Вакуумная формовка оргстекла в Санкт-Петербурге
Вакуумная формовка оргстекла, пластика, акрила или ПЭТ – это довольно трудоёмкий (хоть и интересный!) технологический процесс, требующий специфических знаний и навыков. Наши мастера – одни из лучших в России. Понимание свойств материала, оснащение цехов необходимым оборудованием, наработанный опыт позволяют нам выпускать качественный продукт. Мы гарантируем: вы сможете эксплуатировать изделия десятилетиями в любой климатической зоне.
Данный метод применяется при изготовлении широкого спектра объёмных изделий: букв, лайтбоксов, вывесок, габаритных стендов, интерьерных полок, дизайнерских и функциональных деталей. Процесс предполагает работу в трёх плоскостях. Для этого мы создаём 3D матрицу, используем индукционную печь (нагрев и размягчение), вакуум-плотную камеру (свободное втягивание), воздействуем сжатым воздухом (свободное выдувание). Растопленное оргстекло заливается в заготовку, из которой откачивается воздух. После охлаждения изделие вынимается, и его края зачищаются на специальном оборудовании. Такая технология рентабельна для нас и экономически выгодна нашим клиентам!
Такая технология рентабельна для нас и экономически выгодна нашим клиентам!
Обработка не разрушает материал! Его полезные свойства остаются неизменными. Поэтому на протяжении всего срока эксплуатации он сохранит прозрачность, прочность, светопроницаемость и устойчивость к атмосферным влияниям.
Услуга актуальна сразу в нескольких отраслях
- наружная реклама;
- дизайн и архитектура;
- благотворительность;
- представительская деятельность;
- торговля;
- автопром.
Есть интересные задумки? В ПК «Антейплекс» помогут осуществить даже самые смелые из них! У нас работают не только высококлассные мастера, но и дизайнер, знающий все свойства плексигласа и способах его обработки.
Вакуумная формовка на заказ
Наша производственная компания изготовит из оргстекла, акрила, ПЭТ и пластика в индивидуальном порядке полусферы и витрины, промостойки и муляжи, коробы и затейливые дизайнерские элементы. Мы придадим изделиям различные оттенки, поэтому вы сможете оформлять витрину в корпоративных цветах или создавать атмосферу яркой радости в детском развлекательном центре.
Мы придадим изделиям различные оттенки, поэтому вы сможете оформлять витрину в корпоративных цветах или создавать атмосферу яркой радости в детском развлекательном центре.
Разрабатываем стилевую концепцию, выпускаем продукт, радующий своей эстетикой и надёжностью исполнения. Мы выдерживаем стандартное время просушки, размягчения и охлаждения, никогда не экономя на качестве!
Ознакомиться с видео.
Технологический процесс термоформовки оргстекла | Обработка акрила
Акрил обладает очень важным свойством – при нагревании он становится пластичным, может принимать любую форму, а после остывания – восстанавливает прочность и первоначальную прозрачность. На этом основана технология термического формования акрилового стекла.
Гибка и формовка оргстекла. Тонкие листы гнутся в ручном режиме с местным нагревом по линии изгиба. Придание сложной формы большим заготовкам из блочного акрила осуществляется с помощью специальных матриц, изготовленных по индивидуальным размерам под конкретное изделие.
Акрил укладывается на матрицу, помещается в нагревательную печь, становится пластичным и принимает форму поверхности матрицы. Таким способом можно получить заготовки различной формы — цилиндрические, конические, полусферические, гнутые под любыми углами.
Выдувание акрила. Технология используется для получения акриловых изделий полусферической формы. Лист акрила укладывается на специальную матрицу и закрепляется по периметру. Под заготовкой размещается пневматическое оборудование.
Акрил нагревается и под действием направленной струи воздуха меняет свою конфигурацию. Листовая заготовка принимает форму полусферы. Путем склеивания двух акриловых полусфер мы получаем сферы из оргстекла. Существует и другая технология изготовления акриловых сфер — болтовое соединение полусфер с фланцами.
Почему важно доверять обработку акрила профессионалам?
Особое значение в процессе термоформовки и выдувания акрила играют температурные режимы: скорость роста температуры, период поддержания постоянного уровня температур, скорость остывания заготовки с учетом ее толщины, возможной усадки и характеристик сырья. Для литого и экструзионного акрила используются различные режимы термоформовки. Профессиональный подход подразумевает использование специальных методик определения режимов термоформовки. Если операция термического формовки оргстекла осуществляется без предварительных расчетов и специальных технологических навыков, то брака не избежать.
Для литого и экструзионного акрила используются различные режимы термоформовки. Профессиональный подход подразумевает использование специальных методик определения режимов термоформовки. Если операция термического формовки оргстекла осуществляется без предварительных расчетов и специальных технологических навыков, то брака не избежать.
Неправильный подбор режимов термоформовки чреват разрывом акрилового листа у основания полусферы в местах крепления заготовки к матрице. Другой возможный неприятный поворот событий – разрыв полусферы на вершине по причине чрезмерного истончения стенки.
Также при непрофессиональном подходе после остывания полусфера может попросту осесть и «сдуться». Данные виды брака не подлежат устранению. С учетом немалой стоимости акриловой заготовки можно представить себе размер убытков.
Вот почему очень важно заказывать обработку акрила у настоящих профессионалов, которые много лет работают с этим материалом и не допускают ошибок.
Вакуумная формовка оргстекла на заказ
- Главная
- Формовка
- Термоформовка материалов
- Формовка оргстекла
Наша компания выполняет различные по сложности проекты с производством изделий из оргстекла на аппарате вакуумной формовки.
ПРИМЕРЫ РЕАЛИЗОВАННЫХ ПРОЕКТОВ
Форма быстрого заказа
ПЛЮСЫ НАШЕГО ИЗГОТОВЛЕНИЯ
КонсультацияМенеджеры компании помогут выбрать идеальный для ваших целей и потребностей полимерный материал. |
Производственные мощностиБолее 2 000 м² рабочего пространства, оснащенного различными станками с ЧПУ: 7 методов производства. |
||
Работаем строго по ТЗСледуем ТЗ клиента. |
Можем сделать доработкуДоработаем любое изделие по ТЗ и чертежам клиента. Произведем любую модификацию по его требованиям. |
||
Точное копирование образцаПроизведем изделие строго по образцу клиента. Самостоятельно разработаем чертеж и подберем материалы. |
Тестовый образец изделияПроизводим тестовый образец, корректируем после комментариев клиента. Исключаем брак.
|
КЛИЕНТЫ И ПАРТНЕРЫ
Наши постоянные клиенты на протяжении многих лет доверяют нам реализацию своих проектов. Мы дорожим нашими партнерскими отношениями, стараемся не сбавлять обороты и каждый раз создаем продукцию высшего качества.
Мы дорожим нашими партнерскими отношениями, стараемся не сбавлять обороты и каждый раз создаем продукцию высшего качества.
Вакуумная формовка оргстекла – чрезвычайно эффективный способ придания экструзивному или литьевому оргстеклу определенной формы. Подобный метод формовки оргстекла является инновационным и требует от производителя широких технологических возможностей – наличие специального современного оборудования и квалифицированных специалистов. Компания «Система обрабатывающий центр» в полной мере отвечает всем необходимым требованиям.
ДОПОЛНИТЕЛЬНЫЕ ПРЕИМУЩЕСТВА
Существует несколько способов для придания нужной формы оргстеклу, но лишь технология горячего вакуумного формования позволяет:
- Работать с чрезвычайно тонким (0,05-60 мм) сырьем.
- Осуществлять распалубку формы в ручную.
- Тратить на формовку гораздо меньше.
- Получать бесшовный и цельный, а значит, максимально прочный продукт.
- Достигать идеально рельефные конфигурации.


ПРОИЗВОДСТВО МЕТОДОМ ФОРМОВКИ ОРГСТЕКЛА
Вакуумная формовка оргстекла, как правило, осуществляется поэтапно:
- производство оснастки, представляющей собой пресс-форму или модель по которой будет изготавливаться требуемый объект;
- осуществление процесса горячего вакуумного формования;
- для придания продукту заданной конфигурации производится фрезеровка или формовка – изделие получает вид и размер в полном соответствии с чертежами и техническим заданием.
Экструзивное оргстекло применяется если требуется максимальная, вплоть до миллиметра, точность готового продукта. Литьевое оргстекло широко используется для изделий, где на первое место выходят прочностные и износостойкие характеристики конечного изделия.
Инженеры и технологи нашего предприятия окажут вам всю необходимую помощь: спроектируют чертеж, подберут оптимальные материалы и ответят на все вопросы.
ОБРАТИТЕ ВНИМАНИЕ!
Наше предприятие качественно и в кратчайшие сроки изготовит для вас из оргстекла:
- грануляторы, колбы, сферы и полусферы;
- эжектор, дефлектор, колпаки, футляры;
- перфорации, коробы, конусы, сепараторы;
- подставки, пеналы, фланцы, держатели;
- стекла – лобовое на катер, лобовое на мотоцикл.

Компания «Система обрабатывающий центр» предоставляет выгодную возможность купить или заказать вакуумную формовку оргстекла по привлекательным ценам. Стоимость при крупных заказах оказывается наиболее приятной!
Минимальная партия от 100 штук, если габарит детали большой, то можем рассмотреть и меньшие объемы.
Формовка оргстекла, акрила акриловых панелей на заказ
Оргстекло – термопластичный материал, которому можно придать любую форму в нагретом состоянии. На этом свойстве основана технология формовки (моллирования) оргстекла. Суть технологии заключается в следующем: заготовка нагревается в печи, материал становится пластичным, листовая деталь принимает новую форму и сохраняет ее после остывания.
Область применения изделий, полученных методом формовки оргстекла
Формовка оргстекла применима при изготовлении продукции любых габаритов – от маленьких настольных изделий до масштабных архитектурных конструкций. Габариты заготовок ограничены размерами листов, более масштабные конструкции изготавливаются из сегментов, которые в последствие соединяются механическим методом или склейкой:
Габариты заготовок ограничены размерами листов, более масштабные конструкции изготавливаются из сегментов, которые в последствие соединяются механическим методом или склейкой:
- акриловой мебели – столов, стульев, диванов, кресел, барных стоек, консолей;
- рекламных вывесок, объемных букв, указателей, макетов;
- защитных кожухов для оборудования;
- POS-материалов – стоек, менюхолдеров, лотков;
- архитектурных конструкций – колонн, навесов, ограждений, экранов, перегородок;
- медицинского оборудования;
- торгового и выставочного оборудования – витрин, стеллажей, демонстрационных стендов;
- прозрачных водопадов для бассейна;
- лобовых стекол катеров, лодок, авто, авиатранспорта;
- декоративных элементов, светильников, сувениров.
Формовка оргстекла: особенности технологии
Термическая формовка акрила выполняется в три этапа:
- Нагрев. Заготовка нагревается в печи на специальной матрице, профиль которой повторяет форму готового изделия.
- Формование. Мы выполняем фигурное формование, то есть сгибание над положительной (выступающей) матрицей или в отрицательной (полой) матрице. Основная особенность такого метода формования – это то, что толщина материала в нагреваемой зоне практически одинаковая до и после формования. При этом радиус изгиба должен быть по крайней мере в два раза больше толщины листа. Меньший радиус вызывает избыточное напряжение или даже коробление на внутренней стороне заготовки.
- Охлаждение. После охлаждения листовой материал приобретает первоначальную жесткость, сохранив при обработке новую форму.

В процессе формовки оргстекла очень важно сохранить прозрачность и глянцевый блеск материала, точно выдержать размеры и обеспечить правильную форму сечения детали. Для этого необходимо грамотно подобрать и строго выдерживать режимы нагрева и охлаждения заготовки.
Для этого необходимо грамотно подобрать и строго выдерживать режимы нагрева и охлаждения заготовки.
