Леса стоечные приставные рамные ЛСПР-20Рамные строительные леса, самые популярный вид лесов, так как они отличаются своей дешевизной, быстрым монтажом и демонтажем. Посмотреть полностью ► | Леса стоечные приставные рамные ЛСПР-200Рамные строительные леса, самые популярный вид лесов, так как они отличаются своей дешевизной, быстрым монтажом и демонтажем. Посмотреть полностью ► |
Штыревые строительные леса Э-507 тяжелыеГлавным преимуществом штыревых лесов является высокий уровень безопасности, а также возможность ставить довольно тяжелое оборудование и использовать их для каменной кладки на максимальной высоте, нежели другие виды строительных лесов. Посмотреть полностью ► | Леса штыревые строительные ЛСПШ-2000-40 легкиеВ данное время современные строительные леса имеют сборно-разборную конструкцию и в течение короткого срока устанавливаются на новом объекте, тем самым вы значительно экономите свое время и время вашего клиента. Посмотреть полностью ► |
Леса клиновые ЛСПК-40Леса ЛСПК-40 представляют собой леса строительные приставные клиновые, предназначенные для отделочных и ремонтных работ на фасадах зданий. Посмотреть полностью ► | Леса клиновые ЛСПК-80Леса ЛСПК-80 представляют собой леса строительные приставные клиновые, предназначенные для отделочных и ремонтных работ на фасадах зданий и для каменной кладки. Посмотреть полностью ► |
Вышка-тура Балатон-8Облегченная Вышка-тура «Балатон-8» предназначена для подъема грузов на небольшие высоты (до 8 метров), размер её площадки (2х1 метра) и грузоподъемность (200 кг) позволяют использовать её практически для любых отделочных и электромонтажных работ, как на улице, так и внутри зданий. Посмотреть полностью ► | Вышка-тура Балатон-12Вышки-туры «Балатон-12» универсальны, их можно применять на высоте до 21-го метра, используя стабилизаторы (входящие в комплект), и при необходимости крепления к стене. Посмотреть полностью ► |
Вышка-тура Балатон-0,6×1.5Передвижная сборно-разборная вышка «Балатон-0,6×1.5» предназначена для производства монтажных, ремонтных и отделочных работ, как снаружи, так и внутри строений и размещения рабочих и материалов непосредственно в зоне работ. Посмотреть полностью ► | Вышка-тура Балатон-6Передвижная сборно-разборная вышка «Балатон-6 (0,6х1,5)» предназначена для производства монтажных, ремонтных и отделочных работ, как снаружи, так и внутри строений и размещения рабочих и материалов непосредственно в зоне работ. Посмотреть полностью ► |
Вышка-тура Балатон-20Вышки-туры «Балатон-20», самые «мощные» из серии вышек-тур «Балатон», их высота может достигать 21, 3 метра, и главное отличие её от остальных вышек это грузоподъемность на всех высотах 400 кг и размер площадки (2х2 метра), что позволяет чувствовать себя более комфортно на любой высоте. Посмотреть полностью ► | Вышка-тура Балатон-5Передвижная сборно-разборная вышка «Балатон-5» предназначена для производства монтажных, ремонтных и отделочных работ, как снаружи, так и внутри строений и размещения рабочих и материалов непосредственно в зоне работ. Посмотреть полностью ► |
Мачтовый подъемник грузовой строительный ПМГ-1-БПодъемник мачтовый ПМГ-1-Б служит для вертикального перемещения различных видов грузов, материалов и конструкций. Это самый быстрый, простой и компактный вариант для подъема грузов весом не более 500 кг на высоту до 50 метров. Посмотреть полностью ► | Подъемник мачтовый ПМГ-75Подъемник мачтовый ПМГ-75 служит для вертикального перемещения различных видов грузов, материалов и конструкций. Это самый быстрый, простой и компактный вариант для подъема грузов весом не более 500 кг на высоту до 75 метров. Посмотреть полностью ► |
Подъемник мачтовый ПМГ-21-1ТПодъемник мачтовый ПМГ-21-1Т служит для вертикального перемещения различных видов грузов, материалов и конструкций. Посмотреть полностью ► | Подъемник мачтовый ПМГ-1-АСкладской подъёмник мачтовый секционный ПМГ-1-А с электролебедкой KDJ предназначен для подъёма грузов массой до 300 кг. Посмотреть полностью ► |
Кран Балатон-0,5ТКран «Балатон-0,5Т» предназначен для подъёма грузов с установкой его на земле, перекрытиях зданий и сооружений. Посмотреть полностью ► | Кран Балатон-1ТКран «Балатон-1Т» предназначен для подъёма грузов с установкой его на земле, перекрытиях зданий и сооружений. Посмотреть полностью ► |
