Технология изготовления моделей
Технологический процесс получения моделей и блоков моделей состоит из приготовления модельных составов, изготовления моделей отливок и литниково-питающих систем, отделки и контроля моделей, сборки моделей в блоки.
Требования к модельным составам
Качество моделей зависит от свойств и технологии приготовления модельного состава. Для получения моделей используют различные модельные составы: выплавляемые, растворяемые, выжигаемые. Любой модельный состав должен удовлетворять определенным требованиям.
В расплавленном состоянии модельный состав должен обладать хорошей жидкотекучестью для четкого воспроизведения конфигурации модели при заполнении полости пресс-формы и легкого и полного удаления из оболочковой формы. Температура плавления модельного состава должна быть невысокой (60 – 140оС), что облегчает изготовление моделей и их удаление из оболочковой формы. Температура размягчения модельного состава должна быть 35 – 45оС, т.
Модельный состав должен обеспечивать соединение частей моделей ли-бо сборку в блоки пайкой или склеиванием. Модельный состав должен смачиваться суспензией, но не растворяться в составляющих суспензии для оболочковых форм, не вступать с ними в химическое взаимодействие, иначе будет ухудшаться качество поверхности отливок. Зольность (твердый остаток) состава при нагреве оболочковых форм в процессе прокаливания должна быть минимальной.
В зависимости от требований к качеству отливок и характера производства (единичное, серийное, массовое) те или иные свойства модельного состава становятся наиболее важными, определяющими. Поэтому в соответствии с конкретными условиями производства применяют различные модельные составы.
Исходные материалы для модельных составов. Для приготовления модельных составов наибольшее применение в производстве нашли следую-щие исходные материалы.
Парафин – смесь углеводородов предельного ряда (алканов) с общей формулой химического состава СnН(2n+2). Парафин получают при возгонке нефти, бурого угля, сланцев. По внешнему виду это белая масса с кристаллической структурой. Парафин пластичен, недорог, недефицитен. Температура размягчения парафина близка к 30оС.
Стеарин – смесь жирных кислот. Стеарин является продуктом переработки растительных и животных жиров. Это дорогой и дефицитный материал, который склонен к взаимодействию с формовочными материалами.
Церезин – смесь углеводородов метанового ряда. Его получают переработкой озокерита из нефтяных церезиновых отложений на стыках нефтепроводов, а также путем реакции соединения СО и Н2 с последующей поликонденсацией. Это аморфный материал светло-желтого цвета, так называемый «горный воск». В соответствии с температурой каплепадения церезин маркируют как натуральный – марок 65 (температура капле падения 65 – 70оС), 70, 75, 80 и синтетический – марок 90, 93, 100. Он обладает повышенной пластичностью и теплостойкостью, но имеет высокую линейную усадку (до 1,1%), невысокие прочность и твердость. Для изготовления модельных составов чаще применяют более тугоплавкий синтетический церезин.
Это аморфный материал светло-желтого цвета, так называемый «горный воск». В соответствии с температурой каплепадения церезин маркируют как натуральный – марок 65 (температура капле падения 65 – 70оС), 70, 75, 80 и синтетический – марок 90, 93, 100. Он обладает повышенной пластичностью и теплостойкостью, но имеет высокую линейную усадку (до 1,1%), невысокие прочность и твердость. Для изготовления модельных составов чаще применяют более тугоплавкий синтетический церезин.
Буроугольный воск
Канифоль – твердая составляющая смолы хвойных деревьев, представляющая собой смесь смоляных кислот. Это хрупкое стекловидное вещество желтого или коричневого цвета, имеет плотность 1000 – 1200 кг/м3. Канифоль размягчается в интервале температур 52 – 70оС.
Канифоль размягчается в интервале температур 52 – 70оС.
Полистирол блочный – термопластичный материал, получаемый полимеризацией стирола (С2Н5–СН–СН2). Для изготовления модельных составов применяют блочный полистирол с низкой зольностью (около 0,04%). Плотность полистирола 1050 кг/м3, теплостойкость 70 – 80 оС, усадка 0,2…0,8%. Полистирол – водостойкий материал, не растворяется в кислотах и щелочах, спиртах и бензине, растворим в эфирах и ароматических углеводородах, обладает высокой прочностью.
Полистирол вспенивающийся – бесцветные гранулы, содержащие основу – полистирол и порообразователь – изопентановую фракцию с температурой кипения 30 – 40оС. При нагреве до температур 80 – 100оС полистирольная основа гранул размягчается, а порообразователь испаряется, и его пары изнутри оказывают давление на стенки гранул. В результате этого гранулы увеличиваются в объеме, а их плотность уменьшается до 30 кг/м3. Этот материал используют для изготовления выжигаемых моделей.
Этот материал используют для изготовления выжигаемых моделей.
Полиэтилен – термопластичный материал, получаемый полимеризацией этилена (Н2С=СН2). Высокомолекулярный полиэтилен (молекулярная масса Мr = 35000) твердый, прочный, эластичный материал, имеющий температуру размягчения 108 – 115
Полиэтиленовый воск – низкомолекулярный полиэтилен (Мr = 200 – 3000). Это гранулированный материал белого цвета с температурой плавления 95 – 105оС, который хорошо растворяется в парафине и придает модельным составам прочность.
Кубовый остаток термического крекинга парафина – смесь предельных и непредельных углеводородов с температурой размягчения 35оС, обладающая высокой пластичностью и низкой прочностью.
Карбамид CO(Nh3)2 – полный амид угольной кислоты (техническая мочевина) – кристаллический, хорошо растворимый в воде материал. Он плавится при 129 – 134°С и обладает в расплавленном состоянии высокой жидкотекучестью, т.е. хорошо заполняет пресс-формы. После затвердевания образует прочную и точную модель. Усадка карбамида ниже 0,1 %. При нагреве карбамид не имеет стадии размягчения, поэтому модели не деформируются вплоть до 100°С. Карбамид используют для изготовления растворяемых моделей.
Он плавится при 129 – 134°С и обладает в расплавленном состоянии высокой жидкотекучестью, т.е. хорошо заполняет пресс-формы. После затвердевания образует прочную и точную модель. Усадка карбамида ниже 0,1 %. При нагреве карбамид не имеет стадии размягчения, поэтому модели не деформируются вплоть до 100°С. Карбамид используют для изготовления растворяемых моделей.
Этилцеллюлоза – продукт переработки древесины, белый порошок с температурой плавления 160 – 180°С, хорошо растворяющийся в стеарине и церезине. Его прочность достигает 0,14 Н/мм2, линейная усадка – до 1,2%.
Модельные составы и их свойства
Перечисленные выше модельные ма-териалы в чистом виде для изготовления моделей отливок используются редко. Обычно с этой целью применяют модельные составы, которые представляют собой смеси модельных материалов в различных соотношениях. Изготовленные модельные составы классифицируют: по составу в зависимости от содержания основных компонентов; по свойствам в зависимости от прочности, температуры плавления и размягчения; по состоянию при введении в пресс-форму – жидкие, пастообразные, твердые; по способу удаления из оболочковых форм – выплавляемые, растворяемые, выжигаемые, испаряемые.
В зависимости от требований к качеству отливок, серийности производства чаще других используют модельные составы, сведения о которых содержатся в таблице 2.1.
Таблица 2.1 – Некоторые употребляемые модельные составы
Приготовление модельных составов. Легкоплавкие модельные составы приготовляют расплавлением составляющих в водяных или масляных банях с электрическим обогревом. Исходные материалы перед загрузкой измельчают до кусков размером 30 – 50 мм для ускорения плавления, а их загрузку ведут в порядке возрастания температур плавления или растворимости материалов. Расплавленный модельный состав перемешивают и фильтруют через металлическое сито № 02. Готовый модельный состав используют для изготовления моделей или разливают в изложницы для последующего употребления.
Парафин-стеариновые составы с добавками и составы с буроугольным воском марки Р-3 перемешивают особенно тщательно. Если составы содержат этилцелюлозу, то сначала расплавляют материалы, в которых этилцеллюлоза хорошо растворяется (например, церезин, стеарин). При этом доводят температуру состава до 120 – 140оС и при непрерывном перемешивании вводят этил-целлюлозу, просеянную через сито № 02. После растворения этилцеллюлозы вводят остальные материалы. Модельный состав тщательно перемешивают и фильтруют через сито № 02.
При этом доводят температуру состава до 120 – 140оС и при непрерывном перемешивании вводят этил-целлюлозу, просеянную через сито № 02. После растворения этилцеллюлозы вводят остальные материалы. Модельный состав тщательно перемешивают и фильтруют через сито № 02.
Пастообразные модельные составы приготовляют охлаждением жидкого состава при непрерывном перемешивании в специальных смесителях, при этом удается замесить в модельный состав 8 – 12 об. % воздуха. Для этой цели используют лопастные, поршневые, шестеренные и другие смесители.
Тугоплавкие модельные составы приготовляют в тигельных поворотных электропечах с терморегуляторами, тигли которых изготавливают из коррозионно-стойких сталей, не взаимодействующих с модельным составом. Для приготовления модельных составов типа канифоль-полистирол-церезин сначала плавят церезин, затем вводят канифоль и нагревают состав до 140 – 150оС. Подученный расплав фильтруют, нагревают до 220оС и, постепенно перемешивая, засыпают полистирол. Затем модельный состав выдерживают 30…40 мин, охлаждают до 180оС, снова выдерживают до полного выделения пузырей газа и заливают в пресс формы.
Затем модельный состав выдерживают 30…40 мин, охлаждают до 180оС, снова выдерживают до полного выделения пузырей газа и заливают в пресс формы.
Растворимые модельные составы приготовляют сплавлением составляющих в тигельных электропечах. Перед расплавлением карбамид высушивают при температуре 100 – 110оС для удаления влаги. Высушенную соль расплавляют совместно с гидроксидом бора (пластификатором) в металлических тиглях из коррозионно-стойкой стали при температуре 120 – 130оС. Расплав фильтруют и запивают в пресс-формы. Высокая по сравнению с легкоплавкими составами теплопроводность модельного состава способствует быстрому затвердеванию моделей в пресс-форме. Процесс получения растворимых моделей менее длительный и малооперационный.
Карбамидные составы гигроскопичны, поэтому воздух в помещении, где модели должны храниться, должен быть сухим.
Выжигаемые модельные составы приготовляют перемешиванием гранул вспенивающегося полистирола со смачивателем и пластификатором. Вначале в гранулы вводят 10%-ный спиртовой раствор бутилового эфира стеариновой кислоты (бутилстеарат) при содержании 0,03 – 0,05 мас. % полистирола. После тщательного перемешивания вводят смачиватель – 0,01 –0,03% 10%-ного водного раствора полиэтиленоксида.
Вначале в гранулы вводят 10%-ный спиртовой раствор бутилового эфира стеариновой кислоты (бутилстеарат) при содержании 0,03 – 0,05 мас. % полистирола. После тщательного перемешивания вводят смачиватель – 0,01 –0,03% 10%-ного водного раствора полиэтиленоксида.
Качество моделей, а следовательно, и отливок, надежность технологических процессов изготовления моделей и оболочковых форм зависят от свойств модельных составов. Поэтому в процессе производства свойства модельных составов систематически контролируют. Важнейшими показателями свойств модельных составов являются усадка, прочность, стойкость к деформациям при комнатной температуре, плавкость, твердость, зольность, термическое расширение, текучесть, содержание воздуха в пасте.
