железнодорожного транспорта (зав. кафедрой — проф., д-р техн. наук О. В. Кунцевич) за замечания и пожелания, высказанные при подготовке рукописи к изданию.
Автор
ВВЕДЕНИЕ
XXVII съезд Коммунистической партии Советского Союза наметил широкую программу ускорения социально-экономического развития Советского общества, важное место в которой занимают перестройка и коренное усовершенствование капитального строительства. Обеспечить каждую советскую семью к 2000 г. отдельной квартирой, создать развитую инфраструктуру культурно-бытовых учреждений, обеспечить приоритетное развитие машиностроения и новых технологий — все это требует от строителей резкого увеличения объемов строительства, повышения производительности труда, улучшения качества строительства, всемерной экономии материальных, энергетических и трудовых ресурсов.
Партия и правительство приняли важные постановления по индустриализации строительства, совершенствованию его управления и хозяйственного механизма, широкому внедрению коллективного подряда. Новые условия открывают возможности широкого применения прогрессивных технических решений и достижений науки, требуют от всех строителей более глубокой профессиональной подготовки для умелого управления производством и работы на стройках и заводах стройиндустрии. Необходимо и более глубокое изучение студентами профилирующих дисциплин, в том числе «Технологии бетонных и железобетонных изделий», способствующих принятию творческих решений, передовому опыту строительства. Помочь им в этом призвано настоящее учебное пособие.
Дальнейшее повышение эффективности капитальных вложений в строительство, снижение материалоемкости и трудоемкости, сокращение продолжительности строительства и повышение его качества могут быть достигнуты на основе расширения объемов полносборного строительства, организации производства конструкций и изделий полной и повышенной заводской готовности. сборного железобетона, изготовляемого на более чем 6000 предприятий: домостроительных комбинатах, заводах и полигонах по производству бетонных и железобетонных изделий. На предприятиях работает свыше 25000 технологических линий по производству сборного железобетона, около 1 млн, специалистов и рабочих в двенадцатой пятилетке намечено значительное техническое перевооружение промышленности сборного железобетона: создание более эффективных технологических линий; применение новых вяжущих веществ, легких заполнителей, химических добавок, расширение механизации и автоматизации производства, внедрение вычислительной техники, использование, вторичных продуктов промышленности для экономии материальных и энергетических ресурсов.
сборного железобетона, изготовляемого на более чем 6000 предприятий: домостроительных комбинатах, заводах и полигонах по производству бетонных и железобетонных изделий. На предприятиях работает свыше 25000 технологических линий по производству сборного железобетона, около 1 млн, специалистов и рабочих в двенадцатой пятилетке намечено значительное техническое перевооружение промышленности сборного железобетона: создание более эффективных технологических линий; применение новых вяжущих веществ, легких заполнителей, химических добавок, расширение механизации и автоматизации производства, внедрение вычислительной техники, использование, вторичных продуктов промышленности для экономии материальных и энергетических ресурсов.
В технологии бетона и промышленности сборного железобетона имеются значительные неиспользованные резервы. Коэффициент использования мощностей в последние годы сохраняется на уровне 0.8, выработка на одного рабочего в год — 200 м3. Вместе с тем имеются реальные возможности их улучшения.
В общей стоимости материальных ресурсов, потребляемых в капитальном строительстве, стоимость бетонных и железобетонных конструкций составляет около 257о, что значительно превышает стоимость и объем других видов строительных конструкций. Бетон и железобетон вследствие своих физико-механических свойств, долговечности, технико-экономических показателей и наличия сырьевых ресурсов в обозримом будущем будут занимать ведущее место в капитальном строительстве, как массовые материалы, обладающие большими потенциальными возможностями.
Поэтому глубокое изучение технологии бетона студентами — будущими специалистами — будет способствовать более полному использованию имеющихся резервов производства, дальнейшему развитию промышленности сборного железобетона — важнейшей отрасли народного хозяйства.
ГЛАВА 1
ОСНОВНЫЕ СВЕДЕНИЯ О БЕТОНЕ
§ 1.1. ОБЩИЕ ПОЛОЖЕНИЯ
Бетонами называют искусственные каменные материалы, получаемые в результате затвердевания тщательно перемешанной и уплотненной смеси из минерального или органического вяжущего вещества с водой, мелкого или крупного заполнителей, взятых в определенных пропорциях. До затвердевания эту смесь называют бетонной смесью.
В строительстве широко используют бетоны, приготовленные на цементах или других неорганических вяжущих веществах. Эти бетоны обычно затворяют водой. Цемент и вода являются активными составляющими бетона; в результате реакции между ними образуется цементный камень, скрепляющий зерна заполнителей в единый монолит.
Между цементом и заполнителем обычно не происходит химического взаимодействия (за исключением силикатных бетонов, получаемых автоклавной обработкой), поэтому заполнители часто называют инертными материалами. Однако они существенно влияют на структуру и свойства бетона, изменяя его пористость, сроки затвердевания, поведение при воздействии нагрузки и внешней среды. Заполнители значительно уменьшают деформации бетона при твердении и тем самым обеспечивают получение большеразмерных изделий и конструкций. В качестве заполнителей используют преимущественно местные горные породы и отходы производства (шлаки и др.). Применение этих дешевых заполнителей снижает стоимость бетона, так как заполнители и вода составляют 85…90%, а цемент—10… 15% от массы бетона.
Однако они существенно влияют на структуру и свойства бетона, изменяя его пористость, сроки затвердевания, поведение при воздействии нагрузки и внешней среды. Заполнители значительно уменьшают деформации бетона при твердении и тем самым обеспечивают получение большеразмерных изделий и конструкций. В качестве заполнителей используют преимущественно местные горные породы и отходы производства (шлаки и др.). Применение этих дешевых заполнителей снижает стоимость бетона, так как заполнители и вода составляют 85…90%, а цемент—10… 15% от массы бетона.
В последние годы в строительстве широко используют легкие бетоны, получаемые на искусственных пористых заполнителях. Пористые заполнители снижают плотность бетона, улучшают его теплотехнические свойства. Для регулирования свойств бетона и бетонной смеси в их состав вводят различные химические добавки, которые ускоряют или замедляют схватывание бетонной смеси, делают ее более пластичной и удобоукладываемой, ускоряют твердение бетона, повышают его прочность и морозостойкость, а также при необходимости изменяют и другие свойства бетона.
Бетоны на минеральных вяжущих веществах являются капиллярно-пористыми телами, на структуру и свойства которых за-метисе влияние оказывают как внутренние процессы взаимодействия составляющих бетона, так и воздействие окружающей среды.
В течение длительного времени в бетонах происходит изменение поровой структуры, наблюдается протекание структурообразующих, а иногда и деструктивных процессов и как результат — изменение свойств материала. С увеличением возраста бетона повышаются его прочность, плотность, стойкость к воздействию окружающей среды. Свойства бетона определяются не только его составом и качеством исходных материалов, но и технологией приготовления и укладки бетонной смеси в конструкцию, условиями твердения бетона. Все эти факторы учитывают при проектировании состава бетона и производстве конструкций на его основе.
На органических вяжущих веществах (битум, синтетические смолы и т. д.) бетонную смесь получают без введения воды, что обеспечивает высокую плотность и непроницаемость бетонов. Многообразие вяжущих веществ, заполнителей, добавок и технологических приемов позволяет получать бетоны с самыми разнообразными свойствами.
Многообразие вяжущих веществ, заполнителей, добавок и технологических приемов позволяет получать бетоны с самыми разнообразными свойствами.
Бетон является хрупким материалом: его прочность при сжатии в несколько раз выше прочности при растяжении. Для восприятия растягивающих напряжений бетон армируют стальными стержнями, получая железобетон. В железобетоне арматуру располагают так, чтобы она воспринимала растягивающие напряжения, а сжимающие напряжения передавались на бетон. Совместная работа арматуры и бетона обусловливается хорошим сцеплением между ними и приблизительно одинаковыми температурными коэффициентами линейного расширения.
Бетон предохраняет арматуру от коррозии. Бетонные и железобетонные конструкции изготовляют либо непосредственно на месте строительства — монолитный бетон и железобетон, либо на заводах и полигонах с последующим монтажом на строительной площадке — сборный бетон и железобетон.
§ !.2. ОСНОВНЫЕ ЭТАПЫ РАЗВИТИЯ ТЕХНОЛОГИИ БЕТОНА
Бетон — один из древнейших строительных материалов. Из него построены галереи египетского лабиринта (3600 лет до н. э.), часть Великой Китайской стены (III в. до н. э.), ряд сооружений на территории Индии. Древнего Рима и в других местах. Однако использование бетона и железобетона для массового строительства началось только во второй половине XIX в., после получения и организаций промышленного выпуска портландцемента, ставшего основным вяжущим веществом для бетонных и железобетонных конструкций. Вначале бетон использовался для возведения монолитных конструкций и сооружений. Применялись жесткие и малоподвижные бетонные смеси, уплотнявшиеся трамбованием. С появлением железобетона, армированного каркасами, связанными из стальных стержней, начинают применять более подвижные и даже литые бетонные смеси, чтобы обеспечить их надлежащее распределение и уплотнение в бетонируемой конструкции. Однако применение подобных смесей затрудняло получение бетона высокой прочности, требовало повышенного расхода цемента. Поэтому большим достижением явилось появление в 30-х годах способа уплотнения бетонной смеси вибрированием, что позволило обеспечить хорошее уплотнение малоподвижных и жестких бетонных смесей, снизить расход цемента в бетоне, повысить его прочность и долговечность.
Из него построены галереи египетского лабиринта (3600 лет до н. э.), часть Великой Китайской стены (III в. до н. э.), ряд сооружений на территории Индии. Древнего Рима и в других местах. Однако использование бетона и железобетона для массового строительства началось только во второй половине XIX в., после получения и организаций промышленного выпуска портландцемента, ставшего основным вяжущим веществом для бетонных и железобетонных конструкций. Вначале бетон использовался для возведения монолитных конструкций и сооружений. Применялись жесткие и малоподвижные бетонные смеси, уплотнявшиеся трамбованием. С появлением железобетона, армированного каркасами, связанными из стальных стержней, начинают применять более подвижные и даже литые бетонные смеси, чтобы обеспечить их надлежащее распределение и уплотнение в бетонируемой конструкции. Однако применение подобных смесей затрудняло получение бетона высокой прочности, требовало повышенного расхода цемента. Поэтому большим достижением явилось появление в 30-х годах способа уплотнения бетонной смеси вибрированием, что позволило обеспечить хорошее уплотнение малоподвижных и жестких бетонных смесей, снизить расход цемента в бетоне, повысить его прочность и долговечность.
В эти же годы был предложен способ предварительного напряжения арматуры в бетоне, способствовавший снижению расхода арматуры в железобетонных конструкциях, повышению их долговечности и трещиностойкости.
Проф. А. Р. Шуляченко в 80-х годах прошлого века разработал теорию получения и твердения гидравлических вяжущих веществ и цементов и доказал, что на их основе могут быть получены долговечные бетонные конструкции. Под его руководством было организовано производство высококачественных цементов.
Проф. Н. А. Белелюбский в 1891 г. провел широкие испытания, результаты которых способствовали внедрению железобетонных конструкций в строительство. Проф. И. Г. Малюга в 1895 г. в своей работе «Составы и способы изготовления цементного раствора (бетона) для получения наибольшей крепости» обосновал основные законы прочности бетона. В 1912 г. был издан капитальный труд Н. А. Житкевича «Бетон и бетонные работы».
В начале века появляется много работ по технологии бетона и за рубежом. Из них наиболее важными были работы Р. Фере (Франция), О. Графа (Германия), И. Боломе (Швейцария), Д. Абрамса (США).
Из них наиболее важными были работы Р. Фере (Франция), О. Графа (Германия), И. Боломе (Швейцария), Д. Абрамса (США).
Широкое развитие получила технология бетона в Советском Союзе со времени первых крупных гидротехнических строительств— Волховстроя (1924 г.) и Днепростроя (1930 г.). Профессора Н. М. Беляев и И.П. Александрии возглавили ленинградскую научную школу по бетону и внедрили в практику строительства первые научные методы подбора состава бетона, значительно повысившие его качество.
В 30-е годы ученые московской школы бетона Б. Г. Скрамтаев, Н. А. Попов, С. А. Миронов, С. В. Шестоперов, П. М. Миклашевский и другие разработали методы зимнего бетонирования и тем самым обеспечили круглогодичное возведение бетонных и железобетонных конструкций, создали ряд новых видов бетона, в том числе легких, что позволило более широко использовать бетон при возведении жилых и производственных зданий, разработали способы повышения долговечности бетона, основы технологии сборного железобетона.
В эти же годы большие работы проводились закавказской школой бетона под руководством академика АН Грузинской ССР К. С. Завриева, способствовавшие расширению применения железобетонных конструкций на стройках Кавказа, использованию в бетоне природных пористых заполнителей.
Применение бетонных и железобетонных конструкций сыграло решающую роль в строительстве первых пятилеток и в перебазировании промышленности в восточные районы страны в годы Великой Отечественной войны.
В послевоенный период наука о бетоне и железобетоне и практика применения этих материалов в строительстве получили особенно широкое развитие. Для обеспечения индустриализации строительства бурное развитие получает производство сборного железобетона.
В постановлении ЦК КПСС и Совета Министров СССР от 19 августа 1954 г. «О развитии производства железобетонных конструкций и деталей для строительства» был намечен невиданный до того рост объема производства и применения сборного железобетона и установлены задачи по развитию его индустриальной базы. За последующие годы в стране была создана развитая промышленность сборного железобетона, насчитывающая около 6000 предприятий общей мощностью свыше 150 млн. м3 изделий, которая обеспечивает все виды строительства широкой номенклатурой изделий и конструкций. Объем производства вырос за эти годы более чем в 65 раз, и сегодня Советский Союз занимает первое место в мире по производству сборного железобетона, намного опередив наиболее развитые капиталистические страны.
За последующие годы в стране была создана развитая промышленность сборного железобетона, насчитывающая около 6000 предприятий общей мощностью свыше 150 млн. м3 изделий, которая обеспечивает все виды строительства широкой номенклатурой изделий и конструкций. Объем производства вырос за эти годы более чем в 65 раз, и сегодня Советский Союз занимает первое место в мире по производству сборного железобетона, намного опередив наиболее развитые капиталистические страны.
Широкое применение сборного железобетона позволило значительно сократить в строительстве расход металла, древесины и других традиционных материалов, резко повысить производительность труда, сократить сроки возведения зданий и сооружений. Только в Москве применение сборных железобетонных конструкций и перенос в заводские условия части отделочных и монтажных операций в связи с применением железобетонных изделий повышенной готовности позволили за последние 20 лет сократить численность работающих в строительстве на 50%.
В послевоенные годы создаются новые виды вяжущих веществ и бетонов, начинают широко применяться химические добавки, улучшающие свойства бетона, совершенствуются способы проектирования состава бетона и его технология.
Для обеспечения развития научных и технических основ производства железобетонных конструкций в стране развивается широкая сеть научных учреждений. Научные исследования по технологии бетона успешно ведут Научно-исследовательский институт бетона и железобетона (НИИЖБ) Госстроя СССР, ведущий научные работы по различным проблемам проектирования и производства железобетонных конструкций, Всесоюзный научно-исследовательский институт по бетону и железобетону (ВНИИжелезобетон) Министерства промышленности строительных материалов, координирующий работы по заводскому производству сборного железобетона, многие кафедры и лаборатории вузов и ряд отраслевых научно-исследовательских институтов и лабораторий.