Предварительная сушка
В зависимости от условий хранения и климата многие пластики поглощают влагу, что в последствии может стать причиной появления дефектов. Поэтому рекомендуется выполнять сушку листов в вентилируемой печи при температурах ниже точки размягчения материала. По причине экономии термоформовку следует осуществлять сразу после предварительной сушки. Предварительную сушку листов PLEXIGLAS XT можно игнорировать, если маскирующая пленка не повреждена, а материал хранился правильно. Если это не так, требуется предварительная сушка в течение суток при 80 °C.
Режимы нагрева детали
PLEXIGLAS GS, PLEXIGLAS XT подвергаются температурным изменениям состояния, которые являются типичными для аморфных материалов: они становятся твердыми или проявляют термопластичные свойства. Причина заключается в различной молекулярной массе литых и экструдированных пластмассовых листов. Это приводит к изменению технических характеристик, которые необходимо принимать во внимание в ходе термоформовки.
Это приводит к изменению технических характеристик, которые необходимо принимать во внимание в ходе термоформовки.
Особый интерес для термоформования представляет диапазон, в котором термопластик становится «резиново-эластичным» и может формоваться. На диаграмме (рисунок 1) показывает диапазоны, через которые акрил проходит при различных температурах: литьевой PLEXIGLAS GS проявляет преобладающее термопластичное поведение по широкому температурному диапазону. Поэтому пластическая деформация практически отсутствует в формованных частях, сделанных из этого материала, и они восстанавливают свою первоначальную форму при повторном нагреве до температуры формования.
Диапазон, в котором экструдированный PLEXIGLAS XT, проявляет термопластичное поведение (находится в резиново-эластичном состоянии), сравнительно небольшой. При высоких температурах материал приобретает тесто-подобную консистенцию, то есть образует расплав. Поскольку нет четкой разделительной линии между термопластичным и термоэластичным состоянием, некоторое количество пластичной деформации, которое зависит от температуры формовки, остается в каждом формованном изделии. Поэтому готовые изделия, выполненные из PLEXIGLAS XT, которые были сформованы при высоких температурах, никогда полностью не возвращаются к своей первоначальной форме при повторном нагреве. Процесс деформации обратим только частично.
Поэтому готовые изделия, выполненные из PLEXIGLAS XT, которые были сформованы при высоких температурах, никогда полностью не возвращаются к своей первоначальной форме при повторном нагреве. Процесс деформации обратим только частично.
Формование выполняется при следующих температурах материала:
- для экструдированного акрила – 150-160 °C;
- для литого акрила – 160-175 °C.
Кроме того, для предупреждения возникновения внутренних напряжений в процессе термоформовки выполняется прогревание матриц и крепежных элементов до температуры 60-80°C.
Продолжительность нагревания для акрила зависит прежде всего от толщины материала и применяемого метода нагревания. График (рисунок 2) показывает зависимость продолжительности нагревания в печи при температуре 150°C от толщины листовой заготовки.
Ошибка в выборе температурного режима приводит к появлению брака. Например, если нагрев недостаточный, деталь будет стремиться восстановить свою форму, в результате чего появятся трещины. Слишком высокая температура приводит к возникновению поверхностных дефектов на формованной детали. Оптимальная температура подбирается индивидуально для каждого изделия в зависимости от свойств, марки материала и исходя из опыта работы с подобными заготовками. Продолжительность нагрева также определяется в зависимости от марки материала, толщины листа, конфигурации и габаритов изделия.
Слишком высокая температура приводит к возникновению поверхностных дефектов на формованной детали. Оптимальная температура подбирается индивидуально для каждого изделия в зависимости от свойств, марки материала и исходя из опыта работы с подобными заготовками. Продолжительность нагрева также определяется в зависимости от марки материала, толщины листа, конфигурации и габаритов изделия.
При нагревании листов до температуры выше их точки плавления происходит усадка материала по длине и ширине. При проектировании формованных деталей учитывается термоусадка материала, исходя из ее величины рассчитываются необходимые размеры листовой заготовки. Литьевой акрил (PLEXIGLAS GS) дает усадку до 2% независимо от толщины материала (таблица 1), экструзионный (PLEXIGLAS ХТ) – до 3% при толщине до 3 мм и до 6% при толщине свыше 3 мм.
Режимы охлаждения
После завершения формовки важно правильно выдержать режимы охлаждения. Деталь охлаждается медленно, без резких перепадов температур, чтобы снизить результирующие напряжение материала до минимума. Изделие остается на матрице до температуры +60…+70 градусов, благодаря чему сохраняется правильная форма и качество поверхности. Поскольку акрил является плохим теплопроводником, толстые части детали охлаждаются очень медленно, поэтому их нужно покрывать мягкой тканью или подходящим теплоизолирующим материалом после снятия с матрицы, чтобы не подвергать воздействию сквозняков и достичь эффекта аналогичного отжигу.
Изделие остается на матрице до температуры +60…+70 градусов, благодаря чему сохраняется правильная форма и качество поверхности. Поскольку акрил является плохим теплопроводником, толстые части детали охлаждаются очень медленно, поэтому их нужно покрывать мягкой тканью или подходящим теплоизолирующим материалом после снятия с матрицы, чтобы не подвергать воздействию сквозняков и достичь эффекта аналогичного отжигу.
Изготовление формовочных матриц
Матрица изготавливается индивидуально под каждый типоразмер изделия. Процесс проектирования и изготовления матрицы занимает весомую долю в смете проекта. Формовочные матрицы могут быть изготовлены из различных материалов – дерева, МДФ, ДСП, металла, полиэфирных смол, гипса. Главное требование – устойчивость материала к нагреву и отсутствие склонности к температурным расширениям. Мы работаем преимущественно с матрицами из плит МДФ и ДСП, склеенных между собой для формирования многослойного пирога. Такому конструктиву можно придать любую форму на фрезерном станке с ЧПУ. Также используем металлические матрицы. Между поверхностью матрицы и деталью прокладывается мягкий материал.
Также используем металлические матрицы. Между поверхностью матрицы и деталью прокладывается мягкий материал.
Наша работа: формовка оргстекла для пузырьковых панелей
Специалисты компании «АкрилШик» выполнили формовку акрила – это одна из самых ответственных операций технологического процесса изготовления пузырьковых панелей. Мы обработали восемь панелей: шесть из них имеют габариты (ШхВ) 1783х2800 мм, остальные две — 979х2800 мм. Изделия изготовлены из акрила немецкой марки PLEXIGLAS. Для изготовления пузырьковых панелей использован акриловый лист толщиной 15 мм. На поверхность формованных панелей приклеены шайбы, предназначенные для изменения направления движения воздушно-пузырькового потока.
Пузырьковая панель – это изысканный элемент интерьера, который сегодня все чаще используется современными дизайнерами для оформления общественных и жилых помещений. К акриловому корпусу пузырьковой панели предъявляются повышенные требования качества и надежности. Мастер, работающий с этими изделиями, не имеет права на ошибку, поскольку даже минимальный дефект на поверхности бросается в глаза и портит общее впечатление от воздушно-пузырьковой «магии». Но наши специалисты не ошибаются – мы умеем работать с акрилом, а потому гарантируем заказчику качественный результат.
Но наши специалисты не ошибаются – мы умеем работать с акрилом, а потому гарантируем заказчику качественный результат.
Наша работа: формовка акриловой панели
В нашу компанию поступил заказ по формовке акриловой панели толщиной 8 мм с асимметричным профилем. Длина панели – 2380 мм. Габариты поперечного сечения – 233х605 мм. Деталь имеет несколько изгибов, для воспроизведения которых потребовалось изготовить матрицу сложной формы. Матрица выполнена из панелей ДСП. Сборная конструкция матрицы состоит из множества склеенных между собой сегментов, наружный контур которых совпадает с конфигурацией акриловой панели. Для обеспечения максимальной точности матрицы раскрой сегментов выполнен на станке с числовым программным управлением.
От качества изготовления матрицы зависит точность формовки оргстекла, поэтому мы уделяем этому этапу самое пристальное внимание. За многие годы работы в сфере производства акриловых изделий мы накопили опыт изготовления формовочных матриц самых разнообразных форм. Отличная оснащенность нашего производства станками с ЧПУ позволяет делать раскрой элементов матрицы в точном соответствии с чертежами.
Отличная оснащенность нашего производства станками с ЧПУ позволяет делать раскрой элементов матрицы в точном соответствии с чертежами.
Наша работа: формовка акриловых панелей для световых коробов
Мы реализовали проект по изготовлению 54 формованных панелей для световых коробов. В комплекс работ вошла формовка листового оргстекла цвета «опал» толщиной 4 мм по сложному контуру. Детали имеют по два радиуса изгиба и сечение несимметричной геометрической формы. Для формовки изготовлены деревянные матрицы, наружная поверхность которых соответствует конфигурации панелей. Одна из важных особенностей этого проекта заключалась в том, что мы работали с крупногабаритными заготовками длиной 5200 мм и шириной 1000 мм. Наше производственное предприятие отлично оснащено под формовку изделий любых габаритов, поэтому сложностей с реализацией проекта не возникло.
Наша работа: формовка масок из оргстекла для лица
Терфомормовка оргстекла используется не только для работы с крупногабаритными конструкциями, но и для изготовления продукции небольших размеров. Рассмотрим пример нашей работы по изготовлению маленького формованного изделия – прозрачной маски для лица. Основные параметры:
Рассмотрим пример нашей работы по изготовлению маленького формованного изделия – прозрачной маски для лица. Основные параметры:
- габариты изделия – 160х125х35 мм;
- толщина оргстекла – 2 мм;
- количество изготовленных масок – 6 штук.
Для формовки изделий мы изготовили специальные матрицы из плит МДФ, склеенных между собой. Обработка деталей матриц выполнена на фрезерном станке с ЧПУ. Технология реализована по стандартному алгоритму: листовая заготовка из оргстекла нагрета в печи и формована на матрице. Поскольку деталь имеет маленькую массу, для формовки использована ответная матрица, создающая давление для придания нужной формы.