Изготовление моделей
Процесс изготовления моделей включает в себя подготовку пресс-формы, заполнение пресс-формы модельным составом, выдержку для затвердевания и охлаждения модели, разборку пресс-формы и извлечение модели, выдержку модели до окончания усадки. При подготовке пресс-формы ее рабочую полость и поверхность разъема очищают от остатков модельного состава. Затем наносят на поверхность рабочей полости смазочный материал (трансформаторное масло) или распыляют сжатым воздухом эмульсию (касторовое масло и спирт в соотношении 1:1 по массе). Смазочный материал должен быть нанесен ровным слоем.
При подготовке пресс-формы ее рабочую полость и поверхность разъема очищают от остатков модельного состава. Затем наносят на поверхность рабочей полости смазочный материал (трансформаторное масло) или распыляют сжатым воздухом эмульсию (касторовое масло и спирт в соотношении 1:1 по массе). Смазочный материал должен быть нанесен ровным слоем.
Получение качественных моделей зависит от температуры пресс-формы. При температуре ниже оптимальной модель имеет спаи, недоливы; при превышении оптимальной температуры увеличивается длительность цикла изготовления модели, возрастает усадка модели. Каждому модельному составу соответствует интервал температур пресс-формы, при котором получают качественные модели. Например, для парафин-стеариновьгх составов этот интервал 22 – 27оС.
Заполнение пресс-форм модельным составом в производстве чаше всего осуществляют свободной заливкой и заливкой под давлением жидкого модельного состава, а также запрессовкой пастообразного модельного состава. Реже используют запрессовку твердого модельного состава в пресс-формы.
Для технологических целей модели собирают в блоки. Блоком моделей называют модели отливок, соединенные в одно целое с моделью литниковой системы. Сборку осуществляют пайкой в кондукторах, механическим скреплением, склеиванием.
Реже используют запрессовку твердого модельного состава в пресс-формы.
Для технологических целей модели собирают в блоки. Блоком моделей называют модели отливок, соединенные в одно целое с моделью литниковой системы. Сборку осуществляют пайкой в кондукторах, механическим скреплением, склеиванием.
Технология производства стекла — «СВ» Стекло
Всем известно, что основой для производства стекла является песок. Но не тот, который мы привыкли видеть около своего дома, а специальный кварцевый песок, мелкодисперсный и обогащённый, содержащий большое количество SiO2. Его песчинки в разы меньше, чем у привычного нам пляжного песка, — скорее он похож на пищевую соду.
В состав стекла, кроме кварцевого песка, входят сульфат натрия или сода, мел или известняк, пегматит и доломит. При необходимости добавляют краситель. Иногда в состав шихты (шихта — смесь сырьевых компонентов) добавляют стеклянный бой. Ещё в неё включены особые кислотные и базовые стеклообразующие окислы, а также вспомогательные компоненты.
Ещё в неё включены особые кислотные и базовые стеклообразующие окислы, а также вспомогательные компоненты.
Смесь сначала нагревают до очень высоких температур, для того, чтобы из непрозрачной шихты получилась прозрачная единая субстанция. Стекло является аморфным веществом, которое в твёрдом состоянии не обладает свойствами кристаллического вещества. По сути, оно является жидкостью, находящимся в застывшем состоянии.
Этапы производства стекла
- Первый этап — это варка стекломассы, при которой как раз и происходит нагревание до таких температур, при которых твёрдые и тугоплавкие вещества SiO2 и Al2O3 переходят в расплавленное состояние. Получается вязкая, насыщенная пузырьками, стекломасса, которую продолжают нагревать для получения однородности. При дальнейшем нагревании она становится все менее вязкой, что освобождает ее от пузырьков. Температура может достигать 1600 градусов по Цельсию, что требует использования специальных печей и делает процесс весьма сложным.

- Второй этап — постепенное охлаждение стекломассы, для получения её в вязком состоянии, чтобы получить возможность придать форму стеклу. Формование осуществляется одной из технологий — вытягиванием, прокатом, прессованием, литьём, выдуванием. После получения формы, для её закрепления температуру резко снижают. Чтобы материал не треснул, температуру снижают тоже в несколько этапов. Сначала достаточно резко, до начала затвердевания изделия, затем медленно, до перехода к хрупкому состоянию и, до температуры окружающей среды, идет снова быстрое понижение температуры.

Две основные технологии: Флоат и Фурко
При методе Фурко, который разработал Эмиль Фурко в 1902 году, применяется машинная вытяжка. Стекло в виде ленты вытягивается из стекловаренной печи, поступает в шахту через прокатные валики, охлаждается там, и режется на отдельные листы.
Флоат-метод является более современным и результативным, чем метод Фурко. Впервые его внедрили в 1959 году на фирме «Паддингтон». При применении этого метода, расплавленная стеклянная смесь поступает в виде ленты в охлаждающую ёмкость с оловом. При этом стекло получается идеально гладким, прозрачным, при максимальном отсутствии посторонних вкраплений и дефектов.
При применении этого метода, расплавленная стеклянная смесь поступает в виде ленты в охлаждающую ёмкость с оловом. При этом стекло получается идеально гладким, прозрачным, при максимальном отсутствии посторонних вкраплений и дефектов.
Технология изготовления окон нестандартных форм
Дизайнеры и архитекторы XXI века предлагают конструктивные вариации исполнения домов, бизнес-центров, современных торговых площадок, спортивных комплексов, которые завораживают своим многообразием и величием. Благодаря инновационным технологиям, материалам повышенной прочности, точным расчетам и неиссякаемым идеям в Москве и других мегаполисах возводятся небоскребы цилиндрической, конусовидной и иных нестандартных форм.
Рассмотрим особенности изготовления нестандартных окон для остекления таких зданий.
Нестандартные решения в архитектуре
Строительство уникальных домов обусловлено не только желанием выделить строение броской красотой и удивить масштабом проекта, но и позволяет технически грамотно использовать помещения в этих зданиях. В домах с одной стеной выпуклой формы ни одна квартира не останется без дневного света, в каждый уголок попадет нужное его количество. Функционально зонируется придомовая территория зданий-цилиндров: удобно располагаются парковочные места, подъездные пути, зоны досуга и отдыха.
В домах с одной стеной выпуклой формы ни одна квартира не останется без дневного света, в каждый уголок попадет нужное его количество. Функционально зонируется придомовая территория зданий-цилиндров: удобно располагаются парковочные места, подъездные пути, зоны досуга и отдыха.
Автор концепции «Архитектура ноосферы» Виталий Гребнев отмечает необыкновенную прочность круглых домов. В тех же цилиндрических зданиях практически не применяется армировка, а дома возводятся со ста этажами и выше. Недавно лондонская компания предложила на рассмотрение проект, рассчитанный на 500 этажей и свыше 100 тысяч квартир для жителей города. Здание пока существует на чертежах, что уже говорит о возможности его возведения.
Остекление нестандартных проемов
Специфические решения в строительстве многоэтажных жилых и нежилых зданий требуют не менее уникального остекления их оконных проемов. В круглых домах могут быть окна и прямоугольной формы, но даже они будут отличаться от стандартных изделий в многоквартирных домах по ветровым и статическим нагрузкам. Создание таких проектов всегда основано на индивидуальном подходе, вычислениям точности и целесообразности применения той или иной конфигурации окна. Могут иметь значение даже такие мелочи, как направление открывания створок, расположение петель и прочее.
Создание таких проектов всегда основано на индивидуальном подходе, вычислениям точности и целесообразности применения той или иной конфигурации окна. Могут иметь значение даже такие мелочи, как направление открывания створок, расположение петель и прочее.
Круглые дома остекляют панорамными светопрозрачными конструкциями, состоящими из отельных сегментов и соединяющихся непосредственно на объекте застройки при помощи различных соединителей. Некоторые архитектурные решения потребуют широкие армированные соединяющие профили, в других возникнет необходимость в использовании эркеров – пластиковых труб, армированных внутренними перегородками. Трубы и соединители с адаптерами позволяют стыковать конструкции разных форм и размеров, и устанавливать огромную конструкцию из стекла без существенного удорожания цены.
Особенности производства арочных окон
Не все задумки дизайнеров можно воплотить при помощи окон с прямыми линиями. Очень часто в коттеджах, ресторанах и торговых центрах встречаются арочные оконные проемы.
Не каждый материал можно изогнуть под нужным углом. Это сказывается на времени производства оконных изделий и конечной стоимости.
Для производства арки из дерева сначала делают многоугольную заготовку, которую дотачивают до необходимого вида на фрезерном станке. Алюминиевый профиль гнут путем холодной прокатки. Для этого цех приобретает валковый станок, а цену закладывает в каждое производимое изделие. Стоимость конструкции арочного вида из алюминия становится в 2 раза дороже прямоугольного окна такого же размера.
При изготовлении арочных конструкций как нельзя лучше подойдет пластиковый профиль, благодаря своим особенностям прекрасно поддающийся выгибанию с разным радиусом без необходимости в приобретении дорогостоящего оборудования.
Как происходит гибка ПВХ профиля?
Отмеренный хлыст пластикового профиля отправляют в специальную печь или опускают в ванную с глицерином для нагрева и размягчения материала. На рабочем столе отмечают нужный контур будущей арки. Конструкция может быть как классической формы, так и иметь несколько граней.
Конструкция может быть как классической формы, так и иметь несколько граней.
По периметру арки размещают вакуумные присоски, используемые для поднятия конструкций и их монтажа. По их контуру закрепляют кондуктор – деревопластиковую заготовку. Отрезок ПВХ профиля принимает форму кондуктора, сохраняя при этом свою структуру. Остывая, профиль приобретает прежнюю твердость.
Советы по приобретению нестандартных окон
Недобросовестные компании или неопытные мастера берутся за установку окон в нестандартные проемы, не изучив толком геометрию здания, ветровые и механические нагрузки. В результате окно быстро выходит из строя: лопается стеклопакет и профиль рамы, провисают створки панорамных изделий, происходят многие другие неприятные нюансы, исправить которые под силу порой путем перемонтажа и изготовления новых конструкций.
Выбирая окна, следует помнить об их нестандартной форме, а, значит, и более ответственному индивидуальному подходу. При изготовлении таких конструкций лучше отдать предпочтение проверенной компании, существующей на рынке несколько лет, имеющей опыт остекления нестандартных проемов. Посмотреть выполненные компанией работы можно на официальных сайтах и почитать в отзывах покупателей.
Посмотреть выполненные компанией работы можно на официальных сайтах и почитать в отзывах покупателей.
Обратите внимание и на сроки изготовления, если в договоре указаны неопределенные даты или больше месяца, скорее всего компания является дилером и перепоручит производство конструкции другому лицу. Это удорожит изделие и не гарантирует качественное исполнение заказа.
Ограничения на нестандартные окна
Конструкции специфической формы имеют ряд ограничений. Так опытные специалисты компании обязательно предупредят о следующих нюансах:
- Правильный радиус арки составляет половину от ширины окна.
- Желательно изготовление арочной части конструкции в глухом варианте.
- Окно с арочным гибом отделяется горизонтальным импостом в случаях, если нижняя прямоугольная часть окна будет открываться.
- Максимальный диаметр круглого окна с открывающейся фурнитурой составляет 120 см. Окно оснащается горизонтальным или вертикальным импостом для закрепления на нем петель.
На замер нестандартных окон обязательно выезжает специалист. Он предлагает варианты остекления и передает шаблон для расчета стоимости изделия. Цена в каждом случае индивидуальна и рассчитывается от сложности выполнения работ.