Проблемы технологии тяжелых бетонов получают развитие в работах Б. Г. Скрамтаева, И. Н. Ахвердова, Ю. М. Баженова, И. М. Грушко, О. П. Мчелова-Петросяна, А. В. Сатйлкина, A. Е. Шейкина и многих других ученых. Легким бетонам на пористых заполнителях посвящены работы И. А. Попова, М. 3. Симонова, И. А. Иванова и др.; силикатным и ячеистым бетонам — работы П. И. Боженова, А. В. Волжёнского, К. Э. Горяйнова и др.; вопросам реологии бетонной смеси и формированию изделий — работы А. Е. Десова, Г. Я. Кунноса, О. А. Савинова и др.; бетонированию зимой и в условиях сухого и жаркого климата— работы С. А. Миронова; И. Б. Заседателеза, Б. Н. Крылова и др.; ускорению твердения — работы Л. А. Малининой и др.; повышению долговечности и коррозионной стойкости бетона — работы Г, И. Горчакова, О. В. Кунцевича, Ф. М. Иванова, В. М. Москвина, С. А. Шестоперова и др.; созданию специальных видов бетона — работы К. Д. Некрасова, И. А. Мещанского, В. Д. Глуховского и др.; совершенствованию заводской технологии бетонных и железобетонных изделий — работы B. В. Михайлова, 9. Г.Ратца, В. И. Сорокера, И. Г. Совалова и др. В последние годы вопросы технологии бетона получают дальнейшее развитие в трудах В. Г. Батракова, В. А. Вознесенского, Б. В. Гусева, И. Н. Долгополова, В. В. Потуроева, И. Е. Путляева, В. И. Соломатова, В, Б. Ратинова, И. А. Рыбьева, А. В. Ферронской и многих других ученых.
Путляева, В. И. Соломатова, В, Б. Ратинова, И. А. Рыбьева, А. В. Ферронской и многих других ученых.
В ближайшие 10 … 20 лет технология бетонов и производство сборного железобетона получат дальнейшее развитие. Основными направлениями при этом будут следующие: повышение эффективности и качества сборных железобетонных конструкций и изделий, снижение их металлоемкости и трудоемкости их производства; разработка и организация массового производства эффективных видов вяжущих веществ, арматурной стали, высококачественных заполнителей, комплексных химических добавок; коренное улучшение технологии пр9Изводства железобетонных и бетонных конструкций путем массового внедрения новых более современных технологических процессов, высокопроизводительного автоматизированного оборудования, роботов и манипуляторов, совершенных систем контроля и управления качеством готовых изделий на основе развития методов прогнозирования свойств бетона, широкого использования вычислительной техники; применение ресурсосберегающих и безотходных технологий; широкое использование вторичных продуктов и отходов промышленности, использование всех резервов производства с целью экономии материальных, энергетических и трудовых ресурсов.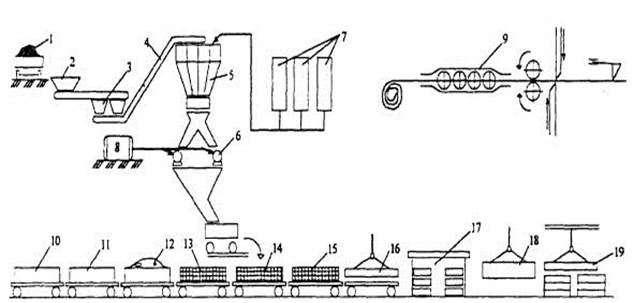
Из истории появления бетона и бетономешалок
А.Ф. Ренкель
«Журнал Суда по интеллектуальным правам», № 21, сентябрь 2018 г., с. 101-105
Первые следы применения бетона в строительстве обнаружены в Древнем Риме. Тогда использовали бетонные смеси, состоявшие из гипса, извести и глины, для постройки таких сооружений, как арки, купола и т.д. Однако после развала Римской империи бетон довольно долго не применялся в строительстве.
Вновь следы использования бетона обнаружились всего 200 лет назад на территории Европы. Бетон являл собой каменистую смесь, в состав которой входили вода, заполнитель и вяжущий компонент. Благодаря развитию производственных технологий было изобретено такое вещество, как цемент. В 1796 г. англичанин Паркер путем обжига смеси глины и извести получил романцемент – первую в истории марку цемента. Смешанный в определенных пропорциях с гравием, песком и водой цемент образовал бетон [1].
На территории России цемент стали производить в восемнадцатом столетии. В Англии – в начале девятнадцатого столетия, причем именно там был изобретен гидравлический цемент. Во Франции и Германии первые заводы по производству цемента были открыты в 1842 и 1857 годах соответственно. В Америке производство цемента началось в 1870 году.
На современном строительном рынке бетон представлен множеством разнообразных видов, различным по своим составам и техническим характеристикам. Существует бетон обычный, легкий, тяжелый, силикатный, гипсовый; пластобетон, асфальтобетон и множество других видов, соответствующих различным целям и назначениям.
Изобретатели непрерывно совершенствуют этот материал. Вот несколько разработок, описания которых в последние 5 лет появились на стеллажах Патентной библиотеки России (ВПТБ). Цементные бетоны (пат. № 2509066), придуманы в ЗАО «Геонод разведка» для строительства понтонов, нефтяных платформ, опор с контролируемым и регулируемым саморазрушением их в воде. Суперпластификатор для бетонов (пат. № 2554990) предложила Рамзия Чеснокова (г. Новочебоксарск). Техническим результатом изобретения является увеличение подвижности и набор прочности товарного бетона в широком диапазоне температур.
Суперпластификатор для бетонов (пат. № 2554990) предложила Рамзия Чеснокова (г. Новочебоксарск). Техническим результатом изобретения является увеличение подвижности и набор прочности товарного бетона в широком диапазоне температур.
При изготовлении теплозащитных конструкций зданий и сооружений пригодится теплоизоляционный ячеистый бетон (пат. № 2491257) Северо-Восточного федерального университета имени М.К. Аммосова (г. Якутск). В Самарском государственном аэрокосмическом университете имени ак. С.П. Королева разработана композиция для изготовления жаростойких бетонов (пат. № 2592922). При изготовлении декоративных изделий может найти применение композиция (пат. № 2618819), разработанная в ООО «Ажио» (Санкт-Петербург). Технический результат – повышение предела прочности при сжатии и изгибе, обеспечение негорючести. Способ бетонирования при отрицательных температурах и ферромагнитная примесь для бетона защищены патентом № 2641680.
Настоящим прорывом в строительных технологиях стало изобретение железобетона. Впервые патент на использования железобетона взял в 1854 году английский штукатур Вильям Уилкинсон. Этот высокопрочный материал, без которого невозможно себе представить современную жизнь, появился благодаря… цветочному горшку. Французы, истинные ценители красоты и изящества, украшали внешние и внутренние подоконники и балконы цветами в горшках и кадках. Увы, горшки, в которых произрастали нежные фиалки и примулы, делались из дерева, были непрактичны и недолговечны.
Как-то парижскому цветоводу Жозефу Монье пришла в голову мысль делать горшки из бетона. Однако бетонные вазоны также оказались непригодны для высаживания в них растений – растущие корни разрушали их. Тогда неутомимый садовник придумал усиленную конструкцию: стал покрывать цементом горшки из железной сетки. Так появился железобетон. 16 июля 1867 года Жозеф Монье получил патент на изготовление цветочных кадок из проволочной сетки, обмазанной с двух сторон цементным раствором.
Стальная арматура из проволоки, вживлённая в бетонную среду, делающая изделия ЖБИ прочными и изящными одновременно, стала визитной карточкой всех последующих изобретений Жозефа Монье. За двадцать последующих лет Монье запатентовал порядка 15 изделий из железобетона, в числе которых – железнодорожные шпалы, перекрытия, балки, мостовые конструкции, газовые и водопроводные трубы и даже переносные и стационарные жилые дома. В 1868 году Монье соорудил в Майсонс-Алфорте небольшой железобетонный бассейн, это был первый ЖБИ-бассейн в истории. Первый мост из железобетона, проезжая часть которого составляла около 4 метров, был возведен в 1875 году.
Монье подал в патентные ведомства Германии и России заявки на выдачу патентов на свои изобретения и получил патенты. В 1879 году немецкий инженер и фирмач Вайс заключил лицензионное соглашение с правообладателем. Вайс перенес арматуру из середины сечения в нижнюю зону балки или плиты, испытывавших в этой части наибольшую нагрузку на растяжение. Монье приехал в Берлин, где увидел новацию, запротестовал и сердито спросил у лицензиата Вайса: «Скажите, кто изобретатель этой конструкции – вы или я?» Вайс спокойно ответил: «Вы первый соединили железо с бетоном, и поэтому я называю эту конструкцию системой Монье, но я первый правильно расположил железо и бетон, хотя, к сожалению, я не мог получить на это патент».
Монье приехал в Берлин, где увидел новацию, запротестовал и сердито спросил у лицензиата Вайса: «Скажите, кто изобретатель этой конструкции – вы или я?» Вайс спокойно ответил: «Вы первый соединили железо с бетоном, и поэтому я называю эту конструкцию системой Монье, но я первый правильно расположил железо и бетон, хотя, к сожалению, я не мог получить на это патент».
Кстати, первым скрестил цементный раствор и арматурную сетку еще в 1848 году адвокат по профессии Ж.-Л. Ламбо, запатентовавший железобетонную лодку. Она стало экспонатом Всемирной выставки в Париже, получила приз «ЭКСПО-1855». Увы, специалисты (как это часто бывало в истории изобретений) интереса к диковинке не проявили и о лодке вскоре забыли. Ламбо не стал патентовать железобетон…
Естественное право собственности разработчика на свое изобретение провозгласил патентный закон Франции, принятый Конвентом в январе 1791 года. В своей преамбуле закон запрещал всем и всякому пользоваться изобретением без дозволения субъекта права. Закон утвердил монополию патентовладельца во имя развития промышленности. С этого времени патент на изобретение, родившийся одновременно с капитализмом, способствует его прогрессу.
Закон утвердил монополию патентовладельца во имя развития промышленности. С этого времени патент на изобретение, родившийся одновременно с капитализмом, способствует его прогрессу.
Справедливость с железобетоном была восстановлена лишь спустя сто лет: в 1950 году во Франции было отмечено столетие рождения железобетона, и тем самым был утвержден приоритет Ламбо.
Идея Монье увлекла другого француза – талантливого инженера Эжена Фрейсине. Обладая глубокими техническими знаниями и досконально изучив свойства нового материала, Фрейсине создал множество уникальных разработок и внес огромный вклад в совершенствование и развитие эксплуатационных характеристик железобетона и расширил границы его применения. Так, например, ему удалось увеличить прочность железобетона с помощью вибропрессования.
Но самой значимой технической работой Фрейсине является изобретение технологии изготовления бетона из струнно-напряженных элементов. Максимально натянутые стальные каркасные струны — опоры в готовом бетонном элементе, возвращаются к исходной длине, придавая бетону дополнительное напряжение. Таким образом, при нагрузке на бетонную конструкцию процессы сжатия и растяжения распределяются равномерно, что значительно повышает несущие свойства железобетона.
Таким образом, при нагрузке на бетонную конструкцию процессы сжатия и растяжения распределяются равномерно, что значительно повышает несущие свойства железобетона.
Далее начался настоящий «бетонный бум». В начале ХХ века в Германии был изобретен «товарный цемент» — готовая смесь, которая доставлялась к месту строительства. В США и Англии появились первые бетономешалки.
Процесс строительства длился очень долго, поскольку готовый бетон окаменевал. Конная бетономешалка, использовавшаяся в то время, имела ограниченное применение. Деревянные лопасти перемешивали смесь, во время вращения колес телеги, но она была нескладной и медленной [2].
Стефан Степанян в 1935 году изобрел передвижную бетономешалку на шасси грузового автомобиля (пат. США № 1935922). Это техническое решение придало огромное ускорение всему мировому строительному бизнесу. Изобретение Степаняна стало работать за счет принципа естественного обрушения смеси в барабане. В таком барабане неподвижно закреплены лопатки, которые не позволяют компонентам скользить по стенкам при вращении, этим самым и обеспечивается перемешивание. В 1954 году на ежегодном собрании изобретатель Степанян был удостоен награды Национальной Цементной Ассоциации (National Ready Mixed Concrete Association), которая назвала его своим пожизненным почетным членом. В 2004 году Степаняна выбрали в качестве одного из 100 лучших профессионалов частного транспортного сектора Американской дорожной и транспортной ассоциации строителей.
Интересно, что Стефан Степанян (1882–1964) ещё в 1916 году направил заявку на автобетономешалку в Патентное бюро США (Ведомство по патентам и товарным знакам США). Но в выдаче патента было отказано из-за убежденности эксперта ведомства в том, что грузовик не выдержит вес бетономешалки (!?). Однако в 1928 году Степанян повторно подал заявку, и в 1933 году патент получил. Это было действительно революционное изобретение. Впоследствии за свои заслуги Степанян получил прозвище «Отец бетонной промышленности».
По невыясненным причинам патент был выдан с задержкой на 17 лет. Решение эксперта также остается неубедительным: ведь миссией патентного ведомства является продвижение «индустриального и технологического прогресса в Соединённых Штатах и усиление национальной экономики». Рассмотрим ситуацию в рамках патентной науки. В соответствии со ст. 6 Конвенции Евразийское патентное ведомство выдает евразийский патент на изобретение, которое является новым, имеет изобретательский уровень и промышленно применимо. Этот порядок отражен в патентных законах всех стран мира. Изобретение является промышленно применимым, если оно может быть использовано в промышленности, сельском хозяйстве, здравоохранении и других отраслях экономики или в социальной сфере (п. 4 ст. 1350 ГК РФ).
Рассмотрим ситуацию в рамках патентной науки. В соответствии со ст. 6 Конвенции Евразийское патентное ведомство выдает евразийский патент на изобретение, которое является новым, имеет изобретательский уровень и промышленно применимо. Этот порядок отражен в патентных законах всех стран мира. Изобретение является промышленно применимым, если оно может быть использовано в промышленности, сельском хозяйстве, здравоохранении и других отраслях экономики или в социальной сфере (п. 4 ст. 1350 ГК РФ).
Для признания изобретения промышленно применимым необходимо, чтобы были выполнены следующие условия: указано назначение изобретения в описании, содержавшемся в заявке на дату подачи; приведены в документах и чертежах средства и методы, с помощью которых возможно осуществление изобретения. Осуществимость изобретения дополнительно усиливается требованием к описанию изобретения (п. 2 ст. 1375 ГК РФ гласит: описание должно раскрывать изобретение с полнотой, достаточной для его осуществления).
Эксперт проверяет техническую сторону предложения и на основании описания определяет, основываясь на своем опыте специалиста в данной области техники и используя общие естественно-научные знания, возможно ли в принципе реализовать указанное назначение заявленного изобретения. Если установлено, что на дату приоритета изобретения соблюдены все указанные требования, изобретение признается соответствующим условию применимости.
При несоблюдении указанных требований делается вывод о несоответствии изобретения условию промышленной применимости. В отношении изобретения, для которого установлено несоответствие этому условию, проверка новизны и изобретательского уровня не проводится.
Итак, в случае с автобетономешалкой эксперт был прав: засомневался в работоспособности устройства и отказал в выдаче патента. Для любого изобретателя это типичный пример.
В судебной практике известны случаи рассмотрения тяжб изобретателей к Роспатенту при отказе в выдаче патент. Понятно, если заявленное техническое решение не соответствует условию патентоспособности «промышленная применимость», следует отказ в удовлетворении иска. Таковы Решение Суда по интеллектуальным правам от 7 декабря 2015 года по делу № СИП-64/2015 и Определение Верховного Суда РФ от 12 октября 2016 № 300-ЭС16-13829 по тому же делу. Суды установили, что заявителем 30 апреля 2010 году была подана заявка № 2010117027 на выдачу патента на изобретение «Унифицированная оптическая схема разъемного соединителя волоконных световодов для разработки оптических преобразователей», не отвечающее условию патентоспособности «промышленная применимость».
