получение пластмасс, состав, свойства, свариваемость
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Состав и свойства
Получение пластмасс
Пластмассы — это материалы, полученные на основе синтетических или естественных полимеров (смол). Синтезируются полимеры путем полимеризации или поликонденсации мономеров в присутствии катализаторов при строго определенных температурных режимах и давлениях.
В полимер с различной целью могут вводиться наполнители, стабилизаторы, пигменты, могут составляться композиции с добавкой органических и неорганических волокон, сеток и тканей.
Таким образом, пластмассы в большинстве случаев являются многокомпонентными смесями и композиционными материалами, у которых технологические свойства, в том числе и свариваемость, в основном определяются свойствами полимера.
В зависимости от поведения полимера при нагревании различают два вида пластмасс — термопласты, материалы, которые могут многократно нагреваться и переходить при этом из твердого в вязко-текучее состояние, и реактопласты, которые могут претерпевать этот процесс лишь однократно.
Особенности строения
Пластмассы (полимеры) состоят из макромолекул, в которых более или менее регулярно чередуется большое число одинаковых или неодинаковых атомных группировок, соединенных химическими связями в длинные цепи, по форме которых различают линейные полимеры, разветвленные и сетчато-пространственные.
По составу макромолекул полимеры делятся на три класса:
1) карбоцепные, основные цепи которых построены только из углеродных атомов;
2) гетероцепные, в основных цепях которых, кроме атомов углерода, содержатся атомы кислорода, азота, серы;
3) элементоорганические полимеры, содержащие в основных цепях атомы кремния, бора, алюминия, титана и других элементов.
Макромолекулы обладают гибкостью и способны изменять форму под влиянием теплового движения их звеньев или электрического поля. Это свойство связано с внутренним вращением отдельных частей молекулы относительно друг друга. Не перемещаясь в пространстве, каждая макромолекула находится в непрерывном движении, которое выражается в смене ее конформаций.
Гибкость макромолекул характеризует величина сегмента, т. е. число звеньев в ней, которые в условиях данного конкретного воздействия на полимер проявляют себя как кинетически самостоятельные единицы, например в поле ТВЧ как диполи. По реакции к внешним электрическим полям различают полярные (ПЭ, ПП) и неполярные (ПВХ, полиаксилонитрил) полимеры. Между макромолекулами действуют силы притяжения, вызванные ван-дер-ваальсовым взаимодействием, а также водородными связями, ионным взаимодействием. Силы притяжения проявляются при сближении макромолекул на 0,3—0,4 им.
Полярные и неполярные полимеры (пластмассы) между собой несовместимы — между их макромолекулами не возникает взаимодействия (притяжения), т. е. они между собой не свариваются.
Надмолекулярная структура, ориентация
По структуре различают два вида пластмасс — кристаллические и аморфные. В кристаллических в отличие от аморфных наблюдается не только ближний, но и дальний порядок. При переходе из вязко-текучего состояния в твердое макромолекулы кристаллических полимеров образуют упорядоченные ассоциации-кристаллиты преимущественно в виде сферолитов (рис. 37.1). Чем меньше скорость охлаждения расплава термопласта, тем крупнее вырастают сферолиты. Однако и в кристаллических полимерах всегда остаются аморфные участки. Изменяя скорость охлаждения, можно регулировать структуру, а следовательно, и свойства сварного соединения.

Резкое различие продольных и поперечных размеров макромолекул приводит к возможности существования специфического для полимеров ориентированного состояния. Оно характеризуется расположением осей цепных макромолекул преимущественно вдоль одного направления, что приводит к проявлению анизотропии свойств изделия из пластмассы. Получение ориентированных пластмасс осуществляется путем их одноосной (5—10-кратной) вытяжки при комнатной или повышенной температуре. Однако при нагреве (в том числе и при сварке) эффект ориентации снижается или исчезает, так как макромолекулы вновь принимают термодинамически наиболее вероятные конфигурации (конформации) благодаря энтропийной упругости, обусловленной движением сегментов.
Реакция пластмасс на термомеханический цикл
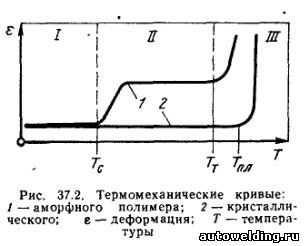
Все конструкционные термопласты при нормальных температурах находятся в твердом состоянии (кристаллическом или застеклованном). Выше температуры стеклования (Тст) аморфные пластмассы переходят в эластическое (резиноподобное) состояние. При дальнейшем нагреве выше температуры плавления (Tпл) кристаллические полимеры переходят в аморфное состояние. Выше температуры текучести ТT и кристаллические, и аморфные пластмассы переходят в вязкотекучее состояние Все эти изменения состояния обычно описываются термомеханическими кривыми (рис. 37.2), являющимися важнейшими технологическими характеристиками пластмасс. Образование сварного соединения происходит в интервале вязкотекучего состояния термопластов. Реактопласты при нагреве выше ТT претерпевают радикальные процессы и в отличие от термопластов образуют пространственные полимерные сетки, не способные к взаимодействию без их разрушения, на что требуется применение специальных химических присадок.
Основные пластмассы для сварных конструкций
Наиболее распространенными конструкционными пластмассами являются группы термопластов на основе полиолефинов: полиэтилена высокого и низкого давления, полипропилена, полиизобутилена.
Полиэтилен [..—СН2—СН2—…]n высокого и низкого давления — кристаллические термопласты, отличающиеся между собой прочностью, жесткостью, температурой текучести. Полипропилен [—СН2—СН(СН3)—]n более температуростоек, чем полиэтилен, и обладает большей прочностью и жесткостью.
В значительных объемах используются хлорсодержащие пластики на основе полимеров и сополимеров винилхлорида и винилиденхлорида.
Поливинилхлорид (ПВХ) [—(СН2—СНСl—)]n — аморфный полимер линейного строения, в исходном состоянии является жестким материалом При добавке к нему пластификатора можно получить очень пластичный и хорошо сваривающийся материал — пластикат. Из жесткого ПВХ — винипласта — изготавливают листы, трубы, прутки, а из пластиката — пленку, шланги и другие изделия. Из ПВХ изготавливаются также вспененные материалы (пенопласты).
Значительную группу полимеров и пластмасс на их основе составляют полиамиды, содержащие в цепи макромолекул амидные группы [—СО—Н—]. Это в большинстве кристаллические термопласты с четко выраженной температурой плавления. Отечественная промышленность выпускает главным образом алифатические полиамиды, используемые для изготовления волокон, отливки деталей машин, получения пленок. К полиамидам относятся, в частности, широко известные поликапролактам и полнамид-66 (капрон).
Наибольшую известность из группы фторлонов получил политетрафтор-этилен-фторлон-4 (фторопласт 4). В отличие от других термопластов при нагреве он не переходит в вязкотекучее состояние даже при температуре деструкции (около 415°С), поэтому его сварка требует особых приемов. В настоящее время химической промышленностью освоен выпуск хорошо сваривающихся плавких фторлонов; Ф-4М, Ф-40, Ф-42 и др. Сварные конструкции из фторсодержащих пластиков обладают исключительно высокой стойкостью к агрессивным средам и могут воспринимать рабочие нагрузки в широком диапазоне температур.
На основе акриловой и метакриловой кислоты производятся акриловые пластики. Наиболее известная в практике производная на их основе — пластмасса полнметилметакрилат (торговая марка «плексиглас»). Эти пластики, обладающие высокой прозрачностью, используются как светопроводящие изделия (в виде листа, прутков и т. д.) Нашли применение также сополимеры метилметакрилата и акрилонитрила, которые обладают большей прочностью и твердостью. Все пластики этой группы хорошо свариваются.
