Пресс для гнутоклееных заготовок фанеры ORMA PFS/S
Пресс для гнутоклееных заготовок ORMA PFS предназначен для изготовления гнутоклеенных заготовок. Применяется на мебельных производствах.
Для производства изделия на станок устанавливают форму по которой происходит формовка.
Дополнительно пресс комплектуется высокачтотнеым генератором.
Значительно сократить цикл прессования помогает УВЧ. Цикл прессования с УВЧ составляет 10мин.
Удельное давление пресса составляет 100т.
Оборудование:
Электронный генератор частоты
- Резервуары для увлажнения заготовок со сборщиком конденсата, в комплекте с парогенератором (имеется отдельный генераторна каждом автоклаве)
- Пресс предварительной гибки
Доставка осуществляется в любую точку РФ.
- Самовывоз с нашего главного склада,
- В регионы доставка осуществляется через транспортные компании (доставка до ТК бесплатно ),
- Самовывоз со склада нашего офиса в выбранном регионе.
Доставка станков:
- Самовывоз с нашего главного склада,
- Доставка до места транспортной компанией (оплачивает заказчик),
- Самовывоз с нашего склада в выбранном регионе.
Условия доставки оговариваются в договоре купли-продажи.
Самовывоз:
Склад ООО «Техно-Комплект» в Московской области
Адрес: Московская область, Пушкинский район, пос. Челюскинский, ул. Мичурина, д.1А 9-ый км Ярославского шоссе от МКАД.
Филиал ООО «Техно-Комплект» в г. Екатеринбург
Адрес: 620085, г. Екатеринбург, ул. Титова, д.33а, лит. «Б»
Екатеринбург, ул. Титова, д.33а, лит. «Б»
Филиал ООО «Техно-Комплект» в г. Краснодар
Адрес: 350020, г.Краснодар, ул. Одесская, д.48
Филиал ООО «Техно-Комплект» в г. Самара
Адрес: 443080, г.Самара, ул. Санфировой, д.91, стр. А, офис 32,34,36
Филиал ООО «Техно-Комплект» в г. Санкт-Петербург
Адрес: 195220, Санкт-Петербург, проспект Непокоренных, дом 17, корпус 4, литера В, офис 213. БЦ Берег
Филиал ООО «Техно-Комплект» в г. Ростов-на-Дону
Адрес: г.Ростов-на-Дону, ул. Таганрогская, д.138
Филиал ООО «Техно-Комплект» в г. Иркутск
Адрес: 664035, г.Иркутск, ул. Сурнова, д.22, 2 этаж
Филиал ООО «Техно-Комплект» в г. Хабаровск
Адрес: 680007, г.Хабаровск, ул. Радищева, 6
Филиал ООО «Техно-Комплект» в г. Ижевск
Адрес: 426000, г. Ижевск, ул. Телегина, д.30
Ижевск, ул. Телегина, д.30
Филиал ООО «Техно-Комплект» в г. Казань
Адрес: 420095, г.Казань, ул. Васильченко, д.1, офис 273
Филиал ООО «Техно-Комплект» в г. Уфа
Адрес: 450071, г.Уфа, ул. Ростовская, д.18, Литер К, офис 207, 2-й этаж
Филиал ООО «Техно-Комплект» в г. Красноярск
Адрес: 660050, г. Красноярск, ул. Кутузова, д.1, офис 99
Филиал ООО «Техно-Комплект» в г. Нижний Новгород
Адрес: 603061,г. Нижний Новгород, ул.Композиторская, д. 22, оф. 29.
Филиал ООО «Техно-Комплект» в г. Новосибирск
Филиал ООО «Техно-Комплект» в г. Киров
Адрес: 610035, г. Киров, ул. Производственная, д.29в, ТЦ «Ключ»
По данному товару пока не было вопросов. Вы можете задать свой вопрос в чат консультанту
или по телефону
Вы можете задать свой вопрос в чат консультанту
или по телефону
Работаем, соблюдая гарантию.
Компания МДМ-ТЕХНО дает клиентам гарантию на весь предлагаемый нами ассортимент. Для любой продукции Вы можете узнать срок гарантии и условия, на которых можно осуществить возврат, позвонив нам или в чате с нашим оператором.
Как обменять или вернуть товар:
1. В течение 2 недель (14 дней) после получения заказа Вы можете от него отказаться. Для технически сложных товаров срок возврата после его получения составляет 7 (семь) дней. Пока Вы не получили заказ, отказаться от него можно в любое время.
Процедуру возврата можно провести только один раз, соблюдая следующие условия:
a. Товар не использовался, и Вы сохранили его товарный вид и потребительские свойства. Сохранены входящие в комплект аксессуары и детали, целостность их упаковки не нарушена;
b. Вы сохранили сопутствующую документацию, пломбы, кассовые и товарные чеки;
Вы сохранили сопутствующую документацию, пломбы, кассовые и товарные чеки;
2. Если товар отгружается в одноразовой упаковке, то вернуть или обменять его нельзя.
3. Товар надлежащего качества, имеющий индивидуальные свойства, которые подходят только Вам, изготовленный для Вас вернуть нельзя.
4. Чтобы осуществить обмен или возврат, Вам необходимо подать заполненное и подписанное заявление.
5. Если Вы получили некачественный товар, и предварительно это не было согласовано с продавцом, то Вы можете выбрать один из вариантов:
a. Возмещение Вам затрат на исправление дефектов Вами или третьим лицом или безвозмездно устранить эти дефекты заказанной продукции.
b. Уменьшить цену товара, принимая во внимание количество обнаруженных дефектов.
c. Заменить товар на точно такую же модель или артикул этого же бренда или получить вместо него аналогичный вариант другого бренда, модели, артикула с обязательным перерасчетом цены. Для дорогих и технически сложных изделий такие требования могут быть выполнены в том случае, если обнаружены значительные дефекты продукции.
Для дорогих и технически сложных изделий такие требования могут быть выполнены в том случае, если обнаружены значительные дефекты продукции.
d. Получить деньги назад, отказавшись от покупки.
Московская область, г. Королев, мкрн. Текстильщик, ул. Мичурина дом 1А. Время Работы: 10:00-17:00 (обед 13:00-14:00), кроме сб. и вс.
горячий пресс, гидравлический пресс, фанера горячая пресса
Технические параметры фанера горячая пресса:
| давление | 500T | 500T | 800T |
| направление подачи | поперечный | поперечный | поперечный |
| количество слоя | 12 | 15 | 10 |
| расстояние между слоями | 70мм | 70мм | 100мм |
| количесво горячих столов | 13 | 16 | 11 |
| габариты горячих столов | 1370*2700*42мм | 1370*2700*42мм | 1370*2700*52мм |
| Внутренние трубы горячего стола | Два входа и два выхода | Два входа и два выхода | Два входа и два выхода |
| цилиндр | Ø360мм*2шт | Ø360мм*2шт | Ø260мм*6pcs |
| ход цилиндр | 840мм | 1050мм | 1050мм |
| марка цилиндра | марка Уси | марка Уси | марка Уси |
| Допустимое давление | ≤25МПа | ≤25МПа | ≤25МПа |
| Насос низкого давления | 250×2шт | 250×2шт | 400×2шт |
| Допустимое давление | 3МПа | 3МПа | 3МПа |
| Двигатель масляного насоса низкого давления | 11квт*2шт | 11квт*2шт | 18. 5квт*2шт 5квт*2шт |
| Масляный насос высокого давления | 25мл/1шт | 25мл/1шт | 25мл/1шт |
| Допустимое давление | 25МПа | 25МПа | 25МПа |
| Масляный насос высокого давления | 7.5квт*1шт | 7.5квт*1шт | 11квт*1шт |
| метод контроля | Автоматическое управление станцией горячего прессования | Автоматическое управление станцией горячего прессования | Автоматическое управление станцией горячего прессования |
| Высота луча | 900мм | 900мм | 1000мм |
| высота среднего луча | 400мм | 400мм | 400мм |
| Толщина стали | 35мм | 35мм | 45мм |
| Теплоноситель | Теплонопроводимое масло или пар | Теплонопроводимое масло или пар | Теплонопроводимое масло или пар |
| общий вес | 29тонн | 33тонны | 33тонны |
| габарит | 3800x1370x3586мм | 3800x1370x3942мм | 3800x1370x3602мм |
Если вы хотите получить более подробную информацию, пожалуйста, свяжитесь с нами:
MOBILE: +86 157 5396 3153
WHAT’S APP: +86 157 5396 3153
WECHAT: +86 157 5396 3153
SKYPE: leethinker1
EMAIL: lee@geelonggroup.
WEB:www.geelongmachinery.com
www.idplywoodmachine.com
Линия по производству фанеры — Линия по производству фанеры
Линия по производству фанеры включает в себя сушилку для горячего прессования шпона, разбрасыватель клея, холодный пресс и горячий пресс для фанеры.