Подъемник «Балатон 200/300»Кран «в окно» консольный (подъемник «Балатон 200/300») с электролебедкой KDJ предназначен для подъёма и подачи внутрь проемов зданий различных грузов массой до 300 кг. Посмотреть полностью ► | Помосты «Балатон-12»,«Балатон-12. 1», «Балатон-6», «Балатон-6.1» 1», «Балатон-6», «Балатон-6.1»Помосты используют для отделки квартир, домов, офисных и складских помещений. Они идеально подходят также для работ на лестничных маршах и неровных поверхностях. Посмотреть полностью ► |
Инвентарно-шарнирные подмости каменщикаБез них не обходится ни одно строительство объекта, где используется каменная кладка. Подмости имеют ряд неоспоримых преимуществ, например, грузоподъемность — 5280 килограмм, позволяющая им выдерживать несколько человек и материал одновременно, размер – 5,5х2,4 метра. Посмотреть полностью ► | Площадка выноснаяПлощадка предназначена для приема строительных материалов и средств подмащивания. Посмотреть полностью ► |
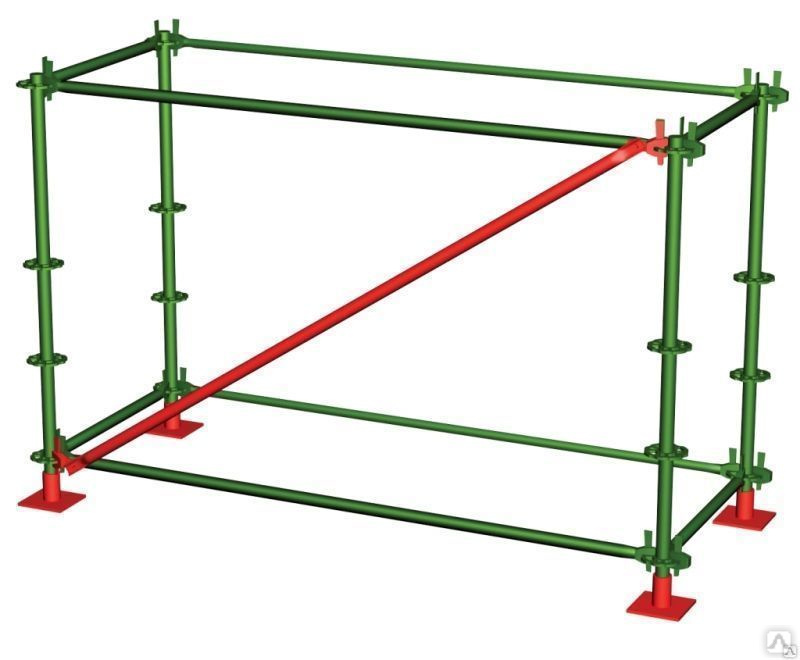
Леса стоечные приставные хомутовые ЛСПХ-40Строительные хомутовые леса используют для ремонта и отделки зданий сложной конфигурации и при наклонных основаниях. Посмотреть полностью ► |



 Это самый быстрый, простой и компактный вариант для подъема грузов весом не более 1000 кг на высоту до 21 метра.
Это самый быстрый, простой и компактный вариант для подъема грузов весом не более 1000 кг на высоту до 21 метра.Леса строительные | Завод Ремстройдормаш
Полноповоротный кран ППК-500 (Г/П — 500кг)
Для подъёма и перемещения грузов при проведении строительных, монтажных, ремонтных, погрузочно — разгрузочных и других работ.
Стоимость противовесов включена в стоимость крана ППК-500.
Кран ППК-500 с разборной стрелой.
Подъемник строительный ПМГ-1-Б (Г/П- 500кг.)
Для подъема строительных материалов горизонтальной подачи их внутрь проемов зданий и на кровлю. Высота подъема — от 3 до 99м.
Редуктор цилиндрический 3-х ступенчатый с КПД=0,98 (не червячный с КПД=0,73).
Надежный гидравлический тормоз ТКГ-160.
Установка для перемешивания и выдачи раствора У-342М
Только «Ремстройдормаш» и наши официальные представители.
Патент. Сертификат. Свидетельство — обязательны!
Остерегайтесь подделок! Нас подделывают — нам подражают!
Подъемник строительный ПМГ-1-2000 (г/п — 2000кг.)
Для подъема строительных материалов горизонтальной подачи их внутрь проемов зданий и на кровлю. Высота подъема — от 3 до 99м.
Редуктор цилиндрический 3-х ступенчатый с КПД=0,98.
Надежный система безопасности. Ловители жёсткого торможения в случае обрыва каната.
Штукатурная станция ШС-4/6-2 — серии УПТЖР
Штукатурный и кладочный раствор.
Прием готового раствора или технологический замес из сухих компонентов с добавление воды и пластификаторов.
Заливка полов и перекрытий, арочных поверхностей и тд.
Оштукатуривание поверхности любой сложности.
Стальные растворонасосы Завода «РСДМ»:1) надежность, долговечность и безопасность;
2) сочетание цены и качества;
3) минимальные затраты на запчасти;
4) техническая поддержка и программа лояльности.
Пневмонагнетатель СО-241К-Р11
Применяется при заливке полов, монолитном домостроении с использованием щитовой опалубки, проведении восстановительных работ, а также для строительных и ремонтных работах на объектах, где нельзя использовать крупногабаритную технику.
В базовой комплектации: Привод 7,5кВт + смесительная камера + ЗИП.
Заливка и стяжка полов
ШС-4/6-2 — УПТЖР и ШС-4/6-3 — Салют — от 3 до12 м3/час
ШС-4/6-4 — ШМ — от 3 до 4 м3/час
Пневмонагнетатель СО-241К-Р11 — от 3 до 5 м3/час
Бетононасос БНМ-8П — 8 м3/час
плюсы покупки у Мергуд Групп
Если ваша компания занимается возведением зданий, а также отделкой фасадов и внутренними работами на высоте, превышающей человеческий рост, то леса строительные купить вы можете у нас онлайн.
Для этого, зайдя на сайт, либо самостоятельно изучите ассортимент и сделайте выбор, либо обратитесь к нашему менеджеру, который выслушает все ваши пожелания и поможет подобрать наиболее подходящую модель.