Формовка оргстекла от компании «АкрилШик»
Для формовки акрила требуется специализированное оборудование и большой профессионализм мастера. Именно поэтому заказчик сделал выбор в пользу профессионалов своего дела — компании «АкрилШик». Мы много лет работаем с акрилом, размеров нашей термопечи достаточно для формовки деталей любых габаритов, в том числе экстремально больших конструкций.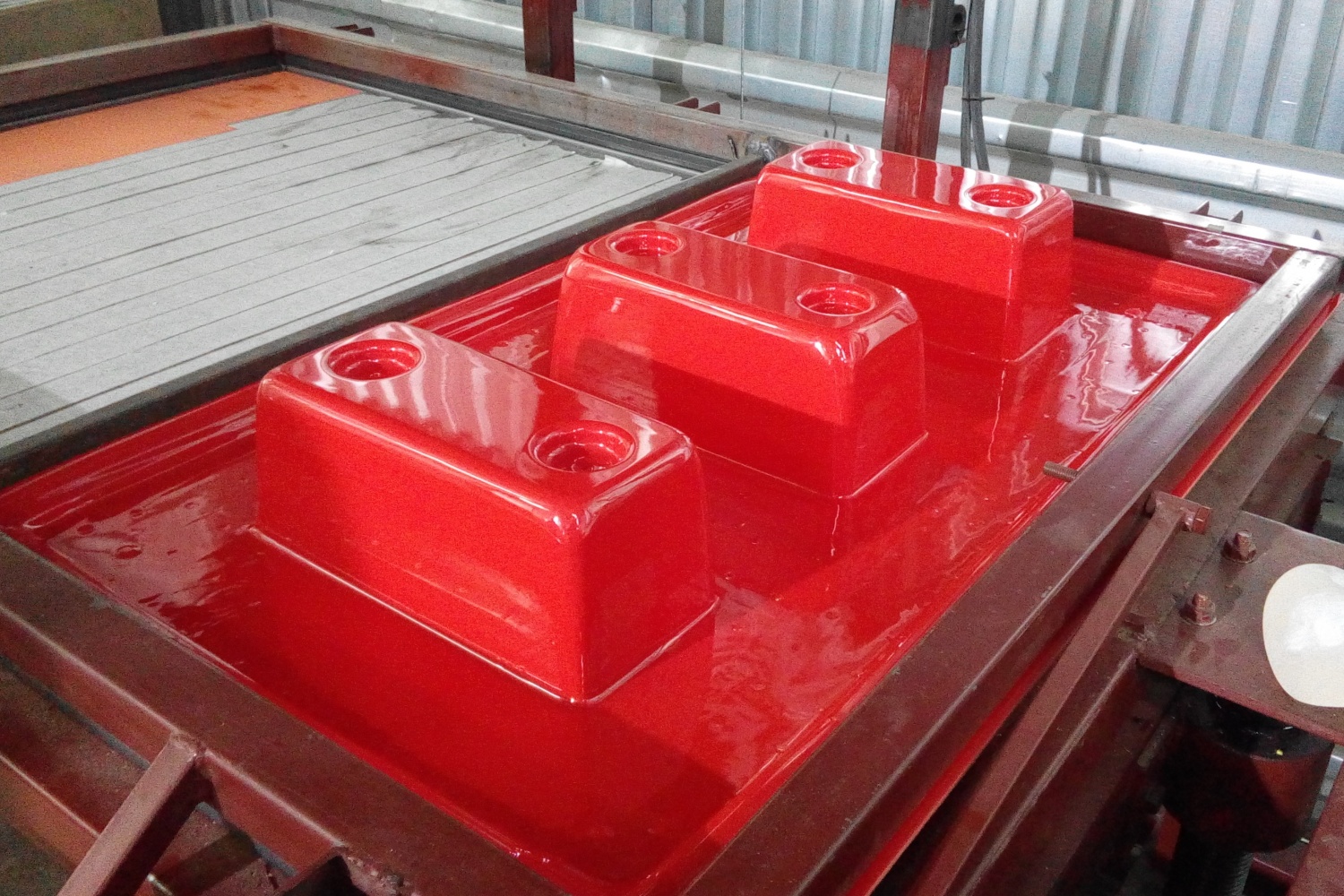 В зависимости от пожеланий заказчика, мы можем выполнить отдельные работы по формовке оргстекла либо изготовить акриловое изделие «под ключ», включая разработку проекта.
В зависимости от пожеланий заказчика, мы можем выполнить отдельные работы по формовке оргстекла либо изготовить акриловое изделие «под ключ», включая разработку проекта.
Связаться с нами можно по телефону +7 (499) 372-09-21 или электронной почте [email protected]. Мы проконсультируем вас по вопросам изготовления акриловых изделий, проанализируем ваши идеи и выполним ваш заказ максимально быстро и качественно.
Компания «АкрилШик» выполняет вакуумную формовку различных термопластичных материалов, таких как оргстекло, пластик, поликарбонат. С помощью этой технологии мы можем превратить листовую заготовку в изделие сложной пространственной конфигурации. Существует два режима вакуумной формовки. Первый подразумевает работу на формовочных автоматах, второй – формовку в термопечи. Машинный способ используется для формовки партий деталей небольших и средних размеров. Для работы с крупногабаритными конструкциями используется метод вакуумной формовки в печи. Наше производство оснащено уникальным оборудованием для вакуумной формовки крупногабаритных изделий и большой термопечью объемом 300 кубометров.
Наше производство оснащено уникальным оборудованием для вакуумной формовки крупногабаритных изделий и большой термопечью объемом 300 кубометров.
Формовка в печи дает гораздо больше уникальных возможностей по сравнению с машинной формовкой на автоматах. Применение вакуума может эффективно сочетаться с использованием пуансонов и других формовочных приспособлений. Нагретая заготовка размещается на матрице, закрепляется специальными прижимами. Мастера работают вручную с крупногабаритными изделиями, результат работы на 100% зависит от их профессионализма и опыта. Формовка в печи с вакуумом и без позволяет изготавливать сложные крупногабаритные детали с точными пространственными размерами и высоким качеством поверхности. Технология эффективно используется для формовки архитектурных конструкций, декоративных элементов, стекол для вертолетов и самолетов. Наши специалисты формуют в печи самые разнообразные изделия и при выполнении каждого заказа используют авторские технологические приемы, которые удалось наработать за много лет успешной профессиональной деятельности. Такой подходит позволяет нам быстро и качественно выполнять сложные заказы по формовке крупногабаритных конструкций.
Такой подходит позволяет нам быстро и качественно выполнять сложные заказы по формовке крупногабаритных конструкций.
Наша компания приняла участие в масштабном проекте по изготовлению оборудования для оформления АЗС в рамках ребрендинга «ТНК» в «Роснефть» в Москве. Мы изготовили ключевой элемент – фирменные знаки «Роснефть» в виде символичных буров, размещенных на стелах автозаправочных станций.
Информационные световые короба габаритами 1880х2440 мм изготовлены методом вакуумной формовки из молочного акрила толщиной 3 мм. Конструкция буров предусматривает декорирование черным и желтым винилом в фирменной стилистике и установку внутренней светодиодной подсветки. Технология изготовления буров:
1. Изготовление формовочной матрицы на фрезерном станке с ЧПУ.
Оборудование производит автоматическую обработку деревянной панели по заданной компьютерной программе, воспроизводит выступы, углубления, контуры в соответствии с цифровым макетом, построенным на основе проектной документации.
2. Вакуумная формовка изделий в печи на матрице.
Лист акрила уложен на матрицу и нагрет до температуры пластичности, заготовка приняла сложную пространственную форму за счет создания вакуума между листом и матрицей.
3. Подрезка и полировка кромок, финишная обработка.
Особенности техпроцесса вакуумной формовки пластиков, оргстекла и поликарбонатаЗаготовкой для вакуумной формовки служит плоский лист материала – оргстекла, поликарбоната или пластика. Эти материалы становятся пластичными при нагреве, могут менять форму и сохранять новую конфигурацию после остывания. Температура нагрева зависит от марки материала. Например, экструзионное оргстекло PLEXIGLAS XT нагревается до температуры 150-160°С, литьевое оргстекло PLEXIGLAS GS – до 160-175°С, поликарбонат Макролон – до 190-210°C. Матрица для формовки оргстекла нагревается до температуры 60-80°С, для поликарбоната – до 80-125°С. Нагрев матрицы необходим, чтобы при контакте с ней заготовка не остывала. В остывшем виде после завершения процесса вакуумной формовки изделие восстанавливает первоначальную прочность. Толщина заготовки уменьшается за счет изменения ее формы.
В остывшем виде после завершения процесса вакуумной формовки изделие восстанавливает первоначальную прочность. Толщина заготовки уменьшается за счет изменения ее формы.
Изготовление матрицы для вакуумной формовки. Конструкция, которая служит «лекалом» для будущего изделия, называется матрицей и изготавливается на фрезерном станке с числовым программным управлением. Матрица изготавливается из термостойких материалов – дерева, стеклопластика, эпоксидной смолы, алюминия, МДФ. Форма матрицы задается компьютерной программой фрезерного станка. Изготовление матрицы – самый сложный и дорогостоящий этап технологического процесса вакуумной формовки.
Вакуумная формовка. Лист укладывается на матрицу для вакуумной формовки, фиксируется по периметру, нагревается в печи. Под действием вакуума откачивается воздух из пространства между листом и матрицей, пластичная заготовка плотно прилегает к поверхности матрицы, плавно огибая все выступы и углубления. Отрицательное давление создается вакуумным насосом.
Финишная обработка изделия. Остывшая заготовка извлекается из матрицы, после чего выполняется обрезка по контуру и выравнивание краев. Все поверхности начисто полируются. При необходимости готовое формованное изделие направляется на дальнейшую механическую обработку (сверление, фрезерование).
Вакуумная формовка поликарбоната, оргстекла и пластика от «АкрилШик»Компания «АкрилШик» выполняет вакуумную формовку как отдельный вид работ и производит формованные изделия «под ключ». Мы строго следим за соблюдением режимов вакуумной формовки поликарбоната, оргстекла и пластика, используем новейшее оборудование и сырье. Профессиональный подход позволяет нам лидировать в сфере изготовления формованных изделий в России.
Мы производим широкий ассортимент такой продукции – от светильников и сувениров до масштабных архитектурных элементов, рекламных конструкций и крупногабаритного технического оборудования из оргстекла, поликарбоната, пластика. Все заказы выполняются по индивидуальным техническим заданиям, полученным от клиентов. Направьте нам предварительное ТЗ и чертежи изделия, мы рассчитаем стоимость выполнения вакуумной формовки. Обратите внимание, что окончательная цена зависит от количества заказываемых изделий. Объясняется это просто: стоимость изготовления матрицы включается в себестоимость готового продукта. Чем больше партия заказа, тем ниже цена одной изготовленной единицы.
Все заказы выполняются по индивидуальным техническим заданиям, полученным от клиентов. Направьте нам предварительное ТЗ и чертежи изделия, мы рассчитаем стоимость выполнения вакуумной формовки. Обратите внимание, что окончательная цена зависит от количества заказываемых изделий. Объясняется это просто: стоимость изготовления матрицы включается в себестоимость готового продукта. Чем больше партия заказа, тем ниже цена одной изготовленной единицы.
Обращайтесь к профессионалам – мы реализуем Ваш проект качественно и с гарантией!
Дата создания : 31 ЯНВ 2018 Автор «Акрилшик»Формовка оргстекла в домашних условиях: фото
Оргстекло заняло существенную и значимую позицию в нашей жизни. Немалая доля всех произведенных товаров, которые нас окружают, изготовлены из органического стекла. Приведем несколько примеров:
- Рекламные материалы и подставки. различные по материалы с фото и промостойки, выставочные элементы и пилоны.
- Внешние витрины и дисплеи
- Объемные буквы для уличных вывесок
- Внешние панели
- Различные лотки и полочки, которые выдержат значительный вес в течение долгого времени.

Формовка с помощью фена
Все эти изделия изготовлены с применением вакуумной формовки. Формовка представляет собой сложный технологический процесс, для которого необходимы глубокие знания и сложное заводское оборудование.
Материалы, применяемые для формовки
По сути, формовка представляет собой процесс нагревания и расплавления пластика, доведения его до жидкого состояния и выливания необходимой формы. Для данного процесса могут использоваться следующие материалы:
- Акриловое оргстекло. За счет своей пропускной способности в ультрафиолетовом спектре, твердости к внешним воздействиям, активно применяется для создания различных рекламных вывесок и щитов.
- Полистирол. Этот материал применяется в сфере термовакуумной упаковки изделий.
- Полиэтилен. Знаком нам по использованию для хранения продуктов, так как хорошо сохраняет длительное время качества продуктов. Восприимчив к различным внешним физическим воздействиям.
- Поликарбонат. Очень прочный, противоударный материал. Одна из сфер применения – создание чехлов, труб, колб и т.п., строительных конструкций, навесов, иеплиц. Именно применение формовки для поликарбоната позволяет создать бесшовные изделия, которые не протекут со временем.

Описание процесса формовки
Для начала подготавливают матрицу – ту форму, в которую будет заливаться масса.
Для изготовления матрицы, применяются следующие материалы:
- Стеклопластик. Идеально подходит для изделий больших размеров.
- Различные эпоксидные смолы. Эти матрицы применяются для изделий поменьше и тех, которые будут изготавливаться в единичных количествах.
- Комбинированные матрицы. Наиболее часто встречаемое сочетание – нержавеющая сталь и фанерные листы.

Затем, проходит непосредственно формовка материала. В специальную камеру помещается материал для последующего размягчения. Оргстекло находится в камере до тех пор, пока он не будет свободно помещаться в подготовленной матрице. Следующий шаг – заливка растопленного оргстекла в матрицу, в которой происходит откачка всего воздуха.