(1)Фанерный горячий пресс для производства фанеры
| Модель | Общее давление ширины(KN) | Диаметр цилиндра плунжера(mm) | Количество цилиндров плунжера(pcs) | Размер ширины | Количество слоев | Расстояние между слоями(mm) |
|---|---|---|---|---|---|---|
| YXD-150 | 1500 | Φ140 | 4 | 4*8 зависит от клиентов | 3-20 | 80-200 |
| YXD-200 | 2000 | Φ160 | 4 | 4*8 зависит от клиентов |
3-20 | 80-200 |
| YXD-300 | 3000 | Φ200 | 4 | 4*8 зависит от клиентов |
3-20 | 80-200 |
| YXD-600 | 6000 | Φ200 | 8 | 4*8 зависит от клиентов |
3-20 | 100-150 |
| YXD-900 | 9000 | Φ250 | 8 | 4*8 зависит от клиентов |
3-20 | 100-150 |
(2)Шпон горячего прессования
(3)Предпечатная подготовка для производства фанеры
(4)разбрасыватель клея
Линия производства фанеры по низкой цене, описание с техническими характеристиками, видео работы.
 Интервесп
ИнтервеспОпции, описания
Компоновка оборудования
Производство фанеры: 15000 м³ / год = 50 м³ / день = 1000 штук / день.
1. Процесс производства шпона (1-й этап) — это первый этап производства фанеры, лущение необработанного бревна, получение шпона толщиной 1,0-3,0 мм,
Одна производственная линия шпона включает один окорочный станок, одну машину для лущения, один укладчик и конвейер для бревен. Линия 4-футового лущения может производить около 45-60 м³ / 12 часов.
| Модель | Описание | Количество рабочих | Производительность |
| 4 фута простая линия | 2 простых бревенчатых конвейера + дебаркер + машина для очистки | 4 | 50m³ / день |
| 4 фута автоматическая линия | 2 стандартных конвейера + дебаркер + лущильный станок + укладчик | 1 | 60m³ / день |
2. Процесс сушки шпона (2 этап)
Процесс сушки шпона (2 этап)
Шпон нужно просушить до влажности менее 10%, при этом шпон будет иметь характеристику высокой прочности. Нужен котел для нагрева среды (вода или масло) (опция)
|
Модель |
Длина |
Ширина |
Кол-во этажей |
Производительность |
Тепловой носитель |
|
Роликовая |
30 м |
1,8 м |
2 |
50 м3/день |
Пар или масло |
3. Сшивка шпона (этап 3)
Сшивка шпона (этап 3)
Сшивка шпона используется для:
Соединения шпона в большие размеры, такие как 1300 * 2600 мм,
Обрезать края шпона и сшивать их вместе, чтобы не было зазора между шпоном.
Значительно улучшить качество фанеры.
Используйте машину вместо ручного управления.
Одна машина ежедневно производит около 300 м³
4. Починка шпона (этап 4)
Иногда на поверхности шпона появляются некоторые дыры, необходимо их залатать для обновления. Много лет назад этот процесс использовался вручную, тратя больше времени и снижая эффективность, теперь все больше и больше заводов выбирают машину вместо ручной.
Один станок может починить около 30 куб.
5. Этап клеенанесения (этап 5)
По поверхности шпона необходимо распределить клей, один шпон с клеем, один без клея, укладывая их один за другим.
Один станок может обслуживать четыре оператора укладки.
6. Линия укладки шпона, формирования пакетов. (этап 6)
Используется для укладки шпона и формирование пачек.
Общая длина участка составляет около 25 м.
Обслуживается 6-10 человек в зависимости от объема производства.
7. Участок подпресовки. Холодный пресс. (этап 7)
После процесса укладки шпон необходимо поместить в пресс холодного прессования, время прессования зависит от толщины шпона и качества клея. Как правило, один холодный пресс можно согласовать с одним прессом горячего прессования.
8. Горячее прессование (этап 8).
После холодного прессования, фанеру прессуют в горячем прессе, при высоком давлении и высокой температуре. Процесс прессования в зависимости от толщины фанеры составляет около 20 минут. С учетом времени загрузки и разгрузки, каждый цикл требует около 30 минут, поэтому один пресс может производить около 30 штук фанеры в час.
9. Шпатлевка лицевых поверхностей (этап 9)
Для того, чтобы повысить качество фанеры, поверхность должна быть зашпаклевана. Много лет назад большинство заводов применяли ручную работу, но теперь они применяют станки для высокой эффективности. Мы предлагаем применить полностью автоматическую линию.
10. Калибровально-шлифовальный станок (этап 10)
На большинстве заводов применяется автоматическая шлифовальная линия, но есть и другие модели. Шлифовальные машины также имеют различные модели, одностороннее шлифование и двухстороннее шлифование. Двухстороннее шлифование обладает высокой эффективностью, доска проходит один раз, и обе стороны будут отшлифованы, но цена этой модели намного выше, чем на одно лицо. поэтому на заводе предпочитают использовать автоматическую линию с односторонним шлифовальным станком.
11. Форматирование в размер (этап 11)
Это последний этап фанерного процесса. Форматирование в размер, этот процесс
Форматирование в размер, этот процесс
может выполняться на автоматической линии, не требует оператора, позволит сэкономить и повысить эффективность.
Дополнительное оборудование
| № | Наименование | Описание | Кол-во | Фото |
| 1 | Заточной станок | Заточка ножей для лущильного станка | 1 | |
| 2 | Подъемный стол | Для сушки 2 комплекта, для сшивка шпона 1 комплект, для горячего пресса 2 комплекта, для шлифовальная 2 комплекта, для клеевой участок 2 комплекта. | 9 | |
| 3 | Устройство разворота пачки | Используется для шлифовальной машины, чтобы перевернуть пачки фанеры | 1 | |
| 4 | Погрузчик | 2 |
Дыхательный пресс для производства фанеры
Изобретение относится к дыхательным прессам для производства фанеры и имеет целью полную автоматизацию его работы. Для этого плиты дыхательного пресса получают прямолинейно-возвратное движение от рычажно-червячного механизма, который управляется от часового автомата, посредством реле, производящего пуск и остановку, а также посредством фрикциона, осуществляющего переключение с одного направления хода на другое.
Для этого плиты дыхательного пресса получают прямолинейно-возвратное движение от рычажно-червячного механизма, который управляется от часового автомата, посредством реле, производящего пуск и остановку, а также посредством фрикциона, осуществляющего переключение с одного направления хода на другое.
На фиг. 1 изображена общая схема устройства, автоматизирующего работу дыхательного пресса, на фиг. 2 — часовой автомат, составляющий часть этого устройства, и на фиг. 3 — схема расположения плит пресса в момент их разжатия, сжатия и переключения.
Рычаг дыхательного пресса вместо обычно применяемого эксцентрика приводится в движение (качается) шатуном 2 от штанги 3, оканчивающейся червяком, который сцепляется с шестерней 4 с внутренней червячной резьбой. Шестерня 4 получает вращение от шестерни 5 и фрикционного диска 6.
При вращении фрикционного диска 6 в различные стороны получается сближение и раздвижение плит, т.е. прямолинейно-возвратное движение плит. Это попеременное вращение фрикционного диска 6 в разные стороны осуществляется прижиманием к нему то одного, то другого конических фрикционов 7 и 8, сидящих на валу 9 электродвигателя 10. Пружины 12 стремятся удерживать фрикционы 7 и 8 в выключенном состоянии.
Это попеременное вращение фрикционного диска 6 в разные стороны осуществляется прижиманием к нему то одного, то другого конических фрикционов 7 и 8, сидящих на валу 9 электродвигателя 10. Пружины 12 стремятся удерживать фрикционы 7 и 8 в выключенном состоянии.
Реле 11, к которому в нужные отрезки времени подается ток различного направления от автомата, управляющего работой пресса, вызывает прижимание к диску 6 одного или другого из фрикционов 7 и 8.
Автомат состоит из сменного диска 18, приводимого во вращение с постоянной скоростью от часового механизма 20 через фрикционный диск 19. Передвижением диска 19 вдоль шкалы 21 устанавливается скорость автомата, необходимая для данных условий работы. На периферии диска 18 расположены в два ряда контакты 16 и 17, показанные на фиг. 1 в развернутом виде. Контакты 16 выполнены Г-образной формы и имеют так же, как и контакты 17, различную длину. Длинные контакты относятся к периоду сближения плит, причем длина контакта определяет продолжительность сжатия, а короткие контакты относятся к периоду раздвигания плит.
Следование подряд двух пар длинных контактов в двух местах периферии диска 18 относится к периоду переключения пресса, для чего один из контактов Г-образной формы имеет широкий выступ П.
От реле 11 к контактам 17 идет провод А, а к контактам 16 — провод Б, который имеет ответвление В. Провод В может быть отключен собачкой 14 от контакта 15. Собачка 14 приводится в действие гребенкой 13, помещенной на штанге 3. Провод В касается длинной части контакта 16, а провод Б — короткой выступающей части Г-образного контакта 16.
Действие автоматического управления пресса происходит следующим образом.
Реле 11, получив ток по проводам А и Б через выступ П контакта 16 и контакта 17 первой пары контактов, прижимает к диску 6 фрикцион 8. Контакт 16 провода В в это время разомкнут собачкой 14. Когда гребенка 13 передвинется и собачка 14 замкнет контакты 15 провода В, то некоторое время ток еще идет по проводам В и Б, но затем выступающая часть Г-образного контакта 16 кончается, провод Б выключается, ток продолжает итти только по проводам А и В до тех пор, пока гребенка 13 не дойдет до крайнего положения и снова не разомкнет собачкой 14 контакт 15. Это соответствует полному смыканию нечетных промежутков между плитами пресса и продолжается до тех пор, пока не начнет действовать следующая пара более коротких контактов 16 и 17, давая в цепь реле 11 ток противоположного направления и заставляя нечетные промежутки между плитами размыкаться. Смыкание и размыкание нечетных промежутков продолжается, таким образом, до тех пор, пока не подойдет пара контактов с более широким выступом П. Ширина этого выступа П рассчитана таким образом, чтобы ток поступал по проводу Б в течение времени, достаточного для прохода собачкой с среднего выступа гребенки 13, вследствие чего плиты будут размыкаться дальше, до смыкания четных промежутков. Затем повторяется цикл «дыхания» четных промежутков и т.д. Гребенка 22 и собачка-контакт 23 служат предохранителем для выключения электродвигателя 10 в случае аварии автомата.