Весь наш товар сертифицирован, соответствует ГОСТ 24258-88 и смежным с ним стандартам, мы предоставляем все сопровождающие документы, подтверждающие его качество.
Наши строительные леса Москва и Московская область охотно приобретают на протяжении многих лет. Почему?
- Первый плюс – стоимость продукции. Мы имеем возможность строить ценовую политику в интересах клиента. Кроме того, у нас нет наценки, которая всегда имеется у посредников. Заказчик может выбрать оптимальный для него способ оплаты покупки.
- Второе достоинство – широкий ассортимент. У нас вы можете приобрести разные модели лесов: рамные, хомутовые, клиновые, штыревые и т.п. Мы поможем подобрать вариант, который подойдет именно в вашем случае.
 Например, если планируется возведения здания специфической формы или реставрация сложного фасада, мы предложим вам хомутовую модель. В том случае если первоочередное значение имеет стоимость – рамную. При выборе модели заказчику нужно обращать внимание на комплектацию, потому что в зависимости от типа лесов могут добавляться какие-либо детали (лестницы, диагональные стойки и т.п.). Важен и тип крепления. Например, у конструкций со штыревым соединением есть возможность закреплять на одной вертикальной стойке до 8 горизонтальных и диагональных. А хомутовое дает возможность крепить детали не только под прямым, но и под тупым и острым углами.
Например, если планируется возведения здания специфической формы или реставрация сложного фасада, мы предложим вам хомутовую модель. В том случае если первоочередное значение имеет стоимость – рамную. При выборе модели заказчику нужно обращать внимание на комплектацию, потому что в зависимости от типа лесов могут добавляться какие-либо детали (лестницы, диагональные стойки и т.п.). Важен и тип крепления. Например, у конструкций со штыревым соединением есть возможность закреплять на одной вертикальной стойке до 8 горизонтальных и диагональных. А хомутовое дает возможность крепить детали не только под прямым, но и под тупым и острым углами. - Также мы обеспечиваем быструю доставку и, при необходимости, можем произвести монтаж лесов – это третий плюс.
 Например, если планируется возведения здания специфической формы или реставрация сложного фасада, мы предложим вам хомутовую модель. В том случае если первоочередное значение имеет стоимость – рамную. При выборе модели заказчику нужно обращать внимание на комплектацию, потому что в зависимости от типа лесов могут добавляться какие-либо детали (лестницы, диагональные стойки и т.п.). Важен и тип крепления. Например, у конструкций со штыревым соединением есть возможность закреплять на одной вертикальной стойке до 8 горизонтальных и диагональных. А хомутовое дает возможность крепить детали не только под прямым, но и под тупым и острым углами.
Например, если планируется возведения здания специфической формы или реставрация сложного фасада, мы предложим вам хомутовую модель. В том случае если первоочередное значение имеет стоимость – рамную. При выборе модели заказчику нужно обращать внимание на комплектацию, потому что в зависимости от типа лесов могут добавляться какие-либо детали (лестницы, диагональные стойки и т.п.). Важен и тип крепления. Например, у конструкций со штыревым соединением есть возможность закреплять на одной вертикальной стойке до 8 горизонтальных и диагональных. А хомутовое дает возможность крепить детали не только под прямым, но и под тупым и острым углами.
Что касается качества, то оно не вызывает сомнений, что подтверждено отзывами наших покупателей на протяжении нескольких лет.
- Мы используем для производства стальные трубы диаметром 42 мм с толстыми стенками, поэтому готовая конструкция может выдерживать нагрузку до 250 кг на квадратный метр настила.
- Деревянный настил мы делаем из прочных (25-40 мм) досок 1 и 2 сортов, его конфигурация для рамных и клиновых лесов несколько отличается, но и в том и в другом случае древесина проходит обработку антипиренами и антисептиками. В качестве материала для этих покрытий на строительные леса Россия традиционно использует хвойные породы деревьев.
- Произведенные нашей компанией леса строительные Москва эксплуатирует повсеместно. Они используются для проведения внешних и внутренних работ. Их приобретают крупные строительные фирмы и небольшие предприятия. Конструкции обеспечивают безопасность работ на высоте от полутора метров. Чтобы предотвратить падение рабочих с площадок на бортах закрепляются доски или натягивается фасадная сетка.

Изготовление и продажа строительных лесов на протяжении многих лет позволили нашему предприятию накопить большой опыт в этой сфере деятельности.
- Наша продукция проверена временем.
- Используется на сотнях строек столицы, Подмосковья и других регионов России.
- Мы принимаем заявки на конструкции любой конфигурации и степени сложности.
- При необходимости делаем разработку ППР.
- Заказы выполняем быстро и качественно, даем гарантию на всю продукцию, подтверждая это документально.

Покупая леса у нас, вы получаете отличный товар по разумной цене!
Доставка строительных лесов
Бесплатная Доставка по Москве и области. Доставка по России и за рубеж — транспортной компанией. Самовывоз.
Подробнее
Строительные леса в Екатеринбурге — Гамма-УМК
Компания ООО «ГАММА-УМК» предлагает в ассортименте леса строительные производства Дмитровского завода (Яхрома, Московская область), которые можно купить оптом в Екатеринбурге по выгодной цене за м2 с возможностью поставки в Екатеринбург, Краснодар, Новосибирск, Омск, Тюмень, Уфу, Челябинск и другие города России.