Возврат к списку
Разработка технологии изготовления кольцевых деталей на основе конечно-элементного моделирования
- Подробности
- Категория: Проекты
Изготовление профилей с продольной кривизной, в отличие от обычного профилирования, требует еще одной технологической операции – получение продольного радиуса. Данная операция выполняется в 3-х валковой гибочной машине, где, в зависимости от величины опускания среднего ролика, формуется необходимый продольный радиус. Однако, при изготовлении профилей уголкового типа с высотой полки более (15-20)S, где S-толщина металла, и радиусом менее 500 мм, возникает гофрообразование элементов профиля и нарушение сплошности металла по углу гиба. Изготовить подобные детали возможно, если растянуть элементы по наружной зоне профиля или сжать их по внутренней зоне профиля, например, сужением элементов в “гармошку”.
В АО “Ульяновский НИАТ” предложено изготовление профилей уголкового типа с высотой полки высотой более (15-20)S методом гибки-раскатки. Задача состояла в получении детали “Обод упаковочный” с сечением профиля 100х70х2 (высота полки 35S) и продольным радиусом R 290 мм. Для его производства изготовлена автоматизированная линия, состоящая из 2 основных блоков: в первом блоке за 6 переходов формуется прямолинейный профиль с заданным поперечным сечением, во втором блоке происходит раскатка полки в конических раскатных роликах (см. рис). Зазор между роликами настраивается с линейным изменением от S у уголковой зоны до (0,6-0,7)S у торца профиля. При этом применяется калибр замкнутого типа (на рисунке не показан), что позволяет предотвратить течение металла в поперечном направлении (т.е. по высоте полки) и распределить весь раскатываемый по толщине металл в продольном направлении. Раскатываемая полка приобретает максимальное удлинение у торца и минимальное удлинение у уголковой зоны профиля, таким образом, приобретая продольный радиус. Величина радиуса регулируется настройкой соответствующего зазора между раскатными роликами. Для выявления зависимости продольного радиуса от величины зазора были определены деформации на раскатываемой полке. Деформации в продольном и поперечном направлении определяли по предварительно нанесенной сетке с размерами ячеек 10х10 и по замерам толщины раскатываемой полки. Как показали исследования, максимальная деформация возникает около торца профиля и, например, для радиуса 290 мм составляет (16-18)%. При этом деформации в продольном и поперечном направлении, по абсолютной величине, были практически одинаковы, что позволяет рассмотреть только плоско-деформированное состояние и свести расчет к простым геометрическим формулам.
Величина радиуса регулируется настройкой соответствующего зазора между раскатными роликами. Для выявления зависимости продольного радиуса от величины зазора были определены деформации на раскатываемой полке. Деформации в продольном и поперечном направлении определяли по предварительно нанесенной сетке с размерами ячеек 10х10 и по замерам толщины раскатываемой полки. Как показали исследования, максимальная деформация возникает около торца профиля и, например, для радиуса 290 мм составляет (16-18)%. При этом деформации в продольном и поперечном направлении, по абсолютной величине, были практически одинаковы, что позволяет рассмотреть только плоско-деформированное состояние и свести расчет к простым геометрическим формулам.
Было проведено конечно-элементное моделирование процесса раскатки профиля уголкового типа. Моделирование было выполнено в программе динамического анализа LS-DYNA. Моделирование показало возможность осуществления данного процесса. Варьирую параметры обжатия роликов можно подобрать технологические режимы обработки позволяющие производить готовые изделия нужного диаметра.
По разработанной технологии изготовлены пилотные партии деталей, которые прошли технический контроль и признаны годными к применению. Оборудование и технология внедрены и эксплуатируются на предприятии заказчика.
Технология производства ЛДФ декора Ultrawood
-
Материал для Ultrawood почти полностью состоит из древесины, на его производство идут древесные волокна сосны Radiata.
-
Весь архитектурный декор изготовлен в Южной Америке.
-
Используются восполняемые плантации, площадью более 5 000 000 гектар.
-
Сырье заготавливается в радиусе 100 миль от места переработки.
Древесину обрабатывают для получения древесных волокон, которые являются значительно более качественным сырьем, чем древесные стружка, опилки или пыль.
При производстве ЛДФ древесина не просто размалывается, она проходит обработку кислородом, в результате которой древесные волокна освобождаются от скрепляющей их смолы — лигнина. Затем полученный продукт промывают и отбеливают. В результате этой обработки получается чистое высококачественное древесное волокно.
Важно, что эта технология является безопасной и не наносит ущерб окружающей среде.
Далее древесное волокно под давлением и воздействием температуры склеивается тем же лигнином и другими смолами с безопасным содержанием формальдегидов.
Для повышения влагостойкости добавляется парафин. Таким образом получают ЛДФ — экологически чистый материал, соответствующий европейскому экологическому стандарту E-1 (близок по показателям к натуральной древесине).
Из полученных плит профиль вырезают. Благодаря этому, изделия обладают идеальной геометрией и прекрасно стыкуются друг с другом.
Экологически безопасный грунт на меловой основе наносится непосредственно на фабрике.
Вся выпускаемая продукция под брендом Ultrawood проходит шлифовку дважды – до нанесения грунта и после. Грунт обладает прекрасной адгезией, не скалывается при запилах и не крошится. Краска ложится идеально, без образования шагрени и неровностей.
Профили Ultrawood легкие, с однородной плотной структурой. При распиле материал не крошится, край аккуратный и ровный.
Технология производства шурупов и саморезов
Когда мы говорим о шурупе, все ли знают, что это такое? Слово шуруп произошло от немецкого Schraube. На самом деле – это винт, который способен легко вворачиваться в любой мягкий материал, образуя там «собственными силами» резьбу. Типичный материал такого рода – дерево.
За счет чего шуруп способен ввертываться в мягкие материалы? В первую очередь, за счет резьбы, которая покрывает существенную часть стержня шурупа. Эта резьба отличается от резьбы, имеющейся на винтах и болтах. Неудивительно, ведь последние вворачиваются не в дерево, а в металл. Резьба, нанесенная на шуруп, несколько выше. Она имеет значительный шаг нарезки и наносится на резьбовой участок шурупа в виде конической формы, который к окончанию шурупа сужается. Кстати, резьба на шуруп может нарезаться, как по всей его длине, так и только по его части.
Эта резьба отличается от резьбы, имеющейся на винтах и болтах. Неудивительно, ведь последние вворачиваются не в дерево, а в металл. Резьба, нанесенная на шуруп, несколько выше. Она имеет значительный шаг нарезки и наносится на резьбовой участок шурупа в виде конической формы, который к окончанию шурупа сужается. Кстати, резьба на шуруп может нарезаться, как по всей его длине, так и только по его части.
Так как размеры шурупов довольно разнообразны, возникает естественный вопрос, от чего это зависит. Размеры шурупов тесно коррелируют с их предназначением. Так для крепления шильдиков к уже готовым изделиям широко используется совсем небольшой шуруп, называемый в народе «клоп». Его размеры: диаметр – 4 мм., длина – 8 мм. Другой шуруп, называемый путевым имеет длину 170 мм, а диаметр – 24 мм. И это объяснимо, так как с помощью него к шпалам крепится железнодорожный рельс. Головки таких шурупов также имеют различную форму, определяемую самими условиями монтажа, внешним видам изделия и теми требованиями, которые предъявляются к монтируемой конструкции.
Формы головок представлены на рис. 1.
О видах головок и шлицов шурупов
Среди видов головок выделим: потайную, потайную двойную, потайную усеченную, потайную типа «рожок», полукруглая головку, полукруглую головку с пресс шайбой, узкую цилиндрическую головку, трапециевидную головку шестигранную головку, шестигранную головку с пресс шайбой.
Потайную головку утапливают в материале закрепляемого элемента. При этом поверхность материала была и остается ровной. Потайная двойная головка представляет собой усиленный вид головки потайной. Она способна выдерживать существенные нагрузки, даже при ударном методе монтажа в твердые материалы.
Потайная усеченная головка дает возможность с высокой эффективностью прижимать закрепляемый элемент к материалу основания. Это достигается благодаря тому, что длина резьбы крепежного элемента увеличена, на головке образована нижняя площадка, которая перпендикулярна действию нагрузки на вырыв.
Потайная головка типа «рожок» замечательна тем, что очень эффективно обеспечивает качественный прижим гипсокартона к материалу основания. Именно специально выгнутая форма головки, имеющая вид «рожка», обеспечивает оптимальное восприятие нагрузки на вырыв. Полукруглая головка, благодаря широкой несущей поверхности, эффективно удерживает закрепляемый элемент. Использование такой головки оправдано, когда нет особой необходимости сохранять ровной поверхность закрепляемого элемента.
Еще один вид головки — с пресс-шайбой представляет собой увеличенную несущую поверхность головки и уменьшенную высоту. Головка такого вида в силу расширенной несущей поверхности прекрасно подходит для того, чтобы надежно крепить листовые материалы.
Узкая цилиндрическая головка обеспечивает важную в ряде случаев минимальную несущую поверхности. При монтаже это обеспечивает ее полное утопление в закрепляемом элементе. Она широко используется в таких крепежных элементах, которые фиксируются, как в материале основания, так и в закрепляемом элементе, с помощью, выполняющей основную функцию закрепления, резьбы. У трапециевидной головки увеличена несущая поверхность, а на ее внутренней стороне располагаются стопорные насечки.
У трапециевидной головки увеличена несущая поверхность, а на ее внутренней стороне располагаются стопорные насечки.
Одна из самых известных и старых видов головок крепежных элементов – это шестигранная головка. Ее, как правило, стандартизируют под имеющиеся размеры ключей, а для того, чтобы монтировать, применяя электроинструмент, используют специальные шестигранные насадки.
Функции шестигранной головки с пресс-шайбой такие же, как и у простой шестигранной головки, однако ее несущая поверхность, все-таки, больше.
Для того чтобы монтировать шуруп с помощью инструментов, используя отвертку или шестигранник, в головке шурупа предварительно формируют шлицы, которые могут быть: прямыми, крестообразными, комбинированными, в виде шестиконечной звезды, в виде шестигранника ли в виде внутреннего шестигранника.
Традиционно для изготовления шурупов используется такой материал, как сталь СТ 08 КП или СТ 10 КП.
Технология изготовления шурупов
На первом этапе процесса изготовления формируется болванка или основа под шуруп. При этом повсеместно используется аппарат, аналогичный гвоздильному. Благодаря этому аппарату формируется головка шурупа, его наконечник длина. Диаметр будущего шурупа определяет используемая проволока.
При этом повсеместно используется аппарат, аналогичный гвоздильному. Благодаря этому аппарату формируется головка шурупа, его наконечник длина. Диаметр будущего шурупа определяет используемая проволока.
На втором этапе изготовления шурупа на его стержне производится нарезание резьбы. И тот процесс осуществляется при помощи специальных автоматов. При этом болванки будущих шурупов засыпают в бункер, где они, благодаря вибрационному транспортеру и анкерному механизму, поступают поштучно в ту зону, где осуществляется нарезка резьбы. Болванки шурупов, при этом, строго ориентируют по отношению к рабочим элементам, т.е. к плоским плашкам, перемещаемым навстречу и параллельно друг другу, и перпендикулярно к оси шурупа, которые плотно прижимаются к стержню шурупа. Плашки, при этом, в зависимости от того, где они изготавливается, производят, исходя из основных параметров резьбы.
Такая схема позволяет изготавливать шурупы, имеющие в диаметре 10-12 мм, а вот шурупы с большими диаметрами, как правило, изготавливают при помощи метода горячей штамповки. Примером такого изделия является путевой шуруп, о размерах которого мы говорили чуть выше.