Это соответствует полному смыканию нечетных промежутков между плитами пресса и продолжается до тех пор, пока не начнет действовать следующая пара более коротких контактов 16 и 17, давая в цепь реле 11 ток противоположного направления и заставляя нечетные промежутки между плитами размыкаться. Смыкание и размыкание нечетных промежутков продолжается, таким образом, до тех пор, пока не подойдет пара контактов с более широким выступом П. Ширина этого выступа П рассчитана таким образом, чтобы ток поступал по проводу Б в течение времени, достаточного для прохода собачкой с среднего выступа гребенки 13, вследствие чего плиты будут размыкаться дальше, до смыкания четных промежутков. Затем повторяется цикл «дыхания» четных промежутков и т.д. Гребенка 22 и собачка-контакт 23 служат предохранителем для выключения электродвигателя 10 в случае аварии автомата.

Федеральная таможенная служба
По данным таможенной статистики в январе-декабре 2021 года внешнеторговый оборот России[1] составил 789,4 млрд долл. США и по сравнению с январем-декабрем 2020 года увеличился на 37,9%.
Сальдо торгового баланса сложилось положительное в размере 197,3 млрд долл. США, что на 92,6 млрд долл. США больше чем в январе-декабре 2020 года.
Экспорт России[2] в январе-декабре 2021 года составил 493,3 млрд долл. США и по сравнению с январем-декабрем 2020 года увеличился на 45,7%. На долю стран дальнего зарубежья приходилось 86,9%, на страны СНГ – 13,1%.
Основой российского экспорта в январе-декабре 2021 года традиционно являлись топливно-энергетические товары, удельный вес которых в товарной структуре экспорта составил 54,3% (в январе-декабре 2020 года – 49,7%). В товарной структуре экспорта в страны дальнего зарубежья доля этих товаров составила 58,5% (в январе-декабре 2020 года – 53,9%), в страны СНГ – 26,4% (24,7%).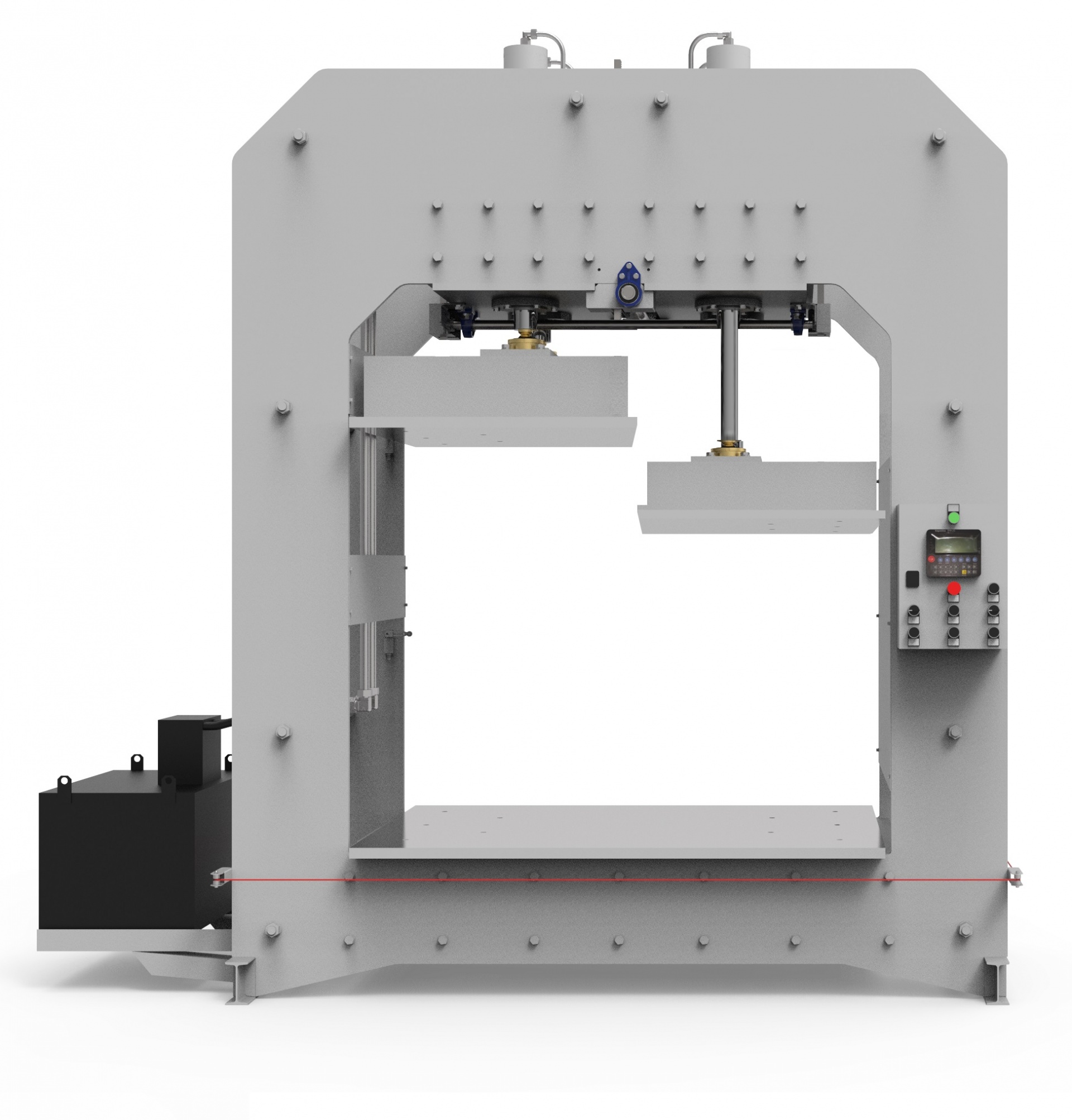 По сравнению с январем-декабрем 2020 года стоимостный объем топливно-энергетических товаров возрос на 59,3%, а физический остался на уровне января-декабря прошлого года. В экспорте товаров топливно-энергетического комплекса возросли физические объемы электроэнергии в 1,9 раза, керосина – на 28,3%, угля каменного – на 6,4%, газа природного – на 0,5%. Вместе с тем снизились физические объемы поставок бензина автомобильного на 24,5%, нефти сырой – на 3,8%.
По сравнению с январем-декабрем 2020 года стоимостный объем топливно-энергетических товаров возрос на 59,3%, а физический остался на уровне января-декабря прошлого года. В экспорте товаров топливно-энергетического комплекса возросли физические объемы электроэнергии в 1,9 раза, керосина – на 28,3%, угля каменного – на 6,4%, газа природного – на 0,5%. Вместе с тем снизились физические объемы поставок бензина автомобильного на 24,5%, нефти сырой – на 3,8%.
В общем стоимостном объеме экспорта доля металлов и изделий из них в январе-декабре 2021 года составила 10,4% (в январе-декабре 2020 года – 10,3%). В товарной структуре экспорта в страны дальнего зарубежья доля этих товаров составила, как и в январе-декабре 2020 года, 9,8%, в страны СНГ – 14,4% (в январе-декабре 2020 года – 13,8%). По сравнению с январем-декабрем 2020 года стоимостный объем экспорта товаров возрос в 1,5 раза, а физический – на 7,9%. Возросли физические объемы экспорта черных металлов на 15,0%, в том числе полуфабрикатов из железа и нелегированной стали – на 15,0%, проката плоского из железа и нелегированной стали – на 11,6%. Поставки меди и медных сплавов снизились на 40,3%, чугуна – на 6,0%.
Поставки меди и медных сплавов снизились на 40,3%, чугуна – на 6,0%.
Доля экспорта продукции химической промышленности в январе-декабре 2021 года составила 7,7% (в январе-декабре 2020 года – 7,1%). В товарной структуре экспорта в страны дальнего зарубежья доля этих товаров составила 6,7% (в январе-декабре 2020 года – 5,9%), в страны СНГ – 14,1% (14,0%). По сравнению с январем-декабрем прошлого года стоимостный объем экспорта этой продукции возрос на 34,8%, а физический – на 0,6%. Возросли физические объемы экспорта пластмасс и изделий из них на 18,0%, каучука и резины – на 11,0%, удобрений – на 9,9%, мыла и моющих средств – на 3,1%, а объемы поставок фармацевтической продукции снизились на 5,6%.