Такие вспомогательные конструкции предназначены для ремонта и наружной отделки зданий, высота которых превышает 3м.
Оказываем услуги шефмонтажа: разрабатываем план установки опалубочных систем, обучаем персонал, разъясняем нюансы использования поставленного оборудования.
Хомутовые, клиновые и рамные леса от Дмитровского завода изготавливаются по ТУ и обладают:
| Грузоподъемностью. | Выдерживают суммарное давление материалов, инструментов и работников до 600 Па. |
| Большой высотой возведения. | Могут быть использованы на высотных зданиях до 100 метров. |
| Небольшим весом. | Просты в транспортировке и монтаже, так как диаметр труб в них составляет 42-48 мм. |
Почему купить строительные леса и вышки-туры – правильное решения?
Все конструкции обладают:
Функциональностью.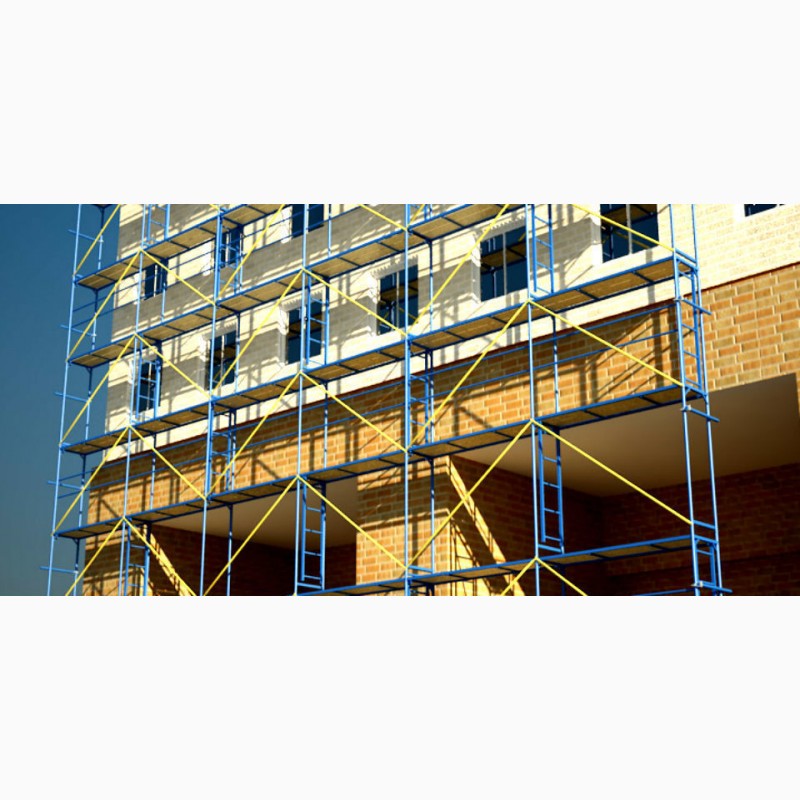
|
Используются не зависимо от конфигурации строения и особенностей местности. |
| Мобильностью. | Просты в перевозке, так как занимают в транспорте сравнительно небольшое место. |
| Долгим сроком эксплуатации. | За счет отличного качества изделия прослужат не менее 5 лет. |
В компании ООО «Гамма-УМК» можно купить строительные леса оптом с доставкой во все регионы РФ.
Конструкция лесов
Строительные леса — это сборная пространственная конструкция, состоящая из:
- несущих элементов, служащих опорой для монтажа рабочих настилов и крепления всей системы к стенам здания — это стойки, ригели, связки и пр. ;
- рабочих поверхностей — настилов, на которых располагаются стройматериалы, инструменты и перемещаются рабочие;
- крепежные детали и вспомогательные элементы.
 ;
;Виды и особенности строительных лесов
В строительстве применяются несколько разновидностей лесов, различающиеся несущими элементами и способом их соединения.
- Рамные — легкие и прочные, простые и сравнительно недорогие конструкции, которые хорошо сочетаются с другими типами лесов, быстро монтируются и демонтируются.
- Хомутовые — универсальные конструкции, которые могут устанавливаться на любых по конфигурации объектах за счет изменения шага стоек и ярусной высоты. Прекрасно работают в сочетании со строительными лесами других видов.
- Клиновые — отличный выбор для монтажа конструкций нестандартной формы, очень удобны при выполнении ремонта и реставрации зданий со сложной конфигурацией фасада.
В прайс-листе компании представлены цены на строительные леса на высоту в 3; 5; 7 метров и более, купить которые можно недорого, получив качественную оригинальную конструкцию Дмитровского завода — известного российского производителя.![]()
Преимущества лесов Дмитровского завода
Основные достоинства строительных лесов Дмитровского производителя, которые можно по оптимальной стоимости можно купить в нашем интернет-магазине:
- Исключительное качество, о чем свидетельствуют сертификаты соответствия.
- Широкий ассортимент — от простых рамные лесов до универсальных хомутовых и клиновых моделей.
- Высокая антикоррозионная устойчивость — все металлические детали изделий защищены полимерно-порошковым покрытием.
- Прочность, долговечность, надежность.
- Различные варианты комплектации.
- Удобный и быстрый монтаж и демонтаж конструкций по простым инструкциям.
Чтобы приобрести строительные металлические леса и конструкции для опалубки стен и перекрытий в Екатеринбурге, Москве, Новосибирске и в других российских городах по-настоящему дешево, обратитесь в компанию ООО «Гамма-УМК». Чтобы узнать цену строительных лесов за м2, обратитесь к нашим консультантам.