Хорошей прозрачностью отличается группа пластиков на основе полистирола. Этот линейный термопласт хорошо сваривается тепловыми способами.
Для изготовления сварных конструкций преимущественно в электротехнической промышленности используют сополимеры стирола с метилстиролом, акрилонитрилом, метилметакрилатом и, в частности, акрилонитрилбутадиенстирольные (АБС) пластики. Последние отличаются от хрупкого полистирола более высокой ударной прочностью и теплостойкостью.
В сварных конструкциях находят применение пластмассы на основе поликарбонатов — сложных полиэфиров угольной кислоты. Они обладают более высокой вязкостью расплава, чем другие термопласты, однако свариваются удовлетворительно. Из них изготавливают пленки, листы, трубы и различные детали, в том числе декоративные. Характерными особенностями являются высокие диэлектрические и поляризационные свойства.
Формообразование деталей из пластмасс
Термопласты поставляются для переработки в гранулах размером 3—5 мм. Основными технологическими процессами изготовления полуфабрикатов и деталей из них являются: экструзия, литье, прессование, каландрирование, производимые в температурном интервале вязкотекучего состояния.
Трубопроводы из полиэтиленовых и поливинилхлоридных труб применяют для транспорта агрессивных продуктов, в том числе нефти и газа с содержанием сероводорода и углекислоты и химических (неароматических) реагентов в химическом производстве. Резервуары и цистерны для перевозки кислот и щелочей, травильные ванны и другие сосуды облицовываются пластмассовыми листами, соединяемыми с помощью сварки Герметизация пластикатом помещений, загрязняемых изотопами, покрытие полов линолеумом также осуществляются с помощью сварки. Консервация пищевых продуктов в тубы, коробки и банки, упаковка товаров и почтовых посылок резко ускоряются с применением сварки.
Машиностроительные детали. В химическом машиностроении свариваются корпуса и лопатки различного рода смесителей, корпуса и роторы насосов для перекачки агрессивных сред, фильтры, подшипники и прокладки из фторопласта, из полистирола сваривается осветительная арматура, из капрона неэлектропроводные шестерни, валики, муфточки, штоки, из фторлона — несмазывающиеся подшипники, вытеснители топлива и т д.
Оценка свариваемости пластмасс
Основные стадии процесса сварки
Процесс сварки термопластов состоит в активации свариваемых поверхностей деталей, либо находящихся уже в контакте (сварка ТВЧ, СВЧ), либо приводимых в контакт после (сварка нагретым инструментом, газом, ИК-излучением и т. д.) или одновременно с активизацией (сварка трением, УЗ-сварка).
При плотном контакте активированных слоев должны реализоваться силы межмолекулярного взаимодействия.
В процессе образования сварных соединений (при охлаждении) происходит формирование надмолекулярных структур в шве, а также развитие полей собственных напряжений и их релаксация. Эти конкурирующие процессы определяют конечные свойства сварного соединения. Технологическая задача сварки состоит в том, чтобы максимально приблизить по свойствам шов к исходному — основному материалу.
Механизм образования сварных соединений
Реологическая концепция. Согласно реологической концепции, механизм образования сварного соединения включает два этапа — на макроскопическом и микроскопическом уровнях. При сближении под давлением активированных тем или иным способом поверхностей соединяемых деталей вследствие сдвиговых деформаций происходит течение расплава полимера. В результате этого удаляются из зоны контакта ингредиенты, препятствующие сближению и взаимодействию ювенильных макромолекул (эвакуируются газовые, окисленные прослойки). Вследствие разности скоростей течения расплава не исключено и перемешивание макрообъемов расплава в зоне контакта. Только после удаления или разрушения дефектных слоев в зоне контакта, когда ювенильные макромолекулы сблизятся на расстояния действия Ван-дер-Ваальсовых сил, возникает взаимодействие (схватывание) между макромолекулами слоев соединяемых поверхностей деталей. Этот аутогезионный процесс происходит на микроуровне. Он сопровождается взаимодиффузией макромолекул, обусловленной энергетическим потенциалом и неравномерностью градиента температур в зоне свариваемых поверхностей.
Итак, чтобы образовалось сварное соединение двух поверхностей, необходимо прежде всего обеспечить течение расплава в этой зоне.
Течение расплава в зоне сварки зависит от его вязкости: чем меньше вязкость, тем активнее происходят сдвиговые деформации в расплаве — разрушение и удаление дефектных слоев на контактирующих поверхностях, тем меньшее давление необходимо прилагать для соединения деталей.
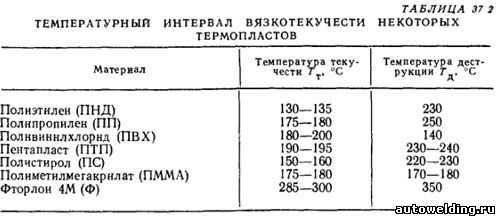
Вязкость расплава в свою очередь зависит от природы пластмассы (молекулярной массы, разветвленности макромолекул полимера) и температуры нагрева в интервале вязкотекучести. Следовательно, вязкость может служить одним из признаков, определяющих свариваемость пластмассы: чем она меньше в интервале вязкотекучести, тем лучше свариваемость и, наоборот, чем больше вязкость, тем сложнее разрушить и удалить из зоны контакта ингредиенты, препятствующие взаимодействию макромолекул. Однако нагрев для каждого полимера ограничен определенной температурой деструкции Тд, выше которой происходит его разложение — деструкция. Термопласты различаются по граничным значениям температурного интервала вязкотекучести, т. е. между температурой их текучести ТT и деструкции Тд (табл. 37.2).
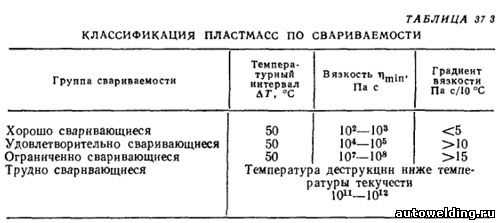
Классификация термопластов по их свариваемости. Чем шире интервал вязкотекучести термопласта (рис. 37.3), тем практически проще получить качественное сварное соединение, ибо отклонения по температуре в зоне шва отражаются менее на величине вязкости. Наряду с интервалом вязкотекучести и минимальным уровнем в нем значений вязкости заметную роль играет в реологических процессах при образовании шва градиент изменения вязкости в этом интервале. За количественные показатели свариваемости приняты: температурный интервал вязкотекучести ΔT, минимальное значение вязкости ηmin и градиент изменения вязкости в этом интервале.

По свариваемости все термопластичные пластмассы можно разбить по этим показателям на четыре группы (табл. 37.3).
Сварка термопластичных пластмасс возможна, если материал переходит в состояние вязкого расплава, если его температурный интервал вязкотекучести достаточно широк, а градиент изменения вязкости в этом интервале минимальный, так как взаимодействие макромолекул в зоне контакта происходит по границе, обладающей одинаковой вязкостью.
В общем случае температура сварки назначается, исходя из анализа термомеханической кривой для свариваемой пластмассы, принимаем ее на 10—15° ниже Тд. Давление принимается такое, чтобы эвакуировать расплав поверхностного слоя в грат либо разрушить его, исходя из конкретной глубины проплавления и теплофизических показателей свариваемого материала. Время выдержки tCB определяется исходя из достижения квазистационарного состояния оплавления и проплавления либо по формуле
где t0 — константа, имеющая размерность времени и зависящая от толщины соединяемого материала и способа нагрева; Q — энергия активации; R — газовая постоянная; Т — температура сварки.
При экспериментальной оценке свариваемости пластмасс фундаментальным показателем является длительная прочность сварного соединения, работающего в конкретных условиях по сравнению с основным материалом.
