Трудовые действия | Анализ конструкторской документации на КА и системы |
Определение технологической базы заготовок для изготовления деталей и сборочных единиц (далее — ДСЕ) КА и систем | |
Разработка карт технологических процессов на КА и системы | |
Формирование исходных данных для разработки технологических маршрутов изготовления деталей, инструмента, технологической оснастки и оборудования, необходимых для изготовления КА и систем | |
Формирование информационной базы для систем автоматизированного планирования и управления производством КА и систем | |
Оформление технологических маршрутов производства ДСЕ КА и систем в соответствии с требованиями нормативно-технической документации | |
Расчет технологических режимов изготовления деталей для производства КА и систем | |
Составление комплекта технологической документации на КА и системы | |
Необходимые умения | Читать чертежи и пользоваться графическими компьютерными программами, в том числе для трехмерного моделирования |
Использовать нормативно-техническую документацию для систем автоматизированного планирования и управления производством КА и систем | |
Определять последовательность технологических операций для производства ДСЕ КА и систем | |
Определять оборудование, приспособления, инструменты, средства контроля для составления технологических процессов изготовления ДСЕ КА и систем | |
Определять назначение и применять смазочно-охлаждающие жидкости, вспомогательные материалы, применяемые в технологическом процессе изготовления ДСЕ КА и систем | |
Применять методики расчетов режимов обработки ДСЕ | |
Рассчитывать припуски на обработку деталей | |
Анализировать, разрабатывать и оформлять чертежи заготовок для изготовления деталей с применением программных методов моделирования и проектирования | |
Проводить технический анализ различных вариантов состава оборудования, необходимого для производства ДСЕ КА и систем, по производительности и выполняемым операциям | |
Моделировать технологический процесс изготовления ДСЕ КА и систем с учетом применения необходимой технологической оснастки и инструмента и компьютерных программ | |
Моделировать процесс измерения деталей и узлов с применением специализированного программного обеспечения | |
Рассчитывать технологическую трудоемкость и материалоемкость с учетом особенностей технологических операций | |
Актуализировать ведомости материалов, применяемых для изготовления ДСЕ КА и систем | |
Актуализировать ведомости оборудования, инструмента и технологической оснастки, включая средства измерения и контроля, применяемых для изготовления ДСЕ КА и систем | |
Анализировать и разрабатывать предложения по доработке технологической оснастки, необходимой для изготовления ДСЕ КА и систем | |
Рассчитывать нормы расхода основных и вспомогательных материалов и инструментов, необходимых для изготовления ДСЕ КА и систем | |
Разрабатывать инструкции по выполнению технологических операций изготовления ДСЕ КА и систем | |
Анализировать риски потенциальных отказов, несоответствий и нарушений технологического процесса изготовления ДСЕ КА и систем | |
Анализировать обоснованность и достаточность выбора оборудования, приспособлений, инструмента, средств индивидуальной защиты и средств контроля, необходимых для изготовления ДСЕ КА и систем | |
Составлять технологические маршруты изготовления ДСЕ для производства КА и систем в соответствии с нормативно-технической документацией с применением специализированного программного обеспечения | |
Анализировать предложения по применению специализированного программного обеспечения для создания и ведения баз данных по технологическим маршрутам изготовления деталей, трудоемкости, инструменту, технологической оснастке, оборудованию и материалам, необходимым для изготовления КА и систем | |
Необходимые знания | Нормативно-техническая документация в области технологии машиностроения |
Локальные нормативные акты организации в области разработки технологической документации и производства КА и систем | |
Единая система технологической документации | |
Требования охраны труда | |
Требования пожарной и экологической безопасности | |
Технология машиностроения | |
Основы материаловедения | |
Виды и характеристики технологического оборудования и оснастки, применяемых для изготовления КА и систем | |
Средства и методы измерения, применяемые в различных технологических процессах производства КА и систем | |
Функциональные и технологические свойства материалов и технология изготовления деталей и узлов КА и систем | |
Методы исследования материалов и контроля качества продукции | |
Специализированное программное обеспечение, необходимое для проектирования КА и систем | |
Требования доступа к сведениям, содержащим государственную или коммерческую тайну | |
Технологии изготовления деталей и сборок с применением различных типов сварки | |
Методы неразрушающего контроля деталей и заготовок | |
Физические и механические характеристики конструкционных материалов | |
Основы взаимозаменяемости деталей и узлов | |
Основы конструкции КА и систем | |
Основы сопротивления материалов | |
Основы теоретической механики | |
Основы автоматизированного проектирования | |
Единая система допусков и посадок | |
Конструкции деталей и узлов КА и систем | |
Последовательность технологических операций при изготовлении деталей различного типа | |
Типовые технологии изготовления и испытаний деталей и узлов КА и систем | |
Типы, технологические возможности инструментов и средств контроля, необходимых для изготовления КА и систем | |
Оборудование для производства КА и систем, требования безопасности, предъявляемые к нему | |
Статистические методы контроля качества продукции и статистического регулирования | |
Методы проведения анализа причин и последствий отказов КА и систем | |
Методы расчета режимов обработки и размерных цепей для различных технологических операций при изготовлении КА и систем | |
Требования к применяемым вспомогательным материалам, необходимым для обеспечения технологических операций при изготовлении КА и систем | |
Назначение и технологические возможности, виды и типы оснастки для производства КА и систем | |
Схемы и методы проектирования технологических процессов при изготовлении КА и систем | |
Функциональные и технологические свойства материалов, применяемых в ракетно-космической промышленности (далее — РКП) | |
Методы оценки производительности оборудования | |
Программное обеспечение автоматизированного проектирования и моделирования технологических процессов, включая трехмерное моделирование | |
Структура организации, закрепление видов работ за подразделениями, наличие специального оборудования в производственных подразделениях | |
Другие характеристики | — |
CAD/CAM/CAE Observer 7(147)/2021 — Page 49
МАШИНОСТРОЕНИЕ И СМЕЖНЫЕ ОТРАСЛИ
АСКОН выпускает систему управления производством “Гольфстрим 8” Новости компании АСКОН
К омпания АСКОН объявила о вы — ходе системы управ — ления производством ”Гольфстрим” версии 8, ориентированной на дискретное позаказ —
ное производство. Для обеспечения большей гибкости в управлении производством крупных изделий с длительным циклом изготовления, в ней введен новый под — ход к получению, хранению и изменению конструкторско-технологических данных ( КТД ) и производственной спецификации. Структура данных конструкторско-техно логического состава ( КТС ) в “Гольфстрим 8” отличается от классического дерева КТС в системе управления инженерными данны — ми ЛОЦМАН:PLM. Каждый вариант из — готовления изделия представляет собой от — дельный маршрут. Через маршрут можно определить, как реализовать потребность в номенклатуре: изготовить, купить, поста — вить со склада и т.д. Ресурсы, необходимые для реализации этой потребности (комплек — тующая номенклатура, заготовки, материа — лы, оборудование, персонал с нормативами трудоемкости) также указываются в мар — шруте. При этом совместимость со стандартной структурой КТС в ЛОЦМАН:PLM актуаль ной версии 2018.3 и возможность получить данные из другой базы ЛОЦМАН:PLM обеспечены в полной мере.
Для обеспечения большей гибкости в управлении производством крупных изделий с длительным циклом изготовления, в ней введен новый под — ход к получению, хранению и изменению конструкторско-технологических данных ( КТД ) и производственной спецификации. Структура данных конструкторско-техно логического состава ( КТС ) в “Гольфстрим 8” отличается от классического дерева КТС в системе управления инженерными данны — ми ЛОЦМАН:PLM. Каждый вариант из — готовления изделия представляет собой от — дельный маршрут. Через маршрут можно определить, как реализовать потребность в номенклатуре: изготовить, купить, поста — вить со склада и т.д. Ресурсы, необходимые для реализации этой потребности (комплек — тующая номенклатура, заготовки, материа — лы, оборудование, персонал с нормативами трудоемкости) также указываются в мар — шруте. При этом совместимость со стандартной структурой КТС в ЛОЦМАН:PLM актуаль ной версии 2018.3 и возможность получить данные из другой базы ЛОЦМАН:PLM обеспечены в полной мере.
данными по мере их практической востре — бованности вместо одномоментного созда — ния полной структуры при запуске партии заказа. Для первоначального формирования производственной спецификации достаточно взять состав из партий деталей и сборочных единиц ( ДСЕ ). Остальные данные, необхо — димые для оценки потребности в ресурсах и планирования, поступят из общих маршру — тов справочника номенклатуры. Состав мо — жет изменяться до момента запуска партий ДСЕ в производство, и только в момент за — пуска партии ДСЕ её полный производст — венный состав формируется по последним актуальным данным. Такой подход позволя — ет запускать “больш и ´ е” изделия частями, по мере поступления конструкторско-техноло — гических данных. Возможность отложенного запуска зада — ний по расписанию поможет настроить авто — матическое выполнение ресурсоемких задач во время “технологических окон”. К таким задачам относятся импорт конструкторско- технологических данных, актуализация про — изводственных спецификаций, выявление излишков производства, пересчет посмен — ных планов. Предприятиям, использующим систе — му “Гольфстрим”, будет интересен новый тип шаблонов отчетов – сводная таблица (кросс-таблица). На основе уже сущест вующего запроса многочисленные строки его результата можно преобразовать в крат — кий отчет. Подробнее о новой версии “Гольфстрим” можно узнать на домашней странице.
Такой подход позволя — ет запускать “больш и ´ е” изделия частями, по мере поступления конструкторско-техноло — гических данных. Возможность отложенного запуска зада — ний по расписанию поможет настроить авто — матическое выполнение ресурсоемких задач во время “технологических окон”. К таким задачам относятся импорт конструкторско- технологических данных, актуализация про — изводственных спецификаций, выявление излишков производства, пересчет посмен — ных планов. Предприятиям, использующим систе — му “Гольфстрим”, будет интересен новый тип шаблонов отчетов – сводная таблица (кросс-таблица). На основе уже сущест вующего запроса многочисленные строки его результата можно преобразовать в крат — кий отчет. Подробнее о новой версии “Гольфстрим” можно узнать на домашней странице.
47
CAD/CAM/CAE Observer #7 (147) / 2021
Made with FlippingBook Publishing Software
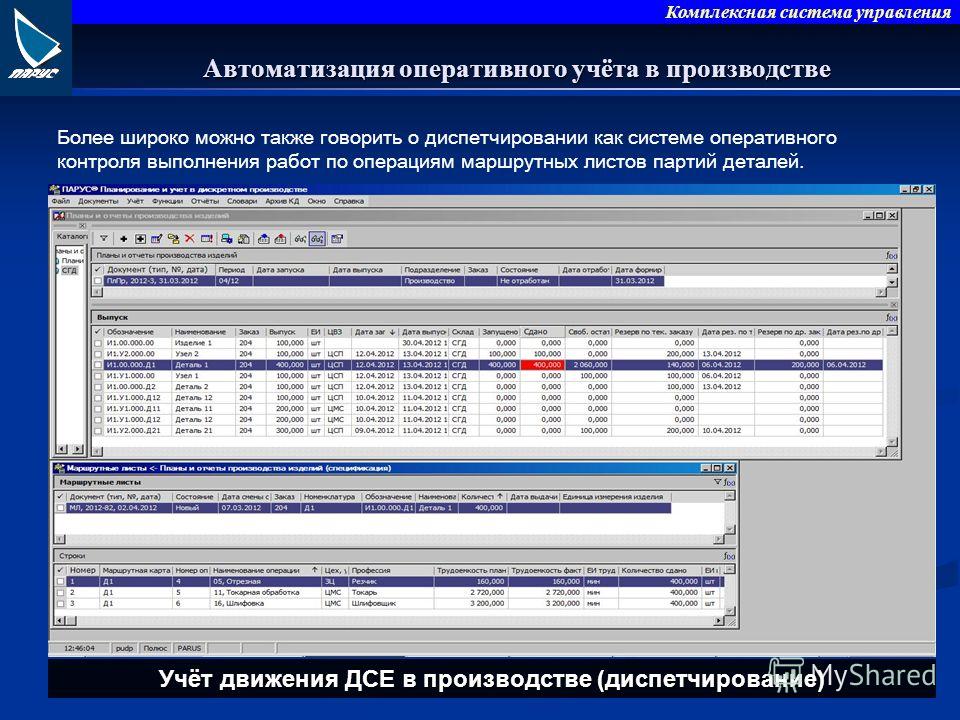
Цифровизация производства в РФ.