Доля экспорта продовольственных товаров и сырья для их производства в товарной структуре экспорта в январе-декабре 2021 года составила 7,3% (в январе-декабре 2020 года – 8,8%). В товарной структуре экспорта в страны дальнего зарубежья доля этих товаров составила 6,5% (в январе-декабре 2020 года – 8,0%), в страны СНГ – 12,7% (13,6%). По сравнению с январем-декабрем 2020 года стоимостные объемы поставок этих товаров возросли на 21,4%, а физические объемы снизились на 10,4%. Снизились объемы поставок масла подсолнечного на 15,1%, пшеницы и меслина – на 14,4%, ячменя – на 14,2%, рыбы свежей и мороженной – на 12,2%, свинины свежей и мороженной – на 0,3%. При этом возросли физические объемы экспорта молока и сливок на 24,0%, сыров и творога – на 17,0%, мяса свежего и мороженного – на 6,6%, мяса домашней птицы – на 3,4%.
По сравнению с январем-декабрем 2020 года стоимостные объемы поставок этих товаров возросли на 21,4%, а физические объемы снизились на 10,4%. Снизились объемы поставок масла подсолнечного на 15,1%, пшеницы и меслина – на 14,4%, ячменя – на 14,2%, рыбы свежей и мороженной – на 12,2%, свинины свежей и мороженной – на 0,3%. При этом возросли физические объемы экспорта молока и сливок на 24,0%, сыров и творога – на 17,0%, мяса свежего и мороженного – на 6,6%, мяса домашней птицы – на 3,4%.
Доля экспорта машин и оборудования в январе-декабре 2021 года составила 6,6% (в январе-декабре 2020 года – 7,5%). В товарной структуре экспорта в страны дальнего зарубежья доля этих товаров составила 4,9% (в январе-декабре 2020 года – 5,5%), в страны СНГ – 18,3% (19,3%). По сравнению с январем-декабрем 2020 года стоимостный объем экспорта товаров возрос на 29,9%. Возросли объемы поставок электрического оборудования на 40,1%, оборудования механического – на 29,3%, инструментов и аппаратов оптических – на 14,0%, средств наземного транспорта, кроме железнодорожного – на 11,5%. Физические объемы поставок легковых автомобилей выросли на 37,2%, а грузовых автомобилей – на 10,2%.
Физические объемы поставок легковых автомобилей выросли на 37,2%, а грузовых автомобилей – на 10,2%.
Доля экспорта лесоматериалов и целлюлозно-бумажных изделий в январе-декабре 2021 года составила 3,5% (в январе-декабре 2020 года – 3,7 %). В товарной структуре экспорта в страны дальнего зарубежья доля этих товаров составила 3,2% (в январе-декабре 2020 года – 3,5%), в страны СНГ – 4,8% (4,7%). Стоимостной объем экспорта данной товарной группы возрос на 37,4%, а физический сократился на 4,1%. При этом возросли физические объемы поставок фанеры клееной на 5,1%, а физические объемы экспорта бумаги газетной снизились на 13,2%, необработанных лесоматериалов – на 10,2%, пиломатериалов – на 6,4%.
Импорт России[3] в январе-декабре 2021 года составил 296,1 млрд долл. США и по сравнению с январем-декабрем 2020 года увеличился на 26,5%. На долю стран дальнего зарубежья приходилось 89,3%, на страны СНГ – 10,7%.
В товарной структуре импорта наибольший удельный вес приходился на машины и оборудование – 49,2% (в январе-декабре 2020 года – 47,6%). В товарной структуре импорта из стран дальнего зарубежья доля этих товаров составила 52,6% (в январе-декабре 2020 года – 50,8%), из стран СНГ – 20,7% (21,2%). Стоимостный объем ввоза этой продукции по сравнению с январем-декабрем 2020 года увеличился на 30,8%, в том числе механического оборудования – на 25,9%, электрического оборудования – на 21,8%, инструментов и аппаратов оптических – на 6,9%. Возрос физический объем импорта легковых и грузовых автомобилей в 1,4 раза.
В товарной структуре импорта из стран дальнего зарубежья доля этих товаров составила 52,6% (в январе-декабре 2020 года – 50,8%), из стран СНГ – 20,7% (21,2%). Стоимостный объем ввоза этой продукции по сравнению с январем-декабрем 2020 года увеличился на 30,8%, в том числе механического оборудования – на 25,9%, электрического оборудования – на 21,8%, инструментов и аппаратов оптических – на 6,9%. Возрос физический объем импорта легковых и грузовых автомобилей в 1,4 раза.
Удельный вес продукции химической промышленности в товарной структуре импорта в январе-декабре 2021 года остался на уровне аналогичного периода прошлого года и составил 18,3%. В товарной структуре импорта из стран дальнего зарубежья и из стран СНГ доля этих товаров также сохранилась на уровне января-декабря 2020 года и составила 18,8% и 14,0% соответственно. По сравнению с январем-декабрем 2020 года стоимостный объем ввоза продукции химической промышленности увеличился на 26,7%, а физический – на 6,5%. При этом, возросли физические объемы поставок фармацевтической продукции на 20,8%, каучука, резины и изделий из них – на 14,7%, пластмасс и изделий из них – на 12,4%, продуктов органической химии – на 7,1%, удобрений – на 5,5%, продуктов неорганической химии – на 2,5%, мыла и моющих средств на – 2,1%.
Доля импорта продовольственных товаров и сырья для их производства в январе-декабре 2021 года составила 11,6% (в январе-декабре 2020 года – 12,8%). В товарной структуре импорта из стран дальнего зарубежья доля этих товаров составила 10,3% (в январе-декабре 2020 года – 11,3%), из стран СНГ – 22,3% (25,2%). Стоимостный объем импорта продовольственных товаров и сырья для их производства в январе-декабре 2021 года возрос на 14,1%, а физический – на 4,4%. Поставки рыбы свежей и мороженой увеличились на 9,9%, масла подсолнечного – на 7,3%, сыров и творога – на 4,1%. При этом снизились физические объемы поставок молока и сливок – на 21,5%, мяса свежего и мороженного – на 17,2%.
Удельный вес металлов и изделий из них в товарной структуре импорта в январе-декабре 2021 года составил 6,9% (в январе-декабре 2020 года – 6,8%). В товарной структуре импорта из стран дальнего зарубежья доля этих товаров составила 5,7% (в январе-декабре 2020 года – 6,0%), из стран СНГ – 16,9% (13,7%). Стоимостной объем данной товарной группы возрос по сравнению с январем-декабрем 2020 года на 28,3%, а физический – на 5,0%. Возросли физические объемы поставок металлоконструкций из черных металлов на 14,1%, крепежной арматуры и фурнитуры – на 13,5%, проката плоского из железа и нелегированной стали – на 5,6%. Физические объемы ввоза труб сократились на 11,3%.
Возросли физические объемы поставок металлоконструкций из черных металлов на 14,1%, крепежной арматуры и фурнитуры – на 13,5%, проката плоского из железа и нелегированной стали – на 5,6%. Физические объемы ввоза труб сократились на 11,3%.
Удельный вес текстильных изделий и обуви в январе-декабре 2021 года составил 5,8% (в январе-декабре 2020 года – 6,3%). В товарной структуре импорта из стран дальнего зарубежья доля этих товаров составила 5,5% (в январе-декабре 2020 года – 6,1%), из стран СНГ – 8,0% (7,6%). Стоимостный объем товаров данной группы возрос на 16,2%, а физический объем – на 11,5%.
Доля импорта топливно-энергетических товаров в январе-декабре 2021 года осталась на уровне аналогичного периода 2020 года и составила 0,8%. В товарной структуре импорта из стран дальнего зарубежья доля этих товаров составила 0,5% (в январе-декабре 2020 года – 0,5%), из стран СНГ – 3,2% (3,5%). Стоимостной объем данной товарной группы по сравнению с аналогичным периодом прошлого года возрос на 31,0%, а физический снизился на 3,4%.
В страновой структуре внешней торговли России на долю Европейского Союза в январе-декабре 2021 года приходилось 35,9% российского товарооборота (в январе-декабре 2020 года – 33,8%), на страны АТЭС – 33,3% (33,8%), на страны СНГ – 12,2% (12,9%), на страны ЕАЭС – 8,8% (9,1%).
Основными торговыми партнерами России в январе-декабре 2021 года среди стран дальнего зарубежья были: Китай, товарооборот с которым составил 140,7 млрд долл. США (135,2% к январю-декабрю 2020 года), Германия – 57,0 млрд долл. США (135,7%), Нидерланды – 46,4 млрд долл. США (162,6%), США – 34,4 млрд долл. США (143,6%), Турция – 33,0 млрд долл. США (157,0%), Италия – 31,4 млрд долл. США (154,7%), Республика Корея – 29,9 млрд долл. США (152,2%), Соединенное Королевство – 26,7 млрд долл. США (3,4%), Польша – 22,5 млрд долл. США (156,2%), Франция – 22,0 млрд долл. США (172,8%).