Испытываются образцы, вырубленные из сварного соединения, на одноосное растяжение. При этом временной фактор моделируется температурой, т. е. используется принцип температурно-временной суперпозиции, основанный на допущении, что при данном напряжении связь между длительной прочностью к температурой однозначна (метод Ларсона-Миллера).
Методы повышения свариваемости
Схемы механизма образования сварных соединений термопластов. Повышение их свариваемости может производиться за счет расширения температурного интервала вязкотекучести, интенсификации удаления ингредиентов или разрушения дефектных слоев в зоне контакта, препятствующих сближению и взаимодействию ювенильных макромолекул.
Возможно несколько путей:
введение в зону контакта присадки в случае недостаточного количества расплава (при сварке армированных пленок), при сварке разнородных термопластов присадка по составу должна обладать сродством к обоим свариваемым материалам;
введение в зону сварки растворителя или более пластифицированной присадки;
принудительное перемешивание расплава в шве путем смещения соединяемых деталей не только вдоль линии осадки, но и возвратно-поступательно поперек шва на 1,5—2 мм или наложением ультразвуковых колебаний. Активизация в зоне контакта перемешивания расплава может производиться после оплавления стыкуемых кромок нагревательным инструментом, имеющим ребристую поверхность. Свойства сварного соединения могут быть улучшены последующей термической обработкой соединения. При этом снимаются не только остаточные напряжения, но возможно исправление структуры в шве и околошовной зоне, особенно у кристаллических полимеров. Многие из изложенных мероприятий приближают свойства сварных соединений к свойствам основного материала.
При сварке ориентированных пластмасс во избежание потери их прочности вследствие переориентации при нагреве до вязко-текучего состояния полимера применяют химическую сварку, т. е. процесс, при котором в зоне контакта реализуются радикальные (химические) связи между макромолекулами. Химическую сварку применяют и при соединении реактопластов, детали из которых не могут переходить при повторном нагреве в вязкотекучее состояние. Для инициирования химических реакций в зону соединения при такой сварке вводят различные реагенты в зависимости от соединяемого вида пластмасс. Процесс химической сварки, как правило, производится при нагреве места сварки.
Волченко В.Н. Сварка и свариваемые материалы т.1. -M. 1991
См. также:
www.autowelding.ru
АБС-пластик — Википедия. Что такое АБС-пластик
Материал из Википедии — свободной энциклопедииАБС-пластик (акрилонитрилбутадиенстирол, химическая формула (C8H8)x·(C4H6)y·(C3H3N)z
Производство одного килограмма АБС требует эквивалента примерно 8 кг[источник не указан 33 дня]нефти в виде материалов и энергии. Также он может быть повторно переработан.[1]
Некоторые виды АБС могут разрушаться под воздействием солнечного света. Это стало причиной одного из самых обширных и дорогостоящих отзывов автомобилей в истории США[2].
Свойства
Применение
Смарт-карта для проезда в Санкт-Петербургском метрополитенеИспользуется для изготовления:
- крупных деталей автомобилей (приборных щитков, элементов ручного управления, радиаторной решётки)
- корпусов крупной бытовой техники, радио- и телеаппаратуры, деталей электроосветительных и электронных приборов, пылесосов, кофеварок, пультов управления, телефонов, факсовых аппаратов, компьютеров, мониторов, принтеров, калькуляторов, другой бытовой и оргтехники
- корпусов промышленных аккумуляторов
- спортинвентаря, деталей оружия
- лодок
- мебели
- изделий сантехники
- выключателей, переключателей
- канцелярских изделий
- музыкальных инструментов
- настольных принадлежностей
- игрушек, детских конструкторов
- чемоданов, контейнеров
- деталей медицинского оборудования, медицинских принадлежностей (гамма-стерилизация)
- смарт-карт
- как добавка, повышающая теплостойкость и/или улучшающая перерабатываемость композиций на основе ПВХ, ударопрочность полистирола, снижающая цену поликарбонатов.
Также АБС популярен в любительских экструзионных 3D принтерах (системах быстрого прототипирования)[4] благодаря своей температуре стеклования — достаточно высокой, чтобы не возникало деформаций при небольшом нагреве в бытовых условиях, но достаточно низкой для безопасной экструзии с помощью стандартных инструментов.
Мировой рынок АБС-пластика
Динамика и объём мощности
- По итогам 2006 года, производственные мощности АБС-пластика на мировом рынке достигли 8 млн тонн, при этом по итогам данного периода потребление находилось на уровне 72 % от возможного объёма производства.[5]
- Средний ежегодный темп роста мирового рынка АБС-пластика до 2010 оценён в 5,5 %.[6]
География
- Мировое производство АБС-пластика до восьмидесятых годов концентрировалось в основном в США. С середины 1980-х началось смещение мирового рынка АБС-пластика в страны Азии.
- На середину 2010-х годов основными мировыми регионами потребления являются страны Азии (около 55 % Китай, 7 % другие страны ЮВА), Западная Европа (8 %) и Северная Америка (9 %)[7]. В странах Юго-Восточной Азии АБС во многих областях вытесняет ударопрочный полистирол.
- На 2012 год возможности производства ABS оценивались в 9.5 млн тонн, 80% мощностей находились в Азии. Международная торговля пластиком превышала 9 млрд долларов[8].
Производители
В настоящее время[когда?] в мире существует 48 производителей АБС-пластика. Наиболее крупные из них:
Указанным производителям из Тайваня, Кореи и Японии по итогам 2005 года принадлежит около 74 % мирового производства АБС-пластика.
В апреле 2013 года производство АБС-пластиков объёмом 60 тыс. тонн в год было запущено на территории объединения ПАО «Нижнекамскнефтехим»[9] в городе Нижнекамске Республики Татарстан. Также АБС-пластики производит ОАО «Пластик»[10] в городе Узловая Тульской области.
Опасность для человека
Реальная опасность, которую может представлять АБС-пластик для человека, может возникнуть в нескольких случаях:[источник не указан 1577 дней]
- Нагрев (образуются пары ядовитого акрилонитрила) материала во время производства (литьё, экструзия). Необходимы закрытые специальные боксы с мощными вытяжками и дистанционное управление процессом. Поэтому намного безопаснее воздержаться от использования АБС-пластика при изготовлении прототипов по технологии 3D-печати. Лучше всего для этой цели использовать более безопасный PLA пластик (полилактид).
- Использование для пищи, в лучшем случае, только холодные продукты (не нагревать!). Недопустим алкоголь — так как вещества вступают во взаимодействие по аналогии с нагреванием, и выделяется стирол.
- Использование при взаимодействии с биоматериалом (в медицине).
Примечания
Литература
wiki.sc
пластик — это… Что такое АБС-пластик?
| В этой статье не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. Вы можете отредактировать эту статью, добавив ссылки на авторитетные источники. Эта отметка установлена 3 октября 2011. |
Акрилонитрилбутадиенстирол, АБС-пластик (химическая формула (C8H8)x· (C4H6)y·(C3H3N)z) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров). Пропорции могут варьироваться от 15 до 35% акрилонитрила, 5 до 30% бутадиена и 40 до 60% стирола.
Производство одного килограмма АБС требует эквивалента примерно 2 килограмм нефти в виде материалов и энергии. Также он может быть повторно переработан[1].
АБС разрушается под воздействием солнечного света. Это стало причиной одного из самых обширных и дорогостоящих отзывов автомобилей в истории США
Свойства
- Непрозрачный (однако, есть прозрачная модификация) материал желтоватого оттенка. Окрашивается в различные цвета.