 Не отрываясь от реальности… / Хабр
Не отрываясь от реальности… / ХабрПитеркин Сергей, Райтстеп. 2020г
Тезисы
1. 4я промышленная революция (Industry 4.0, цифровизация) подразумевает полную интеграцию:
традиционных информационных потоков планирования и управления производства, поставок
и средств исполнения: люди, машины и механизмы, оборудование…
… в кибер-физические системы. С основной направленностью, как это ни покажется кому то странным, не на «цифровизацию», а на то, для чего строились и строятся все такие системы управления, — на повышение экономической эффективности всей производственной системы.
2. При этом кибер-физические системы Industry 4.0 (далее – I4.0) основываются на фундаменте базовых процессов: проектирования (изделий), планирования/управления производством и поставками, уже используемых сейчас предприятиями (Industry 3.0 – I3.0.).
3. Очевидно, что без построения «фундамента» в виде I3. 0, попытки внедрить элементыI 4.0 не приведут к принципиальным улучшениям. Т.к. будут работать на локальные области оптимизации, без синхронизации как со всей «горизонталью» цепочки поставок, так и с «вертикалью» этапов ЖЦ создания продукции для потребителя. Под ЖЦ имеется в виду жизненный цикл: «разработка -> испытания -> ввод в «серию» (не обязательно переход к массовому производству, но обязательно — вывод из стадии опытного) -> планирование, закупка, производство -> передача потребителю».
0, попытки внедрить элементыI 4.0 не приведут к принципиальным улучшениям. Т.к. будут работать на локальные области оптимизации, без синхронизации как со всей «горизонталью» цепочки поставок, так и с «вертикалью» этапов ЖЦ создания продукции для потребителя. Под ЖЦ имеется в виду жизненный цикл: «разработка -> испытания -> ввод в «серию» (не обязательно переход к массовому производству, но обязательно — вывод из стадии опытного) -> планирование, закупка, производство -> передача потребителю».
4. Таким образом, цифровизация традиционных российских предприятий должна обязательно и первостепенно включать построение фундамента (I3.0), с цифровизацией (внедрением элементов I3.5 и I4.0) только там, где необходимо и оправдано (в узких местах процесса создания продукции для потребителя). Так, как это делали западные, а теперь уже и восточные, более эффективные производства. В любом другом случае все это будет выглядеть (и выглядит, судя по регулярно рапортуемым «успехам» наших «цифровизирующихся» заводов. Причем, как правило, не на деньги частных собственников) как попытка…взобраться на 4й этаж со 2го по приставной лестнице, у которой нет перекладин вначале.
Причем, как правило, не на деньги частных собственников) как попытка…взобраться на 4й этаж со 2го по приставной лестнице, у которой нет перекладин вначале.
Ниже представлена концепция цифровизации (читай – повышения эффективности через цифровизацию) для производств, только осваивающих I3.0 и представляющих подавляющее большинство нашей промышленности.
Подробно рассматривается только область планирования и управления производством. Процессы разработки – не рассматриваются, процессы управления цепочками поставок – кратко.
ЭТАП 1: переход на уровень «базовой автоматизации управления» (Industry 3.0, уровень развития — 1990е гг)
Исходное состояние и задачи
Основная задача, стоящая на данном уровне развития, — переход на следующий уровень, I3.0. С уровня 2.0. (80е гг), на котором, если посмотреть реальности в глаза, находится большинство наших производств, разных размеров и форм собственности.
Для перехода необходимо решение следующих задач:
1) сокращение непроизводительных трудозатрат на процессы управления. Таких, как (пример):
Таких, как (пример):
затраты (время, человеко-часы работы) на ручное формирование/корректировка технологических составов изделий (ТСИ),
затраты на ручное (полуручное) планирование, и постоянные исправления ошибок/корректировки ручных планов,
затраты на ручной и/или неточный, неоперативный учет запасов, выполняемых и выполненных работ/поставок,
«управление» производством и заказами через планерки, совещания, селекторы, «силой мозга» одного «эксперта» и пр.
2) синхронизация планов и исполнения всей производственно-логистической цепочки. С постановкой правильных процессов и их автоматизацией. С «разрушением стен» между подразделениями и переделами цепочки поставки. «Стен», которые тормозят и искажают информационные и материальные потоки, проходящие сквозь предприятие.
Что и как улучшаем
Разработка продукции – переход на электронный состав
Кратко, это – переход к формализованным и автоматизированным процессам ведения электронного состава изделий. Для целей не только и не столько конструкторов и технологов, сколько для использования его (эл.состава) в системе планирования.
Для целей не только и не столько конструкторов и технологов, сколько для использования его (эл.состава) в системе планирования.
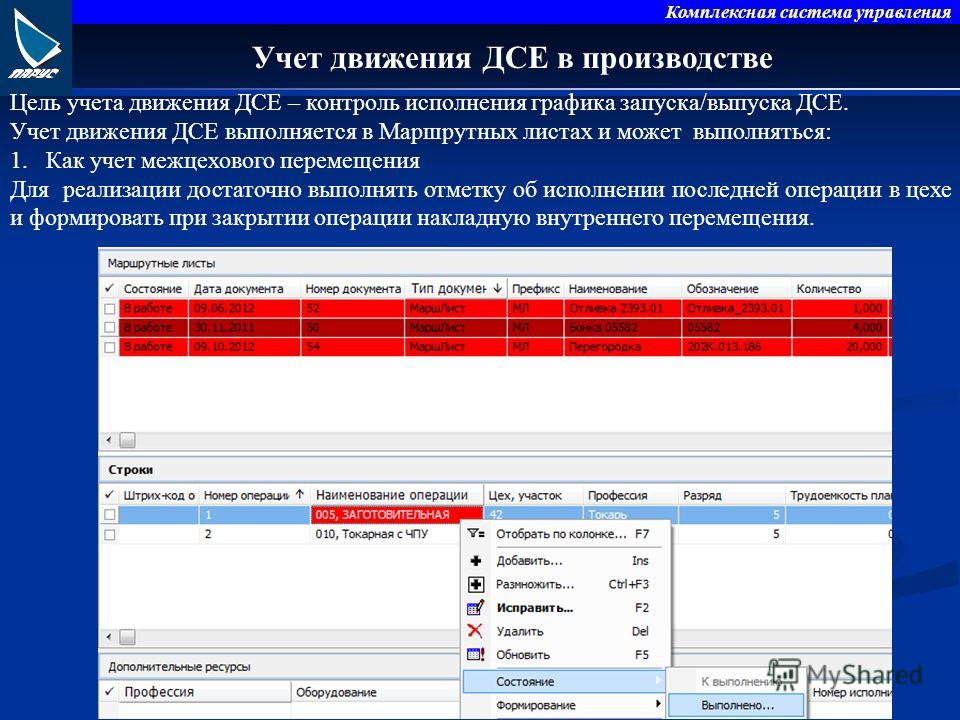
Уровень 1 – автоматизация внутренней и внешней цепочки поставок. До площадки/цеха/участка
ЦЕЛЬ: сделать синхронизированное производство, по всей внутренней (завода) и внешней (поставщики и кооператоры) цепочке поставки [1]. Поставив процессы и автоматизировав их с ИТ-системой класса «СПМ — Система Планирования и Мониторинга производства и поставок» (далее – СПМ).
Планирование (алгоритм планирования — «планировщик системы») работает на основании следующих групп данных. Не имея которые про планирование можно забыть…
1. Что производим: состав изделия.
Что из чего сделано (что во что входит) – количество.
Как делаем: маршрут и технология обработки/сборки (что, где и как делаем).
Временные характеристики (время производства, нормы).
Информация должна автоматически передаваться («проецироваться») в СПМ из PDM, где ведутся электронные составы. Или вводиться непосредственно в СПМ.
Или вводиться непосредственно в СПМ.
2. Cредства производства.
Люди, их квалификация и доступность (график работы, эффективность).
Оборудование/обрабатывающие центры (ОЦ), их характеристики и доступность (график работы, эффективность).
Информация вводится в СПМ.
3. Что для этого есть: материалы, ПКИ, ДСЕ, инструмент, оснастка, приспособления.
Где, в каком месте цепочки (площадки, склады, цеха, участки, кладовые).
В каком количестве.
В каком статусе.
Информация вводится в СПМ.
На основе этих данных происходит расчет планов. Не по-периодно (раз в месяц, а по необходимости учета изменений, в идеале – ежесуточно или чаще. По результатам планирования (с учетом текущей ситуации, по фактическим достоверным данным указанных выше объектов и параметров), получаем следующую информацию (с точностью до площадки/цеха/участка).
Что и когда надо запустить/закупить, что нужно выпустить.
Какие ресурсы необходимы, в т.ч. для закупки.
Управление запуском: формирование Заказов поставщикам/кооператорам, формирование и запуск Производственных заданий (Производственных Партий), объектов управления всем циклом производства ДСЕ/сборок (это не сменно-суточные задания!).
Важно! Необходимо сразу проектировать систему (алгоритмы), помогающую и заставляющую работать «Точно Вовремя», «Точно в количестве». Так потом гораздо проще будет «поместить» эти базовые процессы в кибер-физическую систему I4.0. При этом, неточности указанной информации, связанные с неточностью данных и/или неоперативностью/ошибочностью ручного ввода, что неизбежно на данном, начальном, уровне развития – «гасить» буферами: времени (растянутые циклы), запасов (завышенные уровни покупных, НзП). С последующим их постепенным сокращением.
Уровень 2 – локальное (детализированное) планирование и автоматизация исполнения.
ЦЕЛЬ: реализовать продвинутые функции управления исполнением[2] синхронизированных позаказных планов, «сделанных» СПМ и «переданных» исполнителям.
1. В качестве входных данных используется «нижний слой» (детальный) информации, необходимой для синхронизированного планирования (уровень исполнителей и, если возможно и необходимо, оборудования).
2. После постановки и уверенной работы с 1м уровнем планирования – автоматизация 2го уровня планирования.
Планирование и распределение работ в производстве, по рабочим, по оборудованию. С выдачей заданий в бумажной или электронной форме (сменно-суточные задания), с регистрацией их исполнения.
Планирование и распределение работ по управлению запасами (склады, логистика), по кладовщикам, логистам (перевозчикам).
3. Автоматизация учетных функций: быстрый и простой ввод в систему (цеховые киоски, планшеты, штрих-кодирование) информации о факте: что и когда сделано/скомплектовано, перемещено.
Что должны получить
Как результат данного этапа: автоматизированная базовая производственная система, на уровне Industry 3.0. (см. рис. ниже)
СПМ, в смысле поставленных и автоматизированных процессов, на 1м («среднем») и 2м («детальном») уровнях планирования и мониторинга здесь является «становым хребтом» дальнейшей автоматизации и цифровизации. Без которого все остальные «цифровые» инициативы останутся попытками локальной оптимизации, НЕ повышающими эффективность всей производственной системы.
Проекты преобразований
Реализация данного этапа может быть осуществлена через следующие (лучше – отдельные), последовательные Проекты.
1. Постановка СПМ (Системы Планирования и Мониторинга производства и снабжения[3]) для обеспечения синхронизированного планирования и исполнения планов по всей, внутренней и внешней цепочке поставок. Для следующих областей управления.
ведение Позаказного (производственного) Состава Изделий,
планирование производства и снабжения, до уровня цехо/участко-заходов (переделы /этапы производства/группы операций),
управление поставками и кооперацией,
управление складами (запасами) снабжения и производства,
управление производством: запуск, учет хода производства (запуск/выпуск по участко/цехо-заходам), межучастковые/цеховые передачи,
мониторинг.

2. Постановка процессов продвинутого управления исполнением (СПМ-MES):
внутрицеховое планирование:
распределение работ по оборудованию/операторам,
управление очередями,
сменно-суточные задания,
пооперационный учет, включая управление качеством.
3. Автоматизация указанных выше учетных действий с использованием:
штрихкодирования,
цеховых терминалов.