Таковы Решение Суда по интеллектуальным правам от 7 декабря 2015 года по делу № СИП-64/2015 и Определение Верховного Суда РФ от 12 октября 2016 № 300-ЭС16-13829 по тому же делу. Суды установили, что заявителем 30 апреля 2010 году была подана заявка № 2010117027 на выдачу патента на изобретение «Унифицированная оптическая схема разъемного соединителя волоконных световодов для разработки оптических преобразователей», не отвечающее условию патентоспособности «промышленная применимость».
Но вернемся к автобетоносмесителю. Многие строительные механизмы просты для понимания. Краны двигают грузы вверх и вниз. Самосвалы загружают, перевозят и разгружают. Бульдозеры сгребают. Из всего этого есть одно исключение – это простой автобетоносмеситель. Если бетон в той или иной форме был известен со времен строительства римлянами Аппиевой дороги (между Римом и Капуей), то передвижной бетоносмеситель – дитя ХХ века.
Барабанный автобетоносмеситель, который мы видим на дорогах сегодня, практически не изменился по сравнению с конструкцией Степаняна: как правило, автономный двигатель вращает барабан на кузове грузовика, в котором установлен винт (лопасти), за счет чего наполнитель, вода и цемент находятся в движении. Постоянная подвижность сохраняет готовую бетонную смесь от твердения, расслоения, а герметичная конструкция барабана предохраняет смесь еще и от попадания внешних загрязнений и влаги.
Постоянная подвижность сохраняет готовую бетонную смесь от твердения, расслоения, а герметичная конструкция барабана предохраняет смесь еще и от попадания внешних загрязнений и влаги.
По мере того как менялась технология, менялась и конструкция смесителя. Традиционный автобетоносмеситель имеет вращающийся барабан, в который загружают уже затворенную водой смесь и транспортируют до объекта. При таком подходе смесь необходимо разгрузить на объекте не позднее чем через два часа (в идеале 45 минут).
В США, например, существует и другая категория автобетоносмесителей – с отдельными резервуарами для воды. Большее время в пути цемент, наполнители и другие ингредиенты (добавки) перемешиваются в сухом виде. И только в нескольких километрах от пункта назначения водитель добавляет воду в барабан из резервуара. Это промежуточный вариант между размещением завода на строительной площадке и доставкой уже готовой бетонной смеси.
Конструкция барабана автобетоносмесителя и в наше время совершенствуется. Немецкие изобретатели фирмы ЛИБХЕРР-МИШТЕХНИК ГМБХ особое внимание уделяю конструированию электропривода и гидропривода барабана автобетоносмесителя (пат. RU № 2545237 и № 2467872). В АООТ «НИКТИстройкоммаш» (Санкт-Петербург) разработан смесительный барабан в виде грушевидной емкости, который снабжен спиральными сегментами, образующими винтовую линию (пат. RU № 2215651). Изобретение позволяет повысить эффективность смесителя при работе с жесткими бетонными смесями.
Немецкие изобретатели фирмы ЛИБХЕРР-МИШТЕХНИК ГМБХ особое внимание уделяю конструированию электропривода и гидропривода барабана автобетоносмесителя (пат. RU № 2545237 и № 2467872). В АООТ «НИКТИстройкоммаш» (Санкт-Петербург) разработан смесительный барабан в виде грушевидной емкости, который снабжен спиральными сегментами, образующими винтовую линию (пат. RU № 2215651). Изобретение позволяет повысить эффективность смесителя при работе с жесткими бетонными смесями.
С целью повышения эффективности работы смесителя изобретатель А. Лещинский из Хабаровского государственного технического университета предложил (пат. RU № 2101177) при перемешивании бетонной смеси осуществлять принудительное встречное вращение барабана и лопастного вала с жестко закрепленными на нем спиральными лопастями.
Литература
1. Баженов Ю.М., Комар А.Г. Технология бетонных и железобетонных изделий: Учебник для вузов. — М.: Стройиздат, 1984.
— М.: Стройиздат, 1984.
2. Добронравов С. С., Сергеев С. П. Строительные машины. Учебное пособие для вузов. М.: Высш. школа, 1981.
Программа учебной дисциплины Технология производства строительных материалов и изделий
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
КУЛЕБАКСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОЛЛЕДЖ
Рассмотрено и одобрено на заседании цикловой комиссии общепрофессиональных дисциплин по профессии 08.01.25 протокол №_____от ___________ председатель цикловой комиссии_______ | УТВЕРЖДАЮ Зам. директора УР _____ Г.В. Рыжевская |
ПРОГРАММА УЧЕБНОЙ ДИСЦИПЛИНЫ
Технология производства строительных материалов и изделий
08. 01.25 Мастер отделочных, строительных и декоративных работ
01.25 Мастер отделочных, строительных и декоративных работ
2019 г.
Программа учебной дисциплины разработана на основе Федерального государственного образовательного стандарта по профессии 08.01.25 Мастер отделочных, строительных и декоративных работ.
Организация-разработчик:
ГБПОУ «Кулебакский металлургический колледж»
Разработчики:
Мастер п/о Богатова М.Н.
СОДЕРЖАНИЕ| | |
| ПАСПОРТ ПРОГРАММЫ УЧЕБНОЙ ДИСЦИПЛИНЫ | 4 |
| СТРУКТУРА и содержание УЧЕБНОЙ ДИСЦИПЛИНЫ | 5 |
| условия реализации программы учебной дисциплины | 9 |
| Контроль и оценка результатов Освоения учебной дисциплины | 9 |
1. ПАСПОРТ ПРОГРАММЫ УЧЕБНОЙ ДИСЦИПЛИНЫ
ПАСПОРТ ПРОГРАММЫ УЧЕБНОЙ ДИСЦИПЛИНЫ
Технология производства строительных материалов и изделий
1.1. Программа учебной дисциплины Технология производства строительных материалов и изделий является вариативной частью основной профессиональной программы в соответствии с ФГОС по профессии 08.01.08 Мастер отделочных строительных работ. Программа учебной дисциплины может быть использована в дополнительном профессиональном образовании (повышение квалификации, переподготовка) и профессиональной подготовке по строительным профессиям.
1.2. Место дисциплины в структуре основной профессиональной образовательной программы: Технология производства строительных мате- риалов и изделий относится к общепрофессиональному циклу вариативной части основной профессиональной образовательной программы.
1.3. Цели и задачи дисциплины – требования к результатам освоения
дисциплины:
Целями освоения дисциплины является формирование у студентов знаний в области создания и регулирования основных технологических процессов в производстве строительных материалов и изделий.
Задачами освоения дисциплины является формирование у студентов системного инженерного мышления и мировоззрения в области изготовления основных видов строительных материалов и изучение особенностей основных технологий их получения, с учетом энергосбережения и ресурсосбережения, автоматизации производства, а также снижения экологической опасности таких объектов.
Знать:
1. Основные виды строительных материалов и изделий и их эксплуатационные характеристики.
2. Основные виды технологических линий по выпуску строительных материалов и изделий, их достоинства и недостатки.
3. Технологические процессы, обеспечивающие минимальные энергозатраты и высокую экологичность строительных материалов;
4.Существующие мероприятия по контролю качества в производстве строительных материалов и изделий.
Уметь:
1. Анализировать технологические процессы, протекающие в производстве строительных материалов, учитывая их экологические особенности.
Анализировать технологические процессы, протекающие в производстве строительных материалов, учитывая их экологические особенности.
Владеть
1. Инженерной терминологией в области производства строительных материалов и изделий.
2.Методами определения основных свойств строительных материалов и изделий.
3. Навыками работы с учебной, справочной и нормативной литературой.
1.4. Рекомендуемое количество часов на освоение программы
дисциплины
Максимальной учебной нагрузки обучающегося 60 часов, в том числе:
Обязательной аудиторной учебной нагрузки обучающегося 40часа;
Самостоятельной работы обучающегося 20 часов.
2. СТРУКТУРА И ПРИМЕРНОЕ СОДЕРЖАНИЕ УЧЕБНОЙ ДИСЦИПЛИНЫ
2.1. Объем учебной дисциплины и виды учебной работы
Вид учебной работы | Объем часов |
Максимальная учебная нагрузка (всего) | 60 |
Обязательная аудиторная учебная нагрузка (всего) | 40 |
в том числе: | |
лабораторные занятия | — |
практические занятия | 20 |
контрольные работы | 2 |
Самостоятельная работа обучающегося (всего) | 20 |
Итоговая аттестация в форме дифференцированного зачета | |
2. 2. Примерный тематический план и содержание учебной дисциплины УД.01 Технология производства строительных материалов и изделий
2. Примерный тематический план и содержание учебной дисциплины УД.01 Технология производства строительных материалов и изделий
Наименование разделов и тем | Содержание учебного материала, лабораторные и практические работы, самостоятельная работа обучающихся, курсовая работ (проект) | Объем часов | Уровень освоения | |||||||||||
1 | 2 | 3 | 4 | |||||||||||
Введение | Содержание учебного материала | |||||||||||||
1 | Предмет и задачи дисциплины. | 4 | 1 | |||||||||||
Лабораторные работы | — | |||||||||||||
Практические занятия Знакомство с основными типами заводов по производству строительных материалов | 2 | |||||||||||||
Самостоятельная работа обучающихся Существующие заводы по производству строительных материалов в Нижегородской области. Подготовка к лекциям, лабораторным и практическим занятиям | 2 | |||||||||||||
Тема 1. Нерудные строительные материалы. | Содержание учебного материала | |||||||||||||
1 | Сырье, основные технологические стадии: вскрышные работы: добыча, переработка. Экологические аспекты технологии. | 2 | 2 | |||||||||||
Лабораторные работы | — | |||||||||||||
Практические занятия Расчет складского хозяйства. | 2 | |||||||||||||
Самостоятельная работа обучающихся Основные типы складов на предприятиях строительной индустрии. Подготовка к лекциям, лабораторным и практическим занятиям. | 4 | |||||||||||||
Контрольные работы | — | |||||||||||||
Тема 2. Керамические материалы и изделия . | Содержание учебного материала | |||||||||||||
1 | Сырье, основы технологии получения и экологические аспекты производства керамических изделий. | 2 2 | 2 | |||||||||||
2 | Характеристики основных технологических переделов : добыча сырья, приготовление формовочной массы, формование, сушка, обжиг, глазурование, контроль качества (разбор конкретных ситуаций). | |||||||||||||
Лабораторные работы | — | |||||||||||||
Практические занятия Расчет состава керамической смеси | 2 | |||||||||||||
Самостоятельная работа обучающихся Подготовка к коллоквиуму «Керамические материалы изделия» Особенности производства санитарно -строительной керамики Подготовка к лекциям, лабораторным и практическим занятиям | 4 | |||||||||||||
Тема 3. Неорганические вяжущие вещества : воздушные и гидравлически. | Содержание учебного материала | |||||||||||||
1 | Сырье, основные технологические переделы, контроль качества, складирование. Решение экологических вопросов данных производств. | 2 | 2 | |||||||||||
2 | Технология получения изделий на основе гипса, воздушной извести, цемента : плиты и панели, листы на основе гипса, силикатный кирпич, асбестоцементные изделия, бетоны. | 2 | ||||||||||||
Практические занятия Расчет состава двухкомпонентной шихты ПЦ. Построение основных технологических схем и расчет основного технологического оборудования цементного производства. | 4 | |||||||||||||
Контрольные работы | 2 | |||||||||||||
Самостоятельная работа обучающихся Существующие мероприятия по борьбе с пылью на за- водах цементной промышленности. Достоинства и недостатки производства ПЦ комбинированным способом. Подготовка к лекциям, лабораторным и практическим занятиям | 4 | |||||||||||||
Тема 4. Бетоны и железобетонные конструкции. | Содержание учебного материала | |||||||||||||
1 | Основные виды бетонов и железобетонных конструкций и сырье, применяемое для их производства | 2 | ||||||||||||
2 | Основные способы производства ЖБИ и экологические аспекты производства. | |||||||||||||
Практические занятия Расчет состава мелкозернистого бетона. Построение основных технологических схем и расчет основного технологического оборудования заводов ЖБИ (разбор конкретных ситуаций) | 4 | |||||||||||||
Самостоятельная работа: Особенности изготовления товарного бетона. Производство строительных растворов. | 2 | |||||||||||||
Тема 5. Органические вяжущие вещества. | Содержание учебного материала | |||||||||||||
1 | Сырье, основы технологии получения и экологические аспекты производства органических вяжущих. | 2 | ||||||||||||
2 | Основы получения битумных и дегтевых вяжущих веществ и материалов на их основе (эмульсии, пасты, бетоны, растворы). Основные способы получения пластмасс: каландрирование, экструзия, литье под давлением, промазной способ, флокирование, прессование. | |||||||||||||
Практические занятия Расчет состава силикатной смеси. Построение основных технологических схем и расчет основного технологического оборудования по производству силикатных изделий. | 4 | |||||||||||||
Самостоятельная работа: Особенности изготовления рулонных кровельных материалов | 2 | |||||||||||||
Тема 6. Лакокрасочные материалы. | Содержание учебного материала | |||||||||||||
1 | Основные виды (шпатлевка, грунтовка, краска, эмаль, лак), основное сырье и ос- новные технологические стадии получения красочных со- ставов. Производство экологичных лакокрасочных мате- риалов. | 2 | ||||||||||||
Практические занятия Построение основных технологических схем и расчет основного технологического оборудования (разбор конкретных ситуаций). | 2 | |||||||||||||
Самостоятельная работа Подготовка к зачёту | 2 | |||||||||||||
Дифференцированный зачёт | 2 | |||||||||||||
Всего: | 60 | |||||||||||||
 Перспективы развития промышленности строительных материалов. Понятие технологии производства строительных материалов и изделий. Классификация процессов производства
Перспективы развития промышленности строительных материалов. Понятие технологии производства строительных материалов и изделий. Классификация процессов производства



 Основные свойства и применение (разбор конкретных ситуаций).
Основные свойства и применение (разбор конкретных ситуаций).
.png)


3. Условия реализации программы дисциплины
3.1. Требования к минимальному материально-техническому обеспечению
Реализация программы дисциплины требует наличия учебной аудитории.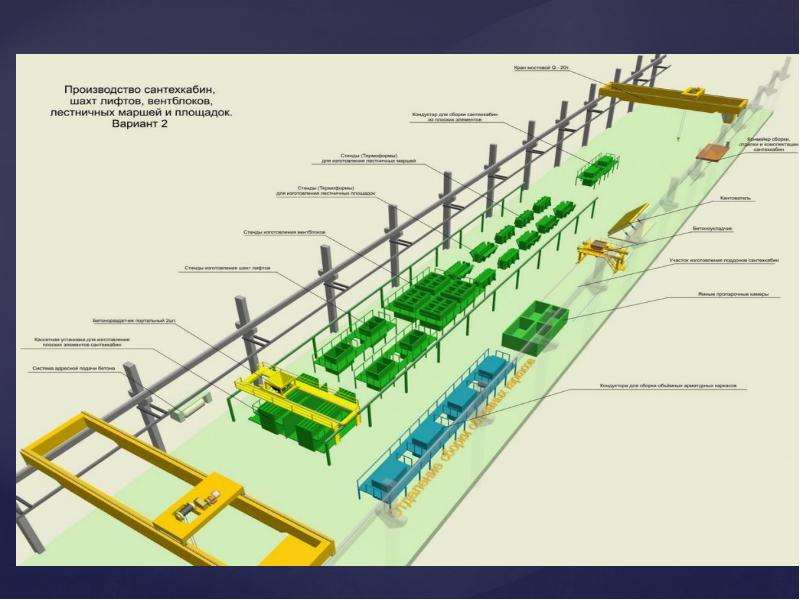
Оборудование учебной аудитории:
Рабочие места по количеству обучающихся
Рабочее место преподавателя.