Объемы торговли со странами СНГ в январе-декабре 2020-2021 гг. приведены ниже:
млн долл. США
|
СТРАНА |
ЭКСПОРТ |
ИМПОРТ |
||
|
Январь-декабрь 2020 г. |
Январь-декабрь 2021 г. |
Январь-декабрь 2020 г. |
Январь-декабрь 2021 г. |
|
|
АЗЕРБАЙДЖАН |
2074,6 |
2323,0 |
813,8 |
1031,7 |
|
АРМЕНИЯ |
1660,5 |
1893,0 |
646,5 |
710,0 |
|
БЕЛАРУСЬ* |
16939,8 |
23281,9 |
13156,7 |
16224,9 |
|
КАЗАХСТАН |
14051,5 |
18477,7 |
5054,8 |
7143,3 |
|
КЫРГЫЗСТАН |
1456,9 |
2153,7 |
240,2 |
333,3 |
|
МОЛДОВА, РЕСПУБЛИКА |
954,1 |
1755,4 |
353,2 |
412,4 |
|
ТАДЖИКИСТАН |
795,5 |
1114,1 |
42,6 |
98,4 |
|
ТУРКМЕНИСТАН |
649,5 |
725,4 |
320,7 |
139,7 |
|
УЗБЕКИСТАН |
4659,6 |
5204,9 |
1221,8 |
1694,8 |
|
УКРАИНА |
6310,5 |
8129,5 |
3694,2 |
4154,8 |

* Включены досчеты на неучтенные объемы взаимной торговли Российской Федерации с Республикой Беларусь.
[1] Во внешнеторговый оборот России включены рыба и морепродукты Российской Федерации не подлежащие доставке для таможенного оформления на территории РФ; бункерное топливо, горючее, продовольствие и материалы, приобретенные за пределами территории РФ; товары и транспортные средства, ввезенные физическими лицами; досчеты на неучтенные объемы взаимной торговли со странами ЕАЭС.
[2] В экспорт России включены рыба и морепродукты Российской Федерации не подлежащие доставке для таможенного оформления на территории РФ; досчеты на неучтенные объемы взаимной торговли со странами ЕАЭС.
[3] В импорт России включены бункерное топливо, горючее, продовольствие и материалы, приобретенные за пределами территории РФ; товары и транспортные средства, ввезенные физическими лицами; досчеты на неучтенные объемы взаимной торговли со странами ЕАЭС.
Жителям Балашихи рассказали, что акция «Подари вторую жизнь своей елке!» завершится 15 февраля в Подмосковье — БОЛЬШАЯ БАЛАШИХА
В рамках губернаторского проекта «Зима в Подмосковье» Министерство жилищно-коммунального хозяйства Московской области, совместно с Ассоциациями председателей советов МКД и общественного контроля в сфере ТКО проводят экологическую акцию «Подари вторую жизнь своей елке!», которая завершится 15 февраля, сообщает пресс-служба ведомства.
«Наша задача, помимо заботы об экологии, создать комфортные условия для жителей, избежать захламления крупногабаритными отходами контейнерных площадок многоквартирных домов, поддержать на них порядок», — сказал министр подмосковного ЖКХ Антон Велиховский.
С начала акции в пункты приема поступило порядка 60 тыс. новогодних деревьев. Весь объем собранных елей напрямую отправляется на вторичную переработку.
Увеличить объем отходов для переработки вторсырья и правильно утилизировать новогодние ели – главная цель мероприятия. Деревья перерабатывают в щепу, которую используют в качестве компоста и производства почвогрунта, применяемых при высадке новых елей в рамках областных акций «Посади свое дерево» и «Лес Победы», часть идет на производство фанеры, которую используют в производстве элементов для новых детских площадок, а также на корм животным. Также раздробленная щепа применяется для биофильтров с бактериями при дегазации закрытых полигонов Московской области.
Всего в Московской области открыто более 230 специальных брендированных пункта приема елей. Также жители Московской области смогут привезти свои ели на 58 площадок «Мегабак», расположенных в 55 городских округах. Ближайшую к дому площадку можно найти на интерактивной карте на сайтах Правительства Московской области, Министерства жилищно-коммунального хозяйства Московской области, муниципалитетов региона, а также на сайтах проекта «Мегабак», Ассоциации председателей советов многоквартирных домов региона и Ассоциации общественного контроля в сфере ТКО.
Также жители Московской области смогут привезти свои ели на 58 площадок «Мегабак», расположенных в 55 городских округах. Ближайшую к дому площадку можно найти на интерактивной карте на сайтах Правительства Московской области, Министерства жилищно-коммунального хозяйства Московской области, муниципалитетов региона, а также на сайтах проекта «Мегабак», Ассоциации председателей советов многоквартирных домов региона и Ассоциации общественного контроля в сфере ТКО.
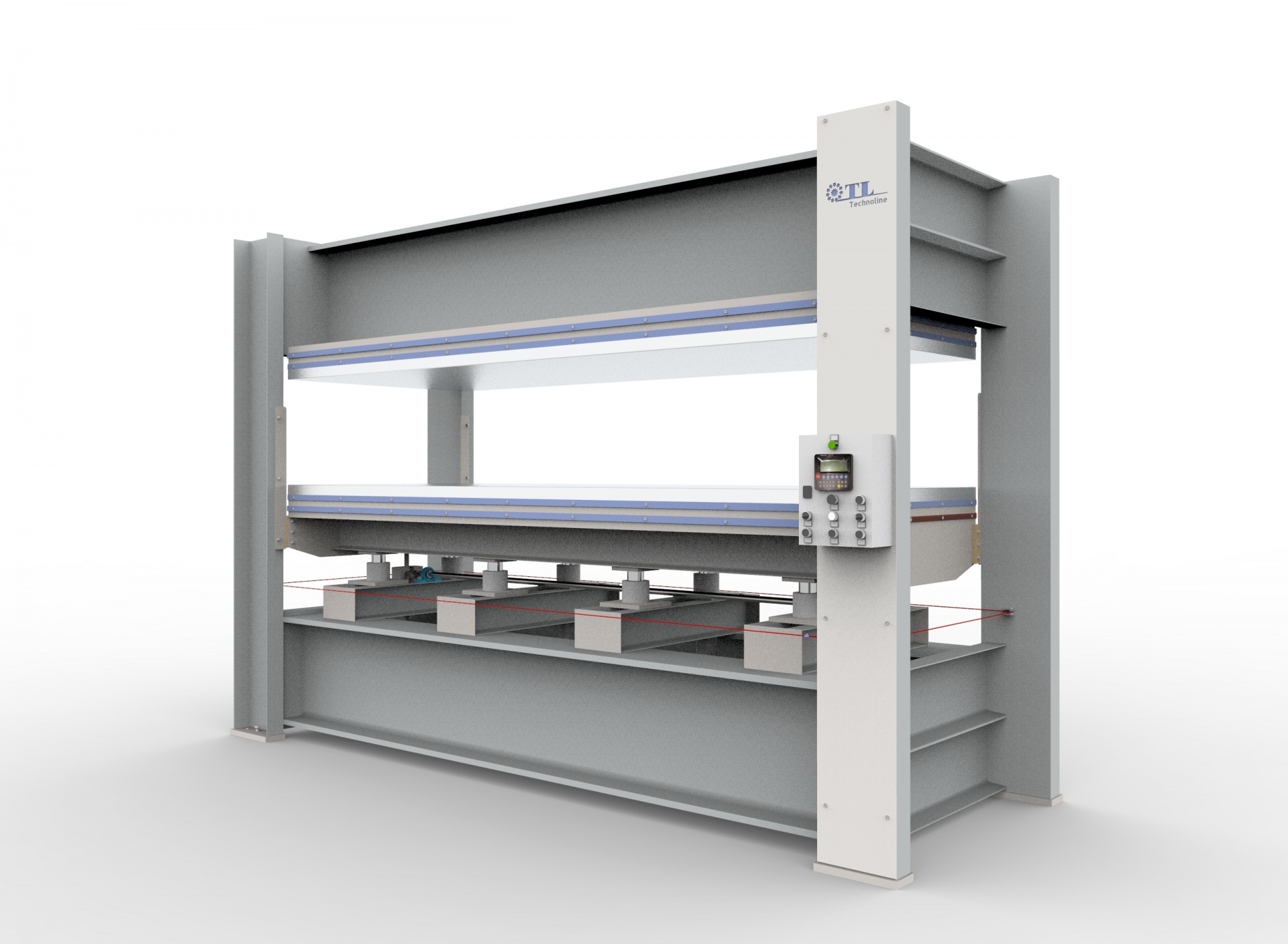
Фанерный пресс — Lien Chieh Machinery
Фанерный пресс LCM
Вес: 500 тонн, 35 отверстий
Площадь балки: 1370 x 2590 мм
Функция
- Очень точное и надежное нажатие
- Универсальная производительность
- Множество встроенных функций безопасности
- Дополнительная автоматическая конвейерная система
- Обработка панелей всех размеров и толщин
Lien Chieh может производить широкий спектр фанерных прессов и полное производство фанерных прессов. линии, способные обрабатывать широкий диапазон размеров и толщин панелей.Мы предлагаем как горячую, так и холодную
фанерные прессы, которые можно использовать для обработки фанерных листов и другой специализированной фанеры
Приложения.
линии, способные обрабатывать широкий диапазон размеров и толщин панелей.Мы предлагаем как горячую, так и холодную
фанерные прессы, которые можно использовать для обработки фанерных листов и другой специализированной фанеры
Приложения.
Все наши фанерные прессы известны своей точностью, простотой использования и способностью удовлетворить самые высокие требования. требования производства. Благодаря множеству специальных функций и возможности высокоскоростной загрузки и разгрузки фанера Прессы, разработанные Lien Chieh, действительно помогают клиентам повысить производительность, производительность и качество продукции.
Фанерные прессы в основном используются для прессования листов фанеры, которые обычно используются в строительстве. и другие смежные отрасли. Благодаря контролю толщины панели и множеству различных настраиваемых опций наша фанера прессы уже установлены по всему миру.