ЭТАП 2. Следующий шаг к цифровизации – «Industry 3.0+»
Основные задачи здесь следующие.
1) Сокращение непроизводительных трудозатрат процессов управления и сокращение некоторых традиционных ролей управления, как класса. Например, роли (и отделы): ПДО, ПДБ, ОГТ и/или цеховых технологов и нормировщиков.
2) Сокращение «буферов» страховых запасов и времени.
3) Сокращение себестоимости продукции.
4) Создание базы («входа») для кибер-физической системы I4. 0.
0.
Подчеркнутым курсивом ниже отмечены процессы, которые уже с полным правом и без кавычек можно назвать (началом) цифровой трансформацией.
Шаг 1. Повышение точности планирования — базовые данные
Цель: повысить точность планирования за счет повышения точности входящей информации, используемой при планировании.
1. Что производим: состав изделия.
Что из чего сделано (что во что входит) – количество.
Как делаем: маршрут и технология обработки/сборки (что, где и как делаем).
Временные характеристики (время производства, нормы).
Информация автоматически поступает в СПМ из PLM. Используются ИТ-системы управления изделиями и системы имитационного моделирования.
1. В PLM проводится разработка составов изделий (СИ), с учетом корректного описания технологических процессов (вплоть до обрабатывающих программ для станков с ЧПУ) и проверки технологичности производства.
2. Проверка СИ на возможность производства, определение стартовых времен, микро-логистика, выполняется в системе Имитационного моделирования.

2. Средства производства.
Люди, их квалификация и доступность (график работы, эффективность).
Информация доступна для СПМ в автоматическом режиме из следующих систем.
1. Из ИТ-системы управления людскими ресурсами (плановое время работы).
2. Из электронной проходной (в развитии – из продвинутой системы распознавания лиц).
3. Информация по эффективности работы каждого сотрудника вычисляется на основе сбора план/факт информации по исполнению (из СПМ – см. ниже).
Автоматический цифровой сбор данных по загрузке и доступности оборудования.
1.
2. По информации из ИТ-системы автоматизированного сбора данных о работе оборудования — MDC (Machine Data Collection).
3. Плюс — план/факт информация по исполнению (из СПМ – см. ниже).
 Информация по прогнозу планового времени работы оборудования: из системы ТОиР, системы управления обслуживанием (Predictive Maintenance), системы Цифровой двойник.
Информация по прогнозу планового времени работы оборудования: из системы ТОиР, системы управления обслуживанием (Predictive Maintenance), системы Цифровой двойник.3. Что для этого есть: материалы, ПКИ, ДСЕ, инструмент.
Система автоматического съема информации через RFID. Автоматический ввод в СПМ через считывание сигналов RFID с объектов учета и/или сопровождающих их документов. И/или, где необходимо и оправдано, автоматизированных складов.
Шаг 2. Повышение уровня детализации исполнения
По результатам планирования в СПМ.
1. Автоматическое создание рабочих заданий и передача исполнителям.
a. На личные мобильные устройства и/или цеховые/участковые экраны.
b. На единицы оборудования (очередь заданий и управляющих программ на ОЦ, технологические инструкции для сборки в электронном виде).
c. Задания на комплектацию производства/перемещения между складами/цехами/участками:
автоматизированные задания на автоматизированные склады (при наличии и целесообразности их использования),
и/или — задания на комплектацию/перемещения в электронном виде исполнителям, личные мобильные устройства,
и/или после – автоматизированная доставка (роботы-тележки),
на уровне цеха, участка, рабочего.
d. На оборудование.
По результатам исполнения.
2. Автоматизированный съем факта исполнения рабочих заданий.
a. С оборудования – по завершении обработки/этапов обработки.
b. С автоматизированных складов/тележек, о перемещении между складами/участками/цехами.
c. С видеокамер – о начале/завершении процесса производства/сборки (технология пока под вопросом…)
Комментарий
На уровне интеграции системы продвинутого управления исполнением (MES), могут быть также цифровизированы следующие процессы (если они узкие места производства!)
Автоматическое управление инструментом — калибровка, настройка уровня усилий, съем факта.
Интеграция с лабораторными системами – информация о качестве.
Интеграция с системой распознавания лиц – фактическая информация о начале/завершении производства.
Съемка перемещений сотрудников, с автоформированием профиля движений и расчетом производительных и лишних…
и др.
Шаг 3. Повышение точности планирования – план/факт
Повышение точности планирования на счет Автокалибровки[4] систем планирования и исполнения.
1. Используем план/факт информацию из п2. Шага 2.
2. Используем информацию по фактической работе/OEE оборудования.
3. Корректируем плановые данные (в СИ, времена производства, перемещения и пр.).
Собираем и предварительно очищаем фактические данные.
Алгоритмически (в т.ч. с алгоритмами работы c Big Data и AI) рассчитываем новые плановые данные.
Алгоритмически (массово, выборочно, условно) замещаем.
4. Далее — очередной автоматический цикл планирования/исполнения/корректировки данных.
Комментарий. Повышение уровня детализации процессов исполнения, т.е. полная автоматизация процессов комплектации/перемещений/обработки – практически есть «вход» в Кибер-физическую систему (КФС) реального цифрового завода.
Очевидно, что следующий этап, собственно работа КФС возможна только после реализации СПМ с обратной связью, как представлено выше.
Проекты преобразования
Реализация данного шага к I4.0 может быть осуществлена через следующие проекты.
Реализация процессов PLM, включая систему имитационного моделирования.
моделирование производства и логистики завода,
моделирование производства изделий, с минимизацией времени/себестоимости.
2. Цифровой двойник производства. Возможно пересечение с п.1.
3. ТОиР:
учет оборудования, съем факта работы/простоев (с использованием данных MDC),
расчет будущей эффективности, предсказание поломок, расчет графика ТОиР.
4. HCM (Human Capital Management) — система управления кадрами:
управление кадрами (продвинутые функции),
сбор информации по выработке, расчет эффективности.
5. MDC (Machine Data Collection):
автоматизированный сбор / мониторинг информации о работе оборудования,
расчет ОЕЕ с разными аналитиками.
6. RFID: автоматический учет движений ТМЦ и любых других материальных объектов с использованием «маячков».
7. Автокалибровка: расчет плановых временных параметров изделий на основании план/факт отклонений.
Важно! Указанные выше проекты имеют смысл ТОЛЬКО при наличии централизованной общей «шины» управления (не столько программной, сколько логической) – СПМ на уровнях «Синхронизированное планирование» и «Продвинутое Исполнение». К которой присоединяются указанные выше локальные системы. И, за счет этого, начинающие работать не только для достижения локальных оптимумов, но и для принципиального точности и скорости обработки информации, и доведения его до уровня реальной КФС.
Этап 3. Industry 4.0 — цифровой завод
Задача:
1) автоматизация (цифровизация) процессов планирования, учета и исполнения (роботизация: перемещений, обработки, сборки).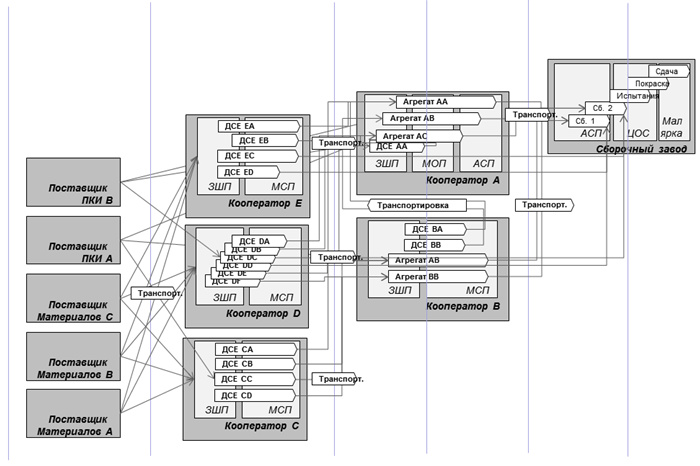 Для всех процессов, где эти процессы можно автоматизировать и роботизировать. За счет этого — …
Для всех процессов, где эти процессы можно автоматизировать и роботизировать. За счет этого — …
2) — … практически полное устранение «прослойки» людей в процессах управления (ПДО, ПДБ, кладовщики и т.п.) через замыкание информационных и связанных с ними материальных потоков, на единицах оборудования.
Но при этом:
«обслуживающий» системы (в т.ч. и СПМ) персонал – остается,
процессы, связанные с управлением спросом, верхнеуровневым планированием/балансировкой, стратегическим взаимодействием с клиентами, поставщиками, кооператорами – (пока) остается за людьми.
Указанные выше задачи фактически описывают переход на уровень I4.0 – к функционированию кибер-физической системы цифрового завода. И решаются они через внедрение соответствующих инструментов, по сценариям и направлениям 1го и 2го этапа, описанным выше. Кратко, это следующие действия (далее применены общеизвестные для I4.0 англоязычные термины или сокращения, без расшифровки).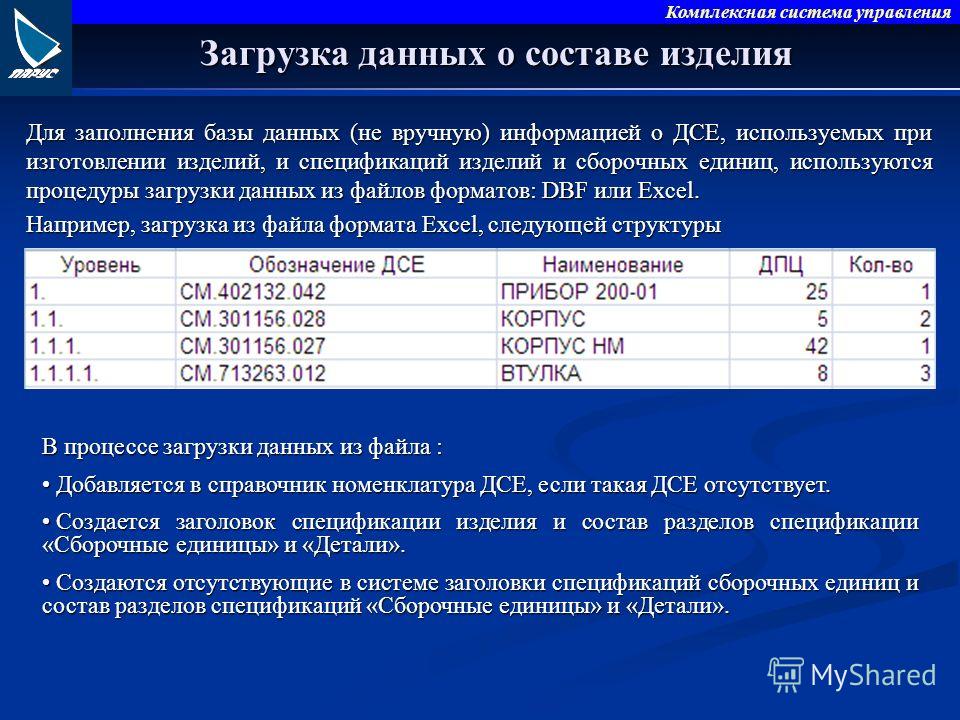
1. Сокращение циклов, ресурсоемкости и стоимости собственно процесса производства через преобразование физических потоков (все указанные ниже инструменты строго применяются только там, где целесообразно!).
Моделирование новых процессов через средства Имитационного моделирования, Цифровые двойники, видео-съемки с анализом действий персонала с ее последующей оптимизацией.
Роботизация/оптимизация процессов производства через: RPA, IoT, 3D печать.
Оптимизация процессов производства (сборки) с участием людей, через: Cobot’ы, AR, VR
Оптимизация микро-логистических процессов через: RFID, автоматизированные склады/роботизированные тележки/дроны.
2. Повышение эффективности работы оборудования через: Predictive Maintenance, IoT.
3. Максимизация точности учета (для синхронного точного планирования и оптимальной работы роботизированных по п1 средств производства) через средства: компьютерного зрения, носимые устройства и датчики.
Максимизация точности учета (для синхронного точного планирования и оптимальной работы роботизированных по п1 средств производства) через средства: компьютерного зрения, носимые устройства и датчики.
4. Повышение эффективности внешней цепочки поставок через использование: Blockchain, SCM Control Tower.