За счет того, что при этой процедуре создается своеобразный вакуум, ее называют вакуумной формовкой. После этого пластик вынимается из формы и остатки либо выпиливаются, либо вывариваются. Конец работы – это зачистка краев готового изделия.
Этот принцип работы показал себя, как наиболее рентабельный и экономически выгодный.
Формовка в домашних условиях
Также, при необходимости вы можете воссоздать процесс формовки оргстекла в вашей квартире. Процесс не отнимет у вас большое количество времени.
Итак, подготовьте необходимый материал.
- пластиковая банка с крышкой, которая плотно закручивается;
- двухлитровая пластиковая бутылка;
- скотч;
- изолента;
- пылесос.

Сам процесс выглядит так:
- Для начала в крышке банки высверливаются дрелью маленькие отверстия. Они должны бать не толще 3 мм и равномерно распределенными по поверхности крышки.
- В стенке банки вырезаете отверстие, в которое должно свободно проходить горлышко бутылки, для отсоса лишнего воздуха. Для создания полного герметичного пространства горлышко бутылки фиксируете скотчем и изолентой, закручиваете крышку на банке.
- Для рабочего материала можете использовать куски от канистр бензина, только хорошенько отмойте их перед началом работы. После, зажимаете лист двумя деревянными рамками и прищепками.
- Зажатый пластик нагреваете потоком горячего воздуха (избегайте использования открытого огня).
- Затем, когда пластик прогрелся – накрываете необходимую модель для копирования и извлекаете после застывания, как вы видите на фото.
Ваше изделие готово!
Автор:
Антон Ермолов
Формовка поверхности из акрила — Производственные вопросы
Такое можно и мама-папой давить. .. Но по любому понадобится нагреватель с равномерным полем, а он стоит добрую треть вакуумной формовки…
.. Но по любому понадобится нагреватель с равномерным полем, а он стоит добрую треть вакуумной формовки…
У нас в городе, после того, как в СибНИИА сломали стенд термодинамических испытаний «Бурана», было модно делать такие нагреватели из П-образных галогенных ламп, которыми и нагревали бурановский хвост, и которых на барохолке за бесценок можно было купить сотнями, но за столько лет уже запасы халявских галогенок иссякли…
Встречал у нас в нашей НСК-ой деревне нагреватель на термоформовку из нагревателей от ЭлектроТермовских духовок, которые представляют их себя трубку из жаростойкого стекла внутри которой свободно болталась нихромовая спираль, которая по краям крепилась на винтах с керамическими держателями, и все это было засунуто в жестяной перфорированный корпус из достаточно жаростойкой жести, при том ребята похоже ради этих нагревателей далеко не по помойкам шарились… Но такой вариант нагревателя выделялся своей экзотичностью, да и сама конструкция также была экзотична, ибо для подъема/опускания нагревателя применяли доставшийся по наследству месте с помешением небольшую кран-балку, да и остальное было сделано по технологии «говно и палки», но на удивление достаточно успешно работало. .. Особенно поразила поддержка материала во время нагрева, дабы он не давал пузо — лист пластика зажатый в раме просто клался на вторую раму с мелкой сеткой, покрытой натянутой тканью: когда материал нагревался равномерно до достойной темературы эту раму с сеткой и тканью резко убирали — пластик давал «пузо» предрастяжки, после чего его быстро опускали на вакуумный стол, прижимали раму для обеспечения вакуума (по краю формы был пазик в котром стоял уплотнительная лента для окон и давали вакуум от ресивера… И получали вполне успешно детали с глубокой вытяжкой…
.. Особенно поразила поддержка материала во время нагрева, дабы он не давал пузо — лист пластика зажатый в раме просто клался на вторую раму с мелкой сеткой, покрытой натянутой тканью: когда материал нагревался равномерно до достойной темературы эту раму с сеткой и тканью резко убирали — пластик давал «пузо» предрастяжки, после чего его быстро опускали на вакуумный стол, прижимали раму для обеспечения вакуума (по краю формы был пазик в котром стоял уплотнительная лента для окон и давали вакуум от ресивера… И получали вполне успешно детали с глубокой вытяжкой…
Сообщение отредактировал 3D-BiG: 22 Ноябрь 2018 — 04:34
Литье акрила под давлением | Пластик ПММА, используемый в литье термопластов под давлением | Композитные пластиковые шкивы
Акрил, используемый в литье пластмасс под давлением
Поли(метилметакрилат), также известный как акрил, представляет собой прозрачный термопластичный гомополимер, часто используемый в качестве более стойкой альтернативы стеклу. Акрил является наиболее распространенным типом прозрачного формовочного пластика, доступного широкой публике, и его можно использовать для чего угодно, например для окон и рам для картин, для подделки ногтей и краски.
Акрил является наиболее распространенным типом прозрачного формовочного пластика, доступного широкой публике, и его можно использовать для чего угодно, например для окон и рам для картин, для подделки ногтей и краски.
Некоторые преимущества использования акрилового пластика включают:
- Прозрачные свойства
- Погодостойкость
- Химическая стойкость
- Твердость поверхности
- Размерная стабильность
- Нетоксичный состав
Химические свойства акрила позволяют ему быть полностью прозрачным, оставаясь при этом твердым и устойчивым к царапинам и ударам. Акрил можно легко формовать в различные формы и размеры, а это означает, что он является более экономичной заменой другим типам твердого пластика.Профессиональные эксперты по литью в Retlaw Industries могут использовать акриловый материал для вашей конкретной формованной пластиковой детали.
Свяжитесь с Retlaw Industries сегодня
Технические характеристики акрилового пластика(при комнатной температуре)
| Химическая формула | (С 5 О 2 Н 8 )n |
| Температура плавления (°C) | ~130°С |
| Прочность на растяжение | ~9400 фунтов на кв. дюйм дюйм |
| Ударная вязкость | ~0.7 фут-фунтов/дюйм с насечкой по изоду |
| Уровень твердости (по Роквеллу) | Р31 – Р105 |
| Модуль упругости при изгибе | ~13000 фунтов на кв. дюйм |
Проблемы работы с акриловым пластиком PMMA
Как и в случае с любым пластиковым материалом, существуют некоторые общие проблемы, которые потенциально могут возникнуть в процессе формования термопластов из ПММА. Некоторые из проблем, которые могут возникнуть, включают:
- Материалы, изготовленные из акрилового полиметилметакрилата, имеют более низкую ударопрочность по сравнению с металлическими деталями, изготовленными методом литья под давлением.
- Акриловые изделия, как правило, имеют низкую термостойкость (около 175°F).
- Акриловые изделия имеют меньшую механическую прочность, что может ограничивать их грузоподъемность.
- Некоторые акриловые продукты имеют плохую химическую стойкость, что делает их склонными к плохим реакциям.

Акрил в быту
Многие пластиковые изделия, которые мы используем каждый день, изготовлены из акриловой смолы. Некоторые из этих продуктов включают:
- Окна из плексигласа
- Косметические товары
- Краска
- Модные аксессуары
- Линзы для очков
- И многое другое
Акрил — один из самых доступных пластиков, доступных для широкой публики, а его ударопрочная структура делает его одним из самых полезных пластиков для широкого спектра применений, требующих прозрачного, ударопрочного материала.Если вы хотите, чтобы ваша литая пластиковая деталь была изготовлена из акриловой смолы, специалисты Retlaw Industries обязательно помогут вам.
Акриловые изделия, изготовленные профессионалами Retlaw
Если вам нужны профессионально изготовленные пластиковые натяжные шкивы, звездочки, опоры из арматуры или изготовленные на заказ детали для вашего бизнеса, специалисты Retlaw Industries всегда готовы помочь. Наши сертифицированные производители пластиковых деталей изготавливают все ваши OEM-детали в точном соответствии с вашими спецификациями, и независимо от того, хотите ли вы использовать акрил или любой другой тип композитного пластика для своей нестандартной детали, Retlaw может сделать это за вас.
Наши сертифицированные производители пластиковых деталей изготавливают все ваши OEM-детали в точном соответствии с вашими спецификациями, и независимо от того, хотите ли вы использовать акрил или любой другой тип композитного пластика для своей нестандартной детали, Retlaw может сделать это за вас.
Свяжитесь с производителями деталей из акрилового пластика в Retlaw Industries сегодня, чтобы получить предложение с вашей стороны.
Акриловый материал и литье | Реблинг.ком
Acrylic — один из прозрачных пластиковых формовочных материалов, с которым имеет опыт команда Rebling. У Rebling есть литой акриловый пластик для различных применений, включая осветительное оборудование, предметы домашнего обихода и медицинские приборы. Если вас интересует акриловая лепка, давайте сначала рассмотрим, что такое акриловый материал.Акрил — это синтетический пластик, содержащий по меньшей мере одно производное акриловой кислоты. Акриловый материал был впервые создан в 1843 году и почти 100 лет спустя запатентован немецким химиком Отто Ромом. Наиболее распространенным акриловым пластиком является полиметилметакрилат (ПММА).
Наиболее распространенным акриловым пластиком является полиметилметакрилат (ПММА).
Типичным требованием к деталям для акриловых изделий является высокая степень оптической прозрачности и светопропускания, обеспечиваемая этими формовочными массами. Светопропускание составляет 92%, что сравнимо с оптическим качеством стекла.Эти оптически прозрачные пластмассы выдерживают воздействие УФ-излучения и не обесцвечиваются и не выцветают под воздействием света. Акриловый материал также легко доступен в полупрозрачных и непрозрачных цветах, которые могут быть получены с использованием процесса литья пластмасс под давлением. Литье металлических вставок в акрил, обычно называемое литьем со вставками, обычно выполняется в Rebling.
Свойства акрила
В дополнение к стеклянным оптическим свойствам акрила, материал также известен своей устойчивостью к воздействию ультрафиолета и флуоресцентного освещения, отличной атмосферостойкостью и устойчивостью к царапинам. Несколько сортов акрилового материала подходят для использования в контакте с пищевыми продуктами, а поскольку он не имеет запаха и вкуса, он используется в таких областях, как ящики холодильника и контейнеры для хранения пищевых продуктов. Эти формовочные смеси устойчивы к воде, щелочным растворам и слабым кислотам, но растворяются в большинстве органических растворителей, таких как сильные углеводороды, сложные эфиры и кетоны.
Несколько сортов акрилового материала подходят для использования в контакте с пищевыми продуктами, а поскольку он не имеет запаха и вкуса, он используется в таких областях, как ящики холодильника и контейнеры для хранения пищевых продуктов. Эти формовочные смеси устойчивы к воде, щелочным растворам и слабым кислотам, но растворяются в большинстве органических растворителей, таких как сильные углеводороды, сложные эфиры и кетоны.
Акриловый материал имеет предел прочности при растяжении в диапазоне 8000-10 000 фунтов на квадратный дюйм; модуль упругости при изгибе в диапазоне 425 000 фунтов на квадратный дюйм и температура теплового прогиба свыше 210°F для некоторых термостойких марок.