Артикул
LCM предлагает прессы для горячей фанеры с максимальной производительностью от 500 до 800 тонн и прессы для холодной фанеры с
Максимальная грузоподъемность от 500 до 750 тонн. Мы можем изготовить фанерные прессы на заказ с количеством отверстий до 50.
и размеры плиты либо 5 футов х 5 футов, либо 4 фута х 8 футов.
Мы можем изготовить фанерные прессы на заказ с количеством отверстий до 50.
и размеры плиты либо 5 футов х 5 футов, либо 4 фута х 8 футов.
| 600 тонн 35 отверстий Горячий пресс с конвейерной системой загрузки установлен в России. | Вес: 500 тонн Площадь плиты: 1800 x 1700 мм |
Приложение
Фанерные прессы чаще всего используются для высокоскоростного прессования и обработки фанерных панелей, которые используется преимущественно в строительной отрасли.Эти панели или листы очень прочны по сравнению с их весом и поэтому предлагают отличную поддержку и прочность для широкого спектра применений.
HD-видео
Спецификация
LCM может производить как горячие, так и холодные прессы для фанеры с широким диапазоном отверстий, мощностей и
другие спецификации. Грузоподъемность обычно составляет от 500 до 800 тонн, однако ее можно регулировать.
в соответствии с требованиями заказчика.Кроме того, мы также можем настроить размер хода, давление и расстояние.
между пластинами, поэтому обязательно свяжитесь с нами для получения более подробной информации.
Грузоподъемность обычно составляет от 500 до 800 тонн, однако ее можно регулировать.
в соответствии с требованиями заказчика.Кроме того, мы также можем настроить размер хода, давление и расстояние.
между пластинами, поэтому обязательно свяжитесь с нами для получения более подробной информации.
| Горячий пресс | № открытия | Вместимость | Давление агрегата | Ход | Область стола |
| тонна | кг/см 2 | мм | мм | ||
| 1~15 | 500~800 | 19~23 | 750~18000 | 5 x 5 футов или 4 x 8 футов | |
| 20 | 500~800 | 19~23 | 1000~2400 | 5 x 5 футов или 4 x 8 футов | |
| 25 | 500~800 | 19~23 | 1250~3000 | 5 x 5 футов или 4 x 8 футов | |
| 30 | 500~800 | 19~23 | 1500~3600 | 5 x 5 футов или 4 x 8 футов | |
| 35 | 500~800 | 19~23 | 1750~4200 | 5 x 5 футов или 4 x 8 футов | |
| 40 | 500~800 | 19~23 | 2000~4800 | 5 x 5 футов или 4 x 8 футов | |
| 45 | 500~800 | 19~23 | 2250~5400 | 5 x 5 футов или 4 x 8 футов | |
| 50 | 500~800 | 19~23 | 2500~6000 | 5 x 5 футов или 4 x 8 футов | |
| Холодный пресс | Модель | Вместимость | Давление | Давление | Ход |
| ЛК-500 | 500 | Пожалуйста, укажите | |||
| ЛК-750 | 750 | ||||
| Горячий пресс | №открытия | Расстояние между плитой | Возрастающая скорость | Скорость снижения |
| мм | мм/мин | мм/мин | ||
| 1~15 | 50~120 | 10000 | 10000 | |
| 20 | 50~120 | 12000 | 12000 | |
| 25 | 50~120 | 12000 | 12000 | |
| 30 | 50~120 | 12000 | 12000 | |
| 35 | 50~120 | 12000 | 12000 | |
| 40 | 50~120 | 14000 | 14000 | |
| 45 | 50~120 | 16000 | 16000 | |
| 50 | 50~120 | 18000 | 18000 | |
| Холодный пресс | Модель | Ход | Зона поддержки | Зона поддержки |
| ЛК-500 | Пожалуйста, укажите | |||
| ЛК-750 | ||||
Изделия гидравлического фанерного пресса
- Фанерный пресс Введение
- Наш ассортимент Гидравлический пресс: Фанерный пресс, Гидравлический фанерный пресс, Фанерные прессы
« Верх »
| GEELONG производит и продает полностью автоматический станок для горячего прессования фанеры на 30-40 слоев. Он может автоматически загружать и укладывать фанеру.он использует гидравлическую систему подъема и опускания. 40-слойная полностью автоматическая машина для горячего прессования фанеры Спецификация:
Если вы хотите получить более подробную информацию, пожалуйста, свяжитесь с нами: МОБИЛЬНЫЙ: +8615064931296
|
 и ЭКСП. КО., ООО
и ЭКСП. КО., ООО (два входа и два выхода)
(два входа и два выхода)
 youtube.com/embed/dQ-c9MWZ2Rk» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/dQ-c9MWZ2Rk» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
|
|
 youtube.com/embed/fuk5bFxuLNM?loop=1&playlist=fuk5bFxuLNM»/>
youtube.com/embed/fuk5bFxuLNM?loop=1&playlist=fuk5bFxuLNM»/> 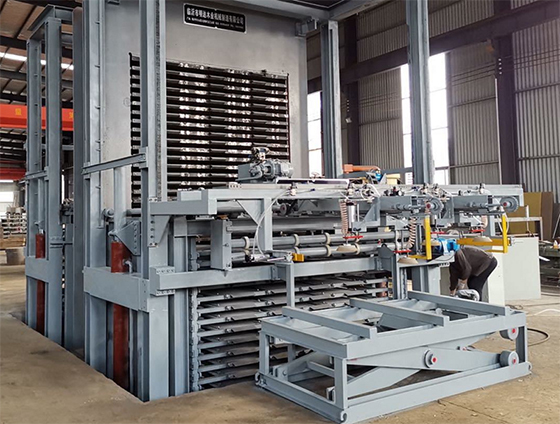
Freres Lumber устанавливает первый горизонтальный фанерный пресс в Северной Америке
LYONS, Ore.– Компания Freres Lumber Co. Inc. заявила, что является первым производителем в Северной Америке, установившим и эксплуатирующим горизонтальный пресс Taihei модели P25-AB, горизонтальный горячий пресс для ламинирования фанеры после процессов склеивания и предварительного прессования. Пресс был установлен между Днем Благодарения и Рождеством и полностью заработал 17 декабря.
Freres заявила, что уже пожинает плоды технологии горизонтального прессования. По данным компании, горизонтальный пресс отличается от обычных вертикальных прессов тем, что нагревательные пластины устанавливаются вертикально и оказывают давление на фанеру горизонтально.По словам компании, эффективность производства повышается, а горизонтальный формат обеспечивает максимальную равномерность контактного давления, его проще устанавливать и обслуживать, он безопаснее и энергоэффективнее, чем обычные вертикальные прессы США. Горизонтальный пресс также имеет автоматическую систему подачи и не требует специального оператора.
Горизонтальный пресс предназначен для производства 10-футовой фанеры, что даст возможность производить панели большой длины в будущем, хотя компания заявила, что в настоящее время не планирует этого делать.Кроме того, новая система занимает мало места по сравнению с количеством плит, что позволяет Freres установить пресс с 60 отверстиями вместо ранее установленного пресса с 24 отверстиями.
«Мы стремимся инвестировать в передовые технологии, чтобы поддерживать актуальность и конкурентоспособность Freres, и всегда смотрим в будущее при принятии решений по оборудованию и продуктам», — сказал Кайл Фререс, вице-президент по операциям Freres Lumber. «Этот новый горизонтальный пресс расширит ассортимент продукции, которую мы можем предложить, за счет освобождения двух других прессов для дополнительной продукции от нашего распределителя и нашей линии PLV (параллельно-ламинированного шпона).
Компания Taihei, базирующаяся в Аити, Япония, разработала и произвела пресс. Монтажные бригады были наняты на месте, но Тайхэй руководил установкой. Taihei имеет местный магазин в Юджине, штат Орегон, и производит другие товары, включая точильные станки, хонинговальные станки и сушилки для шпона.
Компания Freres Lumber, основанная в 1922 году, производит готовые изделия из фанеры, пиломатериалы, шпон и конструкционные композитные пиломатериалы, в том числе фанерные панели (MPP). Компания управляет шестью предприятиями по производству изделий из древесины, в том числе когенерационной.
Компания управляет шестью предприятиями по производству изделий из древесины, в том числе когенерационной.
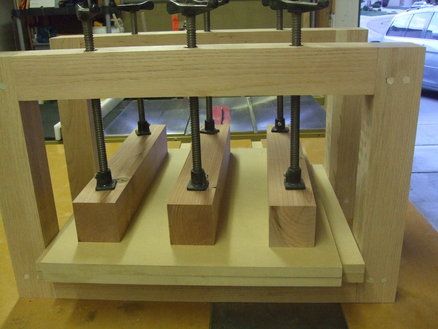
Прессование – древесные плиты
При предварительном прессовании необработанный матрац панели перед поступлением в основной горячий пресс. Доктор Марк Ирле объясняет преимущества
Мой первый опыт модернизации линии по производству древесных плит был получен на заводе Kronospan в Чирке, Великобритания, в 1980-х годах. На исходных линиях использовались однодневные прессы длиной 13 м без предварительного прессования.
Добавление одного дневного холодного предварительного пресса позволило Kronospan увеличить производство со 180 000 м3/год до 216 000 м3, т.е. на 20%.Предварительное прессование сжимает матрац до 50-90% от его сформированной высоты, в зависимости от типа изготавливаемой панели.