Заключение
Компании, проектирующие и производящие в настоящее время аппаратные и программные средства цифровизации производства переживают сейчас «бум». И прежде всего потому, что хорошо спроектированные и сделанные цифровые инструменты, относительно легко и быстро внедряются и окупаются очень быстро. Мы со своего уровня, смотрим на это «разинув рты», и тоже хотим заскочить в этот поезд… С верой, что вот сейчас то мы всех сделаем…
Но, торопиться надо медленно. Роботизированная тележка, подвозящая комплектующие к роботизированному участку сборки, где немногочисленные операторы, в очках виртуальной реальности, собирают «с первого предъявления» все, как надо – это, безусловно, выглядит круто! Но задайтесь вопросом: кто, как и когда будет на нее грузить то, что нужно именно в этот момент времени? И кто, как и когда определит «этот момент»? Ежемесячное и неточное планирование, на основании ТСИ, ведущегося в Excel, и запасы из бухгалтерского ПО, — точно не тот «фундамент», на который можно «поставить роботов»… Индустрия 4. 0 опирается на отлаженные процессы Индустрии 3.0, не 2.0. Поэтому — только последовательное эволюционное и итерационное развитие!
0 опирается на отлаженные процессы Индустрии 3.0, не 2.0. Поэтому — только последовательное эволюционное и итерационное развитие!
Расшифровки по сноскам в тексте
[1] Используются система/алгоритмы и процессы «среднего» (RCCP-MRP-CRP[1] — по общепринятой классической классификации MRP-II) уровня планирования и исполнения.
[2] Часто и неправильно это называют MES. Хотя MES – маркетинговое определение определенного класса ИТ-систем. Правильнее определять этот уровень как SFC (Shop Floor Control — цеховое управление), по общепринятой классической классификации MRP-II. Это уровень, соответствующий «нижнему», детальному уровню планирования и исполнения. Тем не менее, для ясности в рамках данной статьи оставим его как MES.
[3] В данном контексте, СПМ можно назвать «Производственной ERP».
[4] «Автокалибровка систем планирования и исполнения». Хотя это — «всего-лишь» реализации классического алгоритма управления с обратной связью, технология автоматического и быстрого применения его для производственных систем — пока на уровне НИР. Но перспективы ее, и прежде всего, для наших производств – огромны!
Но перспективы ее, и прежде всего, для наших производств – огромны!
Производство светильников по технологии LCT
07.04.2020
В этом году группа компаний Navigator приняла решение о модернизации и переходе производства светотехнической продукции промышленного и складского назначения на новейшую технологию LCT в течении ближайших двух лет. Данная технология (low current tech) позволяет существенно снизить ток, питающий светодиоды, что позволяет при тех же затратах на электроэнергию увеличить световой поток. К примеру, 36Вт светильник при использовании стандартных драйверов выдает световой поток 3400Лм, а при переходе на LCT тот же светильник станет выдавать уже 4500Лм.
Новая технология позволит увеличить срок службы светодиодов путем снижения нагрузки почти на 60%, а также позволяет минимизировать падение светового потока в течение срока службы.
В планах ТМ Навигатор модернизировать линейку светильников:
• DSP-CC-R повышение эффективности светового потока до 130Лм/Вт
• NSF – PW5 повышение эффективности светового потока до 120Лм/Вт
• NFL-M1повышение эффективности светового потока до 130Лм/Вт
• NSF-PW6 повышение эффективности светового потока до 105Лм/Вт
• NLP-OS2/MS2/IS2/PS2 повышение эффективности светового потока до 117Лм/Вт
LCT является недавно разработанной, но уже набирающей популярность технологией подачи тока существенно ниже номинального значения. Сам принцип LCT можно увидеть в лампе накаливания, которая является рекордсменом книги рекордов Гиннеса как «самый долговечный свет». Так, секрет такого высокого ресурса работы объясняется просто – глубоким «недонакалом», т.е. мощность лампочки ориентировочно 30Вт, но по факту подается на нее всего 8Вт.
Сам принцип LCT можно увидеть в лампе накаливания, которая является рекордсменом книги рекордов Гиннеса как «самый долговечный свет». Так, секрет такого высокого ресурса работы объясняется просто – глубоким «недонакалом», т.е. мощность лампочки ориентировочно 30Вт, но по факту подается на нее всего 8Вт.
Суть всей технологии заключается в том, что все используемые светодиоды расходуют не весь свой потенциал, а лишь на небольшой процент. К примеру, на светильник с диодами на 0,5Вт подается всего 0,2Вт. Данная разница позволяет увеличить срок жизни светодиода, отдалить деградацию кристалла и люминофора, а значит и уменьшить процент изменение оттенка свечения светодиода.
Светильники с технологией LCT показывают отличные результаты в тестах по международной стандартизованной методике «LM-80» по сохранению порядка 70% своего изначального светового потока по истечении заявленного срока службы на независимых тестированиях в независимых лабораториях. Кроме того, при снижении питающего тока световой поток светодиода снижается нелинейно (с меньшей скоростью), а, значит, эффективность светового прибора возрастает.
Что касается экономической составляющей новой технологии, то выгода при приобретении светильников LCT позволяет:
• Снизить количество световых точек без потери в качестве освещения
• Существенно снизить затраты на электроэнергию
• Увеличенный срок эксплуатации без необходимости в дополнительном обслуживании и смене вышедших из строя моделей
Именно поэтому принято решение по переходу производства промышленного освещения на новую технологию в течении ближайших двух лет.©
Часто покупают
ООО «Белэнергомаш – БЗЭМ» | Продукция
ООО «Белэнергомаш – БЗЭМ» изготавливает элементы, детали и сборочные единицы трубопроводов для энергоблоков различной мощности тепловых электрических станций (ТЭС). Трубопроводы предназначены для транспортировки пара, горячей воды и других рабочих сред (например, масло, мазут, газообразные смеси и др.). Трубопроводы ТЭС подразделяются на станционные и турбинные. В зависимости от параметров (давления и температуры) транспортируемой среды изготовляемые трубопроводы делятся на две основные группы – высокого и низкого давления. Для изготовления деталей в зависимости от назначения трубопроводов используются материалы из следующих основных марок сталей: сталь 20, 15ГС, 17Г1С, 09Г2С, 10Г2, 12Х1МФ, 15Х1М1Ф, 10Х9МФБ-Ш и др.
В зависимости от параметров (давления и температуры) транспортируемой среды изготовляемые трубопроводы делятся на две основные группы – высокого и низкого давления. Для изготовления деталей в зависимости от назначения трубопроводов используются материалы из следующих основных марок сталей: сталь 20, 15ГС, 17Г1С, 09Г2С, 10Г2, 12Х1МФ, 15Х1М1Ф, 10Х9МФБ-Ш и др.
В основную номенклатуру предприятия для трубопроводов ТЭС входят следующие изделия:
- трубы гнутые и крутоизогнутые;
- отводы (колена) штампованные, штампосварные и протяжные;
- тройники штампованные, кованные, сварные и с вытянутой горловиной;
- соединения штуцерные и коллекторы;
- переходы штампованные, штампосварные и сварные;
- заглушки плоские и днища штампованные эллиптические;
- сварные и фланцевые расходомерные устройства;
- различные фланцы и крепежные изделия;
Детали и сборочные единицы изготавливаются как по стандартам, так и по собственным типовым и оригинальным чертежам. В настоящее время ООО «Белэнергомаш – БЗЭМ» изготавливает по стандратам следующее трубопроводное оборудование для ТЭС:
В настоящее время ООО «Белэнергомаш – БЗЭМ» изготавливает по стандратам следующее трубопроводное оборудование для ТЭС:
- Детали и сборочные единицы из углеродистых и кремнемарганцовистых сталей трубопроводов тепловых станций с абсолютным давлением р≥4,0 МПа и расчётным ресурсом 200000 часов.
СТО ЦКТИ 321.01-2009 ÷ СТО ЦКТИ 321.04-2009,
СТО ЦКТИ 318.01-2009 ÷ СТО ЦКТИ 318.03-2009,
СТО ЦКТИ 462.01-2009 ÷ СТО ЦКТИ 462.04-2009,
СТО ЦКТИ 520.01-2009, СТО ЦКТИ 313.01-2009,
СТО ЦКТИ 720.01-2009 ÷ СТО ЦКТИ 720.14-2009,
СТО ЦКТИ 724.01-2009, СТО ЦКТИ 038.01-2009,
СТО ЦКТИ 839.01-2009 ÷ СТО ЦКТИ 839.04-2009,
СТО ЦКТИ 504.01-2009, СТО ЦКТИ 530.01-2009. - Детали и сборочные единицы из хромомолибденованадиевых сталей для трубопроводов тепловых станций с абсолютным давлением р≥4,0 МПа и расчётным ресурсом 200000 часов.
СТО ЦКТИ 321.
05-2009 ÷ СТО ЦКТИ 321.09-2009,
СТО ЦКТИ 318.04-2009 ÷ СТО ЦКТИ 318.06-2009,
СТО ЦКТИ 462.05-2009СТО ЦКТИ 462.08-2009,
СТО ЦКТИ 520.02-2009, СТО ЦКТИ 313.02-2009,
СТО ЦКТИ 720.15-2009 ÷ СТО ЦКТИ 720.24-2009,
СТО ЦКТИ 504.02-2009, СТО ЦКТИ 038.02-2009,
СТО ЦКТИ 839.05-2009, СТО ЦКТИ 839.06-2009,
СТО ЦКТИ 530.02-2009, СТО ЦКТИ 837.01-2009. - Детали и сборочные единицы из углеродистых и кремнемарганцовистых сталей для трубопроводов пара и горячей воды с давлением рν≥4,0 МПа (рν≥40 кгс/см2) тепловых электростанций. Типы, конструкция, размеры и технические требования. (применяются только для ремонта и замены участков трубопроводов по старым проектам).
ОСТ 108.321.11-82 ÷ ОСТ 108.321.17-82, ОСТ 108.327.01-82, ОСТ 108.504.01-82,
ОСТ 108.318.11-82 ÷ ОСТ 108.318.17-82, ОСТ 108.530.01-82, ОСТ 108.724.01-82,
ОСТ 108. 462.01-82 ÷ ОСТ 108.462.07-82, ОСТ 108.038.62-82, ОСТ 108.520.02-82,
ОСТ 108.104.01-82 ÷ ОСТ 108.104.09-82, ОСТ 108.104.16-82, ОСТ 108.313.06-82,
ОСТ 108.720.01-82 ÷ ОСТ 108. 720.04-82, ОСТ 108.839.01-82 ÷ ОСТ 108. 839.05-82. - Детали и сборочные единицы из хромомолибденованадиевых сталей для паропроводов тепловых электростанций. Типы, конструкция, размеры и технические требования. (применяются только для ремонта и замены участков трубопроводов по старым проектам).
ОСТ 108.321.18-82 ÷ ОСТ 108.321.25-82, ОСТ 108.327.02-82, ОСТ 108.327.03-82,
ОСТ 108.318.18-82 ÷ ОСТ 108.318.25-82, ОСТ 108.462.08-82 ÷ ОСТ 108.462.10-82,
ОСТ 108.462.14-82 ÷ ОСТ 108.462.17-82, ОСТ 108.462.19-82 ÷ ОСТ 108.462.21-82
ОСТ 108.104.10-82 ÷ ОСТ 108.104.15-82, ОСТ 108.104.17-82 ÷ ОСТ 108.104.20-82,
ОСТ 108.038.63-82, ОСТ 108.520.03-82, ОСТ 108.313.07-82, ОСТ 108.313.08-82,
ОСТ 108. 720.05-82 ÷ ОСТ 108. 720.07-82, ОСТ 108.839.07-82 ÷ ОСТ 108. 839.10-82,
ОСТ 108.530.02-82, ОСТ 108.530.03-82, ОСТ 108.724.02-82, ОСТ 108.837.01-82,
ОСТ 108.410.02-82, ОСТ 108.724.02-82, ОСТ 108.504.02-82, ОСТ 108.504.07-82,
ОСТ 108.450.102-82, ОСТ 108.038.65-82. - Отводы из хромистых сталей марок 10Х9МФБ-Ш и X10CrMoVNb9-1 для паропроводов тепловых станций расчётным ресурсом 200000 часов.