- Повышенная ударопрочность и эластичность
- Нетоксичность
- Долговечность
- Стойкость к щелочам и моющим средствам
- Влагостойкость
- Маслостойкость
- Кислотостойкость
- Теплостойкость 103 °C (до 113 °C у модифицированных марок)
- Широкий диапазон эксплуатационных температур (от −40 °C до +90 °C)
Применение
 Смарт-карта для проезда в Санкт-Петербургском метрополитене
Смарт-карта для проезда в Санкт-Петербургском метрополитенеИспользуется для изготовления:
- крупных деталей автомобилей (приборных щитков, элементов ручного управления, радиаторной решётки)
- корпусов крупной бытовой техники, радио- и телеаппаратуры, деталей электроосветительных и электронных приборов, пылесосов, кофеварок, пультов управления, телефонов, факсовых аппаратов, компьютеров, мониторов, принтеров, калькуляторов, другой бытовой и оргтехники
- корпусов промышленных аккумуляторов
- спортинвентаря, деталей оружия
- мебели
- изделий сантехники
- выключателей, переключателей
- канцелярских изделий
- настольных принадлежностей
- игрушек, детских конструкторов
- чемоданов, контейнеров
- деталей медицинского оборудования, медицинских принадлежностей (гамма-стерилизация)
- смарт-карт (см.изображение)
- как добавка, повышающая теплостойкость и/или улучшающий перерабатываемость композиций на основе ПВХ, ударопрочность полистирола, снижающая цену поликарбонатов.
Также АБС широко используется в экструзионных 3D принтерах. Благодаря своей температуре стеклования АБС-пластик стал популярным в системах быстрого прототипирования — достаточно высокая чтобы не возникало нежелательных деформаций при небольшом нагреве в бытовых условиях, но достаточно низкая для безопасной экструзии с помощью стандартных инструментов.
Мировой рынок АБС-пластика
- Динамика и объём мощности
- По итогам 2006 года производственные мощности АБС-пластика на мировом рынке достигли 8 млн.тонн, при этом по итогам данного периода потребление находилось на уровне 72 % от возможного объёма производства.
- Средний ежегодный темп роста мирового рынка АБС-пластика до 2010 оценён в 5,5 %
- Мировое производство АБС-пластика до восьмидесятых годов концентрировалось в основном в США. С середины 80-х началось смещение мирового рынка АБС-пластика в страны Азии.
- В настоящее время основными мировыми регионами потребления являются страны Азии (около 62 %), Западная Европа (17 %) и Северная Америка (17 %). В странах Юго-Восточной Азии АБС во многих областях вытесняет ударопрочный полистирол.
- Производители
- В настоящее время в мире существует 48 производителей АБС-пластика, из них только несколько являются достаточно крупными:
- — Chi Mei Corporation, Formosa, Dow, Grand Pacific в Тайване
- — LG Chemicals, BASF, Lanxess, Samsung Cheil Industries в Республике Корее
- — Techno Polymer в Японии
- Данным предприятиям по итогам 2005 года принадлежит ≈ 74 % мирового производства АБС-пластика.
- — Dow Chemicals, Polimeri Europe, BASF, Ineos в Европе.
- В России АБС-пластики производит ОАО «Пластик»[3] г. Узловая Тульской области.
- Планируется пуск производства АБС-пластиков в конце 2012 г. на территории объединения ОАО «Нижнекамскнефтехим» [4] г. Нижнекамск Республики Татарстан.
Примечания
dic.academic.ru
АБС-пластик (ABS, Акрилонитрилбутадиенстирол) — ПластДекор, производственная компания
АБС-пластик — легко обрабатываемый, жесткий, термопластичный пластик с высокой ударной прочностью, идеально подходит для токарной обработки, сверления, фрезерования и распиловки.
ABS является аморфным термопластом и поэтому не имеет истинной температуры плавления. Его температура стеклования (температура, при которой полимер при охлаждении переходит из высокоэластичного или вязкотекучего в стеклообразное состояние) составляет примерно 105 ° C (221 ° F).
Плотность различных модификаций АБС составляет от 0,25 до 0,68 г/см2.
АБС-пластик — это тройной сополимер, его получают полимеризацией стирола и акрилонитрила в присутствии полибутадиена . Пропорции могут варьироваться от 15 до 35% акрилонитрила, от 5 до 30% бутадиена и от 40 до 60% стирола. Результатом является длинная цепь полибутадиена крест-накрест с более короткими цепями поли (стирол-со-акрилонитрила). Полярные нитриловые группы из соседних цепей притягиваются друг к другу и связывают цепи вместе, делая ABS сильнее чистого полистирола . Стирол придает пластику блестящую, непроницаемую поверхность. Бутадиен, эластичное вещество, обеспечивает устойчивость даже при низких температурах. Для большинства применений ABS можно использовать между -20 и 80 ° C (от -4 до 176 ° F), а его механические свойства зависит от температуры.
АБС-пластики доступны в качестве соединений для экструзии, литья под давлением, выдувного формования, в листах для термоформования или холодной штамповки, и даже для вспенивания под давлением.
Механические свойства ABS
АБС-пластик сочетает в себе прочность и жесткость полимеров акрилонитрила и стирола с ударной вязкостью полибутадиенового каучука. Производство ABS примерно в два раза дороже производства полистирола, однако это оправдывается его превосходящими свойствами (твердость, блеск, жесткость и электрические свойства изоляции).
Наиболее важные механические свойства ABS — это ударопрочность и прочность. Различные модификации могут быть созданы, чтобы улучшить ударопрочность, прочность и теплостойкость. Ударопрочность на низких температурах падает без ускорения. Стабильность полимера под нагрузкой с ограниченными нагрузками превосходная. Ударопрочность может быть усилена за счет увеличения пропорции полибутадиена по отношению к стиролу и акрилонитрилу, хотя это приводит к изменениям в других свойств.
Таким образом, изменение пропорций компонентов ABS позволяет получить различные марки для разных применений. Две основные категории: ABS для экструзии и ABS для литья под давлением с высокой и средней температурой. Как правило ABS будет иметь полезные свойства в диапазоне температур от -20 до 80 ° C (от -4 до 176 ° F).
Конечные свойства будет зависеть в некоторой степени от условий, при которых материал подвергается обработке с целью получения конечного продукта. Например, литье при высокой температуре улучшает блеск и теплостойкость продукта, в то время как высокая ударная вязкость и прочность могут быть получены формованием при низкой температуре. Волокна (обычно стекловолокно) и специальные добавки могут быть смешаны в полимерных гранулах, чтобы сделать конечный продукт прочнее и повысить рабочий диапазон до выше, чем 80 ° C (176 ° F). Пигменты также могут быть добавлены, поскольку сырье первоначально имеет цвет от слоновой кости до белого (также есть прозрачные марки).
Ухудшение характеристик и старение ABS пластмасс в значительной степени зависит от содержания полибутадиена, поэтому считается нормальным включать в состав антиоксиданты. Другие факторы включают воздействие ультрафиолетового излучения, для защиты от которого также доступны добавки. ABS также повреждется под воздействием солнечного света. Это вызвало один из самых крупных и дорогостоящих отзывов автомобилей в истории США.
Химические и электрические свойтва ABS
Полимеры ABS устойчивы к водным растворам кислот, щелочей, концентрированных соляной и фосфорной кислот, спиртов, а также животных, растительных и минеральных масел, но они набухают от уксусной кислоты , четыреххлористого углерода и ароматических углеводородов и подвержены воздействию концентрированной серной и азотной кислот. Они растворимы в сложных эфирах ,кетонах, дихлорэтане и ацетоне.
Несмотря на то, что ABS пластмассы используются в основном для механических целей, они также имеют электрические свойства, которые практически неизменны в широком диапазоне частот. Эти свойства мало зависит от температуры и влажности воздуха в приемлемом рабочем диапазоне температур.