Сополимеризация акрила с другими мономерами может изменить его свойства. Например, добавление АБС значительно повышает ударную вязкость. Когда акрил смешивается с поликарбонатом, результирующая ударная вязкость сополимера выше, чем у самого поликарбоната. Однако ударная вязкость акрила и его сополимеров снижается при понижении температуры окружающей среды.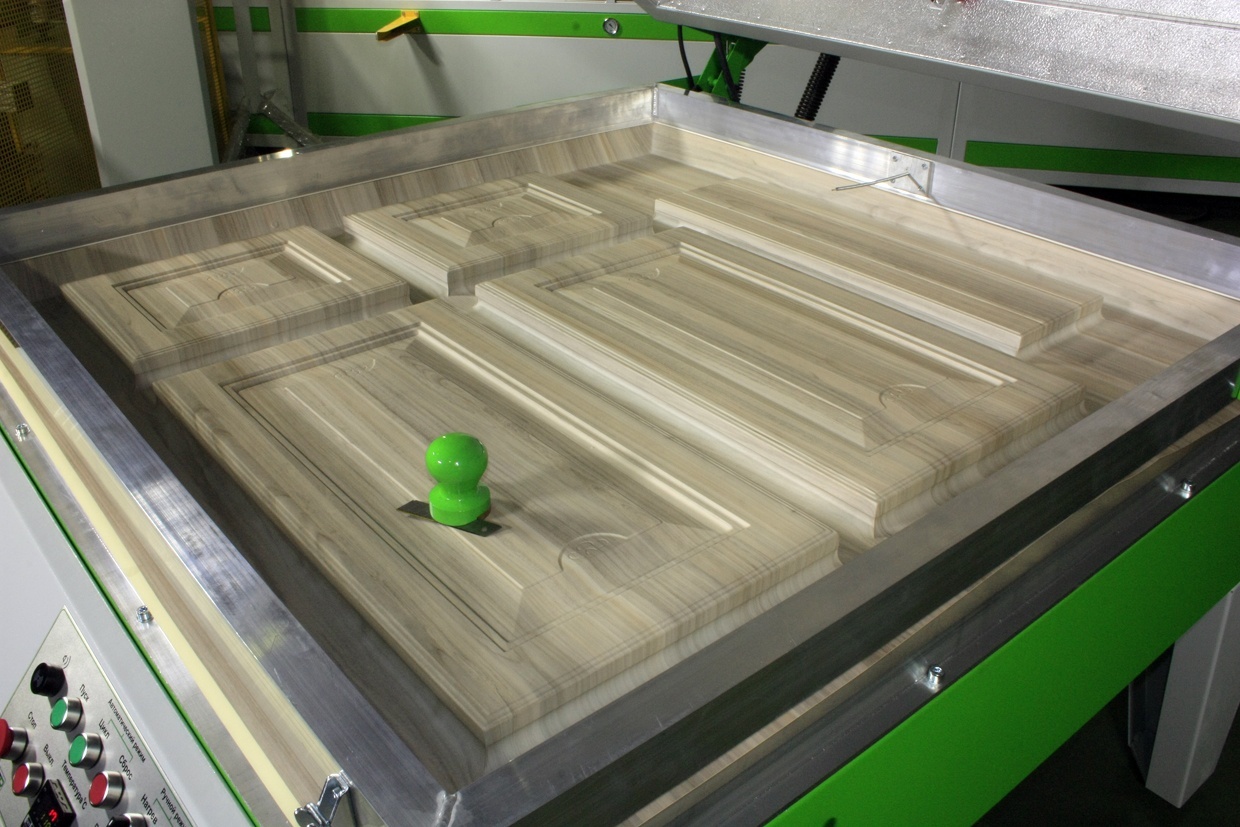
Акрил, относящийся к классу аморфных термопластов, обладает предсказуемыми значениями усадки материала.Жесткие допуски легко достижимы с этим материалом при использовании процесса литья пластмасс под давлением в Rebling. Реблинг использует рецептуры с высокой текучестью, необходимые для формования тонкостенных трудно заполняемых деталей.
Дополнительные операции для акриловых деталей
Акрил можно декорировать с помощью тампопечати, горячего тиснения и трафаретной печати. Реблинг соединил пластмассовые изделия, отлитые под давлением, используя как ультразвуковую сварку, так и методы сварки растворителем.Механические операции; такие как сверление, нарезание резьбы, нарезание резьбы, фрезерование и токарная обработка; являются дополнительными услугами, предоставляемыми Rebling для этого материала и других прозрачных пластиковых материалов для литья под давлением.
Акриловый пластик для литья под давлением
Акриловая лепка иногда может быть сложной. Акрил чувствителен к зазубринам, поэтому следует избегать острых краев. По возможности, внешние и внутренние углы должны иметь радиус, чтобы свести к минимуму эту чувствительность надреза.Металлические вставки, используемые при формовании вставок, не должны иметь острых углов и краев, чтобы свести к минимуму чувствительность этого материала к надрезам.
Акрил чувствителен к зазубринам, поэтому следует избегать острых краев. По возможности, внешние и внутренние углы должны иметь радиус, чтобы свести к минимуму эту чувствительность надреза.Металлические вставки, используемые при формовании вставок, не должны иметь острых углов и краев, чтобы свести к минимуму чувствительность этого материала к надрезам.
Следует избегать подрезов или захватов, поскольку они могут сломаться или сломаться во время выброса детали. Когда это необходимо для функционирования детали, эти функции должны быть включены за счет использования направляющих в форме, что может значительно увеличить стоимость формы.
Прежде чем выпустить окончательный дизайн акрилового литья, команда Rebling рассмотрит дизайн вашей детали и предложит предложения, чтобы гарантировать, что конечный продукт соответствует замыслу проекта.
Как отлить акриловую смолу
Акриловая смола — это продукт, который используется во всем мире в коммерческих целях, а также любителями. Жидкость наливается в скульптурные формы для изготовления множества продуктов, в том числе вещей, которые мы используем каждый день, таких как пластиковое столовое серебро и пресс-папье. Этот процесс используется для создания наборов для хобби, оснований ламп и даже корпусов автомобилей.
Жидкость наливается в скульптурные формы для изготовления множества продуктов, в том числе вещей, которые мы используем каждый день, таких как пластиковое столовое серебро и пресс-папье. Этот процесс используется для создания наборов для хобби, оснований ламп и даже корпусов автомобилей.
Найдите наборы акриловой смолы на Amazon
Использование акриловой смолы на базовом уровне любителя не требует литья под давлением или сжатия воздуха.Следующая статья проведет вас через процесс работы с акриловой смолой для изготовления бижутерии. Принципы, которые вы узнаете здесь, могут быть перенесены на все, что вы захотите отлить.
Шаг 1. Подготовка рабочей зоны
Важно работать в хорошо проветриваемом и чистом помещении. Любая пыль или мусор могут испортить в остальном хорошую отливку.
Защитите поверхность, с которой вы работаете, расстелив листы газеты и сбрызнув их кулинарным спреем или средством для удаления плесени.Вы можете приобрести спрей для удаления плесени в любом магазине товаров для хобби.
Шаг 2. Изготовление формы
Для литья из акриловой смолы вам понадобится форма. Вы можете купить тот, который хорошо работает, но хорошо знать, как сделать его самостоятельно, так как это открывает возможности для того, что вы можете создать. Так как это бижутерия, вы можете использовать пластмассовые драгоценности, которые вы нашли в качестве основы, или вы можете вырезать свои собственные из пластилина. Независимо от того, что вы используете, драгоценный камень должен иметь плоскую сторону.
Перед началом работы наденьте респиратор и перчатки, чтобы не пришлось останавливаться посреди процесса.Положите драгоценности на газеты плоской стороной вниз и сбрызните их кулинарным спреем или средством для удаления плесени. Вотрите твердое мыло в щетину кисти, прежде чем использовать ее для нанесения жидкого латекса на драгоценный камень. Используйте технику нанесения штрихами или мазками, а не кистью, и делайте все возможное, чтобы избежать пузырьков воздуха.
Жидкий латекс выглядит белым, но становится прозрачным по мере высыхания. Дайте этому слою высохнуть, прежде чем рисовать на другом слое; вы хотите иметь по крайней мере пять слоев латекса, но целых 15 или 20 создадут прочную форму, которую вы сможете часто использовать.Аккуратно отделяйте края газеты от жидкого латекса, пока она полностью не освободится. Затем обработайте края украшения и вытащите его из латекса. Дайте высохнуть в течение часа, чтобы внутренняя часть полностью высохла. Теперь у вас есть рабочая форма.
Дайте этому слою высохнуть, прежде чем рисовать на другом слое; вы хотите иметь по крайней мере пять слоев латекса, но целых 15 или 20 создадут прочную форму, которую вы сможете часто использовать.Аккуратно отделяйте края газеты от жидкого латекса, пока она полностью не освободится. Затем обработайте края украшения и вытащите его из латекса. Дайте высохнуть в течение часа, чтобы внутренняя часть полностью высохла. Теперь у вас есть рабочая форма.
Шаг 3. Изготовление слепка из акриловой смолы
Побрызгайте внутреннюю часть сухой формы кулинарным спреем, чтобы новый слепок не прилипал. Смешайте акриловую смолу и катализатор в чашке для смешивания согласно инструкции к вашему продукту. Вы также можете смешать цвета на этом этапе, чтобы оттенить драгоценный камень.
Залейте смешанную акриловую смолу в форму и дайте ей застыть в соответствии с указаниями. Снимите только что отлитый камень и сотрите кулинарные брызги бумажными полотенцами. Отшлифуйте все острые края с помощью насадки Dremel и покройте прозрачным лаком для ногтей или акриловым герметиком для защиты. Еще один слой герметика придется добавить поверх покраски, если вы решите украсить изделие.
Еще один слой герметика придется добавить поверх покраски, если вы решите украсить изделие.
Когда вы совершаете покупки по ссылкам на нашем сайте, мы можем получать комиссионные бесплатно для вас.
Превосходная формовочная машина для акрила Предложение Precision
Получите доступ к разнообразным коллекциям формовочной машины для акрила на Alibaba.com, которые являются эффективными, мощными и автоматическими машинами, используемыми в нескольких различных отраслях для точного впрыска ПЭТ-преформ. Эти уникальные и профессиональные машины для литья акрила очень прочны и надежны в своей работе и считаются энергосберегающими машинами. Эти формовочные машины для акрила экономичны и доступны в различных моделях в зависимости от функций и ваших требований.Приобретайте эти выдающиеся машины у ведущих поставщиков и оптовиков по невероятным ценам. Безупречная акриловая формовочная машина , представленная на сайте, изготовлена из прочных материалов, таких как прочные металлы и сплавы, которые обеспечивают стабильные характеристики и повышенную долговечность. Эти потрясающие формовочные машины для акрила оснащены всеми новейшими функциями и достаточно мощными, чтобы удвоить производительность вашего бизнеса. Эти прочные и эффективные машины для формовки акрила используют термопластик для литья под давлением ПЭТ-преформ и имеют различную мощность.
Эти потрясающие формовочные машины для акрила оснащены всеми новейшими функциями и достаточно мощными, чтобы удвоить производительность вашего бизнеса. Эти прочные и эффективные машины для формовки акрила используют термопластик для литья под давлением ПЭТ-преформ и имеют различную мощность.
Alibaba.com предлагает вам несколько линеек формовочных машин для акрила , доступных в различных моделях, размерах, формах, функциях и мощностях, которые могут соответствовать вашим требованиям. Эти исключительные машины для литья акрила оснащены прочными двигателями для эффективной работы и мощной гидравликой. Они также оснащены большим экраном и высокоточной компьютерной системой машинного оборудования, а также двигателями с крутящим моментом. Скользящие блоки этой формовочной машины для акрила изготовлены из износостойких сплавов и системы масляных сплавов с высокой чувствительностью.
Alibaba. com представляет широкий ассортимент формовочных машин для акрила , которые могут соответствовать вашим требованиям и бюджету одновременно. Эти продукты имеют сертификаты ISO, CE, ROHS, а также доступны по заказу OEM. Эти продукты предлагаются с послепродажным обслуживанием и установкой на месте.
com представляет широкий ассортимент формовочных машин для акрила , которые могут соответствовать вашим требованиям и бюджету одновременно. Эти продукты имеют сертификаты ISO, CE, ROHS, а также доступны по заказу OEM. Эти продукты предлагаются с послепродажным обслуживанием и установкой на месте.
Каковы преимущества использования акрилового материала в литье пластмасс под давлением?
Растет использование акриловых материалов для литья пластмасс под давлением. Эти полимеры обладают превосходными свойствами в различных аспектах, включая механическую, химическую, термическую, электрическую и оптическую стойкость.