СТО ЦКТИ 321.09-2009 ÷ СТО ЦКТИ 321.12-2009.
- Детали трубопроводов стальные бесшовные приварные на Рраб<2,2 МПа (22 кгс/см2), t≤425°C для тепловых электростанций.
ОСТ 34 10.699-97 ÷ ОСТ 34 10.701-97.
- Детали и сборочные единицы трубопроводов ТЭС на Рраб<2,2 МПа (22кгс/см2), t≤425°C.
ОСТ 34 10.748-97 ÷ ОСТ 34 10.766-97.
- Детали и элементы трубопроводов ТЭС. Соединения фланцевые для дисковых измерительных диафрагм. Ру≤2,5 МПа (25 кгс/см2). Конструкция и размеры.
ОСТ 34-10-504-95.
- Детали и сборочные единицы трубопроводов ТЭС для антикоррозионного покрытия.
ОСТ 34-42-822-86 ÷ ОСТ 34-42-835-86.
- Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.
ГОСТ 17375-2001 ÷ ГОСТ 17380-2001.
- Фланцы арматуры, соединительных частей и трубопроводов.
ГОСТ 12815-80 ÷ ГОСТ 12822-80.
- Опоры и подвески станционных и турбинных трубопроводов, изготавливаемые согласно требованиям общих технических условий ОСТ 108.275.50-80, ОСТ 24.125.170-2001, ТУ 34-10-10380-04, ОСТ 34-10-723-93.
 05-2009 ÷ СТО ЦКТИ 321.09-2009,
05-2009 ÷ СТО ЦКТИ 321.09-2009,  462.01-82 ÷ ОСТ 108.462.07-82, ОСТ 108.038.62-82, ОСТ 108.520.02-82,
462.01-82 ÷ ОСТ 108.462.07-82, ОСТ 108.038.62-82, ОСТ 108.520.02-82,  720.05-82 ÷ ОСТ 108. 720.07-82, ОСТ 108.839.07-82 ÷ ОСТ 108. 839.10-82,
720.05-82 ÷ ОСТ 108. 720.07-82, ОСТ 108.839.07-82 ÷ ОСТ 108. 839.10-82,  Соединения фланцевые для дисковых измерительных диафрагм. Ру≤2,5 МПа (25 кгс/см2). Конструкция и размеры.
Соединения фланцевые для дисковых измерительных диафрагм. Ру≤2,5 МПа (25 кгс/см2). Конструкция и размеры.
Фотографии по теме
Сборочная единица — Справочник химика 21
В книге изложен современный опыт технологии изготовления нефтяной и химической аппаратуры. Приведены описания технологических процессов, оборудования и оснастки для выполнения заготовительных, сборочных и контрольных операций при изготовлении деталей, сборочных единиц и аппаратов в целом. В необходимых случаях приведены расчетные формулы. [c.2]
Приведены описания технологических процессов, оборудования и оснастки для выполнения заготовительных, сборочных и контрольных операций при изготовлении деталей, сборочных единиц и аппаратов в целом. В необходимых случаях приведены расчетные формулы. [c.2]
Технологический процесс — это часть производственного процесса, в результате которого изменяется форма или физические свойства заготовок или отдельные детали соединяются в сборочные единицы. [c.12]
Предпосылки организации поточного производства. Несмотря на индивидуальный и мелкосерийный характер производства аппаратов, анализ их конструкций показывает, что они в основном состоят из однотипных деталей и сборочных единиц обечаек, днищ, люков, штуцеров, опор и т. д., а это создает возможности для организации изготовления деталей и сборочных единиц и в отдельных случаях аппаратов в целом по принципу поточного производства. [c. 14]
14]
Технологический процесс изготовления детале й и сборки сборочных единиц и изделий характеризуется различными видами обработки сваркой, механической обработкой, слесарными работами, термической обработкой и т. д. [c.14]
Применение поточных методов в производстве аппаратуры начинается с создания специализированных участков и цехов, работающих по принципу поточного производства, поточных, переналаживаемых механизированных линий для изготовления и обработки стандартных и нормализованных деталей и сборочных единиц аппаратуры. [c.14]
Максимально применять в конструкции аппаратов и машин нормализованные и унифицированные детали и сборочные единицы. [c.16]
Расчленять аппарат на ряд законченных независимых сборочных единиц. [c.16]
Обеспечить взаимозаменяемость сборочных единиц и деталей, изготовляемых поточным методом. [c.16]
При проектировании ненормализованных сборочных единиц максимально использовать нормализованные детали и сборочные единицы, применяя при этом различные виды соединений, в том числе и неразъемные. [c.16]
[c.16]
Основными деталями и сборочными единицами при изготовлении футерованной аппаратуры являются, днища, фланцы, люки и штуцера. [c.66]
Основные сборочные единицы станка (см. рис. 53) головка VI с режущими роликами, пиноль V привод /, основание II, стол III выдвижной стол IV, рама VII. При вырезке цельных кольцевых прокладок пиноль станка фиксируют рукояткой 10, винт 8 освобождают от разъемной гайки рукояткой 9, режущие ролики 3 разводят рукояткой 4. Заготовку накалывают на ось А и вводят [c.102]
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ основных СБОРОЧНЫХ ЕДИНИЦ АППАРАТУРЫ [c.119]
Для корпусов с толщиной стенки до 16 мм из углеродистых и низколегированных сталей штуцеры можно присоединять к отбортованным отверстиям. Такое соединение повышает надежность этой сборочной единицы и облегчает контроль сварного шва. [c.131]
Для оребрения труб из углеродистых и низколегированных сталей Институтом электросварки им. Е. О. Патона разработана технология высокочастотной приварки ребра, для чего была спроектирована и внедрена в производство установка, в состав которой входят следующие основные сборочные единицы (рис. 96, а) [c.157]
Е. О. Патона разработана технология высокочастотной приварки ребра, для чего была спроектирована и внедрена в производство установка, в состав которой входят следующие основные сборочные единицы (рис. 96, а) [c.157]
Все элементы шаровой оболочки проходят на заводе контрольную сборку для обеспечения полной взаимозаменяемости одноименных элементов. Все элементы маркируются. Лепестки, усиливающие кольца, штуцеры и другие детали корпуса поставляются на монтаж в разобранном виде и на время транспортировки и хранения покрываются протекторным грунтом ГФ-95 с алюминиевой пудрой, позволяющим производить сварку без предварительной очистки зон сварки. Металлоконструкции, шахтные лестницы, переходные площадки, опоры и другие сборочные единицы окрашиваются черным лаком № 177, кроме свариваемых на монтаже концов стыкуемых элементов, которые покрываются грунтом ГФ-95 с алюминиевой пудрой. [c.244]
В кожухотрубчатых теплообменных аппаратах трубный пучок. является самостоятельной сборочной единицей, сборка которой производится на отдельном рабочем месте. [c.163]
является самостоятельной сборочной единицей, сборка которой производится на отдельном рабочем месте. [c.163]
Развальцовочный стенд может использоваться как стационарная или переносная установка. В переносном исполнении все сборочные единицы стенда шкаф управления процессом развальцовки и поворотная стойка с приводом монтируются на специаль- [c.169]
При сборке аппаратов следует обеспечить параллельность опорных штанг и перпендикулярность их к неподвижной плите и опорной стойке в пределах, обеспечивающих сборку без применения значительных усилий. У собранных аппаратов проверяют точность взаимного расположения собранных сборочных единиц и деталей в соответствии с рабочими чертежами и схемой компоновки пластин, работу винтовых зажимов и подвижность плит. [c.194]
В процессе разметки следует периодически, через 5—7 тарелок, проверять положение визирного луча по следу на задней марке, при этом оптическую головку приспособления необходимо опустить ниже луча. В случае смещения луча относительно центра выше допустимого (> 3 мм), следует откорректировать положение луча по передней и задней маркам. После удаления из корпуса приспособления для оптической разметки, поворачивая корпус на роликоопорах в удобное положение, откладывают размеры и наносят необходимые линии под установку приварных сборочных единиц и деталей тарелок. [c.216]
В случае смещения луча относительно центра выше допустимого (> 3 мм), следует откорректировать положение луча по передней и задней маркам. После удаления из корпуса приспособления для оптической разметки, поворачивая корпус на роликоопорах в удобное положение, откладывают размеры и наносят необходимые линии под установку приварных сборочных единиц и деталей тарелок. [c.216]
Другой способ изготовления многослойного сосуда методом навивки ленты показан на рис. 149. Установка состоит из нескольких сборочных единиц. Вращающийся барабан 1 держит при вращении сердечник 2, на который спирально навивается полосовой материал 3. На сердечнике 2 установлены концевые секции будущего аппарата 4 и 5, одна из которых имеет хвостовик 6, посредством которого удаляется сердечник 2 после того, как изготовлен аппарат. Сердечник может быть разборного типа. [c.226]
Разметка корпуса под установку люков, штуцеров, муфт и других сборочных единиц и деталей корпуса колонны производится п ем нанесения размеров от главных осей корпуса в соответствии с чертежом и картой раскроя. Наружная раз-метка корпуса должна быть строго согласована с его внутренней разметкой. [c.217]
Наружная раз-метка корпуса должна быть строго согласована с его внутренней разметкой. [c.217]
Установка наружной арматуры. После разметки корпуса производится вырезка отверстий для установки люков, штуцеров, муфт и других элементов арматуры колонны. Вырезку отверстий под люки и штуцеры, расположенные вблизи от стыков днищ с корпусом и от монтажных стыков, производят после приварки днищ к корпусу и сварки монтажного стыка. Этил устраняется влияние местной деформации корпуса, связанной с большим объемом металла, наплавленного при сварке. После сборки арматуры сваривают внутренние швы соединения арматуры с корпусом колонны. Чтобы уменьшить влияние деформации от наплавленного металла сварных швов на точность корпуса, сварку наружных швов соединений производят после установки и приварки внутренних несъемных деталей и сборочных единиц тарелок. [c.217]
У аппаратов с внутренними защитными покрытиями—футеровкой кирпичом, другими штучными материалами или изоляционными матами—должны быть установлены (приварены) все детали крепления защитных покрытий и облицовок, а также подготовлены защищаемые поверхности. Защитные покрытия аппаратов— свинцом, винипластом, перхлорвиниловым и другими специальными лаками эмалированием, гуммированием и т. д. выполняются на заводе-изготовителе в тех случаях, когда аппараты поставляются транспортабельными по диаметру сборочными единицами и блоками, соединяемыми на монтаже без применения сварки. [c.246]
Защитные покрытия аппаратов— свинцом, винипластом, перхлорвиниловым и другими специальными лаками эмалированием, гуммированием и т. д. выполняются на заводе-изготовителе в тех случаях, когда аппараты поставляются транспортабельными по диаметру сборочными единицами и блоками, соединяемыми на монтаже без применения сварки. [c.246]
Исключение составляют те сварные соединения штуцеров и муфт, которые перекрываются при установке внутренних устройств колонны, а поэтому невозможен или затруднен процесс сварки указанных сборочных единиц с корпусом колонны и контроль ее качества. В этих случаях необходимо произвести сварку в соответствии с чертежом и перед установкой внутренних устройств выполнить необходимые испытания сварного соединения (гидравлическое, пневматическое или керосином с предварительным обме-ливанием поверхности). [c.217]
Качество сборки приварных деталей и сборочных единиц опорных элементов тарелок должно быть тщательно проверено ОТК, при этом необходимо обратить внимание на следующие требования [c. 219]
219]
Особенно следует рекомендовать темы дипломных проектов, срязанные с усонершенствованием основных сборочных единиц о(юрудовапия с учетом новейших достижений техники в да пион отрасли химической промышленности, направленные па увеличение производительности труда и улучшение его условий. [c.8]
Иа поле чертежа сборочной единицы согласно ГОСТ 2.604—68 допускается помещать ремонтную спецификацию. В эту спецификацию вносят составные части аинарата (манишы), на которые разработаны ремонтные чертежи, а таклремонтные документы. В раз/ел Материалы следует вносить основные материалы, необходимые для ремонта. [c.25]
Унификация. Оборудование для проведения современных химико-технологических процессов чрезвычайно разнообразно, однако для одних и тех же целей в различных отраслях химической промы иленности могут быть применены аналогичные (сходные) по коьструкции аппараты и машины. Это дало возможность унифицировать не только отдельные сборочные единицы и детали, но и ряд аппаратов и машин. [c.27]