ABS является горючим, когда подвергается воздействию высоких температур, таких как огонь костра. Сначала пластмасса плавится, затем кипит, после чего пары вырываются в интенсивное, жаркое пламя.
Чистый ABS не содержит галогены , его сжигание, как правило, не производит никаких стойких органических загрязнителей , и наиболее токсичные продукты его сгорания или пиролиза — это окись углерода и цианистого водорода.
Поскольку чистый ABS несколько дорог, его переработка экономически довольно привлекательна. Восстановленный ABS может быть смешан с исходным материалом для получения продуктов с более низкой стоимостью при сохранении высокого качества. Однако перерабатывать АБС-пластмассы не принято по нормам очистных установок.
Применение
Легкий вес ABS и возможность его использования для экструдирования и литья под давлением и делает его полезным в производстве различных продуктов народного потребления, таких как светильники, различные виды пластиковых труб для сточных и вентиляционных систем, музыкальные инструменты, шлемы для гольфа (из-за его хорошего шокопоглощения), автомобильные компоненты отделки, автомобильные бамперы, медицинские приборы, корпуса для электрических и электронных узлов, защитных головных уборов, каноэ, буферной окантовки для мебели, багажа и защитных чехлов, малой бытовой техники, и игрушек, в том числе Lego-кирпичиков.
Некоторые товары из ABS официально разрешены Минздравом для применения в пищевой отрасли.
Из экструдируемого АБС-пластика производятся различные профили для строительства, трубки, направляющие профили, кабель-каналы, а также многое другое.
polymerprofile.ru
Виды и типы пластика, классификация пластика. Что за материал используется при производстве пластиковых тар. Пластмасса
Что за материал используется при производстве пластиковых тар. Чем пластики отличаются друг от друга? Пластмасса
Сдача пластика на переработку – это единственный правильный способ его утилизации без причинения вреда здоровью человека, животным и окружающей среде в целом. Из 1 кг переработанного пластика получается 0,8 кг готового к дальнейшей эксплуатации вторсырья.
Что за цифры внутри треугольника обозначающего пластик. Что за материал внутри треугольника.

Описание пластиков, идущих в переработку.
1. PET или PETE (код PETE, иногда PET и цифра 1.) — полиэтилентерефталат (пластмасса ПЭТ или ПЭТФ). Что за материал, из которого делают пластиковые бутылки. Они могут выделять в жидкость тяжелые металлы и вещества, влияющие на гормональный баланс человека. ПЭТ — самый часто используемый в мире тип пластмассы. Важно помнить, что он предназначен для ОДНОРАЗОВОГО использования. Если вы в такую бутылку наливаете свою воду, то готовьтесь к тому, что в ваш организм могут попасть некоторые щелочные элементы и слишком большое количество бактерий, который буквально обожают ПЭТы.
2. HDPE— полиэтилен высокой плотности низкого давления (пластмасса ПНД) . Это очень хороший пластик, который не выделяет практически никаких вредных веществ. Специалисты рекомендуют, если это возможно, покупать воду именно в таких бутылках.
Это жесткий тип пластика, который чаще всего используется для хранения молока, игрушек, моющих средств и при производстве некоторого количества пластиковых пакетов. Что за материал, из которого делают большинство спортивных и туристических многоразовых бутылок изготавливаются именно из этого типа пластика.
3. PVC— поливинилхлорид (пластмасса ПВХ). Вещи из этого материала выделяют по меньшей мере два опасных химиката. Оба оказывают негативное влияние на ваш гормональный баланс. Это мягкий, гибкий пластик, который обычно используется для хранения растительного масла и детских игрушек. Из него же делают блистерные упаковки для бесчисленного множества потребительских товаров. Что за материал используется для обшивки компьютерных кабелей. Из него делают пластиковые трубы и детали для сантехники. PVC относительно невосприимчив к прямым солнечным лучам и погоде, поэтому из него часто еще делают оконные рамы и садовые шланги. Тем не менее эксперты рекомендуют воздержаться от его покупки, если вы можете найти альтернативу. Этот пластик повторно НЕ ПЕРЕРАБАТЫВАЕТСЯ в нашей стране, его использование по меньше мере не экологично.
4. LDPE — полиэтилен низкой плотности высокого давления (пластмасса ПВД). Что за материал используется и при производстве бутылок, и при производстве пластиковых пакетов. Он не выделяет химические вещества в воду, которую хранит. Но безопасен он в случае только с тарой для воды. Пакеты в продуктовом магазине из него лучше не покупать: можете съесть не только то, что купили, но и некоторые весьма и весьма опасные для вашего сердца химикаты.
5. PP — полипропилен (пластмасса ПП). Этот пластик имеет белый цвет или полупрозрачные тона. Что за материал используется в качестве упаковки для сиропов и йогурта. Полипропилен ценится за его термоустойчивость. Когда он нагревается, то не плавится. Относительно безопасен.
6. PS — полистирол (пластмасса ПС). Что за материал часто используется при производстве кофейных стаканчиков и контейнеров для быстрого питания. При нагревании, однако, выделяет опасные химические соединения. Полистирол — это недорогой, легкий и достаточно прочный вид пластика, который СОВСЕМ НЕ ГОДИТСЯ для хранения ГОРЯЧЕЙ ЕДЫ и напитков. Помните об этом используя одноразовую посуду, практически вся она изготавливается из полистирола. Если нет возможности отказаться от одноразовой посуды, лучше отдать приоритет посуде изготовленной из бумаги.
7. OTHER или О — прочие. К этой группе относится любой другой пластик, который не может быть включен в предыдущие группы.
ПВХ можно отличить по признакам:
— при сгибании на линии сгиба появляется белая полоса;
— бутылки из ПВХ бывают синего или голубого цвета;
— шов на дне бутылки имеет два симметричных наплыва.