Примером такого изделия является путевой шуруп, о размерах которого мы говорили чуть выше.
Технология изготовления саморезов
Как известно, саморез носит такое название потому, что способен нарезать резьбу, где угодно, как в дереве, пластике, так и в металле и бетоне и т.п. Связано это с тем, что его поверхность имеет мощную прочность, получаемую при помощи термической обработки, т.е. закалки. Окончание самореза часто выполняют в виде сверла. Таким образом, достигается его оптимальное вворачивание в скрепляемые конструкции, а также просверливание отверстия необходимого диаметра.
На перовом этапе изготовления еще в процесс формирования болванки обеспечивается формирование сверла.
На втором этапе, аналогично резьбе формируемой на шурупе, обеспечивается формирование резьбы самореза.
На третьем этапе готовый саморез подвергается поверхностной закалке. Это едва ли не важнейший этап изготовления самореза, так как важно строго выдерживать все технологические приемы для обеспечения получения необходимых технических параметров.
На четвертом, заключительном этапе, саморезы защищают от возможной коррозии при помощи таких способов, как фосфатирование, оксидирование, гальваническое цинкование желтым или белым цинком.
Технология изготовления изделий из металлов и искусственных материалов — Бородатый трудовик
Технология изготовления изделий из тонколистового металла включает обычно следующие операции:
- Подготовительные (выбор заготовки, правка и разметка)
- Обрабатывающие (резание, гибка, обработка отверстий)
- Сборочные (соединение деталей изделия фальцевым швом или заклепкой)
- Отделочные (зачистка поверхностей деталей, лакирование или окрашивание)
Заготовка из тонколистового металла должна иметь припуски на обработку, так как невозможно найти заготовку, точно соответствующую размерам готовой детали. Припуски позволяют исправлять неточности операций разметки или резания детали. Однако припуски не должны быть большими, поскольку металл, идущий на припуски при обработке заготовки, превращается в отходы. В среднем, размер припуска составляет 5-8 мм.
Однако припуски не должны быть большими, поскольку металл, идущий на припуски при обработке заготовки, превращается в отходы. В среднем, размер припуска составляет 5-8 мм.
При изготовлении изделия из проволоки сначала выбирают и размечают заготовки деталей, из которых оно состоит. Затем заготовки разрезают и гнут в соответствии с чертежом. Полученные детали зачищают, соединяют друг с другом в готовое изделие, которое затем лакируют или окрашивают.
Если нужно изготовить изделие из листовой пластмассы, то заготовку сначала размечают, затем обрабатывают отверстия внутренних контуров. После этого вырезают наружные контуры, зачищают поверхность и при необходимости их окрашивают.
В школьной мастерской при изготовлении детали из металла или искусственного материала используется технологическая карта (имеющая вид таблицы), в которой излагается технологический процесс изготовления детали.
Что такое технология производства? — ТВИ
Производственная технология — это термин, который может относиться к ряду современных научных, производственных и инженерных методов, которые помогают в промышленном производстве и различных производственных процессах.
Существует множество современных производственных технологий, большинство из которых имеет непосредственное отношение к «Индустрии 4.0» — названию, данному четвертой промышленной революции, связанной с автоматизацией, обменом данными, цифровыми технологиями, искусственным интеллектом и машинным обучением, а также «Интернетом вещей». ‘.Таким образом, многие производственные технологии, внедряющие инновации в производство и промышленность, также имеют отношение к этой четвертой волне технического прогресса.
‘.Таким образом, многие производственные технологии, внедряющие инновации в производство и промышленность, также имеют отношение к этой четвертой волне технического прогресса.
Умные фабрики
«Умные» фабрики — это среды, в высокой степени оцифрованные для повышения эффективности производства с помощью подключенных систем. Благодаря инновационным технологиям производства машины и системы могут благодаря автоматизации и самооптимизации обучаться и адаптироваться к ситуациям с повышенной производительностью.Предприятия во Франции, Ирландии, Китае и Чехии были названы Всемирным экономическим форумом в 2019 году самыми производительными и мощными умными фабриками в мире. Умные фабрики, способные производить товары в больших масштабах, полезны не только для производственных рабочих мест. но и для таких процессов, как планирование, логистика цепочки поставок и разработка продукта.
Киберфизические системы
Киберфизические системы — это те, которые объединяют компьютерные, сетевые и физические процессы, в которых встроенные вычислительные технологии контролируют и контролируют процессы в режиме реального времени. Сочетание кибер- и физической промышленности имеет решающее значение для этой производственной технологии; компьютерная система отслеживает процесс и определяет области, в которых требуются изменения, а физическая система реагирует соответствующим образом. Киберфизические системы часто считаются одним из главных достижений Индустрии 4.0.
Сочетание кибер- и физической промышленности имеет решающее значение для этой производственной технологии; компьютерная система отслеживает процесс и определяет области, в которых требуются изменения, а физическая система реагирует соответствующим образом. Киберфизические системы часто считаются одним из главных достижений Индустрии 4.0.
Аддитивное производство
3D-печать, также известная как аддитивное производство, представляет собой управляемый компьютером процесс, в котором трехмерные объекты могут быть созданы из материалов, нанесенных слоями.С помощью автоматизированного проектирования (САПР) или сканеров 3D-объектов компоненты, детали или любой другой объект могут быть изготовлены без использования механической обработки или каких-либо других методов и, следовательно, с меньшим количеством лишнего материала.
Большие данные
Сегодня данные постоянно собираются в системах, датчиках и обычных электронных устройствах, таких как мобильные устройства, и объем данных, которые необходимо сохранить, растет с каждым днем. «Большие данные», совокупность глобальных данных из различных источников, могут быть полезным компонентом производственных технологий.Промышленность находится в процессе разработки методов интерпретации и анализа данных для использования в производстве. Эти потенциальные продуктивные применения включают в себя управление рисками, производство продукции по вкусу или заказу клиента, повышение качества, отслеживание производства и логистику, среди прочего.
«Большие данные», совокупность глобальных данных из различных источников, могут быть полезным компонентом производственных технологий.Промышленность находится в процессе разработки методов интерпретации и анализа данных для использования в производстве. Эти потенциальные продуктивные применения включают в себя управление рисками, производство продукции по вкусу или заказу клиента, повышение качества, отслеживание производства и логистику, среди прочего.
Дополненная реальность
Технология дополненной реальности (AR) отображает цифровой контент в реальном мире, позволяя визуализировать продукты или накладывать данные или планы на физические компоненты и оборудование.На производстве AR можно использовать для наложения текста, статистических данных, таких как отображение рабочей температуры оборудования, не касаясь его, или виртуального обучения по охране труда и технике безопасности, не требуя от человека участия в чем-то потенциально опасном. По прогнозам, к 2021 году количество очков дополненной реальности достигнет 19,1 млн единиц, а в сочетании с устройствами виртуальной реальности может достичь 59,2 млн единиц.
Числовое управление
Обрабатывающие инструменты или предметы, используемые в производстве, такие как 3D-принтеры, могут регулироваться и управляться дистанционно с помощью ЧПУ — числового программного управления.Станок с ЧПУ обрабатывает кусок материала в соответствии с ключевыми спецификациями, следуя закодированной запрограммированной инструкции и без необходимости в ручном операторе. Современные системы ЧПУ с помощью высокотехнологичного компьютерного программирования позволяют автоматизировать проектирование и производство механических деталей. Такие процессы, как лазерная резка и аддитивное производство, основаны на числовом программном управлении для эффективного и удаленного создания продуктов.
Будущее производственных технологий
В 2018 году мировой рынок производства достиг 38 триллионов долларов США, что способствовало увеличению мирового производства на 15%.На этом рынке производится и перерабатывается широкий спектр товаров, от товаров народного потребления, тяжелой промышленности до хранения и транспортировки сырья и готовой продукции.

Чтобы поддерживать непрерывный рост, современные производители уделяют особое внимание трем ключевым задачам. Во-первых, улучшить коэффициент использования дорогостоящих основных фондов, мощность которых ниже оптимальной. Во-вторых, заполнить текущую и растущую нехватку специализированной рабочей силы. По оценкам Deloitte, к 2028 году дефицит навыков в США составит 2 человека.4 миллиона незаполненных рабочих мест из 16 миллионов производственных рабочих мест. Наконец, производители должны защитить операционную прибыль, поскольку средняя маржа EBITDA в отрасли продолжает снижаться с 11,2% в 2015 году до 8,6% в 2018 году.
Промышленность 4.0
Кредит: commons.wikipedia.org Многие стартапы в настоящее время начинают предлагать специализированные продукты и услуги, чтобы помочь традиционным производителям достичь этих целей. До недавнего времени аппаратные компоненты, такие как датчики, были дорогими и имели неясную рентабельность инвестиций. Данные были разрознены, и не было решения для масштабирования анализа. Однако после революции ИИ в начале 2010-х годов стартапы находят способы преодолеть эти проблемы с помощью технических инноваций.
Данные были разрознены, и не было решения для масштабирования анализа. Однако после революции ИИ в начале 2010-х годов стартапы находят способы преодолеть эти проблемы с помощью технических инноваций.
В результате в производственных технологиях появилось шесть ключевых тем:
- Робототехника: автоматические транспортные средства, сортировочные руки
- Программное обеспечение как услуга (SaaS): программное обеспечение машинного зрения, профилактическое обслуживание
- Программное обеспечение для оцифровки/данных: торговые площадки, решения для анализа данных
- Дополненная/виртуальная реальность (AR/VR): носимые гарнитуры, программное обеспечение для сбора изображений
- Материаловедение: аддитивное производство, инновационные материалы
- Аккумуляторы: системы бесконтактной зарядки, ультразвуковые передатчики
Передовые, высокоэффективные, прорывные технологии, робототехника и SaaS, выделяются как две области, которые создадут наибольшую ценность для производителей и повсеместно решат наиболее серьезные проблемы, с которыми сталкиваются производители, такие как использование машин, нехватка навыков , и пропускная способность.
ПЕРЕЗАПУСК РОБОТОТЕХНИКИ
Когда технологические гиганты Amazon и Google приобрели соответственно Kiva и Boston Dynamics в начале 2010-х годов, инвесторы ожидали, что рынок робототехники в целом оживится. Однако в течение нескольких лет после этого космические стартапы не смогли коммерциализировать инновационные продукты, что разочаровало многих спекулянтов.Таким образом, венчурные капиталисты вскоре скорректировали ожидания в сторону понижения: медианная пост-оценка компаний, занимающихся робототехникой на ранних стадиях, упала с 36 миллионов долларов в 2015 году до 20 миллионов долларов в 2017 году. Сегодня две нишевые вертикали в робототехнике вновь привлекают внимание венчурных капиталистов: автомобили с автоматическим управлением и роботизированные руки. .
Транспортные средства с автоматическим управлением: зрелые компании, меньше возможностей для возврата венчурного капитала
Некоторым стартапам удалось найти продукт, соответствующий рынку, и коммерциализировать свои решения в области транспортных средств с автоматическим управлением. Успешные стартапы, такие как Grey Orange, Geek+, fetch robotics и Six River Systems, привлекли финансирование серии B или C по оценке после финансирования, превышающей 150 миллионов долларов.Традиционно высокая стоимость аппаратных компонентов для транспортных средств с автоматическим наведением снизилась по мере того, как батареи и датчики стали товаром. Сложные технические проблемы, связанные с роботизированным зрением и механическим движением для подъема элементов, в настоящее время в основном решены. Однако по мере развития этой вертикали компаниям становится все труднее обеспечивать и поддерживать уникальное конкурентное преимущество. Учитывая, что стоимость большинства стартапов по производству автомобилей с автоматическим управлением выходит за пределы диапазона в 100 миллионов долларов, возможности для сверхдоходов венчурного капитала также иссякают.
Успешные стартапы, такие как Grey Orange, Geek+, fetch robotics и Six River Systems, привлекли финансирование серии B или C по оценке после финансирования, превышающей 150 миллионов долларов.Традиционно высокая стоимость аппаратных компонентов для транспортных средств с автоматическим наведением снизилась по мере того, как батареи и датчики стали товаром. Сложные технические проблемы, связанные с роботизированным зрением и механическим движением для подъема элементов, в настоящее время в основном решены. Однако по мере развития этой вертикали компаниям становится все труднее обеспечивать и поддерживать уникальное конкурентное преимущество. Учитывая, что стоимость большинства стартапов по производству автомобилей с автоматическим управлением выходит за пределы диапазона в 100 миллионов долларов, возможности для сверхдоходов венчурного капитала также иссякают.
Сортировочные рычаги: Неопределенные ставки с высоким потенциалом
Стартапы, производящие сортировочные руки, теперь активно тратят средства на исследования и разработки, чтобы попытаться решить ключевые технические проблемы, такие как способность робота воспринимать точную геометрию объекта или прилагать точную силу, необходимую для его обработки. В результате стартапы начинают специализироваться по категориям продуктов: Ready Robotics на промышленных продуктах, Soft Robotics на легких продуктах, Righthand Robotics на упакованных товарах и Plus-One Robotics на посылках.В конце 2018 года ряд стартапов подняли свои акции серии А в диапазоне оценки после финансирования в размере 30–50 миллионов долларов. Эта вертикаль, вероятно, породит несколько единорогов в ближайшие несколько лет, учитывая обширный адресный рынок и влияние этой технологии на производство. Венчурные инвесторы должны инвестировать в команды с исключительными техническими возможностями и искать бизнес-модели с относительно короткими циклами продаж.
В результате стартапы начинают специализироваться по категориям продуктов: Ready Robotics на промышленных продуктах, Soft Robotics на легких продуктах, Righthand Robotics на упакованных товарах и Plus-One Robotics на посылках.В конце 2018 года ряд стартапов подняли свои акции серии А в диапазоне оценки после финансирования в размере 30–50 миллионов долларов. Эта вертикаль, вероятно, породит несколько единорогов в ближайшие несколько лет, учитывая обширный адресный рынок и влияние этой технологии на производство. Венчурные инвесторы должны инвестировать в команды с исключительными техническими возможностями и искать бизнес-модели с относительно короткими циклами продаж.
ПРОМЫШЛЕННАЯ РЕВОЛЮЦИЯ SaaS
Растущее использование промышленных датчиков и роботов создало новые рыночные возможности для промышленных поставщиков SaaS.В 2012 году средний размер венчурной сделки в этой вертикали составлял 700 000 долларов, а в 2017 году средний размер сделки вырос до 2,5 миллиона долларов. SaaS повышает производительность промышленных клиентов и, таким образом, помогает увеличить пропускную способность. Двумя наиболее многообещающими вертикалями в этом пространстве являются поставщики диагностического обслуживания и визуальной информации.
SaaS повышает производительность промышленных клиентов и, таким образом, помогает увеличить пропускную способность. Двумя наиболее многообещающими вертикалями в этом пространстве являются поставщики диагностического обслуживания и визуальной информации.
Профилактическое обслуживание: вертикаль с высоким уровнем приобретения, больше возможностей для венчурного капитала, возникающее у компаний на ранней стадии
По мере того, как датчики становятся товаром, стартапы все больше внимания уделяют добавлению ценности с помощью ИИ, который опирается на данные, полученные от машин.Стартапы здесь находятся на разных стадиях финансирования: от хорошо финансируемой Samsara (после оценки $3,6 млрд в декабре 2018 года) до relayer, который был приобретен за $300 млн компанией Munich Re, и Augury, который привлек $25 млн Series C в феврале 2019 года.
Инвесторы найдут возможности в компаниях на ранней стадии разработки наиболее эффективных моделей профилактического обслуживания, использующих как механические, так и эксплуатационные данные о машинах.
Визуальные идеи: прогресс в обучении
Вялое развитие робототехники до недавнего времени мешало стартапам, делающим ставку на компьютерное зрение, найти сильное соответствие продукта рынку.Группа высококвалифицированных инженерных команд, таких как Humatics, Neurala, Perceptin и Hangar, использовала свое финансирование серии A для создания отличных визуальных технологий и опыта, но по-прежнему испытывала трудности с поиском липких вариантов использования. Венчурные инвесторы должны сохранять терпение и поддерживать стартапы в их усилиях по коммерциализации продуктов; учитывая сложность технологии и неизбежно высокие затраты на переключение для клиентов. Первопроходцы в конечном итоге получат значительное конкурентное преимущество в этой вертикали, как только оно будет достигнуто.
Заключение: мы коснулись только поверхности Индустрии 4.0
Первая волна прорыва в производственных технологиях пришла с датчиками и аналитикой больших данных, но это только начало. Стартапы в области производственных технологий в настоящее время создают передовые революционные технологии, которые приносят огромную пользу клиентам и приносят прибыль инвесторам. Учитывая широту и сложность возможностей в этом секторе, следующая волна единорогов, скорее всего, будет связана с робототехникой и искусственным интеллектом SaaS в производстве.
Стартапы в области производственных технологий в настоящее время создают передовые революционные технологии, которые приносят огромную пользу клиентам и приносят прибыль инвесторам. Учитывая широту и сложность возможностей в этом секторе, следующая волна единорогов, скорее всего, будет связана с робототехникой и искусственным интеллектом SaaS в производстве.
Связаться с автором: LinkedIn
Как технологии трансформируют производство
Нет никаких сомнений в трансформационном воздействии технологических достижений на бизнес. Основными разработками, влияющими на производство, являются Интернет вещей (IoT), который описывает, как объекты используют Интернет для связи, и программы искусственного интеллекта (ИИ), которые собирают огромные объемы данных для интеллектуального машинного обучения. Оба этих достижения позволили улучшить производственные системы и повысить эффективность и хорошо приняты в отрасли.
К концу 2018 года на производственных линиях по всему миру будет работать более 1,3 млн роботов. Однако развитие технологий сопровождается опасениями, что роботы сделают производственные рабочие места излишними. Я считаю наоборот: разработка и внедрение этих технологий откроет много дверей для бизнеса, при этом сотрудничество человека и робота будет на первом плане.
Однако развитие технологий сопровождается опасениями, что роботы сделают производственные рабочие места излишними. Я считаю наоборот: разработка и внедрение этих технологий откроет много дверей для бизнеса, при этом сотрудничество человека и робота будет на первом плане.
Поскольку эта тенденция будет продолжаться, стоит обратить внимание на то, как эти технологии коренным образом меняют обрабатывающую промышленность, какой мы ее знаем.
Повышение наглядности
Производители всегда стремились к совершенству каждого продукта, и эта, казалось бы, невозможная задача теперь достижима. Благодаря более широкому внедрению ИИ в производственную линию компаниям стало намного проще определять области для улучшения, будь то с точки зрения эффективности, производительности или количества ошибок.
Благодаря технологии IoT машины могут беспрепятственно общаться друг с другом и реагировать на любые возникающие проблемы.Если машина обнаруживает проблему, она может быстро предупредить другие машины и сотрудников, что позволяет решить проблему в режиме реального времени. Кроме того, машины могут обнаруживать мельчайшие дефекты, которые не видит человеческий глаз. Повышение точности производства с помощью этих интеллектуальных технологических систем снижает количество ошибок и отказов продукции, что в целом снижает огромные затраты, с которыми исторически сталкивались производители.
Кроме того, машины могут обнаруживать мельчайшие дефекты, которые не видит человеческий глаз. Повышение точности производства с помощью этих интеллектуальных технологических систем снижает количество ошибок и отказов продукции, что в целом снижает огромные затраты, с которыми исторически сталкивались производители.
См. также
Профилактическое обслуживание
Ярким примером того, как искусственный интеллект и Интернет вещей повлияли на отрасль, является их влияние на прогностическое обслуживание.Сектор страдает от поломок и сбоев в работе оборудования: недавнее исследование The Wall Street Journal показало, что незапланированные простои из-за поломок оборудования обходятся предприятиям в 50 миллиардов долларов США в год. Технологии способны сделать эти дорогостоящие перерывы в работе прошлым.
ИИ представляет собой систему, которая постоянно изучает и оценивает работу машины, анализируя данные и незначительные изменения производительности. Технология сможет прогнозировать, когда проблема может возникнуть быстрее, чем любой человек.При этом технологии искусственного интеллекта могут отметить любую проблему на более ранней стадии, поэтому предприятия могут предвидеть проблему до того, как она усугубится.
Технология сможет прогнозировать, когда проблема может возникнуть быстрее, чем любой человек.При этом технологии искусственного интеллекта могут отметить любую проблему на более ранней стадии, поэтому предприятия могут предвидеть проблему до того, как она усугубится.
Согласно отчету McKinsey, компании, которые уже внедрили прогностическое техническое обслуживание на своих заводах, добились сокращения времени простоя оборудования на 50 %, а затрат на техническое обслуживание — на 10–40 %. В ближайшие несколько лет мы увидим увеличение использования профилактического обслуживания, при этом предприятия будут пожинать плоды снижения затрат на обслуживание и повышения эффективности.
Улучшение взаимодействия с клиентами
Интернет вещей и искусственный интеллект коренным образом меняют традиционное взаимодействие с клиентами — критически важную область для отрасли. Улучшенное предложение услуг может помочь свести на нет разгневанных или разочарованных клиентов, создавая четкую связь в режиме реального времени между производственными предприятиями и их клиентами. Если обновления необходимо вносить удаленно, то это можно сделать через Интернет вещей, а если в продукте обнаруживается потенциальный дефект, клиенты могут быть уведомлены об этом намного быстрее.
Если обновления необходимо вносить удаленно, то это можно сделать через Интернет вещей, а если в продукте обнаруживается потенциальный дефект, клиенты могут быть уведомлены об этом намного быстрее.
Возможность предоставления данных и понимания того, как используется продукт, позволяет предлагать клиентам удаленную поддержку. Все это способствует более эффективному и действенному способу консультирования и поддержки клиентов и предоставлению улучшенного сервиса.
Производственный сектор значительно выиграет от постоянного внедрения передовых технологий. Многие опасаются последствий этих событий для возможностей трудоустройства, но я твердо верю, что отрасль может многое выиграть от ИИ и Интернета вещей, и на самом деле они увеличат количество доступных рабочих мест на производстве.В конечном счете, это обеспечивает беспроигрышный сценарий, и я с нетерпением жду возможности увидеть, что произойдет в 2019 году. Ключевые технические изменения на 2022 год
Многие отрасли промышленности начинают внедрять новые и более передовые технологии, и обрабатывающая промышленность не является исключением. Поскольку мир технологий продвигает новые и инновационные продукты, многие компании предпочитают внедрять производственное программное обеспечение, чтобы упростить свою практику и более эффективно доставлять продукты клиентам.Вот почему мы настоятельно рекомендуем вам хотя бы узнать о некоторых из этих новых форм производственных технологий, чтобы ваши клиенты были довольны.
Поскольку мир технологий продвигает новые и инновационные продукты, многие компании предпочитают внедрять производственное программное обеспечение, чтобы упростить свою практику и более эффективно доставлять продукты клиентам.Вот почему мы настоятельно рекомендуем вам хотя бы узнать о некоторых из этих новых форм производственных технологий, чтобы ваши клиенты были довольны.
Искусственный интеллект (ИИ), Интернет вещей (IoT), 3D-печать и виртуальная реальность (VR) — это всего лишь несколько песчинок на пляже новых производственных технологий, но они неуклонно становятся все более распространенными в производственной практике. . Давайте внимательно изучим эти новые технологии и выясним, как они могут повысить производительность производства.
Сравните ведущих производителей программного обеспечения ERP для производства
3D-печать
Хотите верьте, хотите нет, но 3D-печать восходит к 80-м годам. Чарльз «Чак» Халл был первым, кто запатентовал идею одного из первых 3D-принтеров, потому что у него было надлежащее финансирование для нового устройства.
Халл не был первым, кто додумался до этой идеи. Доктор Хидэо Кодама из Японии сначала подумал о системе отверждения смолы лазерным лучом, но не смог завершить проект из-за нехватки средств.Французские ученые Жан-Клоуз Андре, Оливье де Витт и Ален ле Меотэ также придумали устройство для быстрого прототипирования для создания фрактальных геометрических фигур. Они подали заявку на патент, но были вынуждены отказаться от проекта, потому что у них также не было надлежащих средств для разработки проекта.
Первоначально рабочий на производстве столешниц и мебели, Халл не был поклонником того, сколько времени уходило на создание небольших нестандартных деталей. Он разработал идею использовать ультрафиолетовые лампы компании и наносить фоточувствительную смолу слой за слоем для создания нестандартных деталей.Добившись успеха, Халл подал заявку на патент на то, что он назвал стереолитографией (то, что мы сегодня знаем как 3D-печать). Он получил патент в 1986 году и основал свою собственную компанию в Валенсии, штат Калифорния, под названием 3D Systems. Первым продуктом компании стал SLA-1 (стереолитографический аппарат), выпущенный в 1988 году.
Первым продуктом компании стал SLA-1 (стереолитографический аппарат), выпущенный в 1988 году.
Другие компании разработали технологии 3D-печати в 90-х годах и достигли многих вех в 2000-х и 2010-х годах, включая рабочую почку (2000 год), первый протез (2008 год) и даже дом (2018 год).Если 3D-печать может перевернуть с ног на голову медицину и домашнюю промышленность, представьте, что она может сделать для производства? Экономия места, создание гибких прототипов и разработка безграничных форм — вот лишь некоторые из возможностей 3D-печати.
Экономия места
Как правило, производственные предприятия и предприятия должны хранить расходные материалы или оборудование в течение нескольких месяцев или лет либо в помещении, либо в отдельном хранилище. Допустим, у вас есть компания по производству гитар, и вам нужно хранить различные виды пластика и дерева, такие как дуб, вишня и красное дерево для корпусов гитар.Что произойдет, если у вас закончится место для хранения этих материалов или ваша древесина каким-то образом повредится во время хранения, и вы не сможете использовать ее для будущих гитар? С помощью 3D-печати вы можете создать идеальный корпус гитары, напоминающий тип текстуры/дизайна, который вы обычно создаете в четырех стенах вашего предприятия. Вы сэкономите деньги на поставке и хранении и избежите перепроизводства.
Вы сэкономите деньги на поставке и хранении и избежите перепроизводства.
Сравните ведущих производителей программного обеспечения ERP для производства
Гибкие прототипы
Целью 3D-принтера является создание прототипов продуктов, чтобы они соответствовали всем требованиям, предъявляемым к клиентам.Вы можете делать прототипы прямо на своем предприятии. Вам не нужно много оборудования или сборочной линии, потому что 3D-принтер может покрыть все ваши базовые потребности. Для каждого имеющегося у вас 3D-принтера вам понадобится всего один человек для управления им. Например, вы хотите сделать гитару в форме бабочки, но не уверены на 100%, что она сработает. Ваш 3D-принтер может сделать прототип, и если он вас разочарует, вы можете его выбросить.
Бесконечные формы
Существуют различные формы, которые люди придумали для разных продуктов, но из-за производственных затрат и/или сложности форм эти формы не могли быть реализованы.Ваш 3D-принтер может создать практически любую мыслимую форму. Восемьдесят процентов отраслей говорят, что 3D-печать повысила скорость их инноваций. Вы хотите гитару, напоминающую лестницу Эшера, рога оленя или самолет? Возможности 3D-печати практически безграничны.
Восемьдесят процентов отраслей говорят, что 3D-печать повысила скорость их инноваций. Вы хотите гитару, напоминающую лестницу Эшера, рога оленя или самолет? Возможности 3D-печати практически безграничны.
Интернет вещей (IoT)
Одним из наиболее связанных (каламбур) примеров производственных технологий является Интернет вещей (IoT). Впервые придуманный в 1999 году Кевином Эштоном, IoT представляет собой концепцию соединения различных физических устройств друг с другом через Интернет для совместного использования и обмена данными.
Эштон объединил IoT с RFID (радиочастотной идентификацией), когда оттенок коричневой помады в местном магазине косметики всегда был распродан. Он подумал, что если чипы RFID можно вставлять в кредитные/дебетовые карты, то почему бы не вставить чип в тюбик с губной помадой и другими продуктами, чтобы компании всегда могли знать, где находится их продукция.
Поскольку технология IoT используется в розничной торговле, здравоохранении, банковском деле и других отраслях, почему бы ей не работать в производстве? Вот некоторые особенности, над которыми стоит подумать, когда вы обдумываете идеальную систему IoT.
Прозрачная предсказуемость
Допустим, сверлильный станок, который вы используете на заводе по производству гитар, сломался в середине производства. Используя возможности Интернета вещей, этой проблемы можно полностью избежать. Датчики в системе IoT могут выявлять проблему в режиме реального времени и отправлять вам запрос на обслуживание, чтобы вы могли решить проблему до того, как она произойдет, а не тогда, когда она произойдет, сохраняя ценное производственное время.
Датчикив системе IoT могут оценивать звуковые частоты, температуру и характеристики вибрации ваших машин (сверлильные станки, винтовые станки, зубодолбежные станки и т. д.).). Эти датчики могут сообщить вам, работает ли ваше оборудование нормально или нет. Если ваш сверлильный станок сильно нагрелся после использования его только на двух гитарах, ваша система IoT немедленно сообщит вам об этом.
Сравните ведущих производителей программного обеспечения ERP для производства
Изысканные продукты на регулярной основе
Ваша компания заключила соглашение с вашими клиентами, чтобы каждый раз выпускать высококачественные гитары. Ваши клиенты ожидают от вас самого лучшего, иначе они удовлетворят свои потребности в гитарах за счет ваших конкурентов.Интернет вещей может гарантировать, что качество вашей продукции каждый раз будет устанавливать планку.
Ваши клиенты ожидают от вас самого лучшего, иначе они удовлетворят свои потребности в гитарах за счет ваших конкурентов.Интернет вещей может гарантировать, что качество вашей продукции каждый раз будет устанавливать планку.
Например, у вас может быть машина, которая устанавливает все струны на ваши гитары. Что, если эта машина устанавливает струны, но когда клиент играет несколько фраз, струны лопаются? Если это станет тенденцией среди ваших гитар, это может привести к недоверию со стороны ваших клиентов, отзыву ваших товаров и потенциальным судебным искам, если ваши клиенты получат травмы. Если в вашем оборудовании установлены правильные датчики, они могут подключаться к Интернету вещей и своевременно информировать вас о необходимости повторной калибровки или технического обслуживания.
Контролируйте свою цепочку поставок
Инвентарь и цепочка поставок ваших гитар должны тщательно контролироваться, особенно в случаях кражи или других подозрительных действий, пока ваш инвентарь находится в пути. С помощью RFID ваши запасы можно отслеживать в глобальном масштабе, и пользователи будут немедленно проинформированы, если в ваших планах возникнут какие-либо отклонения. Например, если ваш курьер решит сбиться с курса и оставить все ваши гитары себе, вы сразу об этом узнаете. IoT также предоставляет практические оценки доступных материалов на вашем предприятии, материалов, которые находятся в пути к вашему предприятию, и точное время прибытия новых материалов.
С помощью RFID ваши запасы можно отслеживать в глобальном масштабе, и пользователи будут немедленно проинформированы, если в ваших планах возникнут какие-либо отклонения. Например, если ваш курьер решит сбиться с курса и оставить все ваши гитары себе, вы сразу об этом узнаете. IoT также предоставляет практические оценки доступных материалов на вашем предприятии, материалов, которые находятся в пути к вашему предприятию, и точное время прибытия новых материалов.
Пример того, как система IoT контролирует ваше производственное оборудование.
Искусственный интеллект
Хотя идея искусственного интеллекта (ИИ) стала реальностью в 2021 году, она не всегда была так широко распространена. На протяжении всей истории бесчисленное количество авторов, философов, математиков и им подобных считали, что мы находимся в веках от существования функционального ИИ за пределами области фантастики.
ИИ развивался во многих формах по всему миру и стал феноменом в кино и литературе, но только в 1961 году изобретение Джорджа Девола, Unimate, стало первым признаком ИИ в обрабатывающей промышленности. Unimate автоматизировала сборочные линии завода General Motors в Нью-Джерси.
Unimate автоматизировала сборочные линии завода General Motors в Нью-Джерси.
Теперь ИИ используется для повседневных продуктов, включая Alexa, Uber, UberEats и Lyft. Давайте рассмотрим некоторые из распространенных способов, с помощью которых ИИ может улучшить ваше производственное предприятие.
Сравните ведущих производителей программного обеспечения ERP для производства
Опасности истощения
Независимо от того, какое у вас производственное предприятие, несчастные случаи, ошибки и разливы неизбежны. Однако, используя такую функцию, как управление удаленным доступом, которая активирует мощь ИИ, система может автоматизировать ключевые процессы., Это означает, что вашим работникам не придется работать в ситуациях, которые опасны или требуют чрезмерного напряжения сил. Вы не хотите, чтобы ваши работники травмировались на производственном участке вашего гитарного завода. Почему бы не позволить ИИ позаботиться о черновой работе?
Повышение рентабельности инвестиций (ROI)
Некоторые компании не решаются интегрировать искусственный интеллект в четырех стенах своих предприятий, потому что это связано с огромной ценой. Но отдача того стоит. По оценкам, ИИ повышает производительность на 40%.Компонент оптимизации принятия решений на основе ИИ может предложить идеальное время для выполнения обязательств по обслуживанию, чтобы вы не тратили производственное время впустую. Этот компонент также может информировать вас о простоях вашего оборудования, требованиях к запасам и многом другом, создавая эффект качелей. По мере того, как ваши операционные расходы резко падают, ваша рентабельность инвестиций стремительно растет.
Но отдача того стоит. По оценкам, ИИ повышает производительность на 40%.Компонент оптимизации принятия решений на основе ИИ может предложить идеальное время для выполнения обязательств по обслуживанию, чтобы вы не тратили производственное время впустую. Этот компонент также может информировать вас о простоях вашего оборудования, требованиях к запасам и многом другом, создавая эффект качелей. По мере того, как ваши операционные расходы резко падают, ваша рентабельность инвестиций стремительно растет.
Круглосуточное производство
AI дает вам возможность поддерживать производство в круглосуточном режиме, даже если вы решите запереться на ночь.В отличие от людей, машины могут работать 24 часа в сутки без остановок без еды, воды и сна. Если у вас есть заказ на 400 гитар-бабочек, которые нужно заполнить к утру субботы и 17:00, В пятницу ваши роботы с искусственным интеллектом могут работать всю ночь, гарантируя, что все 400 высококачественных гитар-бабочек будут изготовлены, чтобы вы могли выполнить свой заказ.
Виртуальная реальность
Подобно ИИ, виртуальная реальность (VR) — еще одна распространенная технология, возникшая на основе концепции, разработанной столетия назад.
Сэр Чарльз Уитстон исследовал и объяснил идею стереопсиса (бинокулярного зрения) в 1838 году.В его выводах было установлено, что мозг объединяет два изображения одного и того же предмета, по одному для каждого глаза, чтобы придать ему глубину и восприятие (т. е. трехмерность). Исследования и объяснения Уитстона привели к созданию одного из первых стереоскопов или первых очков виртуальной реальности. У него была пара зеркал, отрегулированных под углом 45 градусов к глазам человека. Каждое зеркало отражало картинку, которая располагалась по бокам зеркала, чтобы сделать изображение трехмерным.
В настоящее время игровые платформы, такие как PlayStation 4 и Nintendo Switch, а также Amazon, Google, Samsung и другие, имеют свои собственные гарнитуры виртуальной реальности, отправляя потребителей в различные реальности, которые стимулируют все их чувства. Трудно представить, что эту технологию можно использовать для чего-то большего, чем чистое развлечение. Но виртуальная реальность имеет свой собственный набор преимуществ для производства, что делает ее одним из четырех лучших примеров производственных технологий.
Трудно представить, что эту технологию можно использовать для чего-то большего, чем чистое развлечение. Но виртуальная реальность имеет свой собственный набор преимуществ для производства, что делает ее одним из четырех лучших примеров производственных технологий.
Реалистичная тренировка
Давайте будем честными. Сотрудники не запомнят всего, чему они научились на своих учебных занятиях по производству, особенно если учебные занятия состоят только из видеороликов и слайдов PowerPoint. Виртуальная реальность может улучшить ваш учебный процесс с помощью практических сценариев, которые позволяют обучаемым узнать, как выполнять поставленные перед ними задачи или что делать в чрезвычайной ситуации.
Например, предположим, что есть особый способ натягивания струн на гитаре с помощью струнной машины. Технология VR может создать реалистичные симуляции всего вашего оборудования, уменьшая ненужный износ, который может возникнуть в результате обучения стажеров на вашем реальном оборудовании.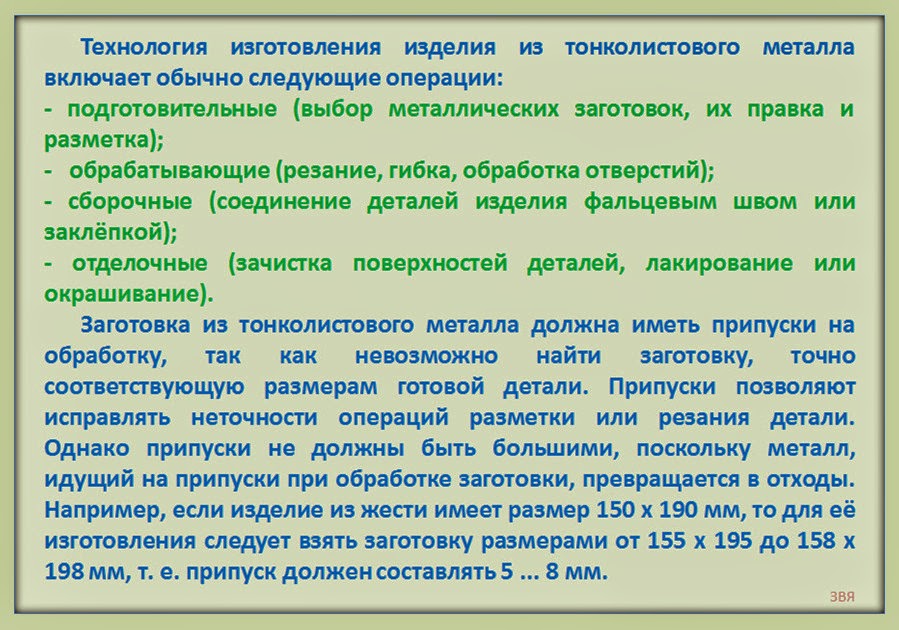 Кроме того, VR может создавать симуляции обучения в чрезвычайных ситуациях, чтобы стажеры знали, что делать при пожаре, торнадо или активных стрельбах.
Кроме того, VR может создавать симуляции обучения в чрезвычайных ситуациях, чтобы стажеры знали, что делать при пожаре, торнадо или активных стрельбах.
Точное моделирование продукта
СистемыVR могут сократить расходы на прототипы, поскольку они позволяют вам просматривать проекты или чертежи ваших продуктов для выявления ошибок или дефектов, чтобы вы могли точно настроить дизайн перед созданием прототипа.Например, у вас есть чертежи гитары в форме солнцезащитных очков, но вы не уверены, что ее размеры подойдут вашим покупателям. Программное обеспечение VR может позволить вам увидеть, какие размеры вам нужны, чтобы эта гитара была нужного размера и производила правильный звук.
Сравните ведущих производителей программного обеспечения ERP для производства
Финал
Интернет вещей, 3D-печать, дополненная и виртуальная реальность — это лишь несколько капель в море производственных технологий, о которых стоит задуматься. Один, некоторые или все четыре из этих примеров могут быть тем, что вам нужно для успеха. Или ни одно из этих производственных решений не является тем, что вы ищете. Идея состоит в том, чтобы выбрать технологию, которая соответствует вашей производственной практике, чтобы лучше удовлетворить ваших клиентов.
Или ни одно из этих производственных решений не является тем, что вы ищете. Идея состоит в том, чтобы выбрать технологию, которая соответствует вашей производственной практике, чтобы лучше удовлетворить ваших клиентов.
Услуги передовых производственных технологий/промышленность 4.0
Заводы и цепочки поставок все больше взаимосвязаны с помощью передовых сетевых и вычислительных технологий, которые позволяют создавать продукты и производственные возможности, выходящие далеко за пределы всего, что было возможно ранее. Эту киберфизическую связь часто называют Индустрией 4.0, термин, введенный Европейской комиссией.
Внедрение услуг в области передовых производственных технологий/Индустрии 4.0 может помочь вашей компании добиться более высокого качества продукции и инноваций, повысить эффективность и производительность производственных процессов, а также увеличить связность цепочки поставок, что в конечном итоге сделает вас более конкурентоспособными на рынке и поддержит рост бизнеса.
Малые и средние производители могут быть перегружены услугами передовых производственных технологий/Индустрия 4.0 вариантов. Национальная сеть MEP поможет вам понять, что это за технологии и как они могут повысить эффективность вашей компании и стимулировать рост бизнеса. Наши эксперты могут помочь вам разработать стратегию внедрения, определить масштаб проекта, согласовать поставщиков с проверенными ресурсами и управлять внедрением, чтобы обеспечить достижение ваших бизнес-целей и удовлетворение потребностей клиентов. Конкретные области, в которых могут помочь центры MEP, включают:
Аддитивное производство/3D-печать
Аддитивное производство, которое включает в себя 3D-печать, включает в себя наложение слоев материала (пластика, металла, бетона или дерева) друг на друга для создания продукта.Популярность аддитивного производства быстро растет благодаря его многочисленным преимуществам и применениям, включая поиск альтернативных вариантов дизайна, быстрое создание прототипов, ремонт, сокращение отходов и более гибкие инновации.
Дополненная и виртуальная реальность
Технология дополненной реальности накладывает изображения, созданные компьютером, на представление пользователя о мире, добавляя слой дополнительной информации к реальной среде. Технология виртуальной реальности обеспечивает реалистичное погружение в трехмерную смоделированную среду с использованием специального электронного оборудования, такого как шлемы со встроенными экранами или перчатки с датчиками.Такие инструменты позволяют принимать более качественные и обоснованные решения по проектированию и производству на протяжении всего жизненного цикла продукта.
Большие данные
Ежедневно на производственных предприятиях создаются бесконечные объемы данных, однако не все производители знают, как эффективно и результативно собирать и использовать эти данные. Национальная сеть MEP помогает вам использовать возможности больших данных (больших наборов данных, собранных из различных областей бизнеса, которые могут служить исходными данными для анализа искусственного интеллекта) для выявления закономерностей и тенденций в операциях, производственных характеристиках, а также поведении и взаимодействии людей. .Большие данные могут помочь вам принимать более обоснованные бизнес-решения.
.Большие данные могут помочь вам принимать более обоснованные бизнес-решения.
Облачные вычисления
Облачные вычисления включают в себя хранение и доступ к данным и программным приложениям на сторонних серверах в удаленных местах через подключение к Интернету. Это предоставляет вам быстрые, безопасные и экономичные альтернативы для поиска и управления информацией вашей компании. Облачные вычисления также предоставляют возможность аутсорсинга многих функций хранения данных и управления программным обеспечением, что в конечном итоге экономит время и деньги вашей компании.
Кибербезопасность
Несанкционированная утечка данных — это риск, которым вы должны управлять, поскольку кибер- и физические системы становятся все более взаимосвязанными. Кибербезопасность охватывает все способы защиты вашей компании от взломов. Защищая свое оборудование, программное обеспечение и операционные системы от внутренних и внешних угроз, вы и ваши клиенты можете оставаться в безопасности.
Интернет вещей
Интернет вещей (IoT) — это аспект услуг передовых производственных технологий/Индустрия 4.0, который описывает киберфизическую связь посредством повсеместного использования датчиков и коммуникационных технологий. Внедряя философию IoT, ваша компания может собирать данные со своих физических активов и делиться этими данными во всех операциях. Этот повышенный уровень взаимосвязи позволяет вашему предприятию работать более эффективно благодаря подробной информации в режиме реального времени обо всех аспектах операций, создавая среду с полной прозрачностью и повышенной производительностью.
Робототехника/гибкая автоматизация
Современные роботы более интеллектуальны, универсальны и гибки, чем когда-либо прежде, а затраты на их внедрение в производственных цехах в качестве стационарных средств автоматизации снижаются.Коллаборативные роботы (коботы) позволяют вашим работникам безопасно взаимодействовать с машинами, которые выполняют повторяющиеся, опасные и эргономически сложные задачи. В результате повышается безопасность работников и сокращаются потери времени. Промышленная робототехника и гибкая автоматизация являются приоритетом для производителей, поскольку более жесткие рынки труда и конкурентное давление стимулируют изменения. Эксперты Национальной сети MEP могут помочь вам узнать о положительной отдаче от инвестиций, поскольку стоимость автоматизации снижается, а удобство использования повышается.
В результате повышается безопасность работников и сокращаются потери времени. Промышленная робототехника и гибкая автоматизация являются приоритетом для производителей, поскольку более жесткие рынки труда и конкурентное давление стимулируют изменения. Эксперты Национальной сети MEP могут помочь вам узнать о положительной отдаче от инвестиций, поскольку стоимость автоматизации снижается, а удобство использования повышается.
Моделирование
Когда дело доходит до проектирования деталей или производственных процессов, всегда есть возможности для улучшения. Ваша задача — выяснить, что нужно изменить, чтобы получить наилучшие результаты. Программное обеспечение для моделирования может помочь вам в этом процессе. Используя моделирование, вы можете создавать виртуальные представления детали или процесса на компьютере. Это позволяет вам проверить продукт, процесс или идею улучшения, не неся при этом полную стоимость.
Системная интеграция
Интеграция систем управления производством и программного обеспечения является ключом к услугам передовых производственных технологий/Индустрии 4. 0. Расширение возможностей подключения и обмена данными между вашим производственным аппаратным и программным обеспечением дает значительные возможности для оптимизации производственных операций и решений. Сбор и анализ данных стали проще, чем когда-либо прежде. Благодаря системной интеграции вы можете использовать системы планирования ресурсов предприятия или управления жизненным циклом продуктов для сбора, хранения, управления и понимания данных из различных областей. Наличие единого централизованного хранилища для всех данных, собранных в вашей организации, делает управление данными более эффективным и повышает общую прозрачность бизнес-операций вашей компании.Системная интеграция предоставляет информацию тем, кто в ней нуждается, там, где она нужна, и тогда, когда она нужна — как внутри ваших заводов, так и в рамках ваших цепочек поставок.
0. Расширение возможностей подключения и обмена данными между вашим производственным аппаратным и программным обеспечением дает значительные возможности для оптимизации производственных операций и решений. Сбор и анализ данных стали проще, чем когда-либо прежде. Благодаря системной интеграции вы можете использовать системы планирования ресурсов предприятия или управления жизненным циклом продуктов для сбора, хранения, управления и понимания данных из различных областей. Наличие единого централизованного хранилища для всех данных, собранных в вашей организации, делает управление данными более эффективным и повышает общую прозрачность бизнес-операций вашей компании.Системная интеграция предоставляет информацию тем, кто в ней нуждается, там, где она нужна, и тогда, когда она нужна — как внутри ваших заводов, так и в рамках ваших цепочек поставок.
Сотрудники часто думают, что роботы заменят рабочие места, но это даже близко не соответствует нашим ожиданиям. Мы хотим использовать робота, чтобы помочь нашим людям стать более эффективными и получать больше удовольствия от своей работы, перекладывая задачи, которые им не так нравятся, на робота и предоставляя им больше возможностей делать то, что им нравится.
— Ханс Хаазе, инженер-технолог ESI, Electronic Systems Inc.
Прочтите историю успеха
Герои американского производства: инструмент Faustson
Faustson Tool, клиент Manufacturer’s Edge (центр MEP в Колорадо и часть национальной сети MEP), управляет предприятием площадью 16 000 квадратных футов с более чем 20 высококвалифицированными сотрудниками, которым владеет и управляет Алисия Свальди. Faustson Tool остается в авангарде обрабатывающей промышленности, продолжая традицию внедрения новейших технологий и расширения их возможностей.Faustson Tool берется за самые сложные задачи, с которыми могут справиться лишь несколько американских компаний, используя современную прецизионную обработку, чтобы делать то, что никто другой в отрасли не считает возможным. Репутация Faustson в области инноваций и превосходства принесла компании престижную клиентуру: Faustson Tool изготовила ключевой компонент космического телескопа НАСА «Кеплер» и работала с Ball Aerospace над производством деталей для американского ударного истребителя F-35 Lightning II. Преимущество производителя помогло Faustson Tool улучшить поток продукции и производство, быть инновационным и оставаться конкурентоспособным в современном мире производства.Одним из наиболее впечатляющих результатов этого сотрудничества стала разработка Центра расширенных характеристик ADAPT, исследовательского центра 3D-печати металлом.
Преимущество производителя помогло Faustson Tool улучшить поток продукции и производство, быть инновационным и оставаться конкурентоспособным в современном мире производства.Одним из наиболее впечатляющих результатов этого сотрудничества стала разработка Центра расширенных характеристик ADAPT, исследовательского центра 3D-печати металлом.
Если вы хотите, чтобы кто-то связался с вами по поводу передовых производственных технологий или Индустрии 4.0 , , пожалуйста, заполните форму ниже.
Международный журнал передовых производственных технологий
Международный журнал передовых производственных технологий ликвидирует разрыв между чисто исследовательскими журналами и более практичными публикациями о передовых технологиях производства и системах.Таким образом, он представляет собой выдающийся форум для статей, посвященных темам прикладных исследований, относящимся к производственным процессам, машинам и интеграции процессов.
Публикуемые статьи будут по-прежнему соответствовать высоким стандартам качества. Это обеспечивается тем, что каждая статья подвергается строгой процедуре оценки членами международного редакционно-консультативного совета. Цель состоит в том, чтобы твердо установить, что представленные документы действительно соответствуют требованиям, особенно в контексте проверенной исследовательской работы на основе приложений.Недопустимо, чтобы статьи имели только теоретическое содержание, статьи должны демонстрировать производственные приложения.
Журнал охватывает весь спектр передовых производственных технологий, в том числе:
• Технологии обработки и формовки
• Нетрадиционные процессы удаления материала
• Технология станков
• Соединение материалов
• Лазерные технологии и приложения
• Микро- и нано- производство
• Робототехника, мехатроника и автоматизация производства
• Точное машиностроение, контроль, измерения и метрология
• Экологически безопасное производство
• Аддитивное производство
• Компьютерно-интегрированные производственные системы
• Применение эволюционных вычислительных технологий в производственных операциях
• Планирование производства , оптимизация и моделирование
• Интеллектуальное производство
• Виртуальное производство
- Преодолевает разрыв между чисто исследовательскими журналами и более практическими публикациями по системам автоматизации производства.
- Соответствует высоким стандартам качества для статей, посвященных прикладным исследовательским темам, охватывающим весь спектр производства. , лазеры, программируемая сборка, гибкие производственные системы и многое другое
- 95% авторов, принявших участие в опросе, сообщили, что они обязательно будут публиковаться или, возможно, будут публиковаться в журнале снова

Информация журнала
- Главный редактор
- Редакторы
- Кай Ченг,
- Дэвид В.Рассел,
- М. С. Шунмугам,
- Исмаил Лазоглу
 С. Шунмугам,
С. Шунмугам,- Издательская модель
- Гибрид (Трансформационный журнал). Как публиковаться у нас, в том числе в открытом доступе
Показатели журнала
- 3,226 (2020)
- Импакт-фактор
- 3.320 (2020)
- Пятилетний импакт-фактор
- 53 дня
- Представление первого решения
- 1 217 366 (2020)
- Загрузки
Пять технологических приложений, влияющих на производственные инновации
«Давайте изобретать завтра, вместо того, чтобы беспокоиться о том, что было вчера. ” – Стивен Джобс
” – Стивен Джобс
Производитель может быть инновационным во многих отношениях, помимо использования технологий. Инновации могут включать использование новых бизнес-моделей, разработку новых процессов и услуг, а также усовершенствование существующих продуктов.
Технология действительно поддерживает инновации и стимулирует их. Технологические достижения могут позволить производителям создавать товары более высокого качества быстрее, чем раньше, с меньшими затратами и помочь им реализовать более эффективные операции, чтобы стать более конкурентоспособными.
Новаторы и инженеры постоянно совершенствуют существующие технологии, чтобы удовлетворить неудовлетворенные потребности, поставлять товары для неосвоенных рынков и, самое главное, стремятся оставаться впереди конкурентов!
Итак, в этом духе, вот пять технологий, которые влияют на производственные инновации. Я понимаю, что это ни в коем случае не исчерпывающий или полный список, так что это лишь некоторые из них для вашего рассмотрения:
1.
 Аддитивное производство / 3D-печать
Аддитивное производство / 3D-печатьАддитивное производство фактически было разработано в 1980-х годах, но в последние несколько лет оно вызвало более значительный интерес.Он охватывает все без исключения процессы, связанные с печатью трехмерного продукта, поэтому его обычно называют 3D-печатью. Аддитивное производство включает в себя метод, называемый холодным напылением, который включает взрыв металлических частиц через сопло на высоких скоростях, связывание частиц вместе для формирования форм. Это создает часть строительных материалов слой за слоем с помощью компьютера. Поскольку конечным результатом является высокоточная копия оригинального дизайна, во время производственного процесса возникает меньше отходов, что может сэкономить деньги производителя.
Исторически технология аддитивного производства была дорогой и обычно использовалась «крупной рыбой» в этой области. Однако последние достижения позволили аддитивному производству стать более доступным, и ожидается, что оно станет обычным вариантом для небольших производителей. 3D-принтеры будут продолжать менять производственный ландшафт, создавая более эффективные способы изготовления нестандартных деталей и товаров.
3D-принтеры будут продолжать менять производственный ландшафт, создавая более эффективные способы изготовления нестандартных деталей и товаров.
2. Дополнительные материалы
В отчете Совета советников президента по науке и технологиям (PCAST) отмечается, что «почти все мегатенденции будущего — энергоэффективность или альтернативные источники энергии, новые материалы для борьбы с нехваткой ресурсов, потребительские устройства следующего поколения и новые парадигмы в химической безопасности и защите — сильно зависят от передовых материалов» и что эти передовые материалы «будут питать развивающиеся многомиллиардные отрасли.«Это включает в себя передовые композиты, использование которых на сегодняшний день в значительной степени ограничено в ограниченном количестве дорогостоящих приложений. Тем не менее, предпринимаются усилия по разработке производственных процессов, которые снижают стоимость и ускоряют производство, чтобы в ближайшие годы усовершенствованные композиты были интегрированы в гораздо более широкий спектр продуктов и приложений.
3. Облачные вычисления
Облачные вычисления используют подключенные к сети удаленные службы для управления и обработки данных. Жизнь в облаке будет набирать обороты, но необходимо постоянно решать проблемы безопасности.Компании все чаще используют эту технологию в разных географических точках для обмена данными и принятия более эффективных бизнес-решений. Облачные вычисления помогают снизить затраты, улучшить контроль качества и сократить время производства.
4. Интернет вещей (IoT)
Многие из нас сейчас не могут представить себе жизнь до появления смартфона… добро пожаловать в идею умного производственного предприятия. Умные технологии не новы, но они неуклонно развиваются в будущее для производства.
Представьте себе рабочее место, где подключенное оборудование сможет общаться через Интернет, а компьютеризированное производственное оборудование сможет «разговаривать друг с другом» и отправлять/получать уведомления о рабочих условиях. При обнаружении проблемы на другие сетевые устройства отправляется уведомление, чтобы весь процесс можно было настроить автоматически. Конечным результатом будет сокращение времени простоя, повышение качества, сокращение отходов и снижение затрат. Эта технология приведет к развитию новых типов должностей для производственной рабочей силы.
При обнаружении проблемы на другие сетевые устройства отправляется уведомление, чтобы весь процесс можно было настроить автоматически. Конечным результатом будет сокращение времени простоя, повышение качества, сокращение отходов и снижение затрат. Эта технология приведет к развитию новых типов должностей для производственной рабочей силы.
5. Нанотехнологии
Нанотехнологии имеют дело с материей размером от 1 до 100 нанометров; нанометр — это одна миллиардная часть метра. Нанотехнологии традиционно использовались в аэрокосмической и биомедицинской сферах, но теперь они используются для производства легких прочных материалов для лодок, спортивного оборудования и автозапчастей, а также для создания предметов личной гигиены, таких как очки.
Наноструктурированные катализаторы делают химические производственные процессы более эффективными за счет экономии энергии и сокращения отходов, а также найдут более широкое применение в здравоохранении и фармацевтике.
Оставаться на вершине технологий
Если вы небольшой производитель, особенно важно иметь дальновидный подход и адаптироваться к технологиям.