Это дало возможность унифицировать не только отдельные сборочные единицы и детали, но и ряд аппаратов и машин. [c.27]
ГОСТами установлены ряды давлений, емкостей, диаметров сосудоЕч п аппаратов (см. 3,2) типы п размеры сосудов и аппаратов стальных сварных, чугунных аппаратов, чугунных эмалированных, медных, стальных высокого давления. На ряд конструкций машинного и немашинного оборудования, применяемого во многих химических производствах, разработаны государственные и отраслевые стандарты и нормали. Нормализована аппаратура с защитными покрытиями эмалированная и емкостная гуммированная из неметаллических материалов (фаолита, винипласта, уг.ле-графита) емкостная нз цветных металлов, В последние годы пересмотрена устаревшая и создана новая нормативно-техническая документация на высокопроизводительные машины и аппараты для химических ироизводств, проводится дальнейшая унификация оборудования, его деталей и сборочных единиц с целью новыше-ння их качества, надежности и заводской готовности. [c.27]
[c.27]
Метод узлового р е м о и т а о б о р у д о в а и н я заключа-ется в том, что отдельные сборочные единицы машии и аппаратов, требующие ремонта, снимаются со своего места и заменяются резервными, заранее отремонтированными,. приобретенными илн за- [c.252]
За счет амортизационных отчислений на капнталь 1ый ремонт образуются также нормированные ш гасы материальных ценностей, предназначенных для капитального ремо та — запас 5ые части, детали, сменные сборочные единицы, приборы, оборудование, механизмы. [c.293]
Карта раскроя сборочной единицы (обечайки, корпуса, днища) представляег собой чертеж развертки на плоскости, который определяет количество и габаритные размеры листов-заготовок, расположение и протяженность продольных и поперечных швов. [c.23]
Задача предлагаемой книги — снабдить технолога сведениями, необходимыми ему при изготовлении аппаратуры, по вопросам, недостаточйо освещенным в литературе. Основными вопросами такого характера являются заготовительные и отделочные операции (значительное место отведено здесь разметке и обработке отверстий и гибке листов), изготовление отдельных деталей и сборочных единиц, сборка аппаратов в целом. При этом, поскольку аппараты состоят из отдельных типовых сборочных единиц, для [c.3]
Основными вопросами такого характера являются заготовительные и отделочные операции (значительное место отведено здесь разметке и обработке отверстий и гибке листов), изготовление отдельных деталей и сборочных единиц, сборка аппаратов в целом. При этом, поскольку аппараты состоят из отдельных типовых сборочных единиц, для [c.3]
Исходя из задач увеличения объемов производства, развития его специализации и повышения уровня унификации деталей и сборочных единиц, можно наметить основные пути совершенствования технологии нефтяного и химического аппаратостроення. [c.13]
Стенд состоит из следующих основных сборочных единиц скобы 7 для наружной стыковки обечаек 0 600—1100 мм, перемещающейся со скоростью 10 м/мин в специальных направлениях, расположенных за роликоопорами кантователя, пневмоскобы 3 для внутренней стыковки обечаек 1200—3600 мм, перемещающейся по рельсовому пути между роликоопорами кантователя со скоростью 11,4 м/мин, кантователя 6 с самоустанавливающимися приводными роликоопорами, допускающего реверсивное вращение стыкуемых обечаек со скоростью 3,8 м/мин, и подвижного упора 12, также перемещающегося по рельсовому пути между роликоопорами со скоростью 11,4 м/мин. Стыкуемые обечайки 0 600—1100 мм укладывают на роликоопоры кантователя до упора 4 на пневмоскобе. Поджим стыкуемых обечаек по торцам производится установленным на подвижном упоре пневмоцилиндром 9 с усилием 2500 кгс, совмещение кромок обечаек — пневмоцилиндром 8 с усилием 8000 кгс, расположенным на скобе для наружной стыковки. После совмещения кромок производят прихватку стыка под сварку. Управление приводом и пневмоцилиндром подвижного упора, силовым пневмоцилиндром и роликоопорами кантователя ведут с пульта, находящегося на скобе для наружной стыкбвки. [c.125]
Стыкуемые обечайки 0 600—1100 мм укладывают на роликоопоры кантователя до упора 4 на пневмоскобе. Поджим стыкуемых обечаек по торцам производится установленным на подвижном упоре пневмоцилиндром 9 с усилием 2500 кгс, совмещение кромок обечаек — пневмоцилиндром 8 с усилием 8000 кгс, расположенным на скобе для наружной стыковки. После совмещения кромок производят прихватку стыка под сварку. Управление приводом и пневмоцилиндром подвижного упора, силовым пневмоцилиндром и роликоопорами кантователя ведут с пульта, находящегося на скобе для наружной стыкбвки. [c.125]
Все основные сборочные единицы станка смонтированы на основании 1 (рис. 88), состоящем из двух скрепленных между собой станин. По направляющим одной станины перемещается силовой стол 2, несущий шпиндельную коробку 5 и гидропривод 4. Подача силового стола осуществляется от гидропривода. Охлаждающая жидкость к инструменту подается двумя насосами 3. По направляющим другой станины перпендикулярно движению силового стола перемещается колонна 7 с гидробаком и управляющими панелями. По направляющим колонны от отдельного гидро-нрйвода перемещается вертикальный стол 6, несущий приспособление с обрабатываемой деталью. Колонна имеет 12 позиций для 140 [c.140]
По направляющим колонны от отдельного гидро-нрйвода перемещается вертикальный стол 6, несущий приспособление с обрабатываемой деталью. Колонна имеет 12 позиций для 140 [c.140]
Поворотная стойка 4 включает сборочную единицу поворотного стола 3, поворачивающегося вокруг вертикальной плоскости. Основание — узел, укрепленный на поворотном столе, несет на себе подшипники, в которых устанавливается вальцовка с приводом, и может поворачиваться в горизонтальной плоскости. Таким образом, сочетание движений привода с вальцовкой — вращения в вертикальной плоскости, поворота в горизонтальной плоскости и возможности удлинения вращающегося вала с шарниром Гука на его конце, позволяет развальцовывать трубы в тепло- [c.169]
Варианты исполнения сборочной единицы крепления трубной рещетки к корпусу для аппаратов типов ТН и ТК приведены на рис. ПК [c.179]
Разметка является основной технологической операцией, существенно влияющей на точность установки внутренних устройств аппарата, его люков, штуцеров, муфт и других деталей и сборочных единиц. Существуют несколько способов разметки корпусов с помощью линейных мерительных инструментов и отвеса посредством теодолита и гидроуровня оптическая разметка с применением лазерного визира. [c.212]
Существуют несколько способов разметки корпусов с помощью линейных мерительных инструментов и отвеса посредством теодолита и гидроуровня оптическая разметка с применением лазерного визира. [c.212]
DCE Productions
Если вам нужен производственный партнер, который так же серьезно относится к вашим мероприятиям, как и вы, обратитесь в DCE Productions.Мы становимся продолжением вашей команды, тщательно посвящая время тому, чтобы помочь концептуализировать, спланировать и реализовать все аспекты аудиовизуальных, световых, сценических и видеосъемок, чтобы создать потрясающие впечатления для посетителей. От разовых веб-трансляций до полномасштабных интерактивных конференций и совещаний DCE предлагает комплексный портфель услуг для виртуальных и живых мероприятий. Наши системные инженеры и технологическая группа специализируются на разработке и проведении мероприятий как в виде отдельных чисто цифровых мероприятий, так и в качестве расширений традиционных мероприятий с личным присутствием.Решения DCE для поддержки ваших виртуальных и живых встреч и мероприятий включают в себя: создание виртуальных конференций, прямую трансляцию, виртуального докладчика, взаимодействие с аудиторией, виртуальные секционные сессии, гибридные личные / виртуальные встречи с аудиторией, удаленный класс / дистанционное обучение, захват и по требованию. Хостинг контента, основные доклады, образовательные конференции с секционными заседаниями, награждения, гала-концерты, пресс-конференции, общие собрания сотрудников, встречи групп пользователей, театральные представления
От разовых веб-трансляций до полномасштабных интерактивных конференций и совещаний DCE предлагает комплексный портфель услуг для виртуальных и живых мероприятий. Наши системные инженеры и технологическая группа специализируются на разработке и проведении мероприятий как в виде отдельных чисто цифровых мероприятий, так и в качестве расширений традиционных мероприятий с личным присутствием.Решения DCE для поддержки ваших виртуальных и живых встреч и мероприятий включают в себя: создание виртуальных конференций, прямую трансляцию, виртуального докладчика, взаимодействие с аудиторией, виртуальные секционные сессии, гибридные личные / виртуальные встречи с аудиторией, удаленный класс / дистанционное обучение, захват и по требованию. Хостинг контента, основные доклады, образовательные конференции с секционными заседаниями, награждения, гала-концерты, пресс-конференции, общие собрания сотрудников, встречи групп пользователей, театральные представления
Если вам нужен производственный партнер, который так же серьезно относится к вашим мероприятиям, как и вы, обратитесь в DCE Productions. Мы становимся продолжением вашей команды, тщательно посвящая время тому, чтобы помочь концептуализировать, спланировать и реализовать все аспекты аудиовизуальных, световых, сценических и видеосъемок, чтобы создать потрясающие впечатления для посетителей. От разовых веб-трансляций до полномасштабных интерактивных конференций и совещаний DCE предлагает комплексный портфель услуг для виртуальных и живых мероприятий. Наши системные инженеры и технологическая группа специализируются на разработке и проведении мероприятий как в виде отдельных чисто цифровых мероприятий, так и в качестве расширений традиционных мероприятий с личным присутствием.Решения DCE для поддержки ваших виртуальных и живых встреч и мероприятий включают в себя: создание виртуальных конференций, прямую трансляцию, виртуального докладчика, взаимодействие с аудиторией, виртуальные секционные сессии, гибридные личные / виртуальные встречи с аудиторией, удаленный класс / дистанционное обучение, захват и по требованию. Хостинг контента, основные доклады, образовательные конференции с секционными заседаниями, награждения, гала-концерты, пресс-конференции, общие собрания сотрудников, встречи групп пользователей, театральные представления
Мы становимся продолжением вашей команды, тщательно посвящая время тому, чтобы помочь концептуализировать, спланировать и реализовать все аспекты аудиовизуальных, световых, сценических и видеосъемок, чтобы создать потрясающие впечатления для посетителей. От разовых веб-трансляций до полномасштабных интерактивных конференций и совещаний DCE предлагает комплексный портфель услуг для виртуальных и живых мероприятий. Наши системные инженеры и технологическая группа специализируются на разработке и проведении мероприятий как в виде отдельных чисто цифровых мероприятий, так и в качестве расширений традиционных мероприятий с личным присутствием.Решения DCE для поддержки ваших виртуальных и живых встреч и мероприятий включают в себя: создание виртуальных конференций, прямую трансляцию, виртуального докладчика, взаимодействие с аудиторией, виртуальные секционные сессии, гибридные личные / виртуальные встречи с аудиторией, удаленный класс / дистанционное обучение, захват и по требованию. Хостинг контента, основные доклады, образовательные конференции с секционными заседаниями, награждения, гала-концерты, пресс-конференции, общие собрания сотрудников, встречи групп пользователей, театральные представления
Безопасность | Стеклянная дверь
Пожалуйста, подождите, пока мы проверим, что вы реальный человек.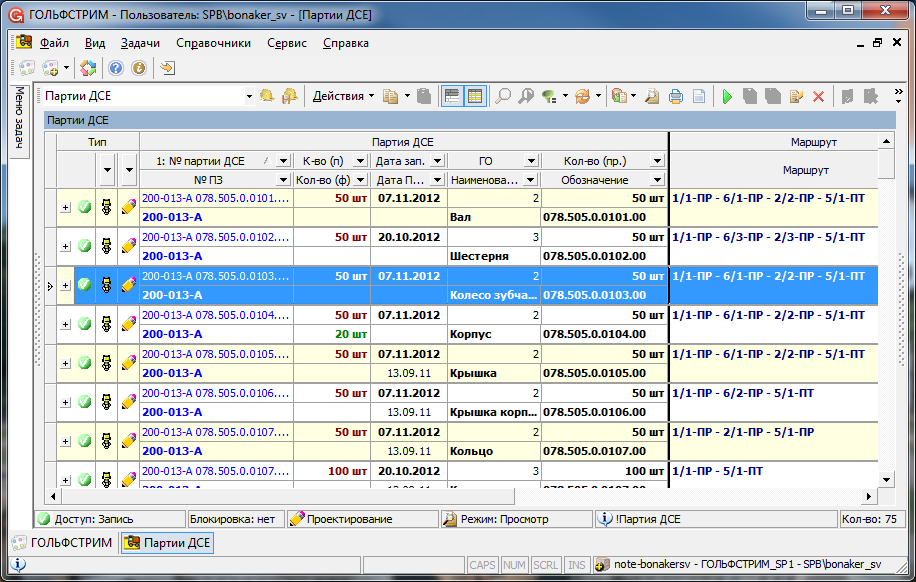 Ваш контент появится в ближайшее время.