Определение вида пластика ( полимера, пластмасса ) по горению с помощью зажигалки
| Вид полимера
| Характеристики горения
| Химическая стойкость | |||
| Горючесть
| Окраска пламени
| Запах продуктов горения
| К кислотам
| К щелочам
| |
| ПВД
| Горит в пламени и при удалении | Внутри синеватая, без копоти | Горящего парафина | Отличная | Хорошая |
| ПНД
| Горит в пламени и при удалении | Внутри синеватая, без копоти | Горящего парафина | Отличная | Хорошая |
| ПП
| Горит в пламени и при удалении | Внутри синеватая, без копоти | Горящего парафина | Отличная | Хорошая |
| ПВХ
| Трудно воспламеняется и гаснет | Зеленоватая с копотью | Хлористого водорода | Хорошая | Хорошая |
| ПС
| Загорается и горит вне пламени | Желтоватая с сильной копотью | Сладковатый, неприятный | Отличная | Хорошая |
| ПА
| Горит и самозатухает | Голубая, желтоватая по краям | Жженого рога или пера | Плохая | Хорошая |
| ПК
| Трудно воспламеняется и гаснет | Желтоватая с копотью | Жженой бумаги | Хорошая | Плохая |
Внешний вид полимера пластика пластмасса
| Вид полимера
| Механические признаки
| Состояние поверхности на ощупь
| Цвет
| Прозрачность
| Блеск
| |||
| ПВД
| Мягкая, эластичная, стойкая к раздиру | Маслянистая, гладкая | Бесцветная | Прозрачная | Матовая | |||
| ПНД
| Жестковатая, стойкая к раздиру | Слегка маслянистая, гладкая, слабо шуршащая | Бесцветная | Полупрозрачная | Матовая | |||
| ПП
| Жестковатая, слегка эластичная, стойкая к раздиру | Сухая, гладкая | Бесцветная | Прозрачная или полупрозрачная | Средний | |||
| ПВХ
| Жестковатая, стойкая к раздиру | Сухая, гладкая | Бесцветная | Прозрачная | Средний | |||
| ПС
| Жесткая, стойкая к раздиру | Сухая, гладкая, сильно шуршащая | Бесцветная | Прозрачная | Высокий | |||
| ПА
| Жесткая, слабо стойкая к раздиру | Сухая, гладкая | Бесцветная или светло-желтая | Полупрозрачная | Слабый | |||
| ПК
| Жесткая, слабо стойкая к раздиру | Сухая, гладкая, сильно шуршащая | Бесцветная, с желтоватым или голубоватым оттенком | Высоко-прозрачная | Высокий | |||
Физико-механические характеристики полимера (источник http://techno-r.com) пластмасса
| Вид полимера
| Физико-механические характеристики при 20°C
| ||||||
| Плотность, кг/м3 | Прочность при разрыве, МПа | Относит-ое удлинение при разрыве,% | Прониц-мость по водяным парам, г/м2 за 24 часа | Прониц-мость по кислороду, см3/(м2хатм) за 24 часа | Прониц-мость по CO2, см3/(м2хатм) за 24 часа | Температура плавления, °C | |
| ПВД
| 910-930 | 10-16 | 150-600 | 15-20 | 6500-8500 | 30000-40000 | 102-105 |
| ПНД
| 940-960 | 20-32 | 400-800 | 4-6 | 1600-2000 | 8000-10000 | 125-138 |
| ПП
| 900-920 | 30-35 | 200-800 | 10-20 | 300-400 | 9000-11000 | 165-170 |
| ПВХ
| 1370-1420 | 47-53 | 30-100 | 30-40 | 150-350 | 450-1000 | 150-200 |
| ПС
| 1050-1100 | 60-70 | 18-22 | 50-150 | 4500-6000 | 12000-14000 | 170-180 |
| ПА
| 1100-1150 | 50-70 | 200-300 | 40-80 | 400-600 | 1600-2000 | 220-230 |
| ПК
| 1200 | 62-74 | 20-80 | 70-100 | 4000-5000 | 25000-30000 | 225-245 |
Что означает цифра в треугольничке как штамп на пластиковой бутылке.
По материалам сайта http://nazarovsystems.com
Определить вид пластмассы, если имеется маркировка, достаточно легко – а как быть, если никакой маркировки нет, а узнать, из чего сделана вещь — необходимо?! Для быстрого и качественного распознавания различных видов пластмасс достаточно немного желания и практического опыта. Методика достаточно проста: анализируются физико-механические особенности пластмасс (твердость, гладкость, эластичность и т. д.) и их поведение в пламени спички (зажигалки).Может показаться странным, но различные виды пластмасс и горят по-разному! Например, одни ярко вспыхивают и интенсивно сгорают (почти без копоти), другие, наоборот, сильно коптят. Пластмасса даже издаёт разные звуки при своем горении! Поэтому так важно по набору косвенных признаков точно идентифицировать вид пластмассы, ее марку.
Как определить ПЭВД (полиэтилен высокого давления, низкой плотности). Горит синеватым, светящимся пламенем с оплавлением и горящими потеками полимера. При горении становится прозрачным, это свойство сохраняется длительное время после гашения пламени. Горит без копоти. Горящие капли, при падении с достаточной высоты (около полутора метров), издают характерный звук. При остывании, капли полимера похожи на застывший парафин, очень мягкие, при растирании между пальцами- жирны на ощупь. Дым потухшего полиэтилена имеет запах парафина. Плотность ПЭВД: 0,91-0,92 г/см. куб.
Как определить ПЭНД (полиэтилен низкого давления, высокой плотности). Более жесткий и плотный чем ПЭВД, хрупок. Проба на горение – аналогична ПЭВД. Плотность: 0,94-0,95 г/см. куб.
Как определить Полипропилен. При внесении в пламя, полипропилен горит ярко светящимся пламенем. Горение аналогично горению ПЭВД, но запах более острый и сладковатый. При горении образуются потеки полимера. В расплавленном виде — прозрачен, при остывании — мутнеет. Если коснуться расплава спичкой, то можно вытянуть длинную, достаточно прочную нить. Капли остывшего расплава жестче, чем у ПЭВД, твердым предметом давятся с хрустом. Дым с острым запахом жженой резины, сургуча.
Как определить Полиэтилентерафталат (ПЭТ). Прочный, жёсткий и лёгкий материал. Плотность ПЭТФ составляет 1, 36 г/см.куб. Обладает хорошей термостойкостью (сопротивление термодеструкции) в диапазоне температур от — 40° до + 200°. ПЭТФ устойчив к действию разбавленных кислот, масел, спиртов, минеральных солей и большинству органических соединений, за исключением сильных щелочей и некоторых растворителей. При горении сильно коптящее пламя. При удалении из пламени самозатухает.
Полистирол. При сгибании полоски полистирола, легко гнется, потом резко ломается с характерным треском. На изломе наблюдается мелкозернистая структура.Горит ярким, сильно коптящим пламенем (хлопья копоти тонкими паутинками взмывают вверх!). Запах сладковатый, цветочный.Полистирол хорошо растворяется в органических растворителях (стирол, ацетон, бензол).
Как определить Поливинилхлорид (ПВХ). Эластичен. Трудногорюч (при удалении из пламени самозатухает). При горении сильно коптит, в основании пламени можно наблюдать яркое голубовато-зеленое свечение. Очень резкий, острый запах дыма. При сгорании образуется черное, углеподобное вещество (легко растирается между пальцами в сажу).Растворим в четыреххлористом углероде, дихлорэтане. Плотность: 1,38-1,45 г/см. куб.
Как определить Полиакрилат (органическое стекло). Прозрачный, хрупкий материал. Горит синевато-светящимся пламенем с легким потрескиванием. У дыма острый фруктовый запах (эфира). Легко растворяется в дихлорэтане.
Как определить Полиамид (ПА). Материал имеет отличную масло-бензостойкость и стойкость к углеводородным продуктам, которые обеспечивают широкое применение ПА в автомобильной и нефтедобывающей промышленности (изготовление шестерен, искуственных волокон…). Полиамид отличается сравнительно высоким влагопоглощением, которое ограничивает его применение во влажных средах для изготовления ответственных изделий. Горит голубоватым пламенем. При горении разбухает, “пшикает”, образует горящие потеки. Дым с запахом паленого волоса. Застывшие капли очень твердые и хрупкие. Полиамиды растворимы в растворе фенола, концентрированной серной кислоте. Плотность: 1,1-1,13 г/см. куб. Тонет в воде.
Как определить Полиуретан.Основная область применения – подошвы для обуви. Очень гибкий и эластичный материал (при комнатной температуре). На морозе — хрупок. Горит коптящим, светящимся пламенем. У основания пламя голубое. При горении образуются горящие капли-потеки. После остывания, эти капли – липкое, жирное на ощупь вещество. Полиуретан растворим в ледяной уксусной кислоте.
Как определить Пластик АВС. Все свойства по горению аналогичны полистиролу. От полистирола достаточно сложно отличить. Пластик АВС более прочный, жесткий и вязкий. В отличие от полистирола более устойчив к бензину.
Как определить Фторопласт-3. Применяется в виде суспензий для нанесения антикоррозийных покрытий. Не горюч, при сильном нагревании обугливается. При удалении из пламени сразу затухает. Плотность: 2,09-2,16 г/см.куб.
Как определить Фторопласт-4.Безпористый материал белого цвета, слегка просвечивающийся, с гладкой, скользкой поверхностью. Один из лучших диэлектриков! Не горюч, при сильном нагревании плавится. Не растворяется практически ни в одном растворителе. Самый стойкий из всех известных материалов. Плотность: 2,12-2,28 г/см.куб. (зависит от степени кристалличности – 40-89%).