Чтобы узнать цену строительных лесов за м2, обратитесь к нашим консультантам.
Наши консультанты также окажут профессиональную помощь в выборе лесов с учетом особенностей вашего строительного объекта.
Produce Scaffold — обзор
10.4 Аддитивное производство строительных лесов
Аддитивное производство (AM) — это метод, позволяющий производить однородные трехмерные строительные леса сложной формы, способствуя улучшению структурных характеристик, таких как контролируемая связность и пористость. Кроме того, AM может создавать каркасы из настроенных изображений, полученных с помощью компьютерной томографии или магнитного резонанса, вместе с методами CAD [48,49].
Основные этапы производства TE-каркасов с использованием AM-технологий показаны на рис.10.3. Первый этап требует создания твердотельной 3D-модели. Эту модель можно либо получить непосредственно из программного обеспечения 3D CAD, либо импортировать с 3D-сканеров, либо из данных медицинской визуализации. Затем модель CAD переводится в модель на стандартном языке триангуляции (STL). Эта операция заключается в аппроксимации поверхностей модели сеткой из треугольных элементов. Наконец, модель STL математически разрезается на слои однородной толщины (файл SLI) и отправляется в производство одним из доступных методов AM.Основные преимущества методов AM основаны на способности систем физически воспроизводить очень сложные трехмерные объекты с относительно высокой скоростью и с использованием широкого диапазона материалов [50].
Затем модель CAD переводится в модель на стандартном языке триангуляции (STL). Эта операция заключается в аппроксимации поверхностей модели сеткой из треугольных элементов. Наконец, модель STL математически разрезается на слои однородной толщины (файл SLI) и отправляется в производство одним из доступных методов AM.Основные преимущества методов AM основаны на способности систем физически воспроизводить очень сложные трехмерные объекты с относительно высокой скоростью и с использованием широкого диапазона материалов [50].
Рис. 10.3. Схематическое изображение основных шагов, необходимых для изготовления каркасов TE с использованием методов AM.
Для производства каркасов для протезов можно использовать несколько процессов AM. Как правило, для создания трехмерных каркасов применялись пять процессов: 3DP, SLS, стереолитография (SLA), роботизированная передача (RC) и FDM.Среди этих технологий SLS оказался полезным для изготовления каркасов TE из-за его способности обрабатывать широкий спектр биосовместимых и биоразлагаемых материалов (рис. 10.4).
10.4).
Рис. 10.4. Селективные лазерно-спеченные пористые каркасы: (A) модель в диаметральном виде; (B) модель сбоку; (C) каркасы, производимые SLS: A-PHBV, B-Ca-P / PHBV, C-PLLA, D-CHAp / PLLA; (D) MicroCT изображение каркаса Ca-P / PHBV [68].
SLS — это технология изготовления твердых тел произвольной формы, разработанная Карлом Декардом для его магистерской диссертации в Техасском университете, запатентованная в 1989 году.SLS — это метод, позволяющий создавать физические модели путем селективного отверждения множества мелких порошков (рис. 10.5). Физическая цель создается слой за слоем, преобразуя трехмерную задачу в двумерную. Каркасы строятся слой за слоем из файлов данных САПР, экспортированных в стандартный отраслевой формат файлов обмена STL [54].
Рис. 10.5. Иллюстрация процесса SLS.
Морфология и размер частиц порошка хорошо известны как важнейшие параметры SLS [55,56].Эти свойства влияют на плотность порошкового слоя и сыпучесть порошка. Текучесть порошка считается критической точкой, потому что порошок должен равномерно распределяться при повышенной температуре и должен образовывать слои, имеющие толщину около 100 мкм. Порошки, используемые в SLS, имеют определенную гранулометрию и хорошую сферичность. Коммерчески доступные порошки SLS обычно имеют средний размер частиц ~ 60 мкм и низкий процент мелких частиц менее 10 мкм [57].
Порошки, используемые в SLS, имеют определенную гранулометрию и хорошую сферичность. Коммерчески доступные порошки SLS обычно имеют средний размер частиц ~ 60 мкм и низкий процент мелких частиц менее 10 мкм [57].
Преимущества SLS связаны с быстрым и экономичным процессом; прочные, функциональные, большие и сложные детали; мелкосерийное производство в одном производственном процессе; стерилизуемые детали; высокая точность деталей; универсальность материала [58].Недостатки могут быть обнаружены в деталях с шероховатой, зернистой и пористой поверхностью, которая не такая гладкая, как SLA, но приемлемая для большинства приложений [54].
Были представлены высококачественные лазеры, так что частичное плавление SLS было заменено полным плавлением, что привело к новому развитию лазерного спекания металлов (MLS) или селективного лазерного плавления (SLM). SLM — это SLS, выполняемый при высоких мощностях лазера с целью достижения полного плавления металлических порошков [59,60]. Принцип работы основан на сплавлении металлического порошка в твердое тело и его локальном плавлении с помощью сфокусированного лазерного луча.
Принцип работы основан на сплавлении металлического порошка в твердое тело и его локальном плавлении с помощью сфокусированного лазерного луча.
В последние десятилетия было произведено несколько композитов с использованием SLS. Использовались разные полимеры и керамические материалы вместе с разными концентрациями. Целью этих работ было создание каркасов с микроструктурами, имитирующими биологическую среду, в которую они будут имплантированы, помимо представления пористости, в которой жидкости и клетки организма могут циркулировать и создавать новые ткани. В таблице 10.2 представлена комбинация материалов, обычно используемых для изготовления строительных лесов SLS.