Акриловые материалы могут быть объединены с рядом подложек с помощью термических и химических процессов для литья акрила под давлением. Дополнительным преимуществом этих материалов является их биосовместимость. В результате, когда они подвергаются гамма-облучению, они могут быть составлены таким образом, чтобы сохранить их превосходную прозрачность.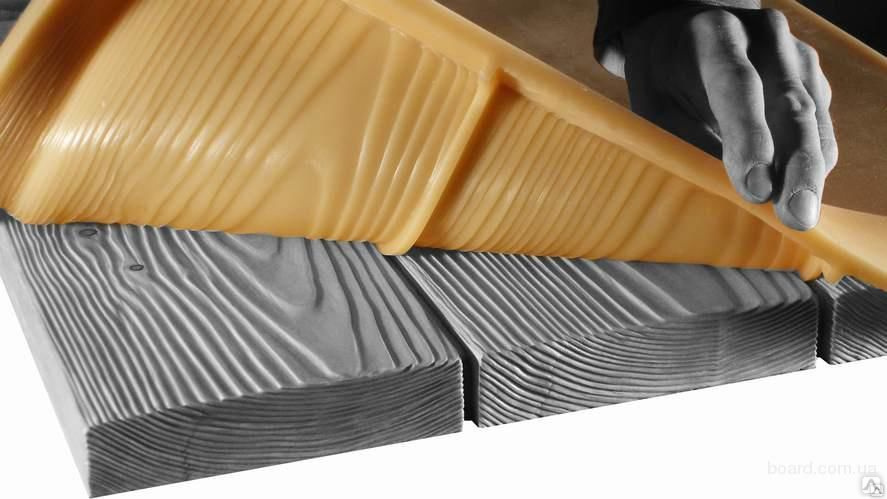 Кроме того, высокий оптический коэффициент пропускания является еще одним аспектом, добавляющим популярности.
Кроме того, высокий оптический коэффициент пропускания является еще одним аспектом, добавляющим популярности.
Детали, изготовленные из акриловых материалов, не только дешевы, но и обладают отличными эксплуатационными характеристиками.Следовательно, они очень предпочтительны для производства одноразовых медицинских устройств, а также других предметов, таких как домашняя утварь.
Соответствие строгим требованиям
Использование процесса литья под давлением акрила для производства продукции может помочь удовлетворить строгие требования для широкого спектра применений. Особенно медицинские изделия, которые имеют сложную структуру и создают проблемы для традиционного литья под давлением. При изготовлении таких устройств используются подходящие марки акрилового полимера, а также тщательно подбираются параметры литья акрила под давлением.Ниже приведены некоторые из важнейших параметров, которые следует учитывать:
- Высокая термическая и химическая стабильность
- Высокий оптический коэффициент пропускания
- Ассортимент продуктов и использование
- Все формы акрилового молдинга
Исключительные химические и физические свойства
Помимо медицинских изделий, бытовая утварь и осветительное оборудование являются другими общеизготавливаемыми изделиями с акриловым литьем под давлением. Акриловые материалы имеют высокий коэффициент пропускания света, более 90 процентов.Это делает его сравнимым со стеклом оптического качества. Таким образом, оптически прозрачные пластики, полученные литьем под давлением акрила, могут успешно выдерживать воздействие ультрафиолетового излучения. Особенно, когда они подвергаются воздействию света, это не приводит к обесцвечиванию или выцветанию.
Акриловые материалы имеют высокий коэффициент пропускания света, более 90 процентов.Это делает его сравнимым со стеклом оптического качества. Таким образом, оптически прозрачные пластики, полученные литьем под давлением акрила, могут успешно выдерживать воздействие ультрафиолетового излучения. Особенно, когда они подвергаются воздействию света, это не приводит к обесцвечиванию или выцветанию.
Поскольку акрил не имеет запаха и вкуса, литье акрила под давлением широко используется для изготовления различных контейнеров для хранения пищевых продуктов и ящиков для холодильников. Свойства акриловых материалов могут быть изменены при воздействии сополимеризации.АБС добавляется в акрил для повышения ударопрочности. Кроме того, добавляется поликарбонат, чтобы получить более высокую ударную вязкость, чем у чистого поликарбоната. Хотя это приводит к снижению ударной вязкости как акрилатов, так и их сополимеров при температуре окружающей среды.
Всегда рекомендуется обращаться к производителю по поводу акрилового молдинга. Это лучшие люди, которые могут помочь вам найти идеальный сервис в соответствии с вашими потребностями.
Это лучшие люди, которые могут помочь вам найти идеальный сервис в соответствии с вашими потребностями.
Акриловая формовочная паста — создание смешанной техники
Гостевой пост Жаклин Салливан
Одним из моих самых любимых материалов для экспериментов является акриловая формовочная паста (также называемая моделирующей пастой).Для меня и моих художественных работ и коллажей все дело в текстуре, и один из лучших способов получить текстурированную поверхность — использовать эту пасту.
Но что это? Формовочная или моделировочная паста представляет собой акриловую среду, наполненную твердым материалом. В результате получается густое «пастообразное» белое вещество, которое может создавать поверхность с контролируемой текстурой. Формовочная паста при высыхании становится непрозрачной белой.
В основном я использую формовочную пасту марки Golden, хотя использовал Liquitex и другие «магазинные марки».У каждого бренда есть свои уникальные качества, и я рекомендую вам пойти с несколькими друзьями и купить каждый тип/марку пасты и/или других сред и провести небольшое исследование, чтобы увидеть, что вы предпочитаете.
Golden производит несколько видов формовочной пасты. Я использую формовочную пасту, легкую формовочную пасту и твердую формовочную пасту.
Свет имеет очень легкую пенистую текстуру и немного отличается от других. Он также немного более гибкий, чем две другие вставки, что делает его лучше для измененных страниц книги, которые будут перемещаться немного больше.Это также хорошо для очень больших произведений искусства. Работа будет иметь меньший общий вес. Этот продукт также можно использовать в качестве легкого «наполнителя» для красок. У него более впитывающая поверхность, чем у других, поэтому я могу использовать его как с более тонкими красками, так и с пастелью.
Формовочная пастаимеет более серый цвет, чем светлая формовочная паста, и более высокую плотность. В сухом состоянии поверхность формовочной пасты немного тверже, чем у легкой формовочной пасты. Он не имеет такого высокого пика, как легкая формовочная паста.Можно вырезать формовочную пасту.
Твердая формовочная паста не такая эластичная, как формовочная паста или легкая формовочная паста. Твердой формовочной массе можно придать форму ножом, вырезать и/или отшлифовать. Единственный раз, когда я когда-либо использовал твердую формовочную пасту, был гладкий выпуклый трафарет на предмете мебели. Мне удалось отшлифовать его достаточно гладко, чтобы он стал неотъемлемой частью поверхности мебели.
Твердой формовочной массе можно придать форму ножом, вырезать и/или отшлифовать. Единственный раз, когда я когда-либо использовал твердую формовочную пасту, был гладкий выпуклый трафарет на предмете мебели. Мне удалось отшлифовать его достаточно гладко, чтобы он стал неотъемлемой частью поверхности мебели.
При использовании формовочной пасты в качестве подложки я использую либо бумагу, либо холст.Я предпочитаю бумагу для акварели холодного отжима плотностью 140 фунтов. Он достаточно тяжелый, чтобы выдержать вес пасты. Но он по-прежнему достаточно легкий, чтобы его можно было легко рвать и резать для создания многослойных коллажей.
Во все формовочные пасты можно добавить акриловую краску, чтобы подкрасить их. Но пасты белые и поэтому они осветляют добавленный цвет. Сначала я создаю текстуры с помощью формовочной пасты, а затем раскрашиваю их жидкими акриловыми красками. Это также позволяет мне смешивать и глазировать цветом, получая хорошее сочетание цвета и текстуры.
Мне больше всего нравится использовать пасту для трафаретной печати. Для этого можно использовать пластиковые или латунные трафареты. Вы получите более четкое определение вашего изображения с латунными трафаретами. Но иногда лучше выбрать пластиковые трафареты, потому что они лучше интегрируются с поверхностью. Для фоновых текстур я предпочитаю меньшее разрешение. Для текстур, которые я собираюсь использовать в качестве фокуса, мне нравится более высокое разрешение металлических трафаретов. Лучший инструмент, который я нашел для трафаретной пасты, — это пластиковый мастихин.Ручка ножа удерживает мои пальцы от пасты, а гибкость ножа позволяет мне проталкивать формовочную пасту в открытые участки трафарета.
На трафарет наношу каплю формовочной пасты – обычной или светлой. Затем я равномерно наношу его на трафарет мастихином. Как только паста равномерно распределяется по трафарету, я беру край ножа и счищаю излишки пасты. Остается только паста, которая находится на открытых участках трафарета. Остальные области трафарета почти полностью зачищены. Достигнув этого этапа, осторожно и медленно поднимите трафарет. Вуаля! У вас будет выпуклое изображение на бумаге или холсте!
Остальные области трафарета почти полностью зачищены. Достигнув этого этапа, осторожно и медленно поднимите трафарет. Вуаля! У вас будет выпуклое изображение на бумаге или холсте!
Для немного другой техники нанесите небольшое количество формовочной пасты на основу перед тем, как положить трафарет. Затем действуйте, как описано выше. Когда вы потянете трафарет, он уберет часть нанесенной ранее пасты, и вы получите изображение с трафарета поверх другой текстуры (пример этой техники см. в коллаже «Азиатская женщина»).
В дополнение к трафаретам, я также наношу формовочную пасту для проталкивания и соскабливания через отходы пайеток и различные типы мешков для продуктов. С помощью этих вещей можно получить различные формы текстуры, круги, квадраты и ромбы.
Еще один способ получить текстуру с помощью формовочной пасты — «вытягивать» ее. Для этого я использую два листа бумаги. Нанесите формовочную пасту на один лист бумаги довольно толстым слоем. Сверху положите еще один лист бумаги и слегка скрутите. Разделите два листа бумаги, и вы получите органическую текстуру типа «холмы и долины».Если вам не нравится, как это выглядит, просто сделайте это еще раз! Чем больше вы крутите, тем более «растительной» становится текстура. Для разнообразия я люблю сначала покрыть бумагу черным левкасом. Я даю левкасу высохнуть, а затем наношу «вытянутую формовочную пасту». Поскольку формовочная паста полупрозрачна, сквозь нее просвечивает черный цвет. Затем, если вы покрасите формовочную пасту прозрачными красками, вы получите очень «теневой» вид. Фон многослойного коллажа на фото был сделан таким образом.
Разделите два листа бумаги, и вы получите органическую текстуру типа «холмы и долины».Если вам не нравится, как это выглядит, просто сделайте это еще раз! Чем больше вы крутите, тем более «растительной» становится текстура. Для разнообразия я люблю сначала покрыть бумагу черным левкасом. Я даю левкасу высохнуть, а затем наношу «вытянутую формовочную пасту». Поскольку формовочная паста полупрозрачна, сквозь нее просвечивает черный цвет. Затем, если вы покрасите формовочную пасту прозрачными красками, вы получите очень «теневой» вид. Фон многослойного коллажа на фото был сделан таким образом.
Вы также можете штамповать в формовочную пасту.Так как он липкий и довольно трудно удаляется, я бы не рекомендовал использовать ваши любимые резиновые штампы в пасте. Я использую дешевые штампы из пенопласта, которые предназначены для штамповки стен. Изображение, которое вы получаете, штампуя пасту, очень нечеткое, но может быть довольно красивым, когда оно нарисовано. Текстура листа на фото была сделана таким образом.