Технические средства обучения: мультимедийный проектор, принтер, сканер,
Маркерная доска, сеть интернет.
3.2. Информационное обеспечение обучения
Перечень рекомендуемых учебных изданий, интернет-ресурсов, дополнительной литературы
основная литература:
1. Попов, Л.Н. Строительные материалы, изделия и конструкции: учебное пособие. – М.: ОАО ЦПП, 2010. – 467 с. 1. Баженов Ю.М. Проектирование предприятий по производству строительных материалов и изделий: Учебник / Ю.М. Баженов, Л.А. Алимов, В.В. Воронина, Н.В. Трескова. – М.: Изд. АСВ, 2005. – 472 с.
2. Баженов, Ю.М. Технология бетона: Учебник. 4-е изд. – М.: Изд. АСВ, 2007. – 526 с.
3. Основин В.Н. Справочник по строительным материалам и изделиям / В.Н. Основин, Л.В. Шуляков, Д. С. Дубяго. – 4-е изд. – Ростов н/Д: Феникс, 2007. – 443 с.
С. Дубяго. – 4-е изд. – Ростов н/Д: Феникс, 2007. – 443 с.
4. Попов К.Н. Оценка качества строительных материалов: учебное пособие / К.Н. Попов, М.Б. Каддо, О.В. Кульков. – 2-е изд., перераб. и доп. – М.: Высш. шк., 2004. – 287 с. б) дополнительная литература:
1. Комар А.Г. Технология производства строительных материалов: Учебник для ву- зов / А.Г. Комар, Ю.М. Баженов, Л.М. Сулименко. – М.: Высш. шк., 1990. – 445 с.
2. Кудяков А.И. Основы технологического проектирования заводов сборного желе- зобетона: Учебник. ч. 1. – Томск: Издательство Томского университета, 1983. – 262 с. 10
3. Кудяков А.И. Основы технологического проектирования заводов сборного желе- зобетона: Учебник. ч. 2. / Под ред. М.В. Балахнина. – Томск: Издательство ТГУ, 1986. – 304 с.
4. Сулименко Л.М. Технология минеральных вяжущих материалов и изделий на их основе: Учебник для строит. и химико-технол.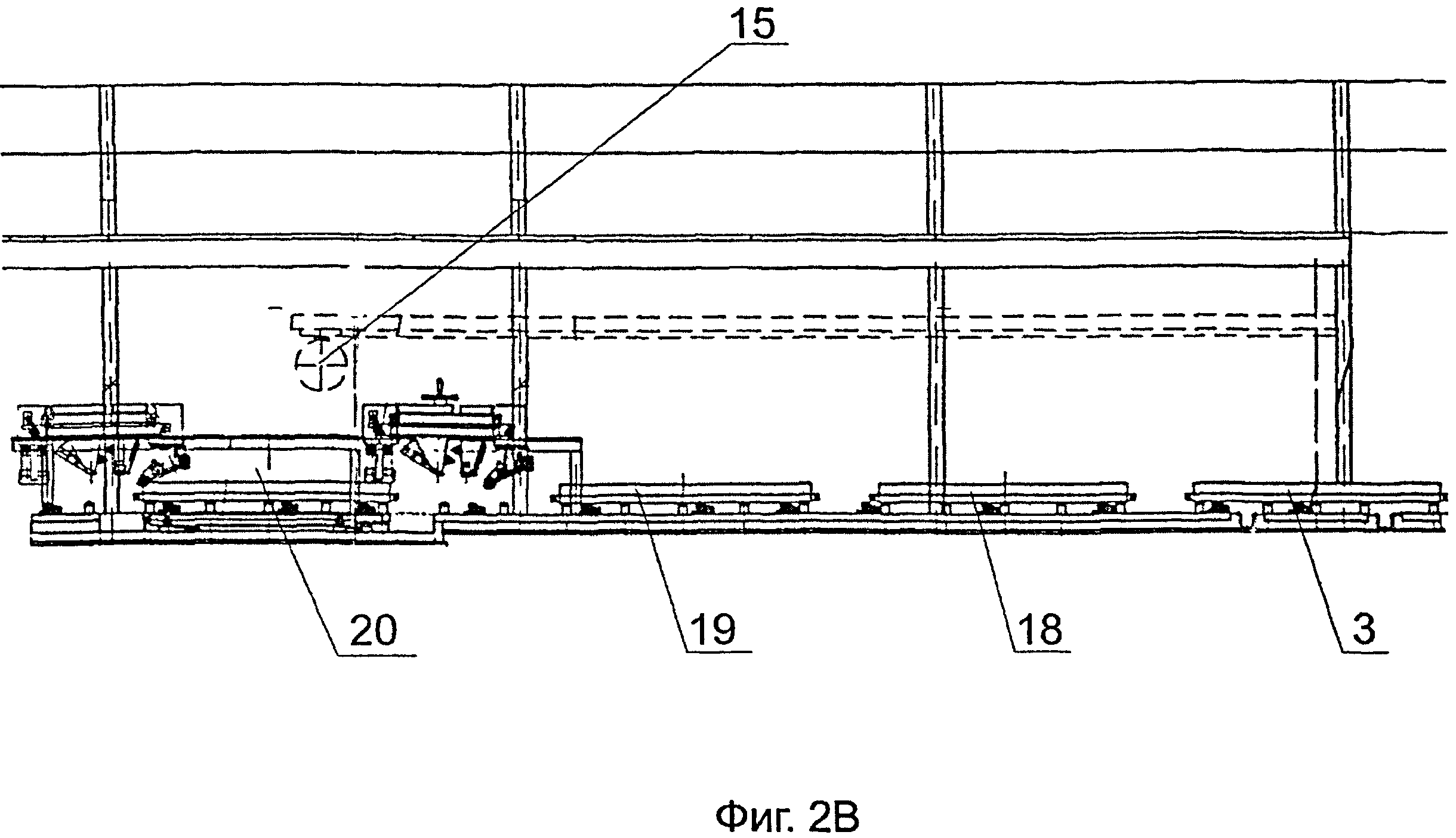 спец. вузов. – М. Высш. шк., 2000. – 302 с. 5. Почапский, Н.Ф. Технология строительных изделий из полимеров: Учебник для ву- зов. – 2-е изд., перераб. и доп. – Киев-Донецк: Вища школа. Головное изд-во, 1979. – 216 с.
спец. вузов. – М. Высш. шк., 2000. – 302 с. 5. Почапский, Н.Ф. Технология строительных изделий из полимеров: Учебник для ву- зов. – 2-е изд., перераб. и доп. – Киев-Донецк: Вища школа. Головное изд-во, 1979. – 216 с.
6. Лившиц, М.Л. Лакокрасочные материалы: Справочное пособие / М.Л. Лившиц, Б.И. Пшиялковский. – М.: Химия, 1982. – 360 с.
нормативные документы:
1. ГОСТ Р 530-2007 Кирпич и камень керамические. Технические условия.
2. ГОСТ 26633-91 Бетоны тяжелые и мелкозернистые. Технические условия.
3. ГОСТ 379-95 Кирпич и камни силикатные. Технические условия.
4. ГОСТ 31108-2003 Цементы общестроительные. Технические условия.
5. ГОСТ 30515-97 Цементы. Общие технические условия.
6. ГОСТ Р 51691-2008 Материалы лакокрасочные. Эмали. Общие технические усло- вия. 7. ГОСТ Р 52165-2003 Материалы лакокрасочные. Лаки. Общие технические усло- вия.
Лаки. Общие технические усло- вия.
8. ГОСТ Р 52020-2003 Материалы лакокрасочные водно-дисперсионные. Общие технические условия.
программное обеспечение и Интернет-ресурсы
1. Microsoft office.
2. http://www.beton.ru 11
3. http://www.allbeton.ru
4. http://my-brick.ru
5. http://www.keramstrom.ru
7. http://stroibi.ru
4. Контроль и оценка результатов освоения Дисциплины
Контроль и оценка результатов освоения дисциплины осуществляется преподавателем в процессе проведения практических занятий и тестирования, а также выполнения обучающимися индивидуальных заданий.Результаты обучения (освоенные умения, усвоенные знания) | Формы и методы контроля и оценки результатов обучения |
уметь: Применять теоретические знания при выборе темы и разработке проекта Разрабатывать структуру конкретного проекта Использовать справочную нормативную, правовую документацию Проводить исследования Самостоятельно разрабатывать структуру проекта, делать аналитическую обработку текста Оформлять библиографию, цитаты, ссылки, чертежи, схемы формулы знать: Типы и виды проектов Требования к структуре проекта Виды проектов по содержанию | Текущий контроль: оценка за практическую работу. Промежуточный контроль: контрольная работа. Итоговый контроль: дифференцированный зачет |
КОНТРОЛЬНЫЕ ВОПРОСЫ
ТЕКУЩЕГО КОНТРОЛЯ ЗНАНИЙ (И КОНТРОЛЯ ОСТАТОЧНЫХ ЗНАНИЙ) ПО ДИСЦИПЛИНЕ (ДЛЯ ТЕКУЩЕЙ АТТЕСТАЦИИ И КОНТРОЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ)
1. Технологический процесс и технологическая схема в производстве строительных ма- териалов.
2. Классификация технологических процессов в зависимости от структуры производства. 3. Организационно-технологическая структура производства строительных материалов.
4. Организационно-техническая структура производства строительных материалов.
5. Простые и сложные технологические процессы производства.
6. Стадии технологического процесса производства.
7. Технологические процессы при производстве строительных материалов.
Технологические процессы при производстве строительных материалов.
8. Нерудные строительные материалы (основные виды).
9. Свойства нерудных строительных материалов.
10. Сырье для производства нерудных строительных материалов.
11. Добыча нерудных строительных материалов: основные способы.
12. Вскрышные работы: основные этапы.
13. Основные способы проведения вскрышных работ.
14. Добыча декоративного камня.
15. Переработка и обогащение нерудного сырья: основные этапы.
16. Дробление, основные виды оборудования.
17. Классификация, основные виды оборудования.
18. Промывка, основные виды оборудования.
19. Обезвоживание, основные способы.
20. Обогащение, основные виды оборудования.
21. Складирование нерудных строительных материалов: основные виды складов.
22. Технологические схемы заводов нерудных строительных материалов.
23. Методы определения основных свойств крупного заполнителя.
24. Методы определения основных свойств мелкого заполнителя.
25. Общие понятия о керамике: номенклатура изделий, классификация по строению ке- рамического черепка.
26. Основные сырьевые материалы для производства керамических изделий.
27. Основные виды глины, применяемые в производстве керамических изделий.
28. Гранулометрический состав глин.
29. Технологические свойства глин: пластичность, связующая способность, усадка, огне- упорность, спекаемость и интервал спекания.
30. Основные технологические операции в производстве керамики.
31. Способы подготовки формовочной керамической массы.
Способы подготовки формовочной керамической массы.
32. Способы формования керамических изделий.
33. Основные виды сушки керамических изделий.
34. Обжиг керамических материалов (основные стадии).
35. Глазурование, ангобирование и декорирование керамических изделий.
36. Какие вещества называют неорганическими вяжущими веществами.
37. Какие вещества называют воздушными вяжущими веществами.
38. Сырьевые материалы для производства гипсовых вяжущих.
39. Технологическая схема производства гипса в варочных котлах.
40. Условия дегидратации двуводного гипса.
41. Варочные котлы: достоинства и недостатки.
42. Особенности производства высокопрочного гипса α-полугидрата.
43. Особенности производства ангидритового цемента.
44. Особенности производства эстрихгипса.
45. Смешанные гипсовые вяжущие.
46. Виды строительной извести.
47. Различия воздушной и гидравлической извести.
48. Основные технологические этапы производства воздушной извести.
49. Шахтные и вращающиеся печи в производстве извести.
50. Гашение извести.
51. Методы определения основных свойств гипса.
52. Номенклатура автоклавных силикатных материалов.
53. Особенности производства силикатного кирпича.
54. Основные способы производства силикатного кирпича: достоинства и недостатки.
55. Автоклав и протекающие в нем процессы.
56. Свойства и применение силикатного кирпича.
57. Плотный мелкозернистый силикатный бетон.
58. Ячеистые силикатные бетоны: номенклатура и свойства.
59. Основные технологические переделы производства ячеистых изделий.
60. Особенности формования ячеистых изделий.
61. Какие вещества называют гидравлическими вяжущими веществами.
62. Портландцемент и портландцементный клинкер.
63. Для чего в портландцемент вводят двуводный гипс.
64. Классификация портландцемента по составу.
65. Основные сырьевые материалы для получения портландцемента.
66. Добавки, применяемые при производстве портландцемента.
67. Основные этапы производства портландцемента.
68. Основные способы подготовки сырьевой смеси при производстве портландцемента. 69. Мокрый способ: достоинства и недостатки.
70. Сухой способ: достоинства и недостатки.
71. Комбинированный способ: достоинства и недостатки.
72. Печи для обжига сырьевой смеси.
73. Основные стадии обжига портландцемента.
74. Химический и минералогический состав клинкера.
75. Особенности помола клинкера с добавками.
76. Хранение портландцемента.
77. Методы определения основных свойств портландцемента.
78. Номенклатура выпускаемых железобетонных изделий.
79. Структура производства железобетонных изделий.
80. Складирование сырьевых материалов при производстве ЖБИ.
81. Технологический процесс приготовления бетонной смеси.
82. Особенности бетоносмесительного оборудования.
83. Транспортировка бетонной смеси.
84. Компоновка бетоносмесительного узла: преимущества и недостатки существующих способов.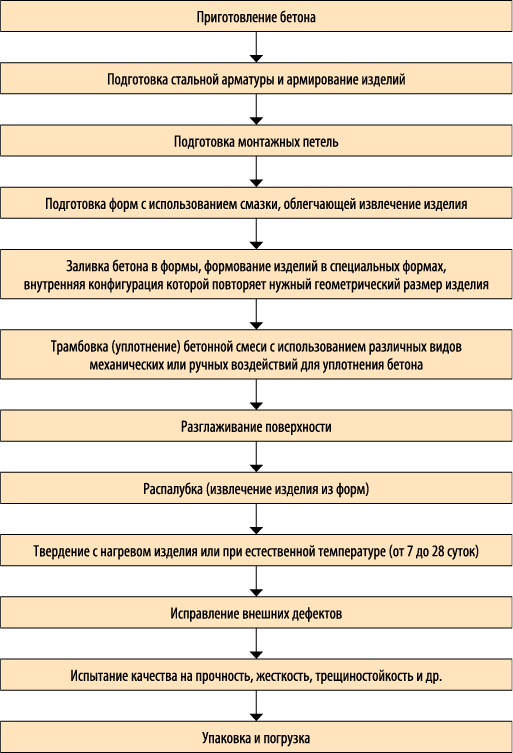
85. Компоновка БСУ по вертикальной одноступенчатой схеме.
86. Компоновка БСУ с двукратным подъемом материала.
87. Особенности укладки бетонной смеси.
88. Машины для укладки бетонной смеси.
89. Способы уплотнения бетонной смеси.
90. Оборудование для уплотнения бетонной смеси.
91. Твердения бетона: основные этапы набора прочности.
92. Методы, применяемые для ускорения набора прочности бетоном.
93. Основные этапы тепловой обработки бетона.
94. Арматура, применяемая при производстве ЖБИ.