Таблица 10.2. Краткое описание материалов, используемых в строительных каркасах из SLS
| Органический материал | Неорганический материал | Год | Ссылка |
|---|---|---|---|
| Полиэфирэфиркетон | Гидроксиапатит | 2003 | [61] | Поливиниловый спирт | Гидроксиапатит | 2004 | [52] |
| Поликапролактон | 2005 | [62] | |
| Поли-ε-капролактон | Гидроксиапатит | 2007 | [63] |
| Полиэтилен | 2007 | [61] | |
| 5/5 Поли (l-лактид- co -гликолид) | Гидроксилапатит и β-трикальцийфосфат | 2008 | [64] |
| Поли (l-лактид) | Карбонизированный гидроксиапатит | 2008 | [65] 90 046 |
| Поли (виниловый спирт) | Гидроксиапатит | 2008 | [66] |
| Целлюлоза | 2009 | [67] | |
| Поли (гидроксибутират- co -гидроксивалерат) или поли (l-молочная кислота) | Фосфат кальция или карбонизированный гидроксиапатит | 2010 | [68] |
| Поликапролактон | 2010 | [69] | |
| Полиамид 12 | Углеродные нанотрубки | 2013 | [70] |
| Глинозем | 2013 | [71] | |
| Полиэтилен | Гидроксиапатит | 2013 | [72] |
| Поликапролактон | 2014 | [73] | |
| Поли (d, l-активный) | Биостекло 58S | 2014 | [74] |
| Полиамид 12 9 0032 | 2015 | [75] | |
| Поликапролактон | 2015 | [76] | |
| Поликапролактон | Ибупрофен | 2016 | [77] |
| Поликапролактон B-трикальфосфат | 2016 | [78] | |
| Углерод / углерод | 2016 | [53] | |
| Поли (ε-капролактон) | Гидроксиапатит | 2017 | [79] |
| Полиамид | Гидроксиапатит | 2017 | [80] |
Могут быть произведены каркасы на основе полимеров, содержащие биоактивную биокерамику, в которых биокерамика может служить двум целям: (а) сделать каркасы остеокондуктивными и (б) укрепить каркасы. С этой композитной стратегией существует два подхода к созданию каркасов из биокерамики-полимера: (1) включение биокерамических частиц в каркас с помощью различных методов и (2) покрытие полимерного каркаса тонким слоем апатита с помощью биомиметических процессов [54]. , 81].
С этой композитной стратегией существует два подхода к созданию каркасов из биокерамики-полимера: (1) включение биокерамических частиц в каркас с помощью различных методов и (2) покрытие полимерного каркаса тонким слоем апатита с помощью биомиметических процессов [54]. , 81].
Такие полимеры представляют собой насыщенные сложные поли-α-гидроксиэфиры, включая поли (молочную кислоту) (PLA) и поли (гликолевую кислоту) (PGA), а также сополимеры поли (молочная- со -гликолидом) (PLGA). PLA существует в трех формах: l-PLA (PLLA), d-PLA (PDLA) и рацемическая смесь d, l-PLA (PDLLA).Химические свойства этих полимеров допускают гидролитическое разложение за счет деэтерификации. После разложения мономерные компоненты каждого полимера удаляются естественным путем.
Поли-α-гидроксиэфиры были тщательно изучены для изготовления каркасов с помощью SLS для применения в TE. Тан и соавторы [82] предложили использовать смесь биокомпозитов, включающую PLLA и HA в SLS. Результаты, полученные с помощью микрофотографий, полученных с помощью сканирующего электронного электронного микроскопа, указывают на жизнеспособность смеси, использованной для построения ТЕ-каркасов, и подтверждают возможности процесса SLS для создания высокопористых каркасов для ТЕ-приложений.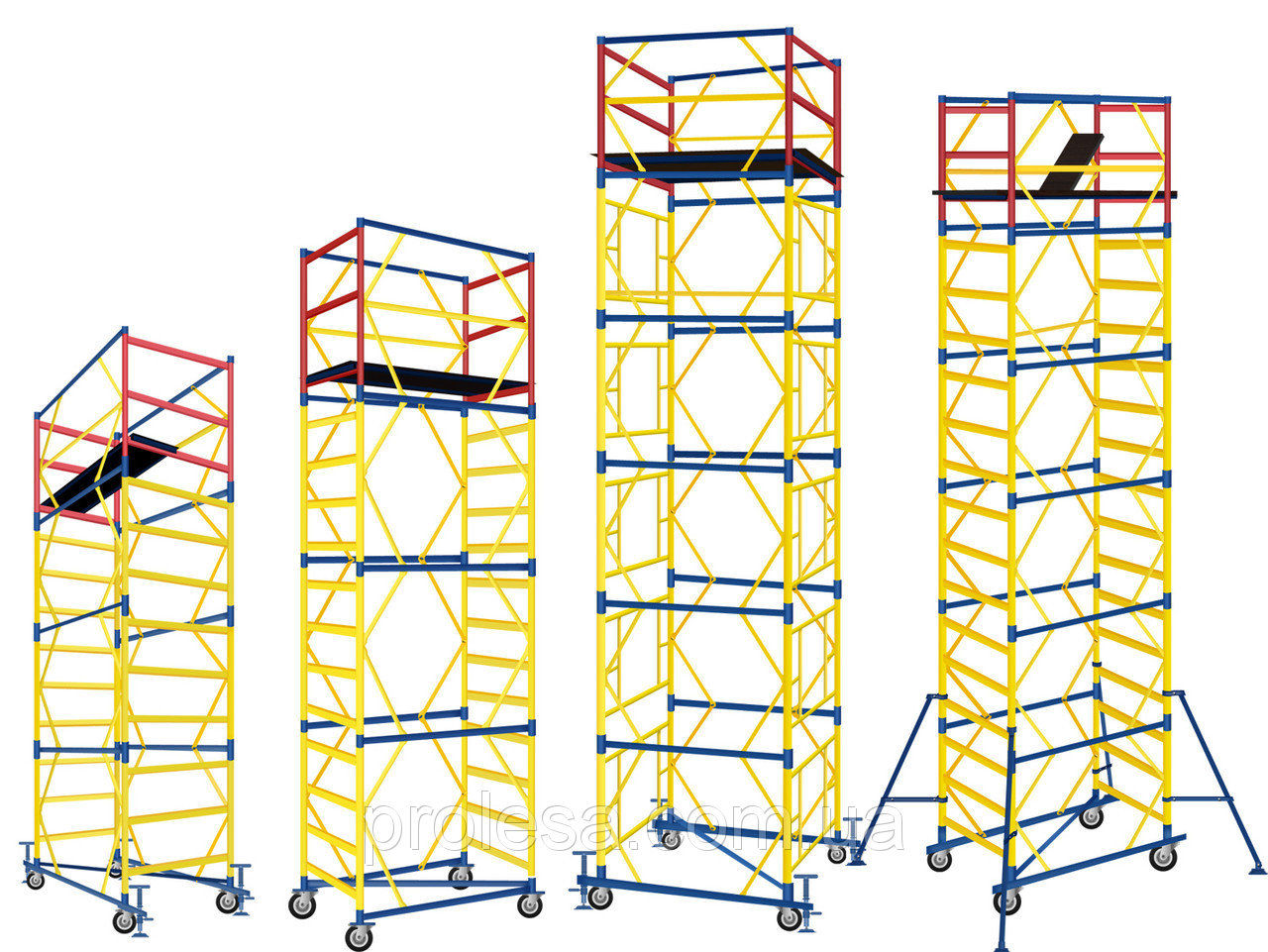 Симпсон и его сотрудники [64] исследовали 95/5 PLLGA на предмет роли пористого каркаса, используя процесс изготовления SLS, с размерами порошка 50–125 и 125–250 мкм.