Я даю формовочной пасте высохнуть, прежде чем красить ее. Время зависит от толщины слоя формовочной пасты и влажности.Обычно проходит не менее 45 минут, прежде чем я чувствую, что поверхность достаточно сухая для окрашивания. Я рисую жидкими акриловыми красками Golden. Вы можете разбавить их небольшим количеством воды, но если вы добавите слишком много воды в краску, формовочная паста будет сопротивляться краске. Здесь вы найдете реальную разницу между различными типами и марками формовочных/моделирующих паст. Все они берут краску немного по-разному. Я обычно начинаю рисовать с Quinacridone Nickel Azo Gold. Это очень прозрачный цвет и очень теплый цвет.Нижняя глазурь этого цвета придает теплоту всем цветам поверх нее. Затем я продолжаю рисовать и смешивать цвета по ходу дела. Одна из моих любимых комбинаций цветов — хинакридон никель азо золото, хинакридон жженый оранжевый, зеленый Дженкинс и радужная медь. Это золотые цвета, но вы можете сформулировать аналогичную палитру с другими брендами. Мне нравится интенсивность золотых цветов.
Мне нравится интенсивность золотых цветов.
Я часто работаю по нескольку часов, создавая всевозможные текстуры на бумаге. Затем, в другой день, я буду красить и фольгировать фактурные бумаги.Затем они отправляются в корзину «бумаги для коллажей». Позже я покопаюсь в своей коллекции и создам свои многослойные геометрические коллажи, которыми я стал одержим последние несколько лет.
Поскольку формовочная паста очень гибкая, ее также можно использовать для обложек книг. Иногда я просто складываю листы бумаги пополам и вшиваю в них несколько подписей, образуя небольшой очень текстурированный журнал. Я также делаю свои техники на книжной доске, затем шлифую и крашу края. Я просверливаю отверстия в этих досках и связываю их коптским швом, чтобы получился журнал большего размера.
Начните играть с этим универсальным материалом и посмотрите, какие текстуры вы можете придумать. Я гарантирую вам, что если вам нравятся текстурные поверхности, вы станете таким же зависимым от этого материала, как и я!
Жаклин Салливан — художник смешанной техники, акрила и каллиграфии, известная своими экспериментами с текстурой, слоями, красками и необычными материалами. Жаклин также преподает в США и Канаде. Она опубликовала статьи по технике и выпустила DVD-диски с инструкциями по искусству.С Жаклин можно связаться через ее веб-сайт www.jacquelinesullivan.com.
Жаклин также преподает в США и Канаде. Она опубликовала статьи по технике и выпустила DVD-диски с инструкциями по искусству.С Жаклин можно связаться через ее веб-сайт www.jacquelinesullivan.com.
Чтобы узнать больше о технике работы с акрилом, ознакомьтесь с книгой Роксаны Пэджетт, «Техники работы с акрилом в смешанной технике: слой, каракули, трафарет, штамп» .
ДОПОЛНИТЕЛЬНЫЕ РЕСУРСЫ ДЛЯ ИСПОЛНИТЕЛЕЙ СМЕШАННОЙ ТЕХНИКИ
* Найдите отличные книги, DVD, загрузки и многое другое для художников смешанной техники!
* Подпишитесь на БЕСПЛАТНУЮ рассылку по электронной почте, чтобы получать отличные советы, проекты и многое другое…
* Загрузите бесплатные обои для рабочего стола в смешанной технике!
Вам также могут понравиться эти статьи:
Ваш справочник по медиумам, гелям и пастам для акриловых красок
Это практическое руководство по работе с акриловыми медиумами, гелями, пастами и другими материалами поможет вам расширить возможности каждой картины.

Сандра Дюран Уилсон
Mix It Up (акрил на панели, 14×14) от Sandra Duran Wilson. «Мне нравится использовать легкую формовочную пасту для завуалирования участков», — говорит Уилсон. «Сначала я использовал глянцевый гель через трафарет, чтобы защитить цветной фон. Когда все высохло, я использовал мастихин, чтобы нанести легкую формовочную пасту на верхнюю часть картины. Глянцевый гель устойчив к пасте, и цифры видны».Когда вы заходите в магазин художественных принадлежностей, вы сбиты с толку рядами акриловых продуктов и акриловых красок, которые выглядят одинаково? Ты не одинок.В этой статье я раскрываю тайны акриловых красок, гелей и паст. Каждый продукт обладает качествами, которые позволяют акриловым художникам создавать множество специальных эффектов и текстур. Для достижения наилучших результатов я рекомендую начинать с акриловой краски для художников, даже если вы только начинаете работать с акрилом.
1. Гели
Гели доступны с различной вязкостью (толщиной продукта), такими как мягкое, обычное, тяжелое и сверхтяжелое тело. Существуют также варианты блеска, включая матовый, полуматовый и глянцевый.При выборе вязкости помните, что чем выше вязкость, тем выше пики. Гели могут вызвать усадку акриловой краски; проверьте это и рассмотрите возможность использования гелеобразного продукта с высоким содержанием твердых частиц, чтобы избежать усадки.
Существуют также варианты блеска, включая матовый, полуматовый и глянцевый.При выборе вязкости помните, что чем выше вязкость, тем выше пики. Гели могут вызвать усадку акриловой краски; проверьте это и рассмотрите возможность использования гелеобразного продукта с высоким содержанием твердых частиц, чтобы избежать усадки.
Белый при намокании, прозрачный при высыхании
Образец таблицы гелей и паст Сандры Дюран Уилсон Обычно гели белые во влажном состоянии и прозрачные в сухом состоянии. Они как бесцветная краска. Одним из преимуществ использования гелей является их способность продлевать срок действия краски, что экономит ваши деньги.Может потребоваться некоторая практическая практика, чтобы привыкнуть к тому, как гели взаимодействуют с цветом. Когда в краску добавляется гель, цвет краски становится светлее, но высыхая до цвета из тюбика. Я рекомендую составить диаграмму, иллюстрирующую различия, пока вы не ознакомитесь с влиянием геля на краску, такую как моя диаграмма выше.
Создание текстуры и эффектов сграффито с помощью гелей
Слева : Создание текстуры с помощью гелей. Правильно : Попробуйте технику сграффито.Создать текстуру . Акриловой краской можно создать мягкие складки или высокие жесткие пики в зависимости от вязкости геля. Чтобы создать прозрачный слой без особой текстуры, используйте мастихин, чтобы нанести слой мягкого гелевого блеска. Дайте слою высохнуть, прежде чем добавлять дополнительные слои. Этот метод создает прекрасную визуальную глубину. Или смешайте цвет с гелем и нанесите его на фоновый цвет, чтобы создать слои цвета.
В приведенном выше примере я покрасил фон фиолетовым цветом и дал ему высохнуть.Я смешал небольшое количество хинакридонового красного с полуглянцевым мягким гелем и распределил смесь ножом. Затем я нанесла часть смеси тонким слоем, часть — толстым слоем, а остальные области оставила неокрашенными, чтобы сквозь них проступил фиолетовый фон. Чтобы создать высокие пики, смешайте тяжелый гель с краской. Эта техника также увеличивает объем краски.
Чтобы создать высокие пики, смешайте тяжелый гель с краской. Эта техника также увеличивает объем краски.
Sgraffito — интересный способ придать вашей поверхности неровный цвет. На изображении выше я покрасил фон пирроловым красным.После высыхания я нанес на поверхность мастихином слой тяжелого гелевого блеска, смешанного с диарилидным желтым. Пока гелевая смесь была еще влажной, я провел кончиком ножа по поверхности, раскрывая основной цвет. Обратите внимание, что я не тщательно перемешивал краску с гелем. В результате я добился почти мраморного эффекта с желтой, а не твердой массой.
Изменение блеска с помощью гелей
Слева : Изменение блеска с помощью мягкого гелевого блеска. Центр : Полуглянцевый гель для тонкого и толстого нанесения. Правый : Матовый гель и полуглянцевый гель поверх сухой краски. Акриловые краски имеют тенденцию быть глянцевыми после высыхания, но вы можете контролировать блеск, добавляя в краску медиумы акриловой краски, такие как полуглянцевый или матовый гель.
Глянец: Цвет фона — ярко-зеленый цвет Liquitex. После высыхания слой фтало-бирюзы смешали с мягким гелевым блеском и распределили ножом по поверхности. На левую сторону я нанесла толстую аппликацию; право имеет тонкое приложение.Черные линии были нарисованы на фоне, чтобы обозначить прозрачность.
Матовый: Я смешала Нафтол красный светлый с полуглянцевым обычным гелем и нанесла смесь тонким слоем слева и более толстым слоем справа. Я также смог контролировать прозрачность краски.
В последнем примере я изменил блеск краски, нанеся слой геля поверх высохшей краски. Я нанесла матовый гель на левую сторону и полуматовый на правую.
Увеличение объема краски с помощью гелей
Расширьте свою краску, смешав ее с гелями.Я часто добавляю несколько капель на столовую ложку геля в свою краску, перемешивая ее ножом. Я предпочитаю использовать нож, а не кисть, потому что гель может забить кисть и оставить неприглядные следы от кисти.
2. Полимерные среды
Добавление полимерной среды к непрозрачным цветам, таким как красный оксид железа, увеличивает прозрачность (слева).Этот продукт представляет собой жидкую акриловую краску. Как и в случае с гелями, он белый во влажном состоянии и прозрачный при высыхании и является отличным наполнителем для краски. Мне нравится использовать нож, чтобы смешивать краску со средой.Вы также можете использовать кисть, так как полимерная среда имеет более низкую вязкость, чем рассмотренные ранее гели. Полимерная среда делает непрозрачную краску более прозрачной.
Красный оксид железа, минеральный цвет, непрозрачен и становится более прозрачным при добавлении полимерной среды. Вы можете видеть, как темные линии показывают прозрачность.
Смешивание и глазурование полимерными медиумами
Слева: Смешивание цвета с полимерной средой. Справа : Остекление с полимерным наполнителем.
Смешивание . Полимерная среда облегчает смешивание цветов, а при добавлении в смесь небольшого количества воды время схватывания увеличивается. На изображении выше использована комбинация серого цвета Пейна и перманентного фиолетового темного, оба смешаны с полимерной средой, и смешаны два цвета вместе.
Остекление. Разница между смесью краски с полимером и глазурью с краской заключается в том, что в глазурь добавлен замедлитель схватывания, поэтому она не высыхает так быстро.Вы можете добавить немного воды в полимерную смесь, чтобы увеличить ее открытое время.
В приведенном выше примере я нарисовал фон пурпурным хинакридоном. Когда все высохло, я нанесла глазурь из полимерного медиума и перманентного фиолетового темного с левой стороны. Затем я покрасил правую сторону аналогичной смесью, используя прозрачный пирроловый оранжевый. Полоса вниз по центру изображения показывает хинакридоновый пурпурный цвет фона.
Смешение цветов по слоям с полимерными медиумами
Смешение цветов послойно с полимерной средой Создавайте яркие цвета, накладывая краски друг на друга, а не смешивая цвета. Например, нанесите краску, дайте ей высохнуть, а затем нанесите новый цвет, смешанный с полимерной средой. На изображении выше я закрасил левую сторону перманентным фиолетово-темным цветом. Когда все высохло, я покрыл поверхность смесью кобальтового бирюзового и полимерного медиума. С правой стороны цвета меняются местами. Я считаю, что создание диаграммы некоторых из моих любимых комбинаций слоев очень удобно при рисовании акриловыми красками.
Например, нанесите краску, дайте ей высохнуть, а затем нанесите новый цвет, смешанный с полимерной средой. На изображении выше я закрасил левую сторону перманентным фиолетово-темным цветом. Когда все высохло, я покрыл поверхность смесью кобальтового бирюзового и полимерного медиума. С правой стороны цвета меняются местами. Я считаю, что создание диаграммы некоторых из моих любимых комбинаций слоев очень удобно при рисовании акриловыми красками.
Работа с Fluid Matte Medium
Жидкая матовая среда текучая с матовым внешним видом.Это текучая среда с добавлением частиц для придания матовости. Этот продукт слегка вуалирует или отодвигает интенсивность цвета, создавая эффект воска. Когда я строю поверхность с большим количеством цветных слоев, я использую глянцевую полимерную среду с цветными слоями и заканчиваю матовой жидкостью в конце.
В моем демонстрационном изображении я закрасил фон светло-зеленым цветом и дал ему высохнуть. Затем я нанесла слой жидкой матовой среды и дала ему высохнуть. Чтобы добавить элемент дизайна, я рисовала на левой стороне холста мягким карандашом и наносила поверх рисунка дополнительную жидкую матовую среду. С правой стороны я смешал перманентный зеленый с медиумом.
Чтобы добавить элемент дизайна, я рисовала на левой стороне холста мягким карандашом и наносила поверх рисунка дополнительную жидкую матовую среду. С правой стороны я смешал перманентный зеленый с медиумом.
3. Пасты
Здесь мы рассмотрим моделирующую пасту, грубую пасту и легкую моделирующую пасту. Вы также можете увидеть твердые и гибкие пасты. Пасты белые во влажном состоянии и непрозрачные при высыхании . Пасты содержат мраморную пыль для придания им непрозрачности. Производители называют свои пасты по-разному, называя их формовочными или моделировочными, но они одинаковые.
Паста для моделирования и рельефные текстуры
Слева : Паста для моделирования. Правый : Рельефная текстура, выполненная с помощью моделирующей пасты. Паста для моделирования. Паста имеет густую вязкость, поэтому наносите ее мастихином. Я предпочитаю размазывать пасту, дать высохнуть, а затем добавить краску сверху. Формовочная паста немного более впитывающая, чем гели, но не такая впитывающая, как легкая формовочная паста. В зависимости от толщины нанесения, он может быть полупрозрачным или непрозрачным.В приведенном выше примере я нанес модельную пасту на левую сторону и легкую формовочную пасту на правую. Затем я намазала обе стороны разбавленным хинакридоновым золотом. Как видите, правая сторона впитывает намного больше.
Формовочная паста немного более впитывающая, чем гели, но не такая впитывающая, как легкая формовочная паста. В зависимости от толщины нанесения, он может быть полупрозрачным или непрозрачным.В приведенном выше примере я нанес модельную пасту на левую сторону и легкую формовочную пасту на правую. Затем я намазала обе стороны разбавленным хинакридоновым золотом. Как видите, правая сторона впитывает намного больше.
Рельефная текстура. В приведенном выше примере я нарисовал голубую лазурь в качестве фона. Когда все высохло, я нанесла тонкий слой пасты для моделирования. Пока он влажный, я вдавил текстурированную бумагу в пасту и удалил. Когда паста высохла, я нанесла кистью разбавленную водой хинакридоновую золотую краску.
Легкая моделирующая паста и текстурные пики
Слева : Легкая паста для моделирования. Правый : Текстурные козырьки из легкой моделирующей пасты. Легкая паста для моделирования. Легкая паста для моделирования имеет вязкость взбитых сливок и очень хорошо впитывает. При нанесении тонким слоем может действовать как вуаль. Если он толще, он становится непрозрачным. Я нарисовал бирюзовый фтало в качестве фонового цвета на образце выше.Когда краска высохла, я намазала ее сверху тонким слоем светлой формовочной пасты с помощью мастихина. Обратите внимание, что в областях, где он толще, он отображается белым цветом.
Легкая паста для моделирования имеет вязкость взбитых сливок и очень хорошо впитывает. При нанесении тонким слоем может действовать как вуаль. Если он толще, он становится непрозрачным. Я нарисовал бирюзовый фтало в качестве фонового цвета на образце выше.Когда краска высохла, я намазала ее сверху тонким слоем светлой формовочной пасты с помощью мастихина. Обратите внимание, что в областях, где он толще, он отображается белым цветом.
Текстурные пики. Легкая паста для лепки может удерживать очень высокие пики и является легкой альтернативой тяжелой пасте для лепки. Вы можете наносить его толстыми пастозными слоями на большой натянутый холст, не опасаясь, что холст оторвется от подрамников из-за своего веса. В моем примере выше я смешал ярко-зеленый лайм и желтую охру со светлой моделирующей пастой и нанес пасту мастихином, чтобы создать пики.
Непрозрачность и осветление цветов с помощью легкой моделирующей пасты
Левый : Легкая паста для моделирования делает краску менее прозрачной. Правый : Легкая паста для моделирования осветляет цвета, не делая их тусклыми.
Правый : Легкая паста для моделирования осветляет цвета, не делая их тусклыми.Непрозрачность . Если гели и медиумы делают непрозрачные краски более прозрачными, то легкая формовочная паста делает краску менее прозрачной. Это особенно хорошо работает с современными цветами. В приведенном выше примере я смешал прозрачный пирроловый оранжевый со светлой пастой для лепки с левой стороны.Правильные черты просто закрасьте.
Осветляющие цвета. Паста для моделирования Light обладает уникальным качеством, которое очень удобно. Смешивание современных цветов с белым дает пастельные тона, а легкая паста для лепки осветляет цвета, не делая их тусклыми. На изображении выше я смешал хинакридон пурпурный со светлой пастой для лепки слева; справа я смешал ту же краску с титановыми белилами. Я использовал равное количество пасты и краски.
Комбинированное упражнение: легкая моделирующая паста и радужная бронзовая краска
Легкая паста для лепки и акриловая краска с золотистой переливчатой бронзой создают красивую отделку.
Попробуйте эту комбинацию . Легкая паста для лепки хорошо впитывает, хорошо держит текстуру и в сочетании с уникальными свойствами золотистой переливающейся бронзы создает красивую отделку. Вот забавное упражнение: я нанесла легкую моделирующую пасту и, пока она влажная, вдавила в нее штифт, чтобы создать интересные отметки. Когда паста высохла, я нанесла кистью очень разбавленную переливающуюся бронзовую краску. Это работает только в том случае, если краска сильно разбавлена. Для разделения частиц бронзы и зеленого цвета требуется несколько минут.
Грубая формовочная паста
Грубая формовочная паста имеет небольшой зуб и идеальна в качестве поверхности для рисования или пастели. Эта паста имеет немного зернистости и при высыхании становится грязно-серой. Зуб делает его идеальным для рисования или использования пастели поверх него. Попробуйте использовать его для подготовки поверхности к пастели или в качестве уникальной поверхности для рисования. Для примера выше я намазал пасту тонким слоем. После высыхания я нанесла на поверхность жидкие краски, создав эффект почти акварельной бумаги.Когда краска высохла, зуба еще хватило, чтобы рисовать по нему красным пастельным карандашом.
Для примера выше я намазал пасту тонким слоем. После высыхания я нанесла на поверхность жидкие краски, создав эффект почти акварельной бумаги.Когда краска высохла, зуба еще хватило, чтобы рисовать по нему красным пастельным карандашом.
4. Комбинирование медиумов, гелей и паст для акриловых красок
Две или более пасты
Комбинирование двух и более паст позволяет создавать еще больше эффектов. Комбинированные пасты . Смешивание двух или более паст вместе может создать еще большую вязкость, впитывающую способность, прозрачность и текстуру. Я нанес небольшое количество трех разных паст на поверхность и использовал мастихин, чтобы смешать их вместе на изображении выше.Я не смешивал их полностью, но позволил их свойствам перекрываться. Пока пасты были еще влажными, я вдавливал в них пластиковые крышки или другие предметы, чтобы создать текстуру. Я дал пасте высохнуть, а затем нанес кистью разбавленную краску синего кобальта.
Комбинация гелей и паст
Смесь моделирующей пасты, легкой моделирующей пасты и гелевого блеска создает глубокую текстуру.Гели и пасты. При сочетании прозрачности гелей и непрозрачности паст получается интересная текстура поверхности.Я часто начинаю рисовать, создавая поверхность, используя как пасты, так и гели. Я создал фон выше, грубо смешав моделирующую пасту, легкую моделирующую пасту и обычный гель-блеск. Затем я распределяю смесь с помощью ножа, чтобы создать глубокую текстуру. Когда высохло, я нанесла кистью разбавленную зеленую краску. Когда все высохло, я нанесла коричневую глазурь на верхнюю половину. Добавление более темного цвета усилило текстуру.
Гелевая формовочная паста Golden Extra-Heavy представляет собой смесь пасты и геля. Гибрид .Гелевая формовочная паста экстратяжелая от Golden представляет собой гибридную смесь пасты и геля. В этом примере я применил зеленый/золотой цвет фона. Когда все высохло, я добавил гибридную смесь. Эта гибридная смесь непрозрачна при нанесении толстым слоем и полупрозрачна при нанесении тонким слоем.
Когда все высохло, я добавил гибридную смесь. Эта гибридная смесь непрозрачна при нанесении толстым слоем и полупрозрачна при нанесении тонким слоем.
Пемзовый гель и комбинированные слои пемзы
Левый : Гель пемзы. Право : Комбинация пемзы и геля с дополнительными слоями.Пемзовый гель. Это действительно специальный гель.Мне нравится смешивать его с гелем, чтобы его было легче наносить. Я также могу изменить прозрачность и впитывающую способность в зависимости от геля, который я смешиваю с пемзой. Вы можете найти его в виде грубой пемзы или керамической штукатурки в зависимости от марки. На изображении выше с левой стороны нанесена пемза, а с правой стороны пемза смешана с мягким гелевым блеском. Я мог изменить впитывающую способность и прозрачность, смешав его с матирующим гелем, или я мог даже сделать свою собственную грубую формовочную пасту, смешав пемзу с пастой.
Комбинированные слои пемзы. Здесь я наношу смесь пемзы и геля на поверхность и даю продуктам высохнуть. Затем я нанесла на поверхность разбавленную водой хинакридоновую золотую краску, чтобы она осталась в углублениях. Когда высохнет, я добавил слой геля. На правой стороне кобальтово-бирюзовый, смешанный с обычным полуглянцевым гелем, а на левой стороне нанесен нетонированный гель, нанесенный на поверхность. Когда этот слой высох, я натер поверхность оранжевой краской.
Здесь я наношу смесь пемзы и геля на поверхность и даю продуктам высохнуть. Затем я нанесла на поверхность разбавленную водой хинакридоновую золотую краску, чтобы она осталась в углублениях. Когда высохнет, я добавил слой геля. На правой стороне кобальтово-бирюзовый, смешанный с обычным полуглянцевым гелем, а на левой стороне нанесен нетонированный гель, нанесенный на поверхность. Когда этот слой высох, я натер поверхность оранжевой краской.
Медиумы и гели для акриловых красок в качестве адгезивов для коллажей
Акриловые гели и медиумы, которые мы рассматривали, прекрасно работают в качестве клея для архивных коллажей.Сопоставьте вес вашей бумаги с весом геля. Например, если вы собираетесь склеивать тонкую бумагу, используйте полимерную среду. Для обычной бумаги потребуется мягкий гель, а для плотной бумаги потребуется тяжелый гель. Я предпочитаю использовать глянцевые гели при склеивании, потому что они высыхают наиболее четко. Я всегда могу изменить окончательный блеск, добавив слой глянца, полумата или мата.
Техники и текстуры, которые делают возможным использование гелей, паст и акриловых красок, бесценны.Я обнаружил, что покупаю краску намного реже, и мне нравится создавать текстуры с помощью различных продуктов. Я знаю, как изменить прозрачность, изменить вязкость и создать насыщенные цвета, накладывая цвета с помощью медиумов и гелей. Суть в том, чтобы позволить слоям высохнуть между ними и компенсировать переход от белого к прозрачному. Экспериментируйте и записывайте свои результаты!
Знакомство с художником
САНДРА ДЮРАН УИЛСОН — американский художник-абстракционист и скульптор из Санта-Фе.Профессионально занимается живописью более 20 лет, ее работы представлены в государственных и частных коллекциях. Она делится своими знаниями на семинарах, в письменной форме и на DVD. Узнайте больше по телефону sandraduranwilson.com .
Версия этой статьи впервые появилась в журнале Acrylic Artist .