95. Основные этапы изготовления арматурных элементов.
96. Классификация форм для производства ЖБИ.
97. Основные требования, предъявляемые к формам.
98. Чистка форм и смазка форм.
99. Укладка и предварительное натяжение арматуры.
100. Функциональная схема производства ЖБИ.
101. Агрегатно-поточный способ производства ЖБИ.
102. Конвейерный способ производства ЖБИ.
103. Стендовый способ производства ЖБИ.
104. Кассетный способ производства ЖБИ.
105. Типы производственных предприятий по выпуску ЖБИ.
106. Производственный контроль на предприятиях по выпуску ЖБИ.
107. Происхождение битумных вяжущих материалов.
108. Свойства битумов.
109. Получение дегтевых вяжущих материалов.
110. Свойства дегтей.
111. Смешанные вяжущие на основе битумов и дегтей.
112. Асфальтовые и дегтевые бетоны и растворы.
113. Классификация материалов на основе битума по производственному назначению. 114. Кровельные материалы и особенности их получения.
114. Кровельные материалы и особенности их получения.
115. Гидроизоляционные материалы: основные технологические переделы.
116. Особенности производства герметизирующих материалов.
117. Производство рулонных покровных материалов.
118. Производство рулонных беспокровных материалов.
119. Обмазочные материалы: свойства и применение.
120. Полимеры как строительный материал.
121. Номенклатура полимерных материалов и изделий.
122. Технологическая подготовка сырья в производстве полимерных изделий.
123. Особенности приготовления полимерных композиций.
124. Основные виды формования полимерных материалов и изделий.
125. Стабилизация полимерных изделий.
126. Контроль качества в производстве полимерных изделий.
127. Основные компоненты лакокрасочных материалов.
128. Основные свойства лакокрасочных покрытий.
129. Классификация лакокрасочных материалов и покрытий.
130. Технология производства лакокрасочных материалов на примере водоэмульсионной краски.
131. Применение лакокрасочной продукции.
КОНТРОЛЬНЫЕ ВОПРОСЫ ДЛЯ ПРОМЕЖУТОЧНОГО КОНТРОЛЯ ЗНАНИЙ ПО ДИСЦИПЛИНЕ
1. Понятие технологического процесса и технологической схемы в производстве строи- тельных материалов. Основные виды сушки керамических изделий.
2. Методы, применяемые для ускорения набора прочности бетона. Применение лакокра- сочной продукции.
3. Нерудные строительные материалы (основные виды). Агрегатно-поточный способ производства ЖБИ.
4. Переработка и обогащение нерудного сырья. Виды строительной извести.
5. Технологический процесс приготовления бетонной смеси. Хранение портландцемента. 6. Основные виды оборудования для дробления нерудных материалов. Сырьевые мате- риалы для производства керамических изделий.
Хранение портландцемента. 6. Основные виды оборудования для дробления нерудных материалов. Сырьевые мате- риалы для производства керамических изделий.
7. Промывка нерудных материалов, основные виды оборудования. Конвейерный способ производства.
8. Основные технологические этапы производства воздушной извести. Свойства биту- мов.
9. Технологические процессы при производстве строительных материалов. Основные ви- ды, глин применяемые в производстве керамики.
10. Основные виды оборудования для обогащения нерудного сырья. Контроль качества на производстве ЖБИ.
11. Основные виды сушки керамических изделий. Номенклатура автоклавных сили- катных материалов.
12. Сырье для производства нерудных строительных материалов. Глазурование, анго- бирование и декорирование керамических изделий.
13. Основные виды складов для нерудного сырья. Обжиг керамических материалов.
14. Номенклатура керамических изделий, классификация по строению черепка..JPG) Осо- бенности помола клинкера с добавками.
Осо- бенности помола клинкера с добавками.
15. Классификация лакокрасочных материалов и покрытий. Способы уплотнения бе- тонной смеси.
16. Воздушные вяжущие вещества. Добавки, применяемые для производства порт- ландцемента.
17. Технологическая схема производства гипса в варочных котлах. Основные этапы тепловой обработки бетона.
18. Способы подготовки формовочной керамической массы. Конвейерный способ про- изводства ЖБИ.
19. Гашение извести. Стендовый способ производства ЖБИ.
20. Особенности производства силикатного кирпича. Машины для укладки бетонной смеси.
21. Гидравлические вяжущие вещества. Кровельные материалы и особенности их из- готовления.
22. Основные этапы набора прочности бетоном. Основные свойства лакокрасочных покрытий.
23. Мокрый способ производства ПЦ: достоинства и недостатки. Чистка и смазка форм в производстве ЖБИ.
24. Сухой способ производства ПЦ: достоинства и недостатки. Арматура, применяемая при производстве ЖБИ.
25. Комбинированный способ производства ПЦ: достоинства и недостатки. Проис- хождение битумных вяжущих материалов.
26. Основные стадии обжига ПЦ. Кассетный способ производства ЖБИ.
Системы сборных железобетонных стен | WBDG
Введение
Строительный сборный железобетон используется с начала двадцатого века и получил широкое распространение в 1960-х годах. Внешняя поверхность сборного железобетона может варьироваться от отделки с открытым заполнителем, которая является очень декоративной, до отделки фасонной поверхности, похожей на монолитную. Некоторые сборные панели действуют как крышки колонн, в то время как другие простираются на несколько этажей в высоту и включают оконные проемы.
В большинстве случаев архитектор выбирает материал облицовки по внешнему виду, предоставляет детали для защиты от атмосферных воздействий и указывает критерии эффективности.Инженер-строитель проектирует конструкцию, удерживающую облицовку, назначает точки соединения и оценивает влияние движения конструкции на облицовку.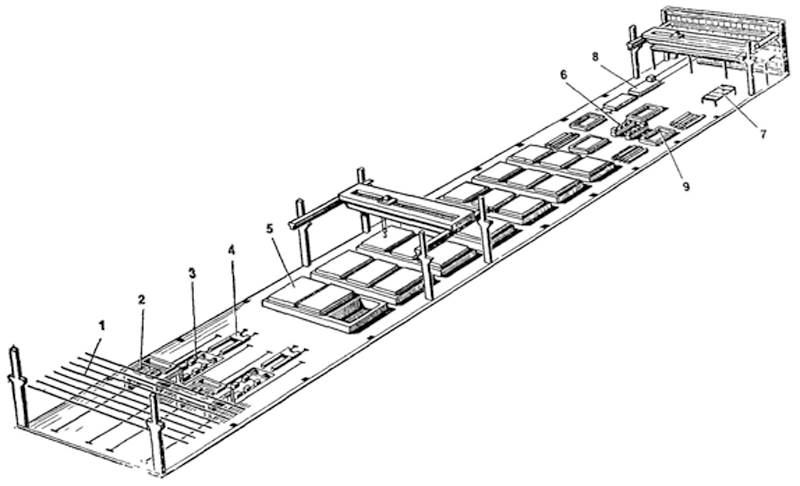 Производитель сборного железобетона проектирует облицовку с учетом указанных нагрузок, монтажных нагрузок, деталей соединения, а также обеспечивает защиту от атмосферных воздействий, производительность и долговечность самой облицовки.
Производитель сборного железобетона проектирует облицовку с учетом указанных нагрузок, монтажных нагрузок, деталей соединения, а также обеспечивает защиту от атмосферных воздействий, производительность и долговечность самой облицовки.
Сборные железобетонные стеновые системы предлагают дизайнеру широкий выбор форм, цветов, текстур и отделки. В результате оценка образцов является ключевым компонентом при использовании сборного железобетона.Большая часть процесса рассмотрения и утверждения проводится на заводе сборных железобетонных изделий до производства сборных панелей. Эта оценка является дополнением к контролю качества и полевым испытаниям, которые проводятся на этапе производства.
Как правило, каждая сборная панель независимо крепится к конструкции здания с помощью набора металлических компонентов и анкеров. Стыки вокруг каждой сборной панели обычно заполняются герметиком.
Описание
Типы сборных панелей для ограждающих конструкций
Обычно в качестве ограждающих конструкций используются четыре типа сборных панелей:
- Облицовка или навесные стены
- Несущие стеновые блоки
- Стены жесткости
- Опалубка для монолитного бетона
Сборная облицовка или навесные стены являются наиболее распространенным применением сборного железобетона для ограждающих конструкций зданий. Эти типы сборных железобетонных панелей не передают вертикальные нагрузки, а просто ограждают пространство. Они предназначены только для сопротивления ветру, сейсмическим силам, создаваемым их собственным весом, и силам, необходимым для передачи веса панели на опору. Обычные элементы облицовки включают стеновые панели, оконные стеновые блоки, перемычки, импосты и крышки колонн. Эти блоки обычно могут быть удалены по отдельности, если это необходимо.
Эти типы сборных железобетонных панелей не передают вертикальные нагрузки, а просто ограждают пространство. Они предназначены только для сопротивления ветру, сейсмическим силам, создаваемым их собственным весом, и силам, необходимым для передачи веса панели на опору. Обычные элементы облицовки включают стеновые панели, оконные стеновые блоки, перемычки, импосты и крышки колонн. Эти блоки обычно могут быть удалены по отдельности, если это необходимо.
Несущие стеновые блоки сопротивляются и передают нагрузки от других элементов и не могут быть удалены без ущерба для прочности или устойчивости здания.Типичные несущие стеновые блоки включают сплошные стеновые панели, а также оконные стены и перемычки.
Стеновые панели из сборного железобетона используются для создания системы сопротивления боковой нагрузке в сочетании с диафрагменным действием конструкции пола. Эффективность сборных железобетонных стен во многом зависит от соединений между панелями.
В некоторых случаях сборные панели используются в качестве опалубки для монолитного бетона. Сборные панели действуют как форма, обеспечивая видимую эстетику системы, в то время как монолитная часть обеспечивает структурный компонент системы.
Сборные панели действуют как форма, обеспечивая видимую эстетику системы, в то время как монолитная часть обеспечивает структурный компонент системы.
Системы поддержки и крепления
Соединения для сборных железобетонных панелей являются важным компонентом системы ограждающих конструкций. Производители сборных железобетонных изделий используют множество различных типов анкеров, но они часто характеризуются гравитационным и боковым типами соединений.
Основным назначением соединения является передача нагрузки на несущую конструкцию и обеспечение устойчивости. Критерии, используемые для проектирования сборных соединений, включая, помимо прочего:
- Прочность
- Пластичность
- Приспособления для изменения объема
- Долговечность
- Огнестойкость
- Конструктивность
Суставы и лечение суставов
Многочисленные стыки в сборной железобетонной оболочке являются важным аспектом дизайна фасада. Стыки между сборными элементами или между сборными и другими элементами здания должны поддерживаться в рабочем состоянии, чтобы предотвратить утечку через систему сборных стен.
Стыки между сборными элементами или между сборными и другими элементами здания должны поддерживаться в рабочем состоянии, чтобы предотвратить утечку через систему сборных стен.
При проектировании сустава следует учитывать структурные, тепловые и все другие факторы, влияющие на работу и подвижность сустава. Уплотнение стыка, конечно, должно быть соответствующим образом спроектировано, чтобы противостоять движению стыка.
Общие элементы опорной стены
В коммерческом строительстве наиболее распространенным элементом опорной стены для систем архитектурных сборных железобетонных стен является изолированная сборка опорной стены с металлическими стойками.
Основы
Структурные аспекты дизайна
Системы сборных железобетонных стен чаще всего изготавливаются в виде навесной стены или облицовки, в которых никакие строительные нагрузки не передаются на бетонные панели. Чаще всего система сборных железобетонных стен должна выдерживать непосредственно воздействующие на нее боковые нагрузки, например, от ветра и землетрясения; а также вертикальные нагрузки, возникающие в результате собственного веса сборной стеновой системы. Эти нагрузки должны передаваться через стеновую систему и второстепенные конструктивные элементы на конструкцию здания.Другие нагрузки, такие как монтажные, ударные, связанные со строительством и транспортировкой, также должны быть приняты во внимание при проектировании. Важно оценить конструкцию, деталировку и монтаж сборных панелей, чтобы избежать нежелательных нагрузок на панели.
Эти нагрузки должны передаваться через стеновую систему и второстепенные конструктивные элементы на конструкцию здания.Другие нагрузки, такие как монтажные, ударные, связанные со строительством и транспортировкой, также должны быть приняты во внимание при проектировании. Важно оценить конструкцию, деталировку и монтаж сборных панелей, чтобы избежать нежелательных нагрузок на панели.
Бетонные панели спроектированы в соответствии со Справочником PCI по проектированию сборного и предварительно напряженного бетона (MNL-120), Ответственность за проектирование архитектурных проектов сборного железобетона (ACI 533.1R-02) и ACI 318 Нормы строительных конструкций из бетона.Стальные элементы стеновой системы спроектированы в соответствии со спецификациями AISC для стальных конструкций. Сборные железобетонные элементы спроектированы в соответствии со спецификациями ACI и PCI.
Швы между панелями должны быть достаточно широкими, чтобы компенсировать тепловое расширение и дифференциальные перемещения между панелями. Стыки между панелями чаще всего заделывают герметиком для предотвращения проникновения воды в полость стены. Полость стены и задняя стена, обычно покрытая водоотталкивающей мембраной, обеспечивают вторичную линию защиты от проникновения воды в здание.
Стыки между панелями чаще всего заделывают герметиком для предотвращения проникновения воды в полость стены. Полость стены и задняя стена, обычно покрытая водоотталкивающей мембраной, обеспечивают вторичную линию защиты от проникновения воды в здание.
Проблемы с производительностью
Тепловые характеристики
Сборные стеновые панели получают свои теплотехнические характеристики в первую очередь из-за количества изоляции, размещенной в полости или внутри опорной стены, которая обычно представляет собой стену из металлических каркасов в коммерческом строительстве.
Защита от влаги
Наиболее распространенной системой защиты от влаги, используемой в стеновых системах из сборного железобетона, является барьерная система, включающая адекватную герметизацию швов. В некоторых случаях, когда необходима дополнительная влагозащита, применяют также нанесение герметика или бетонного покрытия.Герметики могут быть либо прозрачными, либо пигментированными, если они используются для улучшения внешнего вида сборного железобетона. Пленкообразующие покрытия обычно обладают более высокими эксплуатационными характеристиками, но оказывают существенное влияние на внешний вид сборного железобетона.
Пленкообразующие покрытия обычно обладают более высокими эксплуатационными характеристиками, но оказывают существенное влияние на внешний вид сборного железобетона.
Сборная железобетонная панель также должна быть спроектирована таким образом, чтобы обеспечить соответствующий уровень прочности для планируемого воздействия. Долговечность можно улучшить, указав минимальную прочность на сжатие, максимальное соотношение воды и цемента и соответствующий диапазон вовлеченного воздуха.
Пожарная безопасность
Стеновые системы из сборного железобетона не считаются более безопасными по сравнению с монолитным бетоном. Фактически, для высотных зданий сборные железобетонные панели могут представлять серьезную угрозу безопасности, когда возникает пожар, который повреждает соединения панелей и приводит к падению панели со здания. Для получения дополнительной информации см. Системы монолитных бетонных стен, а также информацию, содержащуюся в разделе «Ресурсы» в этом разделе.
Акустика
Стеновая система из сборного железобетона и монолитный фасад обеспечивают аналогичные характеристики в отношении передачи звука снаружи внутрь здания.Тем не менее, поврежденные и открытые стыки между панелями могут создать условия, при которых передача звука в интерьер может быть увеличена.