Физико-химические свойства отходов пластмасс по отношению к кислотам
| Наименование отхода | Воздействующие факторы | |||||
| H2SO4(к) Хол. | H2SO4(к) Кипяч. | HNO3 (к) Хол. | HNO3 (к) Кипяч. | HCl (к) Хол. | HCl (к) Кипяч. | |
| Бутылки из-под кока-колы | Без изменений | Приобрели окраску Сворачива-ются | Без изменений | Без изменений | Без изменений | Образцы свернулись |
| Пластико-вые пакеты | Без изменений | Практически растворились | Без изме-нений | Без изменений | Без изменений | Образцы раствори-лись |
Физико — химический свойств отходов пластмасс отходов пластмасс по отношению к щелочам
| Наименование отхода | Воздействующие факторы | ||||||
| Н2О Кипяч. | NаOН 6 н Хол. | NаOН 6 н Горяч. | КОН 0,1 н Хол | КОН 6 н Хол. | КОН 6 н Горяч. | Са(ОН)2 Горяч. | |
| Бутылки из-под кока-колы | Без изменений | Сверну- лись | — | ||||
| Пластико-вые пакеты | Без изменений | Сверну- лись | Сверну-лись | ||||
ЛЮБОЙ пластик выделяет в содержимое бутылки химикаты разной степени опасности.
pererabotkatbo.ru
АБС пластик, что это такое?
Пластик АБС – это современный синтетический полимер желтоватого цвета, обладающий высокой степенью ударопрочности и эластичности. Благодаря своим техническим характеристикам нашел широкое применение в качестве инженерного и конструкционного материала. Название АБС является сокращением по первым буквам трех мономеров (акрилонитрил, бутадиен, стирол), которые в сочетании с термопластичной смолой образуют стабильный полимер. Подробнее о том, АБС пластик что это такое, каковы его основные виды и свойства, пойдет речь ниже.
Производство
АБС пластик производится путем эмульсионной сополимеризации отдельных элементов. Процесс считается достаточно энергоемким. Для изготовления 1 тонны сырьевого пластика затрачивается около 2 тонн нефти в эквиваленте энергии и материалов. Ежегодный рост мирового производства АБС оценивается в 5,5%.
На сегодняшний день общий годовой объем производства материала во всем мире составляет 8 миллионов тонн.
Полимер выпускается в виде гранул и отдельных листов. Гранулированный пластик служит сырьем для дальнейшего точного литья различных изделий. Листовой АБС может использоваться как готовая продукция или полуфабрикат для оформления интерьеров помещений, склеивания различных моделей и форм. Пластик в листах применяется и как сырьевой материал изготовления сложных деталей методом вакуумной формовки.

Свойства
Росту популярности и все более широкому распространению АБС пластик обязан тому набору технических характеристик, которыми он обладает. Основными свойствами, влияющими на востребованность материала на рынке, являются следующие:
- высокие показатели износостойкости и прочности в сочетании с эластичностью;
- долговечность при условии эксплуатации без воздействия ультрафиолетовых лучей;
- высокая сопротивляемость воздействию моющих средств и щелочных составов;
- устойчивость к воздействию влаги, кислот и масел;
- в нормальных условиях материал не токсичен;
- может эксплуатироваться при температурах от -40 0С до +90 0С с сохранением технических характеристик;
- в чистом виде материал имеет матовую поверхность желтоватого оттенка, но при помощи пигментных добавок может окрашиваться в любые цвета и становиться прозрачным.

Применение
Из АБС пластика изготавливают большое количество автомобильных деталей, таких как внутренняя обшивка кабин, панели приборов, рукоятки рычагов переключения скоростей, ручных тормозов. Полимер широко применяется для производства корпусов домашней быттехники: пылесосов, кухонных комбайнов, телефонных аппаратов, компьютерной и оргтехники. Корпуса промышленных агрегатов, моек высокого давления, компрессорного оборудования, санитарно-технических изделий, электротехнических приборов выполняют из пластика АБС.
Из пластика производят практически все виды канцелярских товаров: авторучки, стиплеры, маркеры, подставки для карандашей, держатели для документов и прочее. Имеется пищевая разновидность пластика, из которой изготавливают всевозможные контейнеры для хранения продуктов, тару, емкости питьевой воды. Огромное количество детских товаров (конструкторы, игрушки, развивающие игры) производят из АБС. Также материал применяется при создании спортивного, торгового и рекламного оборудования, инструментов и оружия.
В последнее время все большее распространение в мире получает 3D печать. В качестве расходного материала для 3D принтеров применяется, в том числе и АБС пластик.
Для этого используется высококачественные брендовые модификации материала, поставляемые на специальных катушках. Детали, отпечатанные из этого полимера, отличаются высокой прочностью и сопротивляемостью механическим нагрузкам. Известен случай распечатки на 3D принтере огнестрельного пистолета Liberator.

Крупнейшие производители АБС пластика
Мировыми лидерами в производстве АБС пластика на сегодняшний день являются Тайвань, Япония и Южная Корея. Эти страны контролируют около 74% производства и продаж материала. Среди наиболее крупных компаний, занимающихся выпуском пластика, можно отметить: корейские LG Chemicals, Basf и Samsung Industries, тайваньские Chi Mei Corp., Dow и Formosa, а также Thechno Polimer (Япония). Из европейских производителей известны Polimeri Europe, Ineos. В России выпуском АБС пластика занимаются ОАО «Нижнекамскнефтехим», ОАО «Пластик» и ряд более мелких производителей.
Композиционные материалы на основе АБС
Пластик АБС обладает большим потенциалом для создания различных модификаций и композиционных материалов на своей основе.
Путем комбинации полимера с другими компонентами можно изменить на пластик АБС характеристики основных показателей и некоторые свойства.
Для того чтобы повысить атмосферостойкость АБС пластика в его состав необходимо добавить насыщенные эластомеры. Эффекта прозрачности можно добиться, используя в качестве добавки метилметакрилат. Путем введения альфаметилстирола рабочий диапазон температур материала расширяется до 1100С-1300С. Наиболее востребованными и распространенными композитами на основе АБС пластика являются такие:
- сплав АБС с поликарбонатом (АБС-ПК) обладает повышенной ударопрочностью, температурной и химической стойкостью. Одной из областей применения материала является точное литье и формовка;
- в результате комбинации с поливинилхлоридом (АБС-ПВХ) образуется аморфный материал, пригодный для эксплуатации на открытом воздухе. Допустима кратковременная эксплуатация при температуре 950С;
- комбинация с полибутилентерефталатом (АБС-ПБТ) дает жесткий материал с повышенными прочностными характеристиками и долговечностью. Свойства материала остаются стабильными при кратковременном нагревании до температуры 1500С;
- смесь АБС с полиамидом (АБС-ПА) выдерживает кратковременное воздействие температуры 1800С, обладает отличными диэлектрическими показателями. Различные элементы хорошо соединяется путем склеивания и спайки;
- при добавлении в сплав термополиуретана образуется прочный пластичный материал, обладающий очень высокими показателями стойкости к воздействию влаги и отрицательных температур.

Предлагаем также познакомится с еще одним синтетическим материалом текстолитом.
polimerinfo.com
АБС-пластик
С каждым годом пластмассы постепенно вытесняют использование металлов, как в промышленности, так и в быту. Одним из наиболее востребованных термопластичных сополимеров в производстве сложных формованных изделий, требующих высокой точности изготовления, является АБС-пластик – термопластичный тройной сополимер стирола, акрилонитрила и бутадиена. Название пластика АБС образовано первыми буквами названий мономеров, используемых для его получения. В настоящее время его используют в качестве «чернил» для 3d принтеров.