Симпсон и его сотрудники [64] исследовали 95/5 PLLGA на предмет роли пористого каркаса, используя процесс изготовления SLS, с размерами порошка 50–125 и 125–250 мкм.
Комбинация технологии производства SLS и поверхностно-модифицированного PCL позволяет производить хрящ для ТЭ в реконструктивных целях. SLS дает возможность оптимизировать микроструктуру и геометрию каркаса и производить каркасы с воспроизводимыми характеристиками. Модификация поверхности PCL может улучшить свойства самого материала PCL.Коллаген как материал для модификации поверхности превосходит желатин с точки зрения поддержки роста клеток и стимуляции секреции белка ECM. При дальнейшей корректировке этих параметров может быть получен идеальный каркас для TE хряща, предназначенный для реконструктивных целей [83,84].
Для изготовления объектов в системе печати применяется алгоритм [85]. AM считался очень гибким процессом с точки зрения геометрии, материалов и желаемых свойств. В дальнейших исследованиях Sachs et al.![]() стали использовать металлические материалы для АМ. Кроме того, автоматизация была включена в производственный поток от проектирования до готового продукта [86].
стали использовать металлические материалы для АМ. Кроме того, автоматизация была включена в производственный поток от проектирования до готового продукта [86].
В последние годы исследования AM были расширены, и были использованы различные неорганические материалы, а также полимеры и / или их комбинации [44,59,87]. Более того, белки были включены в их структуры, где реакция взаимодействия клеток усиливается окружающей средой, сформированной в этих трехмерных структурах [87–89].
Прочные линии по производству строительных лесов для отличной производительности Вдохновляющие коллекции
Выберите из беспрецедентного множества линий по производству строительных лесов на Alibaba.com. Эти предметы отлично подходят для таких случаев, как Хэллоуин, тематические вечеринки и даже для посещения тематических парков. Линии по производству строительных лесов на сайте производятся надежными брендами, которые используют высококачественные материалы и производят качественную продукцию. Эти производственные линии строительных лесов доступны во всех размерах, от миниатюрных до больших. Эти предметы невероятно интересны как детям, так и взрослым.
Эти производственные линии строительных лесов доступны во всех размерах, от миниатюрных до больших. Эти предметы невероятно интересны как детям, так и взрослым. Линии по производству строительных лесов на Alibaba.com включают в себя повязки на голову, одежду и предметы, которые вызывают ощущение определенных персонажей и точно представляют их.Предлагаемые на сайте линии по производству строительных лесов включают обычных мифологических существ, телевизионных персонажей, супергероев и книжных персонажей. Эти линии по производству строительных лесов бывают забавными и причудливыми, а также пугающими в зависимости от случая, для которого они предназначены. Они доступны в вариантах, которые подходят в качестве подарков для кляпов, и гиперреалистичных, которые могут быть использованы косплеерами и теми, кто хочет создавать реалистичные костюмы. Их могут использовать, в частности, сотрудники парков развлечений и организаторы вечеринок по случаю дня рождения.