Материал/отделка Долговечность
Сборные железобетонные панели, используемые в стеновых системах, имеют множество различных отделок и форм. Часто отделка будет включать в себя истирание или модификацию поверхности с помощью пескоструйной обработки, обнажения заполнителя, промывки кислотой, бучардирования или других методов. Каждая из этих отделок представляет собой различную задачу в производстве прочной сборной железобетонной панели.Пескоструйная обработка бетонной поверхности может создать поверхность, менее устойчивую к проникновению влаги. В результате, если этот метод используется для отделки, следует рассмотреть возможность обработки поверхности, такой как герметик.
Сборная панель с архитектурной поверхностью создаст трудности при разработке бетонной смеси и укладке арматурной стали. Более сложные профили на поверхности панели обычно требуют большей удобоукладываемости в бетонной смеси, лучших методов консолидации и часто большего объема послепроизводственного ремонта поверхности.Сборные панели с разной глубиной профилирования поверхности также требуют большей осторожности для поддержания достаточного бетонного покрытия над встроенной арматурной сталью. Таким образом, чем сложнее внешний вид сборной железобетонной панели, тем сложнее и важнее процесс проверки и утверждения, а также программа контроля качества.
Большинство повреждений и износа, возникающих в сборных железобетонных стеновых системах, могут быть связаны с проблемами во время монтажа, анкерами, используемыми для крепления панелей к конструкции, или коррозией встроенной арматурной стали.Растрескивание панели, смещения или другие неблагоприятные условия могут возникнуть в местах, где анкеры неадекватно или неправильно закреплены. Плохая конструкция часто является результатом плохого контроля качества и несоблюдения допусков при изготовлении или монтаже панелей. Кроме того, повреждения в результате обращения во время строительства могут привести к растрескиванию панелей, некоторые из которых могут не проявляться в течение нескольких лет.
Плохая конструкция часто является результатом плохого контроля качества и несоблюдения допусков при изготовлении или монтаже панелей. Кроме того, повреждения в результате обращения во время строительства могут привести к растрескиванию панелей, некоторые из которых могут не проявляться в течение нескольких лет.
Оценка долговечности будущих сборных железобетонных изделий выполняется несколькими способами. Часто указываются требования (воздухововлечение, максимальное поглощение, минимальная прочность на сжатие и т.) для повышения прочности бетона. История бетонной смеси и отделки также может предоставить полезную информацию. ACI 318 определяет различные критерии приемлемости бетонной смеси. Кроме того, также указаны водоцементное отношение, минимальная прочность на сжатие, диапазон воздухововлечения и другие критерии. При необходимости также могут быть проведены испытания на замораживание-оттаивание в соответствии со стандартом ASTM C666.
В дополнение к сборной бетонной смеси, отвечающей требованиям и рекомендациям ACI 318, также может быть выполнена оценка и исследование исторических характеристик конкретной бетонной смеси в аналогичной внешней среде. Петрографическая оценка (ASTM C856) также широко используется для оценки заполнителя с целью определения минерального состава бетона и, в частности, заполнителя, и на основе этих наблюдений и прошлых знаний об этих характеристиках для прогнозирования будущих характеристик. Другой метод оценки заключается в том, чтобы подвергнуть образцы бетона процедуре ускоренного выветривания и оценить изменения физических и механических свойств.
Петрографическая оценка (ASTM C856) также широко используется для оценки заполнителя с целью определения минерального состава бетона и, в частности, заполнителя, и на основе этих наблюдений и прошлых знаний об этих характеристиках для прогнозирования будущих характеристик. Другой метод оценки заключается в том, чтобы подвергнуть образцы бетона процедуре ускоренного выветривания и оценить изменения физических и механических свойств.
Ремонтопригодность
При правильной конструкции системы сборных железобетонных панелей требуют некоторого обслуживания.Важнейшим элементом ухода за сборными панелями является герметик в швах и система защиты, если она используется. Если герметик или бетонное покрытие использовалось для эстетики или для сведения к минимуму проникновения влаги в панель, герметик или покрытие необходимо будет нанести повторно. Временные рамки для систем герметика и защиты поверхности сильно различаются, но обычно составляют от 7 до 20 лет.
Приложения
Стеновые системы из сборного железобетона допускают широкий выбор цветов, отделки и архитектурных форм. Сборный железобетон можно использовать в условиях, которые позволяют использовать обычный монолитный бетон. Кроме того, сборный железобетон может производиться в контролируемой среде и монтироваться в среде, которая не позволяет производить заливку бетона на месте. Бетон, используемый в сборных панелях, должен быть прочным в той среде, в которой он будет использоваться.
Сборный железобетон можно использовать в условиях, которые позволяют использовать обычный монолитный бетон. Кроме того, сборный железобетон может производиться в контролируемой среде и монтироваться в среде, которая не позволяет производить заливку бетона на месте. Бетон, используемый в сборных панелях, должен быть прочным в той среде, в которой он будет использоваться.
См. таблицы, в которых приведены рекомендации по типу настенной системы для конкретных климатических условий, которые необходимы для успеха любой конструкции шкафа.
Детали
Следующие сведения можно загрузить в формате DWG или просмотреть в Интернете в формате DWF™ (Design Web Format™) или Adobe Acrobat PDF, щелкнув соответствующий формат справа от названия чертежа.
Сборный архитектурный оконный косяк и подоконник DWG | DWF | PDF
Круглое проходное отверстие для архитектурного сборного железобетона DWG | DWF | PDF
Квадратное проходное сечение архитектурного сборного железобетона DWG | DWF | PDF
Сборный архитектурный интерфейс между вертикальным и горизонтальным двухступенчатым соединением DWG | DWF | PDF
Сборный архитектурный оконный проем и косяк DWG | DWF | PDF
Возникающие проблемы
Необходимость придания ограждающим конструкциям взрывостойкости Пересмотр конструкций сборных железобетонных узлов и соединений.
Дополнительные ресурсы
ВБДГ
Цели проектирования
Функциональность / Эксплуатация — обеспечение надлежащей интеграции продукта/системы
Продукты и системы
См. соответствующие разделы в применимых спецификациях руководства: Спецификации унифицированного руководства по объектам (UFGS), Спецификации руководства VA (UFGS), ПРОЕКТ Федерального руководства по спецификациям зеленого строительства, MasterSpec®
Американский институт бетона (ACI)
ASTM Международный
Институт сборного/предварительно напряженного бетона (PCI)
Публикации
- Руководство по передовой практике CMHC — Архитектурные сборные железобетонные стены
Организации
Сборный железобетон — Что такое сборный железобетон?
Сборный железобетон — это просто бетон, который заливается не там, где он будет использоваться.Большинство сборных железобетонных изделий отливается на заводе методом мокрого литья, но другие отливаются на месте, например, откидные панели.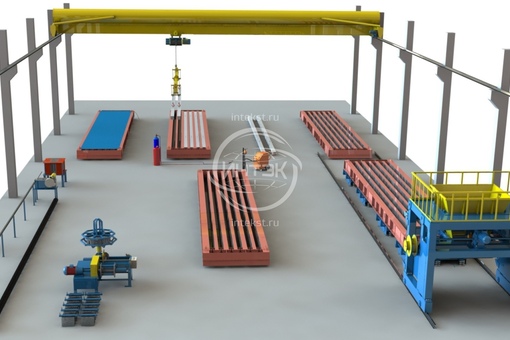 Есть много причин — в основном преимущества — почему нужно было бы собирать сборные железобетонные изделия, и мы их рассмотрим, но самый большой недостаток сборных железобетонных изделий заключается в том, что полученный бетонный элемент необходимо перемещать. Бетон тяжелый — обычно около 150 фунтов на кубический фут, поэтому бетонные элементы не должны быть очень большими, чтобы их перемещение стало нереальным.
Есть много причин — в основном преимущества — почему нужно было бы собирать сборные железобетонные изделия, и мы их рассмотрим, но самый большой недостаток сборных железобетонных изделий заключается в том, что полученный бетонный элемент необходимо перемещать. Бетон тяжелый — обычно около 150 фунтов на кубический фут, поэтому бетонные элементы не должны быть очень большими, чтобы их перемещение стало нереальным.
Каслстоун, Инк.
Каслстоун, Инк.
Некоторые подрядчики по декоративным работам, например, занимающиеся сборкой бетонных столешниц, расширяют границы того, что слишком велико или тяжело для перемещения, разрабатывая специальные установки для перевозки массивных бетонных изделий. В других случаях проще залить бетон на месте, поскольку преимущества сборного железобетона перевешиваются удобством, например, с бетонными плитами и полами.
Найдите местного подрядчика по бетону, который может изготовить сборный железобетон по индивидуальному заказу для вашего дома или бизнеса.
Магазин смесей и форм из стеклопластика и формовочных каучуков.
ПРЕИМУЩЕСТВА СБОРНОГО БЕТОНА
Пока был бетон, он был сборным, восходящим к римлянам (см. точку зрения Энн Балог в этом разделе о бетонных архитектурных акцентах). И на это есть много веских причин. На веб-сайте Национальной ассоциации производителей сборного железобетона размещена информация о ценности сборного железобетона. Большинство преимуществ, которые они называют, на самом деле являются преимуществами бетона в целом, а не специфическими для сборного железобетона, но по сравнению с монолитным бетоном у сборного железобетона есть много преимуществ:
- Поскольку сборный железобетон производится в контролируемой среде литья, легче контролировать смешивание, укладку и отверждение
- Качество можно контролировать и отслеживать намного проще
- Поскольку производитель сборных железобетонных изделий может покупать материалы для нескольких проектов, скидки за количество могут снизить затраты
- Погода исключена как фактор — вы можете забрасывать в любую погоду и получать одинаковые результаты, что позволяет совершенствовать миксы и методы
- Требуется меньше рабочей силы, и эта рабочая сила может быть менее квалифицированной
- Сборный железобетон можно сразу же установить на месте, не нужно ждать, пока он наберет прочность, а модульность сборных изделий позволяет быстро выполнить монтаж
- Повторяемость — легко сделать много копий одного и того же сборного изделия; максимизируя повторение, вы можете получить большую ценность от формы и настройки
- Ускоренное отверждение за счет нагрева сборных деталей значительно повышает прирост прочности, сокращая время между отливкой детали и вводом ее в эксплуатацию
- Благодаря возможности столь жесткого контроля процесса, от материалов до уплотнения и отверждения, вы можете получить чрезвычайно прочный бетон
Римский бетон производился более 2000 лет назад.
Заводские условия дают преимущества для сборного железобетона. Устойчивый сборный железобетон
ТИПЫ СБОРНОГО БЕТОНА
Взглянув на всю бетонную промышленность, можно увидеть множество областей применения сборного железобетона, в том числе:
- Балки мостовые
- Двойной Т
- Пустотные плиты
- Септики/люки
- Трубы/водопропускные трубы
- Фундаментные стены
- Архитектурные панели
- Дорожные барьеры и подпорные стенки/шумостены
- шагов
- Заборы
- Покрытие для бассейна
Огромные сборные блоки можно перемещать с помощью соответствующего оборудования.
Сборные панели забора могут быть отлиты с опалубкой и окрашены.
Но есть и множество отличных декоративных применений:
Повторяющиеся детали поддаются сборке. Литой камень Монтерей Бэй.
Но детали, изготовленные по индивидуальному заказу, также изготавливаются сборными. Стропила C Сборный железобетон.
Стропила C Сборный железобетон.
Почти любое декоративное покрытие может быть использовано для сборного железобетона, от сплошного цвета до окрашивания и открытого заполнителя. Предварительное литье поддается использованию опалубки, особенно для архитектурных панелей и каменных элементов.Полировка и гравировка сборного железобетона ничем не отличаются от любой бетонной поверхности.
Сборные конструкции
Еще одно популярное применение сборного железобетона — крупномасштабные коммерческие здания, такие как квартиры, гостиницы, склады или офисные здания. Тем не менее, также возможно построить конструкции меньшего масштаба, такие как жилые дома на одну семью, с использованием сборного железобетона.
Некоторые из этих зданий построены с использованием метода наклона вверх, при котором бетонные панели отливаются в плоском виде, затвердевают, а затем поднимаются на место.Другие строятся с использованием сборного или модульного подхода, при котором создаются более полные блоки, доставляются на площадку и устанавливаются на место.
Рекомендуемые товары
СОВЕТЫ ПО НАЧАЛУ СБОРКИ
Производство сборных железобетонных изделий дает подрядчикам возможность заработать больше денег, расширив спектр видов бетонных работ, которые они могут предложить своим клиентам. Чтобы начать сборку сборных железобетонных изделий, вам понадобится цех, достаточно большой, чтобы вместить размер элементов, которые вы собираетесь собирать (или двор, если вы собираетесь производить сборные изделия снаружи), места для хранения материалов или бункеры, формы, смеситель, рассчитанный на размеры сборных изделий, которые вы собираетесь собирать. производят, способ уплотнения бетона в формах и систему обработки материалов.
Проверка удобоукладываемости бетона путем проведения теста на осадку.
Контроль качества сборного железобетона
Если вы собираетесь производить сборные железобетонные изделия в своем цехе, вам следует подумать о собственном контроле качества. Крупные заводы по производству сборного железобетона имеют большие лаборатории и разрабатывают сложные процедуры контроля качества, проверяя все аспекты бетона до и после заливки и разрабатывая обширные инструменты контроля качества, такие как диаграммы «рыбий скелет», диаграммы рассеивания и диаграммы Парето. Возможно, вам не нужно достигать этого уровня, но некоторые базовые испытания и анализ могут сэкономить вам деньги как на производственных затратах, так и на более качественных сборных железобетонных изделиях.
Начать с хороших материалов — это первый шаг. Все заполнители неприемлемы для использования в бетоне. Если в вашем заполнителе есть органические материалы, сланец, кремень или другие мягкие материалы, вы не сможете произвести хороший бетон. Реактивные заполнители могут привести к щелочно-кремнеземной реакции, которая может разрушить ваш бетон. Лучшей защитой может быть просто требование, чтобы заполнитель соответствовал ASTM C 33, «Стандартная спецификация для бетонных заполнителей». Ответственность за то, чтобы вы получали качественный заполнитель, лежит на вашем поставщике заполнителя.
Содержание вовлеченного воздуха можно измерить с помощью манометра. Щитовая инженерия
Отбор проб свежего бетона имеет решающее значение, и самый простой тест — осадка. Хотя это не всегда лучшая мера, осадка указывает на удобоукладываемость, которую Адам Невилл в своей книге «Свойства бетона» определяет как «количество полезной внутренней работы, необходимой для полного уплотнения». Однако осадка может резко варьироваться при использовании добавок. Наилучшее использование осадки — дать вам некоторое представление о том, будет ли смесь легко течь в формы, и контролировать различные партии одной и той же смеси.При прочих равных разные осадки указывают на разное количество воды, но вариации оползней могут также указывать на изменения в содержании увлеченного воздуха, совокупной влажности или температуре.
Температура вашего бетона — еще один важный параметр, который необходимо проверить. Холодный бетон может схватываться очень медленно, и потребуется больше времени, чтобы снять формы. Горячий бетон быстрее набирает прочность, но предел прочности будет ниже. Более высокие температуры также могут снизить воздухововлечение и удобоукладываемость. Горячий бетон может привести к трещинам по мере развития температурных градиентов.
Содержание вовлеченного воздуха — это то, что вам необходимо контролировать для бетона, который будет использоваться снаружи, где он будет подвергаться циклам замораживания-оттаивания. Без какого-либо воздухововлекающего агента хорошо уплотненный бетон будет иметь содержание воздуха около 2% (это будет захваченный воздух, а не вовлеченный). Для бетона, который будет использоваться снаружи, вам потребуется содержание воздуха от 5 до 6%. Это достигается с помощью добавки, называемой воздухововлекающим агентом — в основном мыла, которое вспенивает бетон при смешивании.Но вам нужно быть осторожным, чтобы контролировать содержание воздуха, так как слишком много может снизить прочность. Содержание воздуха трудно контролировать, оно может изменяться в зависимости от изменений температуры, изменений в примесях и различных методов обработки. Содержание воздуха измеряется либо манометром, либо волюмометром (также называемым рулонным измерителем). Вы также можете довольно легко контролировать содержание воздуха, просто запустив тесты на единицу веса (ASTM C 138).