Если вы продолжаете видеть это сообщение, отправьте электронное письмо чтобы сообщить нам, что у вас возникли проблемы.
Ваш контент появится в ближайшее время.
Если вы продолжаете видеть это сообщение, отправьте электронное письмо чтобы сообщить нам, что у вас возникли проблемы.
Veuillez терпеливейший кулон Que Nous vérifions Que Vous êtes une personne réelle. Votre contenu s’affichera bientôt. Si vous continuez à voir ce сообщение, связаться с нами по адресу Pour nous faire part du problème.
Bitte warten Sie, während wir überprüfen, dass Sie wirklich ein Mensch sind. Ихр Inhalt wird в Kürze angezeigt.Wenn Sie weiterhin diese Meldung erhalten, Информировать Sie uns darüber bitte по электронной почте и .
Эвен Гедульд А.У.Б. terwijl мы verifiëren u een человек согнуты. Uw содержание wordt бинненкорт вергегевен. Als u dit bericht blijft zien, stuur dan een электронная почта naar om ons te informeren по поводу ваших проблем.
Espera mientras verificamos Que eres una persona real. Tu contenido se sostrará
кратко. Si continúas recibiendo este mensaje, информация о проблемах enviando
электронная коррекция
.
Espera mientras verificamos Que eres una persona real. Tu contenido aparecerá en краткий Si continúas viendo este mensaje, envía un correo electronico a пункт informarnos Que Tienes Problemas.
Aguarde enquanto confirmamos que você é uma pessoa de verdade. Сеу контеудо será exibido em breve. Caso continue recebendo esta mensagem, envie um e-mail para Para Nos Informar Sobre O Problema.
Attendi mentre verificiamo che sei una persona reale.Il tuo contenuto verra кратко визуализировать. Se continui a visualizzare questo message, invia удалить все сообщения по электронной почте indirizzo для информирования о проблеме.
Пожалуйста, включите Cookies и перезагрузите страницу.
Этот процесс выполняется автоматически. Вскоре ваш браузер перенаправит вас на запрошенный вами контент.
Подождите до 5 секунд…
Перенаправление…
Код: CF-102 / 6ca610ea8df921a5
Опыт UM с DCE OSF Стратегическое направление Университет намерен использовать DCE в качестве ключевого элемента своей
стратегия достижения функциональной совместимости в разнородных
окружающая обстановка. Группа пользователей DCE штата Мичиган
(контакт: info@citi.
|
 Первой запущенной службой DCE будет Security. Мы надеемся
запустить приложения на основе RPC в следующем году. Мы также намерены
чтобы начать развертывание DFS в следующем году.
Первой запущенной службой DCE будет Security. Мы надеемся
запустить приложения на основе RPC в следующем году. Мы также намерены
чтобы начать развертывание DFS в следующем году.  umich.edu)
umich.edu) 0.2 и IBM DCE/6000
V1.2″, февраль 1994 г.
0.2 и IBM DCE/6000
V1.2″, февраль 1994 г. )
)Информация о продукции DCE | Производственный профиль DCE
Мы установили стандарт поиска электронных писем
Нам доверяют более 10.1 миллион пользователей и 95% S&P 500.
Нам не с чего было начинать. Прочесывание сети в любое время ночи не поможет. RocketReach дал нам отличное место для старта. Наш рабочий процесс теперь имеет четкое направление — у нас есть процесс, который начинается с RocketReach и заканчивается огромным списком контактов для нашей команды продаж..Это, вероятно, экономит Feedtrail около 3 месяцев работы с точки зрения сбора лидов. Теперь мы можем отвлечь наше внимание на то, чтобы на самом деле преследовать клиента!
Прочесывание сети в любое время ночи не поможет. RocketReach дал нам отличное место для старта. Наш рабочий процесс теперь имеет четкое направление — у нас есть процесс, который начинается с RocketReach и заканчивается огромным списком контактов для нашей команды продаж..Это, вероятно, экономит Feedtrail около 3 месяцев работы с точки зрения сбора лидов. Теперь мы можем отвлечь наше внимание на то, чтобы на самом деле преследовать клиента!
Отлично подходит для создания списка лидов. Мне понравилась возможность определять личные электронные письма практически любого человека в Интернете с помощью RocketReach. Недавно мне поручили проект, который касался связей с общественностью, партнерства и информационно-разъяснительной работы, и RocketReach не только связал меня с потенциальными людьми, но и позволил оптимизировать мой подход к поиску на основе местоположения, набора навыков и ключевого слова.
До RocketReach мы обращались к людям через профессиональные сетевые сайты, такие как Linkedln.Но нас раздражало то, что нам приходилось ждать, пока люди примут наши запросы на подключение (если они вообще их принимали), а отправка обходится слишком дорого. огромное количество контактов, которые мы смогли найти с помощью RocketReach, платформа, вероятно, сэкономила нам почти пять лет ожидания.
Это лучшая и самая эффективная поисковая система электронной почты, которую я когда-либо использовал, и я пробовал несколько. Как по объему поиска, так и по количеству найденных электронных писем я считаю, что он превосходит другие. Мне также нравится макет, который удобен для глаз, более привлекателен и эффективен. Суть в том, что это был эффективный инструмент в моей работе как некоммерческой организации, направленной на руководство.
Как по объему поиска, так и по количеству найденных электронных писем я считаю, что он превосходит другие. Мне также нравится макет, который удобен для глаз, более привлекателен и эффективен. Суть в том, что это был эффективный инструмент в моей работе как некоммерческой организации, направленной на руководство.
До RocketReach процесс поиска адресов электронной почты состоял из поиска в Интернете, опроса общих друзей или поиска в LinkedIn.Больше всего разочаровывало то, сколько времени все это занимало. Впервые я воспользовался RocketReach, когда понял, что принял правильное решение. Поиск электронных писем для контактов превратился в разовый процесс, а не в недельный процесс.
Поиск электронных писем для целевого охвата был ручным и отнимал очень много времени. Когда я попробовал RocketReach и нашел бизнес-информацию о ключевых людях за считанные секунды в простом и беспроблемном процессе, я попался на крючок! Инструмент сократил время установления контакта с новыми потенциальными клиентами почти на 90%.
Когда я попробовал RocketReach и нашел бизнес-информацию о ключевых людях за считанные секунды в простом и беспроблемном процессе, я попался на крючок! Инструмент сократил время установления контакта с новыми потенциальными клиентами почти на 90%.
Глобальный отчет по отрасли дихлорэтана (ДХЭ) за 2014 г.
ДУБЛИН, 17 декабря 2014 г. /PRNewswire/ — Research and Markets
(http://www.researchandmarkets.com/research/dx4736/global) объявила о добавлении к своему предложению отчета «Глобальный отчет по отрасли дихлорэтана (ДХЭ) за 2014 год».
http://photos.prnewswire.com/prnh/20130307/600769
Глобальный отчет по отрасли дихлорэтана (ДХЭ) за 2014 г. представляет собой профессиональное и всестороннее исследование текущего состояния мировой отрасли ДХЭ.
В отчете представлен общий обзор отрасли, включая определения, классификации, приложения и структуру отраслевой цепочки. Анализ рынка DCE предназначен для международных рынков, включая тенденции развития, анализ конкурентной среды и состояние развития ключевых регионов.
Анализ рынка DCE предназначен для международных рынков, включая тенденции развития, анализ конкурентной среды и состояние развития ключевых регионов.
Также обсуждаются политика и планы развития, а также анализируются производственные процессы и структуры затрат. Также представлены показатели импорта/экспорта DCE, данные о спросе и предложении, себестоимости и валовой прибыли.
Отчет посвящен восемнадцати игрокам отрасли, предоставляющим такую информацию, как профили компаний, изображение и спецификации продукта, производственные мощности, цена, стоимость, стоимость продукции и контактную информацию. Также проводится анализ сырья и оборудования для добычи и переработки, а также анализ спроса на переработку. Проанализированы тенденции развития отрасли DCE и каналы сбыта. Наконец, оценивается осуществимость новых инвестиционных проектов и предлагаются общие выводы исследования.
С помощью 153 таблиц и рисунков отчет содержит ключевую статистику о состоянии отрасли и является ценным источником рекомендаций и указаний для компаний и частных лиц, заинтересованных в рынке.
Основные затронутые темы:
Глава 1 Дихлорэтан (ДХЭ) Обзор отрасли
Глава 2 Дихлорэтан (ДХЭ) Анализ международного и китайского рынков
Глава 3 Дихлорэтан (ДХЭ) Технические данные и анализ заводов-производителей
Глава 4 Дихлорэтан (DCE) Производство по регионам По технологиям По приложениям
Глава пятая Дихлорэтан (DCE) Производственный процесс и структура затрат
Глава шестая 2009-2014 Дихлорэтан (DCE) Производство Предложение Продажи Спрос Состояние рынка и прогноз
Глава 7 Дихлорэтан (DCE) Анализ основных производителей
Глава 8. Анализ отрасли восходящего и нисходящего потока
Глава 9. Анализ каналов сбыта дихлорэтана (ДХЭ)
Глава 10. Производство дихлорэтана (ДХЭ) 2015-2020 гг. Предложение Продажи Спрос Состояние рынка и прогноз
Глава 11. Разработка ent Предложения
Глава двенадцатая Дихлорэтан (ДХЭ) Анализ осуществимости инвестиций в новый проект
Глава тринадцатая Выводы глобального исследования отрасли дихлорэтана (ДХЭ)
Упомянутые компании:
- А. Б. Предприятия
- Корпорация Альфа Хим
- КИТАЙСКАЯ НЕФТЕХИМИЧЕСКАЯ КОПРООРАЦИЯ
- Город Дунъин Longxing Chemical
- Химическая компания Доу
- ФОРМОЗА ПЛАСТИКС КОРПОРЕЙШН
- ИНЭОС
- ДЖИНАН ШИДЖИТОНГДА ЧЕМИАЛ
- ЦзянсуDanhuaGroup
- Norsk Hydro AS
- Окси
- QVC
- Зайдлер Кемикал
- Шаньдун Льюэ Кемикал
- Шин-Эцу Кемикал
- Triveni Aromatics And Perfumery Private
- Вестлейк Кемикал
- Корпорация Янга
 Б. Предприятия
Б. ПредприятияДля получения дополнительной информации посетите http://www.researchandmarkets.com/research/dx4736/global
Контактное лицо для СМИ: Лора Вуд , +353-1-481-1716, [email защищен]
Чтобы просмотреть исходную версию на PR Newswire, посетите: http://www.prnewswire.com/news-releases/global-dichloroethane-dce-industry-report-2014-300011214.html
ИСТОЧНИК Исследования и рынки
Ссылки по теме
http://www. researchandmarkets.com
researchandmarkets.com
1,2-дихлорэтилен – загрязнители питьевой воды, факты/методы удаления
Это представляет собой информационный бюллетень о химическом веществе, которое может быть найдено в некоторых общественных или частных напитках. запасы воды.Он может вызвать проблемы со здоровьем, если обнаружен в количествах, превышающих санитарный стандарт, установленный Агентством по охране окружающей среды США (EPA).Что такое 1,2-ДХЭ и как его использовать?