Так как матрац предварительного прессования тоньше, прессу периодического действия не нужно так сильно раскрываться, чтобы вместить его. Из этого следует, что прессу не нужно слишком сильно сжиматься, чтобы сжать матрас до желаемой толщины, что также помогает снизить вероятность преждевременного отверждения, то есть полимеризации клея в поверхностных слоях до того, как будет применено все сжатие. ; и получается рыхлая поверхность.
Из этого следует, что прессу не нужно слишком сильно сжиматься, чтобы сжать матрас до желаемой толщины, что также помогает снизить вероятность преждевременного отверждения, то есть полимеризации клея в поверхностных слоях до того, как будет применено все сжатие. ; и получается рыхлая поверхность.
Пресс может сжать предварительно спрессованный матрас намного быстрее, чем тот, который не был предварительно спрессован, потому что предварительный пресс выдавливает большую часть воздуха из матраса. Этот воздух иногда может привести к выдуванию частиц из боковой части матраса, если на него надавить слишком быстро. Следовательно, общий цикл прессования сокращается, и при заданном горячем прессовании можно изготавливать более толстые панели.
Несмотря на то, что все три основных типа панелей, а именно фанера, ДСП и МДФ, требуют этапа горячего прессования, эти операции сильно различаются и требуют разного предварительного прессования.
Матрас из МДФ имеет наименьшую плотность и, следовательно, наибольшую толщину из трех типов панелей; она может быть в 30-40 раз толще окончательной толщины панели. Чтобы представить это в контексте, 25-миллиметровая панель МДФ будет иметь толщину матраса около 900 мм! ДСП той же конечной толщины будет иметь толщину матраса около 75 мм. Следовательно, из МДФ нужно удалить много воздуха по сравнению с матрацем из ДСП, поэтому секция подачи предварительного пресса МДФ длинная.
Чтобы представить это в контексте, 25-миллиметровая панель МДФ будет иметь толщину матраса около 900 мм! ДСП той же конечной толщины будет иметь толщину матраса около 75 мм. Следовательно, из МДФ нужно удалить много воздуха по сравнению с матрацем из ДСП, поэтому секция подачи предварительного пресса МДФ длинная.
Разницу можно увидеть, сравнив фотографии выше. Оба были любезно предоставлены Диффенбахером, которому я благодарен.
Как МДФ, так и ДСП требуют очень высокого давления во время горячего прессования, чтобы быть уверенным, что достаточное количество частиц или волокон находится в тесном контакте друг с другом, чтобы дать клею возможность склеить их вместе.
Фанера изготовлена из относительно плоских листов шпона и поэтому не требует такого высокого давления. Таким образом, этап допечатной подготовки отличается.Это делается для того, чтобы дать клею немного схватиться и выровнять шпон, чтобы панель можно было поместить между плитами горячего прессования.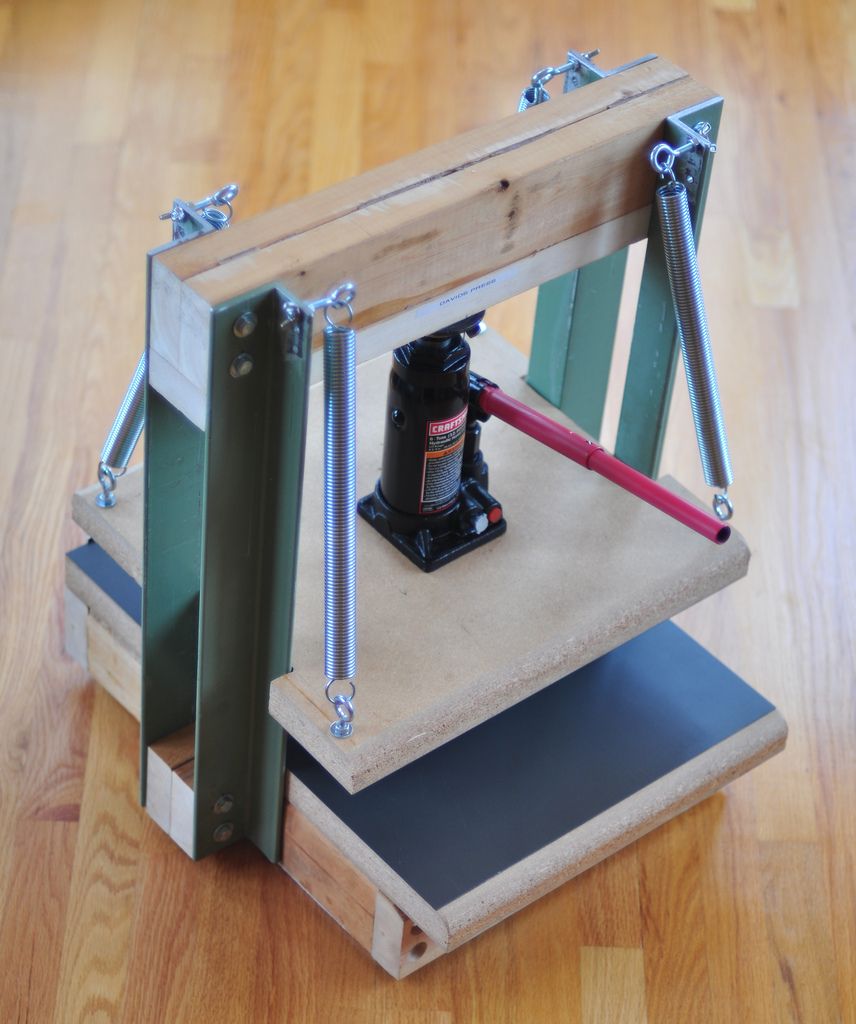
Будет ли «оператор горячего листового фанерного пресса» автоматизирован или заменен роботами?
95% шанс автоматизации
«Оператор горячего фанерного пресса» почти наверняка будет заменен роботами.
Эта вакансия оценивается #622 из #702. Более высокий рейтинг (т. е. меньшее число) означает, что работа с меньшей вероятностью будет заменена.
Хотите поделиться? Нажмите для фейсбук, Твиттер, LinkedIn или СИН. 👍
Должностная инструкция
Эксплуатировать или обслуживать склеивающие машины, использующие клей для соединения изделий для дальнейшей обработки или для формирования готового изделия. Процессы включают соединение листов шпона в фанеру; склеивание бумаги; или соединение деталей из резины и прорезиненной ткани, пластика, искусственной кожи или других материалов.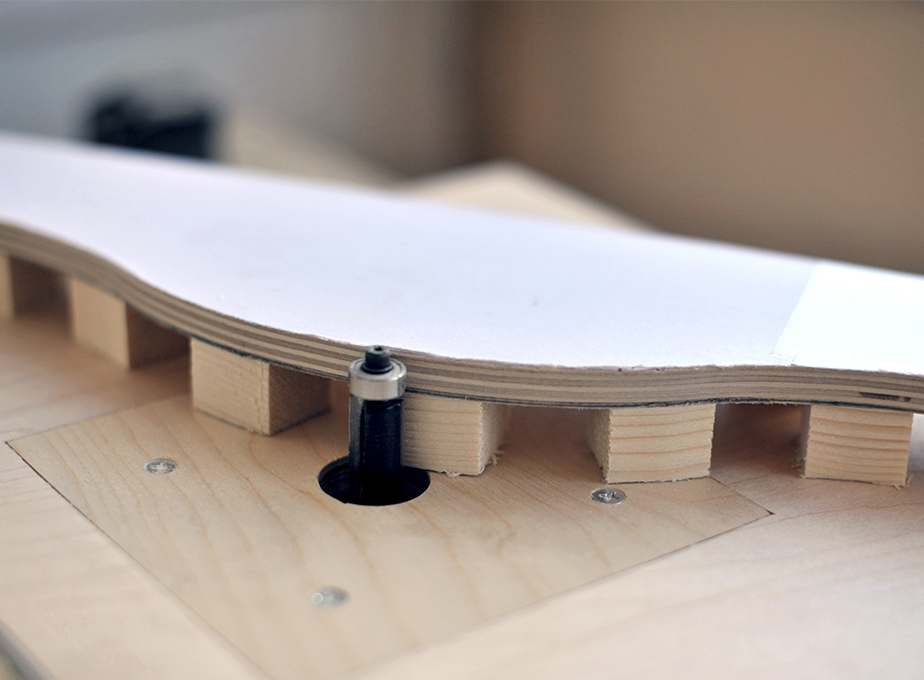
Сведения о работе
- Код SOC (Стандартной классификации профессий): 51-9191.00
- Среднегодовая заработная плата в США составляет $ 34 610,00
- Средняя почасовая заработная плата составляет $ 16,00
- В настоящее время на этой работе занято 16 940 человек
☝️ Информация, основанная на справочной профессии «Операторы клеевых машин и тендеры».
Также известен как…
Задания для «Оператор пресса для горячей фанеры»
- Отмерьте и смешайте ингредиенты для приготовления клея.
- Выровняйте и расположите соединяемые материалы, чтобы обеспечить точное нанесение клея или термосварки.
- Транспортировка материалов, расходных материалов и готовой продукции между складскими и рабочими зонами с использованием вилочных погрузчиков.