Строение АБС-пластика
АБС-пластик получают реакцией радикальной сополимеризации трех органических компонентов – акрилонитрила, бутадиена и стирола, поэтому в общем виде его химический состав может быть описан формулой (C8H8)x· (C4H6)y·(C3H3N)z) акрилонитрил, бутадиен и стирол
В результате сополимеризации трех разных мономеров образуются макромолекулы с беспорядочным (статистическим) чередованием звеньев исходных мономеров:
АБС-пластик является гетерогенной системой, где в объеме статистического (матричного) сополимера стирола и акрилонитрила (мол. масса 120 — 180 тыс.) распределены микрочастицы (0,5 – 2 мкм) бутадиенового каучука. Физические характеристики пластика зависят от межфазного взаимодействия, которое обеспечивают привитые к каучуку макромолекулы матричного сополимера.
Свойства и характеристики АБС-пластика
АБС-пластик – непрозрачный материал темного цвета с блестящей поверхностью, устойчивый к действию влаги, смазочных масел, растворов неорганических солей, кислот и щелочей, жиров и углеводородов, нетоксичен. Растворяется в некоторых органических растворителях — ацетоне, эфире, бензоле, этиленхлориде, анилине, анизоле.
Чередование акрилонитрильных и бутадиеновых звеньев со стирольными фрагментами определяют эластичность и ударопрочность материала. По механической прочности, жесткости, ударной вязкости и теплостойкости АБС-пластик превосходит другие сополимеры стирола, а также ударопрочный полистирол. Характеризуется хорошей износостойкостью, высокой размерной стабильностью, что делает возможным его применение для точного литья. АБС-пластик хорошо поддается сварке.
К недостаткам немодифицированного АБС-пластика можно отнести относительно невысокие электроизоляционные свойства по сравнению с полистиролом, а также невысокую атмосфероустойчивость, в частности чувствительность к действию лучей УФ-диапазона, что обусловлено наличием в структуре макромолекулы каучука ненасыщенных углерод-углеродных связей (С=С). Способность АБС-пластика утрачивать первоначальные характеристики под действием солнечного света стала причиной одного из самых дорогостоящих в истории США отзывов автомобилей.
В зависимости от состава сополимера свойства АБС-пластика могут варьироваться в широком диапазоне. Ниже приведены некоторые характеристики немодифицированного АБС-пластика.
Физические характеристики АБС-пластика
Получение АБС-пластика
В основе промышленного способа получения АБС-пластика лежит метод радикальной сополимеризации трех различных мономеров — стирола, акрилонитрила и бутадиена (бутадиенового каучука).
Наиболее широкое применение получил метод двухстадийной эмульсионной сополимеризации, включающий на первой стадии получение латекса – водной дисперсии полимера (каучука), а на второй – прививание к каучуку эмульгированных в латексе мономеров. Происходит это следующим образом: полибутадиеновую эмульсию в определенных пропорциях смешивают с акрилонитрилом и стиролом и нагревают при перемешивании до 50oC. На второй стадии эмульгированные в латексе мономеры прививают к каучуку: добавляют водный раствор инициатора радикальных процессов, например, персульфата калия, в результате чего происходит сополимеризация мономеров.
По окончании сополимеризации суспензию фильтруют, полученный полимер сушат и упаковывают. Иногда порошкообразный АБС-пластик гранулируют.
Применение АБС-пластика
-
Детали интерьера и экстерьера автомобиля
-
Панели приборов и другие детали салона
-
Решетки радиатора автомобиля
-
Колпаки автомобильных колес
-
Корпусные детали, работающие в помещении (корпуса телевизоров, радиоприемников, пылесосов другой бытовой и оргтехники)
-
Металлизированные детали бытовой техники и оргтехники
-
Конструкционные детали электротехнического назначения (выключатели, переключатели; корпуса электроинструмента)
-
Формы для бетонных заборов
-
Настольные принадлежности
-
Игрушки, детские конструкторы
-
Чемоданы
-
Контейнеры
-
Металлизированная сантехническая аппаратура (вентили, душевые рассекатели, мойки, поддоны, сливные бачки)
-
Металлизированные украшения
-
Мебельная фурнитура
-
Фитинги
-
Детали медицинского оборудования
-
Медицинские принадлежности (гамма-стерилизация)
-
Смарт-карты
Уникальное сочетание прекрасных эксплуатационных характеристик АБС-пластика определяет область его использования. АБС-пластик применяется там, где ранее нельзя было обойтись без цветных металлов, реактопластов, керамики, дерева или бетона. Различные марки АБС-пластика используются в автомобилестроении, в производстве электротехники и электроники, аудио/видео техники, мелкой и крупной бытовой техники, мебели, сантехники, медицинского и телекоммуникационного оборудования, различных инструментов, упаковок и т. д. Легкость и прочность АБС-пластика по достоинству были оценены автопроизводителями во всем мире. Также его уникальные характеристики позволяют его использовать для печати деталей на 3d принтерах.
В промышленности переработку АБС-пластика проводят методом литья под давлением, а также методом продавливания расплавленного материала через формующее отверстие -экструзией. В производстве различных изделий широко используют тиснение и печатание.
Поверхности из АБС-пластика пригодны для вакуумной металлизации и напыления гальванического покрытия. АБС-пластик используют как основу для получения специальных полимеров.
Преимущества:
-
Легко подвергается вакуумной формовке
-
Пригоден для глубокой вытяжки
-
Отличные результаты со всеми стандартами форм
-
Высокая гибкость комбинированная с высокой ударопрочностью
-
Производится соответствующим стандарту UL94
-
УФ стабилизация для длительного периода эксплуатации
-
Может запечатываться стандартными методами
-
Производится в широком цветовом диапазоне
-
Производится с тисненой и гладкой поверхностью, с глянцевой
-
Сделан из безопасного для окружающей среды материала подлежащего повторной переработке
Модификации АБС-пластика
Физико-механические характеристики АБС-пластика определяются его структурой и могут быть изменены методом подбора исходных мономеров и варьированием их соотношений. Одной из основных задач модификации полимеров является корректировка в нужном направлении их свойств.
Например, АБС-пластик, устойчивый к действию УФ-лучей, может быть получен с использованием насыщенных эластомеров вместо бутадиена. Прозрачный АБС-пластик можно получить, если проводить сополимеризацию при участии четвертого мономера — метилметакрилата. Введение же в качестве четвертого мономера ά-метилстирола или N-фенилмалеинимида позволяет получить теплостойкий АБС-пластик, который можно кратковременно нагревать до 110 — 130 °С и длительно эксплуатировать при температурах до 90 — 100 °С.
Разные марки АБС-пластика могут отличаться степенью блеска поверхности. Это свойство зависит от условий переработки пластика и усиливается при увеличении содержания стирола, а также при применении специальных добавок.
В АБС-пластик можно вспенивать, наполнять высокодисперсными веществами, короткими стеклянными волокнами, антипиренами и другими компонентами, которые будут изменять его свойства.
Вторичная переработка АБС-пластика
По подсчетам специалистов, расходы энергии и химических реагентов на производство 1 кг АБС-пластика эквивалентны примерно 2 кг нефти. В условиях истощения природных запасов нефти и неуклонного роста доли полимерных материалов в мировом производстве с каждым годом все острее встает вопрос утилизации отработанного пластика.
Ежегодно на мусорные свалки попадает около 2,8 млн. тонн бытовой техники, 10 млн. автомобилей и много тонн других промышленных изделий, содержащих пластмассовые детали.
Способность АБС-пластика плавиться при относительно невысоких температурах (около 100oC) и снова затвердевать при остывании, не теряя при этом своих свойств, позволяет подвергать его вторичной переработке. Чистота АБС-пластика, полученного из вторсырья по современным технологиям разделения и переработки отходов может достигать 99 %.
chimtorg.com.ua