Наконец, вы также можете контролировать прочность вашего бетона.Для монолитного бетона стандартными являются цилиндры 6×12 дюймов. Вы, вероятно, захотите отправить эти цилиндры в лабораторию для тестирования. Вы также можете сделать 2-дюймовые кубы, следуя ASTM C 31. Любой из них скажет вам прочность бетона на сжатие, что является важным показателем. Проверка прочности бетона на сжатие в разном возрасте может помочь вам решить, когда сборный железобетон может быть введен в эксплуатацию, а также позволит вам точно настроить свои смеси.
3 правила успешного производства сборных железобетонных изделий
Существует три правила успешного производства сборных железобетонных изделий:
Вес/размер — вес и размер отлитой единицы должны быть такими, чтобы у вас было оборудование для обработки и перемещения, и они не должны быть слишком большими, чтобы их можно было переместить на место на рабочей площадке.
Вытягивание — форма сборного элемента должна быть такой, чтобы его можно было вынуть из формы, или формы должны обладать гибкостью, чтобы выдерживать форму.
Повторение — чем больше раз вы будете изготавливать одну и ту же единицу, тем эффективнее сборное производство как производственный процесс, хотя некоторые нестандартные работы также подходят для сборного изготовления, особенно столешницы и мебель.
Литье сборных изделий
Проведите пальцем для просмотра слайдовСборная мебель может изготавливаться серийно или в виде отдельных элементов.Корвид Снабжение
Бетонные ковши, предназначенные для вилочных погрузчиков, могут использоваться для доставки бетона на место заливки. группа иви
Формы из стекловолокна намного легче стальных форм. Блэкторн, Инк.
Подъемные вставки серийного производства разработаны с учетом требований по нагрузке. Дейтон Супериор
Это важный аспект сборного железобетона: привыкание к мысли, что вы производитель, а не подрядчик.Как производитель, вам нужно будет настроить процедуры рабочего процесса, настроить производственную зону и установить методы контроля качества. Конечно, вы делаете то же самое и на строительной площадке, но, поскольку строительная площадка является временной операцией, вы можете быть довольны небольшими неудобствами, которые в операции сборного железобетона могут стоить вам времени и денег.
Обработка материалов — важная часть операции — мы немного говорили об этом в связи с материалами. Но вы также должны уметь обращаться с пресс-формами и готовым продуктом.Подъемные системы должны быть безопасными, простыми в использовании и не повреждать готовый продукт. Некоторые запатентованные системы были разработаны для минимизации ваших требований к пространству, например, Verti-Crete. Вилочные погрузчики и мостовые краны являются наиболее распространенной погрузочно-разгрузочной техникой. Подержанное оборудование часто является хорошей покупкой, когда вы начинаете новую операцию, поскольку обычно вы можете получить его сразу и по более выгодной цене, чем покупка нового.
Формы из полистирола удобны, но не очень долговечны. Хотвайр Директ.
Часто в бетонные изделия отливают подъемные вставки. Выбирайте вставки, которые просты в установке и использовании. Существует множество серийно выпускаемых вставок, изготовленных из арматурной стали, стального троса (предварительно напряженная прядь) или пластика. Для сборных изделий, которые будут находиться на открытом воздухе, сталь должна быть оцинкована для предотвращения коррозии. Преимущество серийно выпускаемых вкладышей заключается в том, что они рассчитаны на номинальную нагрузку. Самодельные подъемные вставки дешевле, но если они выйдут из строя, падение сборного железобетона очень опасно.Для некоторых сборных изделий можно использовать специальные зажимы или стропы, разработанные специально для этого изделия.
Размер смесителя должен соответствовать размеру отливок и типу бетона, который вы планируете заливать.
Вибрационные столы — хороший способ укрепить отливки. Вибко
Формы могут быть большими расходами при производстве сборных железобетонных изделий. Стальные формы доступны от таких компаний, как Del Zotto или Norwalk Precast Molds. Они чаще используются для больших сборных изделий, таких как септиктенки или склепы.Формы из пенополистирола работают хорошо, но они найдут лишь пару применений — одним из источников пенополистирольных балясин или форм для колонн является Hotwire Direct. Большинство декоративных форм изготавливаются на заказ с использованием меламина и резины — подробнее об этом см. в разделе «Формы для бетона». Вы также можете попросить кого-то другого сделать для вас формы по индивидуальному заказу, например, Architectural Precast Inc. Формы могут включать вкладыши формы, а также различные вставки и блоки — помните, что геометрия должна позволять зачистку.
Перед заливкой бетона покройте формы разделительным составом.Будьте осторожны с блокировками, так как некоторые материалы могут вступать в реакцию с некоторыми антиадгезивами. Лучшими разделительными составами являются реактивные разделители, которые образуют металлическое мыло, помогающее удалить плесень. Некоторые пластиковые или меламиновые формы могут быть достаточно гладкими, чтобы их можно было извлечь без разделительного состава.
Надлежащее уплотнение ваших сборных железобетонных изделий — единственный способ получить хорошее качество поверхности и требуемую прочность и долговечность. При сборном железобетоне гораздо проще протестировать и усовершенствовать методы консолидации, чем на строительной площадке.Любая бетонная смесь обычно имеет около 20% захваченного воздуха, выходящего из смесителя. Уплотнение удаляет этот воздух, увеличивая плотность бетона, что улучшает сцепление, увеличивает прочность и снижает проницаемость, а также устраняет поверхностные пустоты и пузыри.
Хороший способ уплотнения сборных железобетонных изделий, особенно небольших изделий, — это вибрационные столы. Более совершенные вибрационные столы устраняют любые мертвые зоны и могут уплотнять бетон за считанные секунды. Некоторые даже поставляются с ножной педалью для включения вибрации и элементами управления для регулировки частоты и амплитуды вибрации для точной настройки ее для конкретного продукта.Другими используемыми вибраторами являются внутренние карандашные вибраторы (жала) и вибрация формы (внешние вибраторы, установленные снаружи форм).
Отверждение сборных железобетонных изделий имеет решающее значение для получения желаемого качества. Защитите свои сборные железобетонные изделия от солнца и ветра во время отверждения и убедитесь, что они имеют достаточную влажность. Один из хороших методов отверждения — просто оставить бетон в формах. Но если вам необходимо раздеться, особенно в жаркую сухую погоду, поддерживайте высокую влажность в зоне отверждения.
МЕТОДЫ СБОРКИ И МАТЕРИАЛЫ
Мокрое литье по сравнению с сухим литьем
В большинстве декоративных сборных железобетонных изделий используется метод мокрого литья, а не сухой литья. Мокрая заливка означает, что бетон имеет водоцементное отношение около 0,4 или выше. Сухой бетон очень сухой (в/ц от 0,30 до 0,36), не имеет осадки, и опалубку можно снимать, как только бетон затвердеет. Сухое литье требует дорогостоящей машины для сухого литья и обычно используется для массового производства таких изделий, как бетонные трубы или люки, а также в производстве бетонных блоков.Большим преимуществом сухого литья является то, что вам нужен только один набор форм для массового производства конкретной детали, поскольку форма может быть немедленно удалена.
Материалы для сборного железобетона
Предотвращает перекрестное загрязнение между контейнерами. Решения для автоматизации АПМ.
Есть два способа получить бетон для производства сборных железобетонных изделий: заказать доставку товарного бетона или приготовить бетон самостоятельно в своем цеху. Как правило, большинство производителей декоративных сборных железобетонных изделий производят бетон самостоятельно. Это позволяет им производить ровно столько, сколько им нужно, и более тщательно контролировать характеристики и качество.
Но даже если вы производите только небольшие партии, вам нужно будет поддерживать складские запасы различных ингредиентов, в том числе заполнителей разных размеров, цемента и других вяжущих материалов, добавок и армирования. Контроль качества материалов имеет решающее значение как до их прибытия, так и после.
Начните с заполнителей, которые составят наибольшую часть бетона и займут больше всего места для хранения. Храните заполнители разных размеров отдельно, чтобы вы могли смешивать их по мере необходимости для каждого задания литья.Убедитесь, что совокупные размеры не разделяются во время хранения. Бункеры доступны для заполнителя, или вы можете просто хранить заполнитель в кучах. В любом случае, вы должны иметь возможность контролировать содержание влаги и предотвращать загрязнение — следите за тем, чтобы грязь не выкапывалась вместе с заполнителем и чтобы соседние запасы заполнителя не загрязняли друг друга. Влажность заполнителя может иметь большое влияние на удобоукладываемость бетона и его водоцементное отношение. В идеале заполнитель поддерживается в состоянии насыщенной сухой поверхности (SSD), что означает, что камень влажный внутри, но едва сухой на поверхности.Загрузите свои бункеры с помощью фронтального погрузчика и поддерживайте двухдневный запас. На более крупных предприятиях по производству сборного железобетона для заполнения бункеров используются конвейеры.
Цемент, с другой стороны, должен быть полностью сухим — по очевидным причинам. Даже влажный воздух способствует гидратации части цемента, снижая его прочность и приводя к засорению бункеров. Летучая зола не так чувствительна к влаге, но ее все же необходимо держать в сухом состоянии, чтобы она легко текла. Как цемент, так и летучая зола могут быть закуплены в мешках или доставлены навалом и перемещены путем псевдоожижения воздухом.
Добавки бывают жидкими или порошкообразными и должны быть четко обозначены. Нельзя допускать замерзания жидких добавок, так как это может повредить некоторые материалы. Порошкообразные добавки в водорастворимых пакетах являются хорошим подходом для небольших операций. Помните, что большинство дозировок жидких добавок указаны в жидких унциях на сто фунтов цемента (жидкие унции/центнер), а не в кубических ярдах.
Арматурную сталь также необходимо защищать от загрязнения. Обычно это означает просто не хранить его на земле.Небольшая ржавчина на поверхности не повреждает сталь — некоторые исследования показывают, что слегка ржавые поверхности обеспечивают лучшее сцепление. Волокнистая арматура обычно поставляется в разлагаемых пакетах.
Самоуплотняющийся бетон
Sef-уплотняющий бетон обладает высокой текучестью и может растечься на 30 дюймов. Обратите внимание, что нет сегрегации или кровотечения.
Самоуплотняющийся бетон (иногда называемый самоуплотняющимся бетоном), или SCC, является материалом мечты для производителей сборных железобетонных изделий.Он не только практически устраняет необходимость в вибраторах, но и обеспечивает гораздо более высокую скорость заливки и меньшее количество рабочих, приводит к гладким, как стекло, поверхностям и может обеспечить мельчайшие детали литья. SCC — это текучий бетон с очень высокой подвижностью, но это не так просто, как просто добавить дозу воды и немного понизителя воды высокого диапазона (суперпластификатора). Настоящий SCC также должен быть «стабильным», что означает, что смесь не разделяется на пастообразные и агрегатные части.
True SCC требует смеси с более высоким содержанием мелочи, низким водоцементным отношением, хорошо отсортированной смесью заполнителей и дозами поликарбоксилатного понизителя воды высокого диапазона и, как правило, добавки, модифицирующей вязкость (VMA).Смесь должна быть тщательно разработана, но как только она будет установлена на заводе сборных железобетонных изделий, вы сможете добиться стабильных результатов. Работайте со своими поставщиками материалов, чтобы разработать дизайн смеси и проведите много экспериментов, прежде чем приступить к работе.
Бетон, армированный стекловолокном (GFRC)
Бетон, армированный стекловолокном, стал популярен среди мелких производителей сборных железобетонных изделий, поскольку он легкий, прочный и не требует дополнительного армирования.Он используется для создания столешниц, декоративного бетона, искусственных камней, статуй, кашпо, фонтанов и многого другого. GFRC можно заливать или распылять в различные формы.
КОНСТРУКТИВНЫЕ ИДЕИ ДЛЯ СБОРНОГО БЕТОНА
Сборный семинол | Сборный железобетон
Наши специалисты Seminole Precast объединяют новейшие технологии с многолетним опытом и качественным обслуживанием клиентов, чтобы предложить вам беспрецедентные сборные железобетонные изделия и услуги. Несмотря на то, что бетонное строительство началось веками, вы никогда не должны соглашаться на устаревшие, неэффективные и ненадежные методы заливки бетона на месте, которые до сих пор используют многие компании.Обеспечьте непревзойденную надежность, значительную экономию средств и повышенную безопасность для вашего следующего проекта с нашим широким выбором решений для сборного железобетона.
Seminole Precast, сертифицированный DOTв шести штатах и являющийся третьим по величине производителем панелей из механически стабилизированного грунта (MSE), предлагает вам широкий спектр услуг, необходимых для сборных железобетонных решений:
- Переезд
- Установка
Сборные железобетонные изделия с отличной репутацией
В отличие от многих наших конкурентов, мы проектируем, производим и обслуживаем многие из наших собственных форм для сборных железобетонных изделий, предоставляя вам точно однородный продукт, который не оставляет ничего на волю случая.Мы производим наши панели MSE, бетонные ограждения и множество других сборных материалов в контролируемой среде на наших юго-восточных предприятиях. Узнайте, как мы делаем ваш общий проект более привлекательным и конкурентоспособным с помощью сборных железобетонных изделий, которые мы отливаем, отверждаем и храним сами. Когда вы выбираете наши продукты и услуги, вы получаете качественный продукт и непревзойденный уровень обслуживания, которые улучшают ваш проект.
Наш преданный своему делу персонал использует свой отраслевой опыт, чтобы лучше, чем кто-либо другой, учитывать многие проблемы и переменные, с которыми вы сталкиваетесь во время проекта.Мы по-прежнему сосредоточены на ваших потребностях, чтобы предоставить вам уровень управления проектом, который вы никогда не могли себе представить. Наши сборные железобетонные изделия обеспечивают непревзойденную гибкость проекта, позволяя вашим потребностям в бетоне вписаться в ваш график, вместо того, чтобы заставлять вас адаптировать план проекта к проблемам заливки бетона на месте.
Решения для сборного железобетона, соответствующие нашим обязательствам
Положитесь на нашу команду в качестве основы для вашего следующего строительного проекта. С нашими сборными железобетонными материалами вы получаете предсказуемость, которую невозможно сравнить с непостоянным монолитным бетоном.Мы полностью поддерживаем нашу работу с нашей основной миссией превосходить ваши ожидания каждый раз.
Мы берем на себя весь процесс производства и доставки сборного железобетона. Больше никаких проблем с доставкой сторонними транспортными компаниями. Больше никаких изменений в заказе для координации между несколькими производителями. Сосредоточьтесь на чем-то другом, выбрав эффективные и экономящие время услуги Seminole Precast.
Найдите категорию продукта, которая соответствует вашему проекту, а затем откройте для себя разнообразие сборных железобетонных изделий, которые мы поставили таким компаниям, как ваша.
Сборный железобетонВведение
УЧЕБНЫЕ ПОСОБИЯ | ЖИЛЬЕ ОТЧЕТЫ
Понятие сборного (также известного как «сборное») строительство включает в себя те здания, в которых большинство структурных компонентов стандартизированы и производятся на заводах вдали от здания, а затем доставляются на площадку для сборки. Эти комплектующие изготавливаются промышленными методами, основанными на массовом производстве, с целью возведения большого количества зданий в короткие сроки при небольших затратах.