- Удаляйте и складывайте готовые материалы или изделия, а также пополняйте запасы соединяемых материалов.
- Чистка и техническое обслуживание машин для склеивания и цементирования с использованием растворов, смазочных материалов, щеток и скребков.
- Устанавливайте или загружайте такие материалы, как бумага, пластмасса, дерево или резина, в механизмы подачи клеевых или клеевых машин.
- Наблюдайте за манометрами, счетчиками и панелями управления, чтобы получить информацию о температуре и давлении оборудования или скорости питателей или конвейеров.
- Нажмите на педали, чтобы опустить электроды, которые нагревают и запечатывают края материала.
- Заполнение машин клеем, цементом или клеями.
- Ведение производственных записей, таких как количество, размеры и толщина обрабатываемых материалов.
- Запускайте машины и поворачивайте клапаны или перемещайте элементы управления для подачи, подачи, нанесения или переноса материалов и клеев, а также для регулировки температуры, давления и времени.
- Удалите застрявшие материалы из машин и при необходимости отрегулируйте компоненты, чтобы возобновить нормальную работу.
- Проверка и измерение готовых материалов или продуктов для проверки соответствия спецификациям с использованием таких измерительных устройств, как рулетки, калибры или штангенциркули.
- Отрегулируйте компоненты машины в соответствии со спецификациями, такими как ширина, длина и толщина материалов, а также требуемое количество клея, цемента или клея.
- Выполнение пробных производственных циклов и внесение необходимых корректировок, чтобы убедиться, что готовая продукция соответствует стандартам и спецификациям.
- Контролируйте работу машины, чтобы обнаруживать неисправности и сообщать или устранять проблемы.
- Чтение рабочих заданий и общение с коллегами для определения настроек и регулировок машин и оборудования, а также спецификаций на поставку и продукцию.



Сопутствующие технологии и инструменты
- Колесные вилочные погрузчики
- Датчики бета
- Машины для склеивания картонных коробок
- Универсальные отвертки
- Насосы для клея
- Рулетки
- Системы склеивания корешка
- Аэрозольные клеевые системы
- Зонды штифтового типа
- Экструзионные ламинаторы
- Питатели клея
- Аппликаторы с волокнистым спреем
- Неметаллические щетки
- Установки для нанесения покрытий горячим расплавом
- Защитные очки
- Контроллер клеевого рисунка
- Динамометрические ключи
- Датчики горячего расплава
- Ультразвуковые резервуары
- Цифровые штангенциркули
- Фальцевально-склеивающие машины
- Наборы угловых торцевых ключей
- Автоматические распределители клея
- Бочковые насосы
- Расплавители клея
- Напорные баки
- Воздушные компрессоры
- Пистолеты для волокнообразования
- Машины для нанесения верхнего слоя
- Аппликаторы горячего расплава
- Скребки для очистки
- Электрические тепловые пушки
- Защитные беруши
- Клеевые счетчики
- Машины для склеивания кромок
- Шланги с клеем-расплавом
- Консоли оператора
- SAP
- Microsoft Word
- Microsoft Excel
- Программное обеспечение ERP для планирования ресурсов предприятия
Как решить распространенные проблемы вздутия, расслоения, коробления и горячего прессования фанеры – Фанера
Как решить распространенные проблемы вздутия, расслоения, коробления и горячего прессования фанеры?
Процесс производства фанеры, горячее прессование играет очень важную роль, сегодня мы поделимся с вами проблемами и решениями горячего прессования.
Как решить распространенные проблемы вздутия, рафинирования, деформирования и горячего прессования фанеры?
1、 Вздутие и локальное рафинирование
Причины следующие:
1. Слишком высокая влажность шпона или неравномерная сушка
2. Слишком много клея
3. Слишком высокая скорость падения давления или слишком высокая температура горячего прессования
4. Недостаточная степень конденсации смолы
5. Недостаточное время горячего прессования
Решения:
1.Влажность шпона должна контролироваться в пределах 8-12%
2. Контролируйте количество клея, чтобы соответствовать технологическим требованиям
3. Скорость второго этапа сброса давления должна быть медленной, а температура горячего прессования должна быть соответствующим образом снижена
4. Проверьте качество смолы
5. Правильное увеличение времени горячего прессования
2、 Низкая прочность сцепления или рафинирование
Причины следующие:
1. Плохое качество клея
Плохое качество клея
2. Недостаточное или неравномерное нанесение клея
3. Если время выдержки слишком велико, раствор клея высох или время выдержки слишком короткое, клей не образует сплошной пленки
4. Давление недостаточное, или температура слишком низкая, или время горячего прессования слишком короткое
5. Заусенцы и канавки на шпоне слишком глубокие, качество резания низкое
6. Слишком высокая влажность шпона
Решения:
1.Проверить качество клея
2. Обратите внимание на умеренное и равномерное количество клея
3. Время старения в основном контролируется
4. Правильно увеличьте давление и температуру или увеличьте время горячего прессования
5. Повышение качества ротационной резки шпона
6. Влажность шпона не должна превышать указанный диапазон
3、 Проникновение
Причины следующие:
1. Качество шпона слишком низкое, задняя трещина слишком большая
2. Клеевой раствор слишком жидкий или слишком большой, а время выдержки слишком короткое
Клеевой раствор слишком жидкий или слишком большой, а время выдержки слишком короткое
3. Слишком высокая температура горячего прессования или слишком высокое давление
Решения:
1. Улучшить качество шпона и уменьшить глубину обратной трещины
2. Увеличьте концентрацию клея, уменьшите количество клея, продлите время старения
3. Уменьшить температуру горячего прессования или единичное давление горячего прессования
4、 Зазор ламинирования основной пластины
Причины следующие:
1.Сердечник не интегрирован, и ручной зазор стержня не контролируется
2. Перемещение и смещение основной пластины во время установки пластины
3. Край пластины сердечника неровный
4. Край основной пластины имеет край листа лотоса или трещину
Решения:
1. Сердцевина укладывается после того, как плита сердцевины изготовлена из цельного листа или склеена и состарена
2. Предотвращение смещения основной пластины при установке пластины
3. Край основной пластины обрезан прямо
Край основной пластины обрезан прямо
4. Улучшите качество резки и сушки несущей плиты, предотвратите появление краев и трещин на листьях лотоса
5、 Деформация
Причины следующие:
1. Структура и технология обработки фанеры не соответствуют принципу симметрии
2. Влажность шпона неоднородна
3. Слишком высокая температура и давление
Решения:
1. Соблюдать принцип симметрии
2.Улучшение качества сушки шпона
3. Правильно снизить температуру и давление
6、 Диапазон допусков фанеры
Причины
1. Слишком много листов горячего прессования в каждом интервале
2. Виниры разной толщины
3. Наклон плиты или наклон плунжера
4. Неверный расчет толщины фанерной заготовки или слишком высокое давление и слишком высокая температура в процессе горячего прессования
Решения:
1.Насколько это возможно, следует использовать процесс горячего прессования одного листа и одного пресса
.
2. Улучшить качество шпона
3. Установка пресса и калибровка до уровня
4. Отрегулировать толщину заготовки, давление и температуру
7、 Углубление пластины
Причины следующие:
1. Опорная пластина имеет неровности
2. Резиновые блоки или посторонние предметы на поверхности опорной плиты
3.Осколки или мелкие предметы зажаты между слоями шпона
Решения:
1. Проверьте и замените опорную плиту
.2. Проверьте и очистите опорную плиту
.3. Будьте осторожны при сопоставлении эмбрионов
Для дефектов фанеры, таких как низкая прочность сцепления, вздутие и частичное обессмоливание при горячем прессовании, суммируются следующие три пункта: 1. Качество шпона должно быть хорошим, а содержание влаги низким; 2. Процесс горячего прессования должен быть разумным; 3.Качество и использование клея должны быть хорошими.
Как решить распространенные проблемы вздутия, рафинирования, деформирования и горячего прессования фанеры?
Однако из-за отсталости рецептуры и технологии некоторых клеевых заводов, а также того факта, что в целях снижения производственных затрат и получения более высокой прибыли многие клеевые заводы используют меньше или вообще не используют органические модификаторы, эквивалентные поливиниловому спирту и меламину, особенно без фанерной основы, что приводит к низкому качеству карбамидоформальдегидного клея, т. е.е., тонкий клей, медленное пленкообразование, длительное время предварительного прессования, плохая прочность сцепления, низкая термостойкость и износостойкость. Высокое содержание формальдегида.
е.е., тонкий клей, медленное пленкообразование, длительное время предварительного прессования, плохая прочность сцепления, низкая термостойкость и износостойкость. Высокое содержание формальдегида.
Фанерные заводы используют только много муки для устранения вышеперечисленных недостатков, что не только низкое качество, но и высокая стоимость. Каковы хорошие стратегии для некоторых передовых фанерных заводов?
Некоторые предпочитают использовать модификаторы или добавки для модификации на заводе и склеивать. Что касается модификации, то есть только органическая и неорганическая модификация, наиболее часто используется органическая модификация, хотя эффект наилучший, но стоимость слишком высока, и ее нельзя популяризировать и применять.В настоящее время, хотя существует определенный порог для неорганической модификации, цена относительно низкая, поэтому она имеет большой потенциал для продвижения и применения. Конечно, если вы делаете фанеру высокого сорта, то лучше отдать предпочтение органической и неорганической как вспомогательной.