1,2-дихлорэтилен (1,2-ДХЭ) представляет собой органическую жидкость без запаха, которая имеет две немного разные формы: цис-форма и транс-форма. И цис-, и транс-формы — обычно в виде смеси — используются как растворитель восков и смол; при добыче каучука; в виде хладагент; в производстве фармацевтических препаратов и искусственного жемчуга; в экстракция масел и жиров из рыбы и мяса; и в создании других органических веществ.
Список торговых наименований, приведенный ниже, может помочь вам узнать, являетесь ли вы
используя это химическое вещество дома или на работе.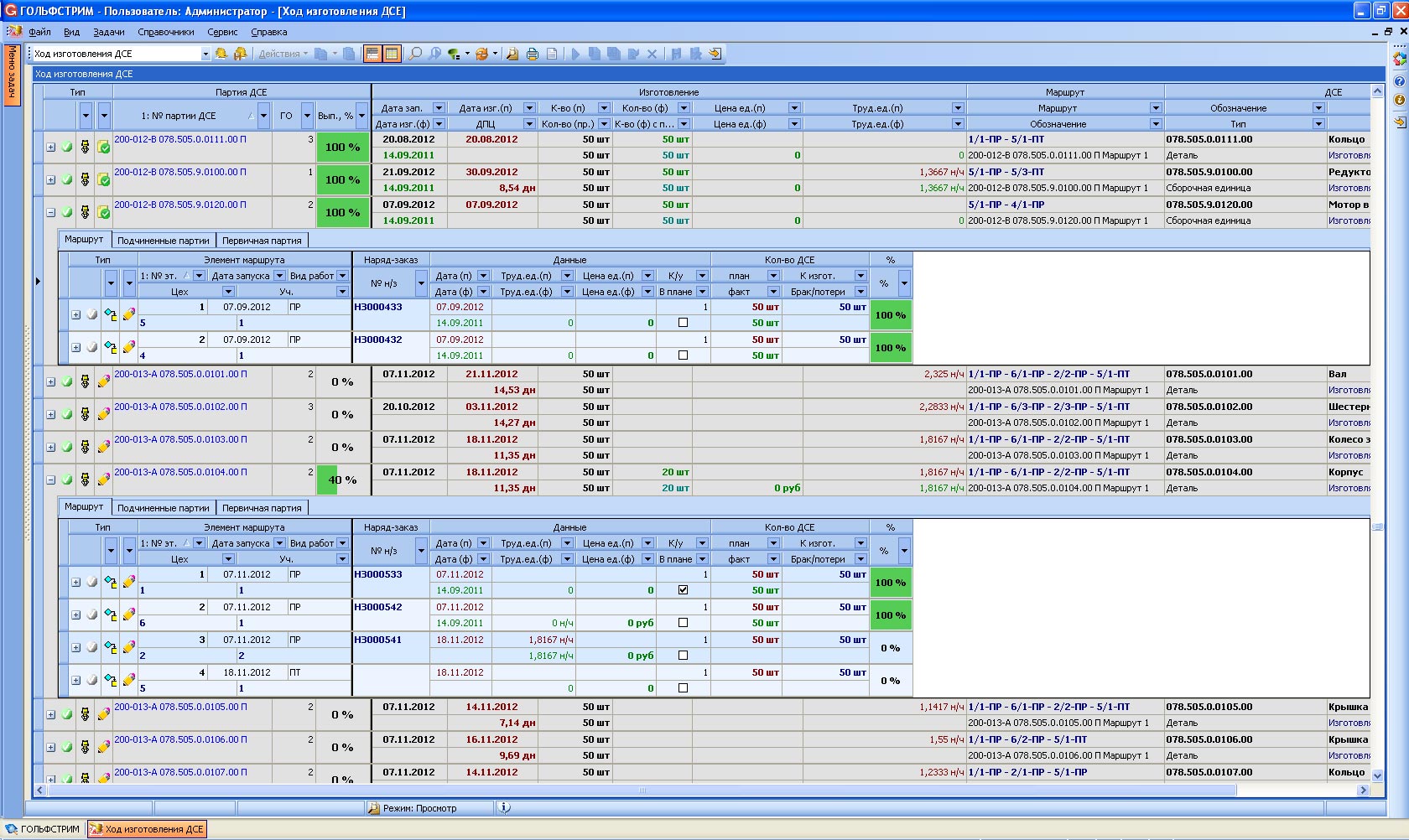
Торговые названия и синонимы:
1,2-ДКЭ
Ацетилендихлорид
Почему 1,2-ДХЭ подлежит регулированию?
В 1974 году Конгресс принял Закон о безопасной питьевой воде. Этот закон требует EPA для определения безопасных уровней химических веществ в питьевой воде, которые вызывают или могут вызвать проблемы со здоровьем.Эти необязательные уровни, основанные исключительно на возможном состоянии здоровья риски и воздействие, называются целевыми максимальными уровнями загрязнения.
MCLG для 1,2-DCE было установлено значение 0,07 частей на миллион (ppm) для цис-формы, и 0,1 м.д. для трансформы. EPA считает, что такой уровень защиты не вызовет любая из потенциальных проблем со здоровьем, описанных ниже.
На основании этого MCLG,
EPA установило обязательный стандарт, называемый максимальным уровнем загрязнения (MCL).MCL устанавливаются как можно ближе к MCLG, учитывая возможности
водные системы для обнаружения и удаления загрязняющих веществ с использованием подходящих технологий очистки.
MCL также были установлены на уровне 0,07 ppm для цис-формы и 0,1 ppm для транс форма. Агентство по охране окружающей среды считает, что, учитывая современные технологии и ресурсы, это самый низкий уровень, до которого водные системы могут разумно требоваться для удаления этого загрязняющих веществ, если они попадут в питьевую воду.
Настоящие стандарты питьевой воды и правила, обеспечивающие соблюдение этих стандартов, называются Национальными Правила первичной питьевой воды.Все системы общественного водоснабжения должны соответствовать этим нормативные документы.
Каковы последствия для здоровья?
Краткосрочный: EPA обнаружил, что цис- и транс-1,2-ДХЭ потенциально вызывают следующие последствия для здоровья: когда люди подвергаются его воздействию на уровнях выше MCL в течение относительно коротких периодов времени. времени: угнетение центральной нервной системы.
Длительное действие: как цис-, так и транс-1,2-ДХЭ
могут вызвать поражение печени, сердечно-сосудистой и нервной систем
длительное воздействие на уровнях выше MCL. Трансформация примерно в два раза
такой же мощный, как и цис-форма, по своей способности угнетать центральную нервную систему.
Трансформация примерно в два раза
такой же мощный, как и цис-форма, по своей способности угнетать центральную нервную систему.
Какое количество 1,2-ДХЭ производится и выбрасывается в окружающую среду?
Ожидается, что выбросы в окружающую среду будут ограничены производственными предприятиями в районе Персидского залива США. Поскольку цис- и транс-1,2-ДХЭ не указаны химические вещества в Реестре выбросов токсичных веществ, данные о выбросах в процессе производства и обработки нет.
Транс-1,2-дихлорэтилен может выделяться в окружающую среду с выбросами в атмосферу и сточными водами при его производстве и использовании в качестве растворителя и экстрагента, в органическом синтезе и производстве парфюмерии, лаки и термопласты.
Что происходит с 1,2-ДХЭ при его высвобождении к окружающей среде?
Если 1,2-дихлорэтилены попали в почву,
он должен испаряться и просачиваться в грунтовые воды, где он очень быстро разрушается. медленно.При попадании в воду они в основном испаряются. Ни одна из двух форм
этого загрязняющего вещества могут накапливаться в водной среде.
медленно.При попадании в воду они в основном испаряются. Ни одна из двух форм
этого загрязняющего вещества могут накапливаться в водной среде.
Как будет 1,2-DCE будет обнаружен в моей питьевой воде и удален из нее?
Регламент для цис- и транс-1,2-ДХЭ вступил в силу в 1992 г. В период с 1993 по 1995 г. EPA требовал, чтобы ваш поставщик воды собирал пробы воды каждые 3 месяца в течение одного года и проанализируйте их, чтобы выяснить, присутствует ли цис- и транс-1,2-ДХЭ выше 0.5 частей на миллиард. Если он присутствует выше этого уровня, система должна продолжать контролировать это загрязняющее вещество.
Если уровни загрязнения постоянно превышают MCL, ваш
поставщик воды должен принять меры для снижения количества цис- и транс-1,2-ДХЭ
так что он постоянно ниже этого уровня. Следующие методы лечения имеют
был одобрен EPA для удаления цис- и транс-1,2-DCE: Гранулированный активированный уголь
в сочетании с набивной башенной аэрацией.
Как я узнаю, что 1,2-ДХЭ в моей питьевой воде?
Если уровни цис- и транс-1,2-ДХЭ превышают их MCL, система должна уведомлять общественность через газеты, радио, телевидение и другие означает. Дополнительные действия, такие как обеспечение альтернативными источниками питьевой воды, может потребоваться для предотвращения серьезных рисков для здоровья населения.
Алкоголь Стандарты воды:
Mclg: цис-0.07 частей на миллион; транс- 0,1 м.д.
Мкл: цис- 0,07 частей на миллион; транс- 0,1 ppm
As
часть страниц «Питьевая вода и здоровье», этот информационный бюллетень является частью более крупной
Публикация Агентства по охране окружающей среды США:
Национальные правила по первичной питьевой воде Агентства по охране окружающей среды
Измерения трансформации c-DCE (a) и образования VC (b) с помощью…
1,2-Дихлорэтан (1,2-DCA) является одним из самые распространенные в мире искусственные хлорорганические загрязнители. На восстановительное дехлорирование 1,2-ДХА бактериями, дышащими галогенорганическими соединениями (OHRB), могут влиять другие хлорированные загрязнители, такие как хлорэтены и хлорпропаны, которые могут сосуществовать с 1,2-ДХА на загрязненных участках.Целью данного исследования было оценить влияние хлорэтенов и 1,2-дихлорпропана (1,2-ДХП) на дехлорирование 1,2-ДХА с использованием осадочных культур, обогащенных 1,2-ДХА в качестве единственного хлорированного соединения (культура ЭА). ) или с 1,2-DCA и тетрахлорэтиленом (PCE) (культура EB), а также для моделирования кинетики дехлорирования. Обе культуры содержали Dehalococcoides в качестве наиболее преобладающих OHRB и Dehalogenimonas и Geobacter в качестве других известных OHRB. В обогащениях без осадка, полученных из культур EA и EB, дехлорирование 1,2-DCA ингибировалось в присутствии тех же концентраций PCE, винилхлорида (VC) или 1,2-DCP; однако было достигнуто одновременное дехлорирование двойных хлорированных соединений.Напротив, дехлорирование 1,2-ДХЭ полностью прекращалось в присутствии цис-дихлорэтилена (кДХЭ) и происходило только после полного дехлорирования кДХЭ.
На восстановительное дехлорирование 1,2-ДХА бактериями, дышащими галогенорганическими соединениями (OHRB), могут влиять другие хлорированные загрязнители, такие как хлорэтены и хлорпропаны, которые могут сосуществовать с 1,2-ДХА на загрязненных участках.Целью данного исследования было оценить влияние хлорэтенов и 1,2-дихлорпропана (1,2-ДХП) на дехлорирование 1,2-ДХА с использованием осадочных культур, обогащенных 1,2-ДХА в качестве единственного хлорированного соединения (культура ЭА). ) или с 1,2-DCA и тетрахлорэтиленом (PCE) (культура EB), а также для моделирования кинетики дехлорирования. Обе культуры содержали Dehalococcoides в качестве наиболее преобладающих OHRB и Dehalogenimonas и Geobacter в качестве других известных OHRB. В обогащениях без осадка, полученных из культур EA и EB, дехлорирование 1,2-DCA ингибировалось в присутствии тех же концентраций PCE, винилхлорида (VC) или 1,2-DCP; однако было достигнуто одновременное дехлорирование двойных хлорированных соединений.Напротив, дехлорирование 1,2-ДХЭ полностью прекращалось в присутствии цис-дихлорэтилена (кДХЭ) и происходило только после полного дехлорирования кДХЭ.