Основные особенности этого процесса строительства:
• Подразделение и специализация рабочей силы
• Использование инструментов, машин и другого оборудования, обычно автоматизированного, при производстве стандартных взаимозаменяемых деталей и изделий
Этот тип строительства требует реструктуризации всего традиционного процесса строительства, чтобы обеспечить взаимодействие между этапом проектирования и планированием производства для улучшения и ускорения строительства.Одной из ключевых предпосылок для достижения этой цели является проектирование зданий с правильной конфигурацией в плане и фасаде. Городские жилые дома этого типа обычно имеют высоту от пяти до десяти этажей (см. рис. 1 и 2). Во второй половине 20-го века многие страны использовали различные системы сборного железобетона для обеспечения растущего городского населения жильем с низким доходом. Они были очень популярны после Второй мировой войны, особенно в странах Восточной Европы и бывших республиках Советского Союза.В бывшем Советском Союзе различные системы сборных конструкций обозначались как «Серия», тогда как в Румынии они назывались «Секциунеа».
В целом, сборные строительные системы более экономичны по сравнению с обычным многоквартирным жилым строительством (многоквартирными домами) во многих странах.
Дополнительная вводная литература : «Сборные железобетонные конструкции»
(Светлана Брзев, Технологический институт Британской Колумбии, Тереза Гевара-Перес, архитектор)
Скачать : АНГЛИЙСКИЙ [0.6 МБ]
Содержание:
-Категории (крупнопанельные, рамные, плитные колонны со стенками сдвига, смешанные)
— Сейсмостойкость
— Сейсмоусиление
Бетон и бетонные изделия. Обзор
Обзор
Основные моменты
Бетон является одним из наиболее широко используемых строительных материалов в мире. Проблемы безопасности существуют на всех этапах производства бетона, в том числе при производстве портландцемента и сборных железобетонных изделий, а также при использовании бетона в строительстве.
Эта страница была разработана при участии участников Программы альянса OSHA и Программы стратегического партнерства. Он включает информацию об опасностях бетона и бетонных изделий в производстве и строительстве, включая соответствующие стандарты OSHA, директивы и интерпретации стандартов. На этой странице также указаны некоторые из основных отраслевых сегментов, связанных с производством бетона и бетонных изделий, а также со строительными работами с бетоном. В нем перечислены некоторые из основных опасностей на рабочем месте для этих отраслей и приведены ссылки на ресурсы по безопасности и охране здоровья для контроля этих опасностей.
Дополнительные ресурсы, которые помогут работодателям соблюдать, а работникам понять требования OSHA, см. на странице OSHA для работодателей.
Стандарты
Производственный сектор должен соответствовать специальным стандартам OSHA для промышленности, а строительный сектор должен соответствовать специальным стандартам OSHA для строительства.
Подробнее »
Сегменты промышленности и контроль опасностей
В этом разделе указаны некоторые основные сегменты промышленности, связанные с производством бетона и бетонных изделий, а также со строительными работами с бетоном.
Подробнее »
Программы безопасности и здоровья
Содержит справочные материалы, которые были выбраны для помощи в разработке программы безопасности и гигиены труда для производителей бетона и изделий из бетона.
Подробнее »
Дополнительный
Ресурсы
Содержит ссылки и ссылки на дополнительные ресурсы, связанные с авиационной отраслью.
Подробнее »
Основные моменты
учебных пособий по изготовлению и заливке бетонных форм от Smooth-On, Inc.
Фильтровать по Продукт> Процесс>- АкваКон™(5)
- Brush-On™ 40(2)
- duoMatrix™ NEO(5)
- Ease Release™ 2831(1)
- Ease Release™ 200(5)
- EpoxAcast™ 690(1)
- FOAM-iT!™ 10 SLOW(1)
- FOAM-iT!™ 5(1)
- FOAM-iT!™ 8(1)
- Формластик™ 60(1)
- Фортон™ VF-774(21)
- Free Form™ AIR(1)
- Распылитель Kwikee™(2)
- Mold Max™ ХОД(1)
- Молд Макс™ XLS™ II(1)
- Mold Star™ 16 FAST(2)
- Молд Стар™ 30(3)
- Plasti-Paste™(3)
- Plasti-Paste™ II(3)
- PMC™-780 СУХОЙ(2)
- Rebound™ 25(10)
- ReoFlex™ 40(1)
- Шелковая свинья™(3)
- Smooth-Cast™ ONYX™ FAST(1)
- SO-Strong™(3)
- Воск Sonite™(10)
- SuperSeal™(8)
- ТАСК™ 16(2)
- THI-VEX™(5)
- Турбинный смеситель(1)
- Универсальная смазка для пресс-форм(12)
- VytaFlex™ 40(6)
- VytaFlex™ 60(4)
- XTC-3D™(1)
- видеоруководство(23)
- гфрк(13)
- форма для заливки(13)
- бетонные панели(12)
- Форма для кистей(11)
- мебель из бетона(4)
- бетонная раковина(4)
- бетонная сеялка(3)
- Соотношение смеси 1:1(2)
- бетонная столешница(2)
- каменный шпон(2)
- Форма для заливки полости(1)
- бетонная скамья(1)
- бетонный штамп(1)
- бетонный стол(1)
- стержневая форма(1)
- заглушка пресс-формы(1)
- вакуум не требуется(1)
видео
Литье бетона в больших масштабах: изготовление «зеленых» строительных компонентов в сжатые сроки
Slaw Precast создает энергоэффективные стеновые панели для нового современного школьного здания в Нью-Йорке.
› См. статью с инструкциями
видео
Как сделать бетонные столешницы для выставочного стенда
В этом видео мы покажем вам, как мы создали новые бетонные столешницы для индивидуальной перголы.
› См. статью с инструкциями
видео
Как сделать форму для литья бетонной плитки
Изучите шаги, необходимые для изготовления пресс-формы для столешницы с использованием Formlastic™
.› См. статью с инструкциями
видео
Как сделать форму из камня для бетонной раковины
Узнайте, как сделать слепок небольшого валуна с помощью кисти Rebound 25 на силиконовой резине.
› См. статью с инструкциями
видео
Как сделать стену для боулдеринга с Buddy Rhodes Vertical Mix™
Компания Übergrippen Climbing Crag недавно добавила стену для скалолазания длиной 100 футов на своем заднем дворе
› См. статью с инструкциями
видео
Как сделать стол для аквариума-лагуны из бетона и эпоксидной смолы
Узнайте, как использовать бетон в сочетании с прозрачной эпоксидной смолой для создания стола для аквариума.
› См. статью с инструкциями
видео
Как восстановить историческую бетонную печать в Принстонском университете
Посмотрите, как Джон Паолини из Paolini Cast Stone восстановил историческую бетонную печать
› См. статью с инструкциями
видео
Как воспроизвести детали под дерево в бетоне
Платиновый силиконRebound 25 захватывает все детали текстуры дерева и переносит их на бетонную отливку.
› См. статью с инструкциями
видео
Как сделать стол для шаффлборда из стеклопластика
В этом обучающем видео мы покажем вам, как мы сделали стол для шаффлборда для наших помещений.
› См. статью с инструкциями
видео
Магазинные проекты — Как сделать бетонную раковину
В этом видео мы покажем вам, как мы сделали бетонную раковину для нашего магазина, используя Forton® VF-774.
› См. статью с инструкциями
видео
Объяснение GFRC — Изучите основы GFRC
Мы объясняем различные компоненты, дизайны смесей и правильные методы, необходимые для создания высококачественного GFRC
› См. статью с инструкциями
видео
Как залить бетон с помощью разделительного состава Aquacon®
AquaCon® — разделительная смазка для бетона на водной основе, помогающая отделять бетонные отливки из резиновых форм Smooth-On
› См. статью с инструкциями
видео
Как сделать солнцезащитную навесную стену из цифрового дизайна
Клиент Smooth-On «Taller de Prefabricados» пригласил нас на видеосъемку своего процесса
› См. статью с инструкциями
видео
Как сделать бетонный настенный светильник из напечатанной на 3D-принтере модели
Пошаговое видео, показывающее, как 3D-печатная модель формуется, а затем заливается бетоном.
› См. статью с инструкциями
видео
Как сделать форму листа для заливки бетона
Изготовьте форму листа ревеня, используя силиконовую резину Rebound® 25
› См. статью с инструкциями
видео
Как сделать бетонный фонтан на заказ
Узнайте, как сделать фонтан из бетона, который выглядит как песок, используя силиконовую резину Mold Star® 16.
› См. статью с инструкциями
видео
Как сделать индивидуальную бетонную столешницу с использованием GFRC
Узнайте, как делать очень прочные бетонные столешницы из Forton® VF-774
› См. статью с инструкциями
видео
Как построить бетонный стержень с использованием панелей GFRC — Эпизод 1
Узнайте, как изготавливать бетонные панели в стиле ар-деко, начиная с проектирования модели и заканчивая заливкой пигментированного стеклопластика.
› См. статью с инструкциями
видео
Как построить бетонный стержень с использованием панелей GFRC — Эпизод 2
Узнайте, как сделать открытый бар и беседку из стеклопластиковых панелей в стиле ар-деко.
› См. статью с инструкциями
видео
Как построить бетонную балку с использованием панелей из стеклопластика — Эпизод 3
Узнайте, как сделать уникальные кромочные формы для бетонных столешниц из уретанового каучука TASK 16.
› См. статью с инструкциями
видео
Как сделать декоративные панели GFRC из ствола дерева в джунглях
Компания «Taller de Prefabricados» пригласила нас на свои объекты, чтобы снять процесс изготовления пресс-форм
› См. статью с инструкциями
видео
Как создать угловую архитектурную панель из стеклопластика
GFRC Cladding Systems создает угловые панели для установки на здании в дизайнерском районе Майами.
› См. статью с инструкциями
видео
Как создать архитектурный карниз из стеклопластика
GFRC Cladding Systems показывает, как создать напыляемый облицовочный карниз.
› См. статью с инструкциями
видео
Как напылить стеклопластик для создания киоска в выставочном зале
В этом видеоролике мы показываем пошаговый процесс создания киоска для прилавков с нестандартной текстурированной поверхностью с использованием стеклопластика, усиленного Forton® VF-774.
› См. статью с инструкциями
Как создать кресло для отдыха из стеклопластика с использованием силиконовой резины Rebound™ 25
Используя формовочную резину Rebound™ 25, компания OBRaTUR, S.A. создала линию мебели из стеклопластика, устойчивую к ураганам.
› См. статью с инструкциями
видео
Как создать стол из стеклопластика с использованием силиконовой резины Rebound™ 25
При создании дизайна стола из стеклопластика используется корень королевского дерева Poinciana, восстановленный после урагана.
› См. статью с инструкциями
видео
Как создать текстурный мат из силиконовой резины для панелей из стеклопластика
Стена зернохранилища внутри амбара имеет текстуру под дерево, которую можно дублировать на панели из стеклопластика для установки душа.
› См. статью с инструкциями
видео
Как сделать текстурированные душевые панели из стеклопластика
Несколько панелей GFRC разных размеров и форм будут изготовлены из этой формы мата с одной текстурой.
› См. статью с инструкциями
видео
Как сделать бетонный штамп из уретанового каучука
Цель проекта: превратить заброшенный служебный вход в уютную пешеходную дорожку из штампованного бетона.
› См. статью с инструкциями
видео
Как использовать штамп для бетона
Проект: Замена существующего служебного входа декоративной бетонной дорожкой.
› См. статью с инструкциями
Как сделать двухкомпонентную форму архитектурного кронштейна
После того, как ураган Катрина обрушился на Новый Орлеан, уроженец города Чеп Моррисон воспроизвел декоративную скобу
› См. статью с инструкциями
видео
Разгадка тайны изготовления формы для бетонной раковины
В этом пошаговом руководстве используется формовочная резина Smooth-On VytaFlex® 40 для демонстрации изготовления бетонной формы для мойки.
› См. статью с инструкциями
Как предварительно отлить бетонные стены, созданные для восстановления Нового Орлеана
Материалы Smooth-On, используемые как часть идеи одного человека, чтобы дать надежду жителям уставшего от бури Нового Орлеана
› См. статью с инструкциями
видео
Как сделать бетонную раковину — от проектирования до производства
Команда талантливых производителей собралась вместе, чтобы создать уникальные элементы декора из бетона с водной тематикой.Бетонные раковины, бетонные душевые по индивидуальному заказу …
› См. статью с инструкциями
видео
Как отлить бетонный забор с невиданными ранее деталями
Уникальный процесс изготовления форм позволяет быстро получить 11 880 панелей из легкого бетона…
› См. статью с инструкциями
Как сделать бетонную скамейку на заказ
Недавняя работа Benchmark для Университета штата Пенсильвания заключалась в изготовлении специальной бетонной скамьи.Г-н Рон снова обратился к VytaFlex за формовочной резиной.
› См. статью с инструкциями
видео
Как воспроизвести 3D-скульптуру с помощью формовочной резины Brush-On™ 40
Изготовление слепка трехмерной скульптуры кистью — это эффективный и недорогой метод, который можно использовать для…
› См. статью с инструкциями
Как создать форму Rebound™ 25 для литья Banyan Tree из стеклопластика
Инженер Pretecno Хосе Ормига разработал способ придания органичности некоторым последним строительным проектам компании.
› См. статью с инструкциями
Как отливать бетонную каменную облицовку с помощью формовочной резины VytaFlex™
Краткая пошаговая галерея, подробно описывающая распространенную процедуру заливки с использованием уретанового каучука Vytaflex®, используемого для заливки бетона.
› См. статью с инструкциями
Как сделать форму для нанесения кистью с легкой подставкой
Ниже представлена демонстрация изготовления формы из каменного шпона…
› См. статью с инструкциями
видео
Как сделать форму для стержня из двух частей: пример бетонной урны
В этом учебном пособии описываются этапы создания двухкомпонентной пресс-формы с сердечником с использованием уретанового каучука Reoflex® 40 от Smooth-On.
› См. статью с инструкциями
Как сделать слепок полой 3D-модели с кистью
В этой пошаговой галерее показано, как будет изготовлена сложная форма головы пумы с использованием силиконовой резины Smooth-On Rebound 25, наносимой кистью…
› См. статью с инструкциями
Как сделать кисть на форме с помощью Mold Max™ STROKE
Как сделать кисть на жестяной силиконовой форме
› См. статью с инструкциями
видео
Как изготовить крупногабаритные формовочные вкладыши с формовочной резиной VytaFlex™
Департаменту транспорта Пенсильвании потребовалось 2000 декоративных шумоподавляющих панелей, чтобы повысить общественную безопасность и отвлечь шум от шоссе.
› См. статью с инструкциями
Как установить и обслуживать дозатор EZ-Mix
Узнайте, как управлять смесительной машиной EZ-Mix
› См. статью с инструкциями
видео
Как сделать форму для бетонной сеялки
Узнайте, как сделать форму стеклянного горшка с помощью Mold Star™ 16 Fast.
› См. статью с инструкциями
видео
Как использовать картриджи с влагопоглотителем на переносных устройствах
В этом видео показано, как установить и использовать осушительную трубку на единице материала.
› См. статью с инструкциями
видео
Как использовать картриджи с влагопоглотителем на барабанах емкостью 55 галлонов
В этом видео мы покажем, как установить и использовать осушительную трубку на 55-галлонном барабане материала.
› См. статью с инструкциями
видео
Лучше, чем настоящий: искусственный каминный стол, изготовленный с использованием Vytaflex™, бетона Buddy Rhodes и глазури
Посмотрите, как создать стол с искусственным камином, имитирующий деревянную плиту с живым краем, которая устанавливается на каменное основание.
› См. статью с инструкциями
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.длина}}/500 {{l10n_strings.TAGS}} {{$элемент}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.ЯЗЫК}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.АВТОР}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .