Отводы сварные секторные (сегментные) по ОСТ 36-21-77 и ОСТ 34 10.752
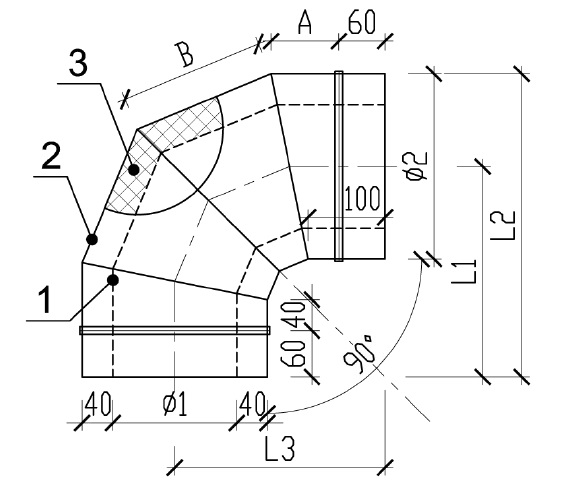
Отводы сварные секторные (сегментные) используются для соединения труб большого диаметра с определенным углом поворота потока, работающих в условиях невысокого давления. Угол поворота сварного отвода зависит от области применения и условий эксплуатации данной детали. Отвод сварной секторный может быть изготовлен под разными углами, но наиболее распространенные отводы секторные сварные имеют угол в 30°, 45°, 60° и 90°. На сегодняшний день, практически во всех строительствах трубопроводов или теплотрасс используются сварные секторные отводы. На рисунке, приведенном ниже, вы можете посмотреть как схематично выглядят отводы сварные секторные:
Отводы сварные секторные:
Отводы сварные секторные чаще всего изготавливаются по двум стандартам: ОСТ 36-21-77 (для нефтепроводов) и ОСТ 34 10.752-97 (для трубопроводов воды и пара). Отводы сварные секторные изготавливаются из листа стали или трубы путем изготовления конусообразных колец с дальнейшей их сваркой в отвод (колено). Такие отводы идут от диаметра 530мм и выше. Отличительной особенностью сварных отводов является цена, как правило, она в разы ниже цены на отводы крутоизогнутые цельнотянутые и отводы штампосварные больших диаметров, это обусловлено простым процессом их изготовления.
Отводы сварные секторные изготавливаются из листа стали или трубы путем изготовления конусообразных колец с дальнейшей их сваркой в отвод (колено). Такие отводы идут от диаметра 530мм и выше. Отличительной особенностью сварных отводов является цена, как правило, она в разы ниже цены на отводы крутоизогнутые цельнотянутые и отводы штампосварные больших диаметров, это обусловлено простым процессом их изготовления.
В нижеприведенных таблицах указаны все виды отводов сварных секторных по ОСТ 36-21-77 и ОСТ 34 10.752-97 поставляемые нашей компанией, а также все характеристики данных отводов:
Отводы по ОСТ 36-21-77
| Размеры, мм | Условное давление Ру МПа | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dу | Dн | R | L отводов под углом | Н | s | неагрес-сивных | среднеаг-рессивных | |||||
| секторов | полусекторов с углом | |||||||||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||||||
| 500 | 530 | 750 | 750 | 432 | 310 | 201 | 260 | 200 | 130 | 7 8 10 12 |
1,6 (16) 2,5 (25) — — |
1,0 (10) — 1,6 (16) |
| 600 | 630 | 900 | 900 | 520 | 372 | 241 | 314 | 242 | 157 | 7 10 12 |
1,6 (16) 2,5 (25) — |
1,0 (10) 1,6 (16) 2,5 (25) |
| 800 | 820 | 1200 | 1200 | 694 | 496 | 322 | 424 | 327 | 212 | 8 10 12 14 |
1,6 (16) — 2,5 (25) — |
1,0 (10) 1,6 (16) — 2,5 (25) |
| 1000 | 1020 | 1500 | 1500 | 865 | 620 | 402 | 530 | 410 | 265 | 8 10 12 15 |
1,0 (10) 1,6 (16) — 2,5 (25) |
0,63 (6,3) 1,0 (10) 1,6 (16) — |
| 1200 | 1220 | 1800 | 1800 | 1040 | 745 | 483 | 638 | 493 | 319 | 9 12 15 |
1,0 (10) 1,6 (16) — |
0,63 (6,3) 1,0 (10) 1,6 (16) |
| 1400 | 1420 | 2100 | 2100 | 1210 | 870 | 564 | 744 | 576 | 372 | 10 14 |
1,0 (10) 1,6 (16) |
0,63 (6,3) 1,0 (10) |
В следующей таблице Вы можете посмотреть массу отводов изготовленных по ОСТ 36-21-77:
| Размеры, мм | Масса, кг | |||||||
|---|---|---|---|---|---|---|---|---|
| Dу | S | отводов под углом | секторов | полусекторов с углом | ||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||
| 500 | 7 8 10 12 |
109,1 124,4 154,7 184,7 |
72,7 83,8 102,9 122,9 |
56,0 63,8 79,3 94,6 |
36,2 41,2 51,2 61,0 |
36,0 41,0 50,9 60,7 |
27,8 31,6 39,2 46,7 |
17,9 20,3 25,2 29,9 |
| 600 | 7 10 12 |
155,9 220,9 265,2 |
103,9 147,4 176,0 |
80,1 113,6 135,6 |
51,8 73,3 87,5 |
51,6 73,0 87,1 |
39,8 56,3 67,1 |
25,6 36,2 43,0 |
| 800 | 8 10 12 14 |
309,3 385,5 461,1 535,9 |
206,0 256,7 306,9 356,5 |
159,0 198,0 236,8 275,2 |
102,8 127,9 152,8 177,5 |
102,4 127,5 152,3 177,0 |
79,0 98,4 117,4 136,3 |
50,9 63,3 75,5 87,3 |
| 1000 | 8 10 12 15 |
481,9 600,8 719,1 895,5 |
321,0 400,2 487,8 596,1 |
247,8 308,8 369,4 459,8 |
160,1 199,5 238,6 296,7 |
159,8 199,0 238,0 296,0 |
123,3 153,6 183,6 228,2 |
79,5 98,9 118,1 146,6 |
| 1200 | 9 12 15 |
778,0 1037,2 1288,7 |
518,3 690,8 858,0 |
400,2 531,6 662,1 |
258,6 343,4 427,3 |
258,1 342,7 426,6 |
264,4 329,0 |
128,5 170,3 211,6 |
| 1400 | 10 14 |
1174,2 1637,9 |
782,2 1090,8 |
603,9 841,9 |
390,3 543,7 |
389,7 542,9 |
300,8 418,8 |
194,0 269,7 |
Ниже приведен пример условного обозначения отводов по ОСТ 36-21-77:
Отвод 90°, диаметром 530 мм, толщиной стенки 10 мм из стали марки 17Г1С:
Отвод 90° 530х10 17Г1С ОСТ 36-21-77
Отводы по ОСТ 34.
 10.752-97
10.752-97В ОСТ 34 10.752-97 есть 5 таблиц, в каждой из которых указаны все характеристики для отводов (колен) в 15°, 30°, 45°, 60° и 90°. Мы не будем описывать характеристики всех колен, а укажем характеристики наиболее популярных отводов – отводов с углом в 90°:
| Условное Давление Ру | Условные проход Dу | Разм. Присоед. Труб Dн х S | Dн1 | S1 | R | α1 | α2 | φ | a | a1 | b | b1 | C | Масса, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2,5 (25) | 100 | 108*4 | 108 | 4 | 305 | 11° 15’ |
22° 30’ |
90° | 144 | 122 | 100 | 100 | 355 | 6,2 |
| 125 | 133*4 | 133 | 320 | 154 | 127 | 370 | 8,1 | |||||||
| 150 | 159*5 | 159 | 5 | 330 | 164 | 132 | 380 | 12,3 | ||||||
| 200 | 219*7 | 219 | 7 | 360 | 188 | 144 | 100 | 100 | 410 | 25,6 | ||||
| 250 | 273*8 | 273 | 8 | 410 | 218 | 159 | 110 | 105 | 460 | 40,9 | ||||
| 300 | 325*8 | 325 | 490 | 260 | 180 | 130 | 115 | 540 | 56,8 | |||||
| 350 | 377*9 | 377 | 9 | 570 | 300 | 200 | 150 | 125 | 620 | 84,3 | ||||
| 400 | 426*10 | 426 | 10* | 640 | 240 | 220 | 170 | 135 | 690 | 118,4 | ||||
| 500 | 530*8 | 530 | 8 | 800 | 424 | 212 | 212 | 106 | 800 | 134,0 | ||||
| 11 | 530 | 318 | 209 | 106 | 103 | 580 | 138,5 | |||||||
| 600 | 630*8 | 630 | (12) | 950 | 504 | 252 | 252 | 126 | 950 | 283,3 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 209,4 | ||||||||
| 700 | 720*9 | 9 | 1080 | 572 | 286 | 286 | 143 | 1080 | 276,4 | |||||
| 11 | 720 | 432 | 266 | 144 | 122 | 770 | 247,6 | |||||||
| 800 | 820*11 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 438,8 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 317,7 | ||||||||
| 1000 | 1020*14 | 1020 | 14 | 1350 | 812 | 406 | 406 | 203 | 1530 | 862,5 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 579,0 | ||||||||
| 1200 | 1220*14 | 1220 | 1830 | 972 | 486 | 486 | 243 | 1830 | 1233,7 | |||||
| (18) | 1220 | 732 | 366 | 244 | 122 | 1220 | 1068,5 | |||||||
| 1,6 (16) | 400 | 426*6 | 426 | 10* | 640 | 340 | 220 | 170 | 135 | 690 | 118,4 | |||
| 500 | 530*8 | 530 | 8 | 530 | 318 | 209 | 106 | 103 | 580 | 100,7 | ||||
| 600 | 630 | (10) | 950 | 504 | 252 | 252 | 126 | 950 | 236,7 | |||||
| 630 | 378 | 239 | 126 | 113 | 680 | 174,6 | ||||||||
| 700 | 720*9 | 720 | 9 | 720 | 432 | 266 | 144 | 122 | 770 | 202,8 | ||||
| 800 | 820*9 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 358,5 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 259,9 | ||||||||
| 1000 | 1020*10 | 1020 | 10 | 1530 | 812 | 406 | 406 | 203 | 1530 | 616,3 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 413,0 | ||||||||
| 1200 | 1220*11 | 1220 | 11 | 1830 | 972 | 486 | 486 | 243 | 1830 | 969,4 | ||||
| 1220 | 732 | 366 | 244 | 122 | 1220 | 651,8 | ||||||||
| 1400 | 1420*14 | 1420 | (14) | 2130 | 1132 | 566 | 566 | 283 | 2130 | 1671,3 | ||||
| 1420 | 852 | 426 | 284 | 142 | 1420 | 1123,8 | ||||||||
| 1600 | 1620*14 | 1620 | (14) | 2430 | 1290 | 644 | 644 | 322 | 2206,2 | |||||
| (18) | 1620 | 966 | 483 | 322 | 161 | 1901,6 |
Ниже приведен пример условного обозначения отводов по ОСТ 34 10. 752-97:
752-97:
Отвод 90°, диаметром 426 мм, толщиной стенки 12 мм из стали марки 09Г2С:
Отвод 90° 426х12 09Г2С ОСТ 34.10.752-97
Если Вам требуется посмотреть вышеуказанные характеристики для колен 15°, 30°, 45° или 60°, то Вы сможете посмотреть их на нашем сайте нажав на ОСТ 34 10.752-97.
Все швы сварных отводов тщательно проверяются на неразрушающий контроль, а также на разрушающий контроль. Методы контроля могут быть различны, например: Радиационная дефектоскопия, ультразвуковая дефектоскопия, магнитная и электромагнитная дефектоскопия и т.д. Поэтому все сварные отводы, поставляемые ООО “ТД ”Союз ДСК”, успешно выдерживают все необходимые воздействия при правильных условиях их эксплуатации.
Сварные секторные отводы могут быть произведены из различных видов стали (углеродистой, низколегированной, высоколегированной коррозионно-стойкой, жаростойкой и жаропрочной). Они применяются в соединениях трубопроводов многих видов промышленности, позволяющих по условиям эксплуатации их использование.
Они применяются в соединениях трубопроводов многих видов промышленности, позволяющих по условиям эксплуатации их использование.
Наша компания поставляет отводы сварные секционные из различных марок стали, таких как: сталь 20 и 09Г2С (отводы сварные стальные), сталь 12х18н10т (отводы сварные нержавеющие) и др. Возможно изготовление отводов сварных секторных других диаметров, из других марок стали, по другим нормативным документам (ТУ 102-488-95 и др.), а также по чертежам и эскизам заказчика.
На все
сварные секторные отводы, поставляемые нашей компанией выдаются паспорта качества, разрешение на применение, а также сертификат соответствия.Если у вас остались вопросы, связанные с отводами сварными секторными, Вы можете задать их менеджерам нашей компании по электронной почте [email protected] или по телефону +7 (343) 361 2377
Изготавливаемая продукция: Отводы сварные секторные
Может быть интересно
1) Отводы крутоизогнутые (бесшовные по ГОСТ 17375-01, ГОСТ 30753-01)
2) Отводы штампосварные (ТУ 102-488-05)
3) Отводы гнутые (ТУ 51-515-91, ОСТ 36-42-81, ГОСТ 22793-83 и пр. )
)
4) Отводы точеные (бесшовные) (по чертежу)
Отводы холодного гнутья
Отвод холодного гнутья
Складирование ОХГ
Складирование отводов холодного гнутья
Трубогибочный станок — 1
Трубогибочный станок — 2
ООО «Нефтегазстрой» изготавливает отводы способом поперечной гибки труб в холодном состоянии.
В качестве технологического оборудования применяются станки для холодной гибки труб (ГТ). Станки ГТ могут эксплуатироваться на открытых монтажных площадках (в стационарных и полустационарных условиях), также в составе сварочных колонн при строительстве трубопроводов, в т.ч. газопроводов и нефтепроводов, в соответствии с требованиями ГОСТ 24950.
Для изготовления гнутых отводов используются прямошовные и бесшовные стальные трубы с наружным диаметром 219-1420 мм с защитным покрытием, нанесенным в заводских условиях, и без покрытия.
| Марка станка | Дорн | Диапазон трубы, мм |
|---|---|---|
| ГТ-1425 | Д 1425, Д 1225 | от 914 до 1420 |
| ГТ-1022 | Д 1023, Д 721, Д 531 | от 508 до 1020 |
| ГТ-532 | Д 531 | Ду 530, для диаметров труб 219÷ 426 дорн не применяется |
С целью предотвращения гофрообразования и уменьшения овальности труб при их гибке используется дорн.
Гибка производится путем обкатки трубы по формующему лекалу (башмаку) с помощью гибочного ложемента и системы гидроцилиндров. Станки комплектуются цифровыми угломерами.
Модели трубогибов ГТ1022, ГТ532, ГТ1425 имеют возможность гибки труб высоких классов прочности и с большей толщиной стенки. Также модели ГТ имеют высокую производительность, короткий гибочный ложемент, что позволяет получать отводы с меньшими радиусами гиба, особенно при использовании дорнов. Вкладыши изготовлены из полиуретанового покрытия или без покрытия на диаметры труб, необходимые Заказчику.
Также модели ГТ имеют высокую производительность, короткий гибочный ложемент, что позволяет получать отводы с меньшими радиусами гиба, особенно при использовании дорнов. Вкладыши изготовлены из полиуретанового покрытия или без покрытия на диаметры труб, необходимые Заказчику.
| Параметры | ГТ 532 | ГТ 1022 | ГТ 1425 |
|---|---|---|---|
| Наружный max D изгибаемых труб, мм | 530 | 1020 | 1420 |
| — D прочих изгибаемых труб, мм | 219, 273,325, 377,426 |
530, 720 |
1220 |
| Машинное время одного гиба, с | 76 | 90 | 96,5 |
| Максимальный угол изгиба труб длиной 12 м | до 27° | до 9° | до 6° |
| Максимальная толщина стенки труб D класса прочности К65 (Х80), мм | D530-12 | D1020-22 | D1420-26,5 |
| Достижимый радиус изогнутой трубы, м | 15-25 | 25-40 | 60 |
| Установленная мощность, кВт | 22 | 55 | 90 |
| Габаритные размеры, мм: — длина — ширина — высота |
4220 1400 2870 |
8110 2600 3130 |
9900 3110 3100 |
| Масса (без кабины, ходы и вкладышей), кг | 8000 | 29780 | 53920 |
Свидетельство о регистрации ОПО
Сертификат соответствия продукции
НИИ Транснефть — о включении в реестр ОВП
Изгиб труб и труб 101
В настоящее время обновляется, чтобы добавить новые смещения для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба и трубогиба. Как и в настоящем колледже, мы покажем вам старый способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
Гибка трубы с помощью Rogue Model 600 Bender, 101: основы
Изгибая 101, вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как согнуть нужную величину . Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на матрице радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей местоположения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите. Без проблем.
Без проблем.
M600 Bend Spossets (2010-2014)
- 3,5 ″ CLR Dies -смещение 6 3/16 ″
- 4,5 ″ CLR Dies -Offset 5 ″
- 911.0.02.02.1026.02.102. 6.02. 6.02. 6.02. 6002. 6.02. 6.02. 6.02. 6.02. 6.02. 6002. 6.02. 6.02. 6.02. 6.02. 6.02. 6.02. 6.02. 6.02. 6.02. 6.02. 6.021. 6 5/8″
M600 Bend Offsets (2015 to late 2021)
- 2.5″ CLR Dies – Offset 7 1/8″
- 3.5″ CLR Dies – Offset 6 1/4″
- 4.5″ CLR Dies — Offset 5 1/4 ″
- 6,0 ″ Clr Dies — смещение 6 ″
M601/605/625 Изгиба. Матрицы CLR 3,5″
— со смещением 4 1/2″Что насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубы на изгиб очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в машине, вы можете легко сделать изгиб посередине отрезка трубы. Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни. Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (а это, очевидно, то, чем вы хотите заниматься!).
Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (а это, очевидно, то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать намного ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как объяснялось в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы настолько близко друг к другу, насколько позволяет смещение изгиба.
 Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами. - Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
 Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.Пример применения изгибов с нулевым шагом см. далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как делать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к показу того, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
 д.).
д.).ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями к машине.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201). Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
 com/embed/65_y_7cENT8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/65_y_7cENT8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект. Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся ползуны, рамы или что-то еще, от отдельных деталей до сборки из нескольких труб, то Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также удобен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д. Большое дело — точные 3D-детали
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой 2D отдельные детали, то EZ может помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает.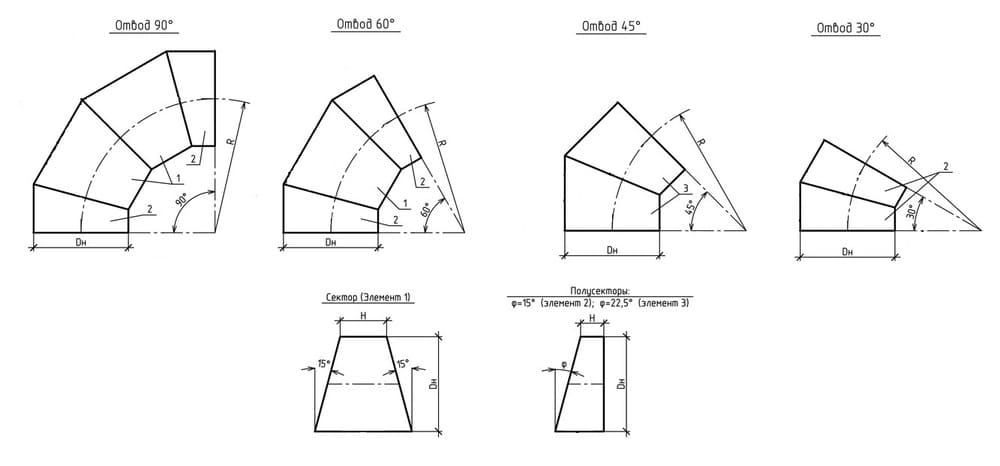 Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Интеграция программного обеспечения с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой. В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
Как делать S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай. Просто посмотрите видео.
Просто посмотрите видео.
Как сделать S – изгибы, метод 2
В методе 1 первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке). Ваш изгиб будет обращен вниз к передней части машины.
Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки — отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать. Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение. Это следующий шаг на пути к успеху в производстве.
Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех 3 мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным. Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается сгибающему усилию в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Гибка 303
Мы на 100 % готовы предоставить вам бесплатное образование в области металлообработки и гибки труб. Хотя этот раздел (303) ничему не учит вас в отношении гибки, пусть это будет нашим письменным обязательством перед вами, нашим клиентом, что ваш успех — это наш успех. Мы будем продолжать разрабатывать методы и рекомендации, которые помогут вам сгибать трубы, трубы DOM, трубы HREW, медь (твердую и мягкую), титан, инконель, дуплексную нержавеющую сталь Sandvik 2507, архитектурную нержавеющую сталь, санитарную нержавеющую сталь и хроммолибден (а также Docol Р8). Вы звезда этого шоу, и мы здесь, чтобы помочь вам добиться успеха. Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
22 Схемы самодельных трубогибов, которые легко сделать своими руками
Хотя для тонкостенных труб подходит тот же процесс нагрева и гибки, изгиб не всегда получается гладким. А тратить сотни долларов на трубогиб тоже не хочется?
Вы всегда можете сделать трубогиб своими руками! Хотя мы не можем сказать, что это простая задача, которую можно выполнить за несколько минут, она, безусловно, выполнима, если у вас есть нужные материалы, самоотверженность и необходимые навыки.
Читайте дальше, чтобы узнать 22 урока по изготовлению трубогиба!
1. Подробное демонстрационное руководство по изготовлению трубогиба
В этом видео доктор Д.С., , использует штампы 160 мм и 100 мм для изготовления самодельного трубогиба. Хотя вам не будет предоставлен какой-либо план, видео довольно подробное, и все измерения отображаются на экране.
С другой стороны, один из зрителей заметил, что самодельный гибочный станок не дает плавных изгибов, учитывая, что он не оснащен регулируемым толкателем. Итак, если вы планируете воспроизвести этот урок, вам, возможно, придется внести некоторые коррективы в процессе.
2. Трубогиб своими руками – объяснение в 59 изображениях
Если вы не знакомы с различными типами трубогибов, их конструкциями и рабочим механизмом, обязательно прочитайте этот пост!
План и конструкция трубогиба своими руками представлены в этом блоге. Хотя вы не можете найти подробные инструкции по этому мастер-классу, множество демонстрационных изображений помогут вам следовать руководству.
Хотя вы не можете найти подробные инструкции по этому мастер-классу, множество демонстрационных изображений помогут вам следовать руководству.
С другой стороны, процесс сборки выглядит сложным. Итак, если вы новичок в металлообработке, этот урок может показаться вам ошеломляющим.
См. руководства
3. Самодельный трубогиб из стали и подшипников
Вот как можно сделать трубогиб диаметром ¾ дюйма! Этот самодельный гибочный станок изгибает металлическую трубу под углом до 90 градусов, и его относительно легко построить.
Видео очень подробное, и в самом видео даны краткие инструкции по каждому шагу. Финальный изгиб выглядит гладким, и изгиб кажется идеальным. Единственным недостатком является то, что вы не можете согнуть несколько диаметров труб, используя этот самодельный станок.
Посмотреть руководства
4. Как сделать самодельный спиральный трубогиб?
 youtube.com/embed/Bl25wO8isAM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Bl25wO8isAM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Если это ваша первая попытка собрать самодельный трубогиб, вы можете начать с простого руководства. Этот трубогиб своими руками от Pavan Fabrication можно воспроизвести за несколько этапов металлообработки.
Несмотря на то, что изгиб был изогнутым, вы все же можете сделать достаточно хороший изгиб, заполнив трубу изнутри. Если вам нужен гибочный станок, чтобы согнуть несколько труб здесь и там в бытовых целях, этот гибочный станок своими руками отлично справится со своей задачей.
5. Подробное руководство по сборке трубогиба – проектирование и изготовление
Разработка механического проекта трубогибочного станка Sachin Thorat на LearnMech идеально подходит для вас, если вы смотрите вперед для обучения основам работы на трубогибочных станках.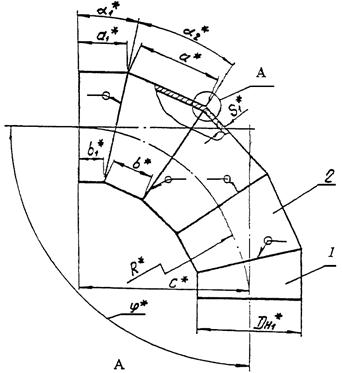
В проекте проработаны различные типы трубогибочных станков, а затем детали конструкции гидравлического трубогиба. Хотя в этом посте не приводятся пошаговые инструкции, этот блог по-прежнему является отличным ресурсом по самодельным трубогибам.
Ознакомьтесь с руководствами
6. Сделайте большой трубогиб с нуля!
У вас есть дрель, углошлифовальная машина, сварочный аппарат и, конечно же, навыки работы с металлом и целеустремленность? Если да, то ты, мой друг, можешь построить мощный трубогиб с нуля, как это сделал Ютубер из ДОМАШНЕЕ БЕЗУМИЕ !
Зрители в восторге от того, насколько талантлив и опытен Ютубер. И мы разделяем их мнение! Ютубер создал такой функциональный и надежный дизайн с невероятно простыми инструментами. Он даже сделал штамп сам, не используя токарный станок. Насколько это здорово?
Он даже сделал штамп сам, не используя токарный станок. Насколько это здорово?
7. Самодельный трубогиб — два разных диаметра
Вот руководство для начинающих по самодельному трубогибу от Mistry MakeTool. Все материалы и расходные материалы вместе с их размерами перечислены в блоге, а затем приведены пошаговые инструкции по проекту «Сделай сам».
Для вашего удобства к письменным инструкциям прилагаются демонстрационные изображения. Наконец, если какой-либо из шагов вас смущает, вы можете найти видеоурок по трубогибу своими руками в конце блога.
Ознакомьтесь с руководствами
8. Самодельный станок для гибки круглых труб от Mistry MakeTool повернуться на шарнир с регулируемым расстоянием, чтобы пользователи могли легко сгибать трубы различного диаметра.
Но если вы не хотите сгибать трубы разного диаметра, этот мастер-класс по изготовлению своими руками просто фантастический.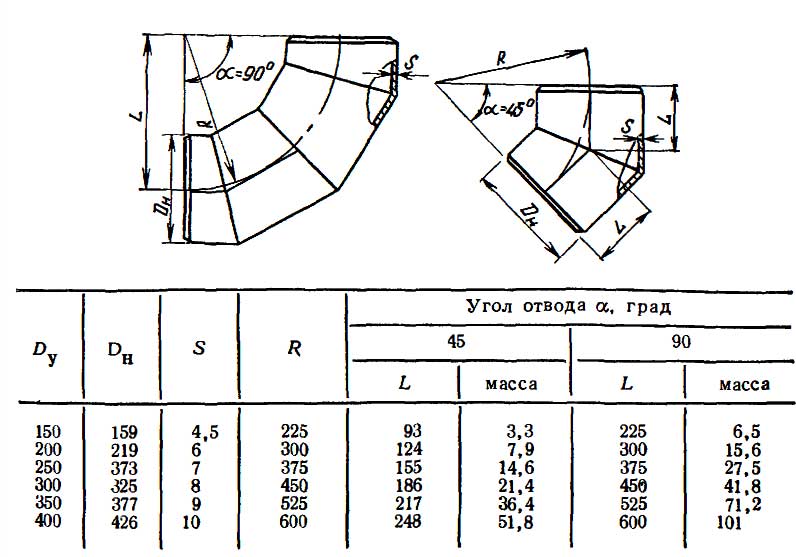 Ютубер предложил посетить его блог для всех измерений и письменных инструкций. Мы надеемся, что вы найдете это полезным.
Ютубер предложил посетить его блог для всех измерений и письменных инструкций. Мы надеемся, что вы найдете это полезным.
9. Самодельный гидравлический станок для гибки труб диаметром 1 дюйм
Ютубер из Creative Etc. в этом руководстве собирает станок для гибки труб диаметром 1 дюйм. Однако в поле описания он упоминает, что вы можете легко настроить эту конструкцию для гибки разного диаметра с помощью разных штампов.
Гидравлический гибочный станок обеспечивает изгиб под углом около 45 градусов. Учебник подробный и простой в использовании. Тем не менее, списки расходных материалов и размеров не предоставляются зрителям. В учебнике используется простой и доступный метод изготовления штампа. Вы будете удивлены!
Вы будете удивлены!
10. Трубогиб своими руками – план, инструкции и демонстрация
Компания Lecgo из Instructables изготовила простой и портативный трубогиб из фанеры и колес, взятых на свалку. По словам блогера, длина трубогиба не превышает 40 см ни с одной из сторон.
Кроме того, Lecgo также упоминает, что он использует этот трубогиб для гибки алюминиевых труб диаметром 20 мм. В комментарии он уточнил, что эта конструкция также может работать с трубами диаметром 22 или 16 мм. Тем не менее, дизайн должен быть соответствующим образом скорректирован.
Посмотреть руководства
11. Как сделать роликовый гибочный станок?
Этот ручной вальцовый станок имеет 3 ролика, обеспечивающих безупречный изгиб. Пока сборка демонстрируется подробно, к сожалению, ютубер не предоставляет список комплектующих и размеры.
Пока сборка демонстрируется подробно, к сожалению, ютубер не предоставляет список комплектующих и размеры.
Металлический гибочный станок идеально подходит по размеру и относительно прост в сборке. В то время как DIY довольно хорош, зрители поделились несколькими конструктивными критическими замечаниями в комментариях. Убедитесь, что вы принимаете эти комментарии во внимание при выполнении этого руководства.
12. Учебное пособие по самодельному трубогибу круглого/квадратного сечения
Будь то круглая или квадратная труба, этот самодельный трубогиб отлично справится со своей задачей. В этом посте на HomeSteady Мишель Хикман делится со своими читателями пошаговыми инструкциями по изготовлению трубогиба.
Предметы, которые вам понадобятся, вместе с их размерами также опубликованы в блоге. HomeSteady содержит множество замечательных руководств по рукоделию для нас, фанатов рукоделия. Проверьте их!
Ознакомьтесь с руководствами
13.
 Простой трубогиб с углом наклона 45 градусов своими руками
Простой трубогиб с углом наклона 45 градусов своими руками Если вы не хотите прилагать слишком много усилий и усердия для сборки трубогиба своими руками, то этот урок для вас! Следите за ютубером из . VIP создает , пока он строит фантастический прочный металлический конструктор за несколько простых шагов.
Даже если вы новичок в металлообработке, вы сможете повторить этот мастер-класс, если у вас есть подходящие инструменты. К сожалению, список расходных материалов и материалов в описании не указан.
14. Быстрый и простой трубогиб своими руками с использованием велосипедного обода
 youtube.com/embed/-QvfT6aV2sI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/-QvfT6aV2sI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Используйте старый обод, чтобы сделать простой трубогиб своими руками, следуя этому простому руководству от Fab2Ku. Этот учебник не требует сложного процесса и состоит из нескольких простых шагов. Всего несколько компонентов, и ваш трубогиб своими руками готов. Отличный учебник для начинающих!
С другой стороны, кажется, что такая конструкция приводит к нескольким перегибам на изогнутой трубе. Однако предварительно заполните свои полые трубы песком, чтобы избавиться от такой проблемы.
15. Узнайте, как согнуть трубу без трубогиба!
Итак, вы хотите согнуть несколько труб, но не хотите вкладывать все усилия и деньги в сборку трубогиба своими руками? Что ж, у нас есть кое-что и для вас!
Инструктируемый пользователь , аясбек , использовал плантатор из винной бочки и закругленный блок, чтобы согнуть стальную трубу длиной 4 фута и диаметром ¾ дюйма.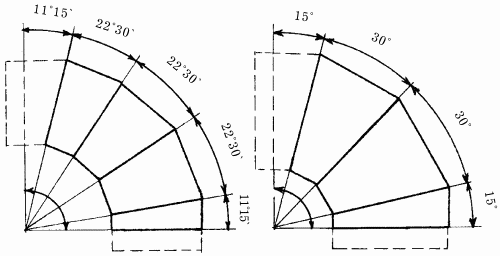
Предварительно нужно заполнить трубу песком, чтобы избежать перегибов. Но помните, что вы должны использовать полностью сухой песок, если хотите нагреть трубу для более плотного изгиба. Один читатель заметил, что нагревание влажного песка внутри трубы может привести к взрыву.
См. руководства
16. Соберите мощный трубогиб со сменными роликами
Этот мощный трубогиб конструкции KEVNEN WELDER изгибает трубу на 90 градусов без каких-либо перегибов. Сменные ролики в конструкции позволяют легко получать изгибы разного диаметра.
К сожалению, сборка не проработана пошагово. Используемые продукты и их размеры также не указаны. Следовательно, если вы с нетерпением ждете подробного руководства, это может быть не то, что вам нужно.
Следовательно, если вы с нетерпением ждете подробного руководства, это может быть не то, что вам нужно.
17. Как сделать гидравлический трубогиб из старого домкрата?
У вас в гараже завалялся старый домкрат? Если да, то у нас есть для вас идеальный учебник по трубогибу своими руками!
Ютубер из Family DIY информирует своих зрителей о каждом следующем шаге проекта. Зрители аплодировали усилиям и мастерству в разделе комментариев.
В конце урока ютубер демонстрирует, как этот самодельный гидравлический трубогиб работает с дюймовой трубой, полудюймовой трубой и трубой ¾. Результаты были невероятными, так как загнутые края были ровными, а изгиб — чистым.
18.
 Гибка трубы без трубогиба – ответы на все вопросы в WikiHow
Гибка трубы без трубогиба – ответы на все вопросы в WikiHowидеальный ресурс для вас!
Можно ли согнуть трубу без трубогиба? Как согнуть трубу ПВХ? Как согнуть стальную трубу? Верь нам; вы получите ответы на все свои вопросы в этом единственном посте!
Проверить учебники
19. Простой и легкий ручной трубогиб
Если вам не нравятся сложные самодельные сборки, и вы просто хотите сделать простой самодельный трубогиб на выходных, вам может понравиться этот урок от . Гаражная секция.
Youtuber использует два небольших шкива 26 X 67 мм одинакового размера для сборки трубы диаметром до 18 мм. Вы можете увидеть демонстрацию машины почти в конце видео.
Ознакомьтесь с руководствами
20. 7 советов по эффективному использованию трубогиба
Теперь, если у вас уже есть трубогиб или вы недавно сделали его своими руками, вы захотите узнать все хитрости , советы и наука за безупречным изгибом, не так ли?
В этом сообщении от WOODWARD FAB, вы найдете 7 замечательных советов о том, как повысить эффективность вашего трубогиба. От того, как обслуживать трубогиб, до того, как избежать смятия труб, здесь есть ответы на все ваши вопросы!
От того, как обслуживать трубогиб, до того, как избежать смятия труб, здесь есть ответы на все ваши вопросы!
Посмотреть обучающие материалы
21. Уникальный самодельный учебник по трубогибу с использованием мотоциклетной звездочки
Творчество поистине безгранично! Присоединяйтесь к ютуберу из delson mix tutorials , пока он мастерит трубогиб с помощью мотоциклетной звездочки. Если у вас есть такой, этот урок может вас вдохновить.
На этом канале Youtube вы найдете множество товаров для дома и металлообработки. Посетите их канал, если вам нравится эта ниша учебных пособий!
22. Гениальный трюк для безукоризненной гибки круглых труб!
 youtube.com/embed/U5nFS5WzZFw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/U5nFS5WzZFw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Знаете ли вы, что гантели можно использовать в качестве штампов для самодельного трубогиба? Ну, теперь ты знаешь!
В этом видеоуроке ютубер из Sek Austria демонстрирует, как сделать гидравлический трубогиб с помощью гантелей.
Однако, по словам создателя, сделать эти штампы своими руками не так просто, как кажется. Итак, следуйте этому руководству только в том случае, если вы абсолютно счастливы потратить время и самоотверженность. В противном случае усилия действительно не стоят того.
Резюме
Сообщите нам, каким из этих 22 руководств вы будете следовать, чтобы спроектировать и собрать трубогиб своими руками.
Если вы специалист по металлообработке, было бы полезно, если бы вы могли высказать свое мнение о том, какие из этих руководств на самом деле выполнимы, удобны для новичков и дают хороший изгиб.