Линии для производства строительных лесов , доступные на объекте, тщательно продуманы, чтобы быть безопасными для всех. Они изготовлены из качественных материалов, не вызывающих повреждений и зуда. Эти линии по производству строительных лесов удобны в носке и просты в использовании. Линии для производства строительных лесов предлагаются в различных привлекательных и ярких дизайнах, которые обязательно будут привлекать внимание.
Повысьте свое чувство стиля и веселье с забавными и привлекательными линиями для производства строительных лесов от Alibaba.com. Эти изделия идеально подходят для производственных линий строительных лесов, поставщиков, желающих закупить большие партии оптом. По очень доступным ценам эти товары обязательно понравятся покупателям.
Строительные леса
помогают учащимся в создании чего-то наблюдаемого
это передает то, что они узнали. | ||
| Тип | Примеры | Использование когда ваши студенты … |
Презентация Шаблоны и контуры | по экономике, студентам дается схема презентации их бизнес-плана. | нужно помочь в организации своих мыслей в определенном формат презентации … от информативного до обучающие на убедительные. |
Запрошено Написание шаблонов | Под землей
Железная дорога,
студентам дается руководство
о том, как написать обоснование маршрута, по которому они
Предлагаю взять. | нужно помочь в систематизации своих мыслей в конкретном письменном формат … все, от исследовательских работ до писем в дневники к некрологам. |
Играть Структура | в Пиной Гордость, студентам дается шаблон для вдохновения показывая структуру типичной пьесы.Они используют примечания особенность, чтобы составить план их игры. | соток получение информации из ряда источников и преобразование это в игру. |
Играть Механика | в радио Дни, студентам предоставляется образец сценарий в котором объясняется, как написать пьесу в стандартной форме. | соток
не знаком с условностями написания сценариев. |
Мультимедиа Шаблоны | В чем Сделал бы Дьюи ?, студентам дается шаблон с изображениями на месте и попросили воссоздать диалог между 5 педагогические теоретики. | соток собирается сосредоточиться на содержании мультимедиа, а не на на трудоемкость изготовления и эстетику Это. |
| Мультимедийные раскадровки | Вот пример для конкретного WebQuest | планируют производство, требующее более нескольких экранов |
 Они полезны, когда форма того, что должно быть
производится в соответствии с правилами определенного жанра, формата публикации или презентации.
Они полезны, когда форма того, что должно быть
производится в соответствии с правилами определенного жанра, формата публикации или презентации.

Методы и конструкции каркасов в тканевой инженерии Функции и цели: обзор
В этой обзорной статье определение тканевой инженерии (TE) было всесторонне исследовано в отношении методов и приложений изготовления каркасов.Были представлены и обсуждены свойства и особенности каркаса в TE, биологические аспекты, состав материала каркаса, структурные требования каркаса, а также старые и текущие производственные технологии. Почти во всех рассмотренных отчетах определение TE обозначает обновление, развитие и восстановление поврежденных тканей, вызванных различными факторами, такими как болезнь, травма или врожденная инвалидность. TE — это мультидисциплинарная дисциплина, которая сочетает в себе биологию, биохимию, клиническую медицину и материаловедение, применение которой в клеточных системах, таких как трансплантация органов, служит средством доставки клеток и лекарств.Согласно предыдущей литературе и этому обзору, методы изготовления каркасов можно разделить на две основные категории: традиционные и современные методы. Эти методы изготовления TE применяются в строительстве каркасов, которые позже используются в тканях и структурах органов. Преимущества и недостатки каждого из методов изготовления были описаны вместе с текущими областями исследований, посвященных решению некоторых проблем. Чтобы понять, выделенные аспекты были направлены на определение достижений и проблем, которые необходимо решить при проектировании каркасов для тканевой инженерии.
Почти во всех рассмотренных отчетах определение TE обозначает обновление, развитие и восстановление поврежденных тканей, вызванных различными факторами, такими как болезнь, травма или врожденная инвалидность. TE — это мультидисциплинарная дисциплина, которая сочетает в себе биологию, биохимию, клиническую медицину и материаловедение, применение которой в клеточных системах, таких как трансплантация органов, служит средством доставки клеток и лекарств.Согласно предыдущей литературе и этому обзору, методы изготовления каркасов можно разделить на две основные категории: традиционные и современные методы. Эти методы изготовления TE применяются в строительстве каркасов, которые позже используются в тканях и структурах органов. Преимущества и недостатки каждого из методов изготовления были описаны вместе с текущими областями исследований, посвященных решению некоторых проблем. Чтобы понять, выделенные аспекты были направлены на определение достижений и проблем, которые необходимо решить при проектировании каркасов для тканевой инженерии. Кроме того, это исследование представляет собой превосходный обзор оригинальных численных подходов, сфокусированных на механических характеристиках, которые могут быть полезны при оценке конструкции каркаса при анализе параметров каркаса в тканевой инженерии.
Кроме того, это исследование представляет собой превосходный обзор оригинальных численных подходов, сфокусированных на механических характеристиках, которые могут быть полезны при оценке конструкции каркаса при анализе параметров каркаса в тканевой инженерии.
1. Введение
Термин «тканевая инженерия» (ТЕ) был впервые введен профессором Робертом Неремом в 1988 году на симпозиуме Калифорнийского университета в Лос-Анджелесе по молекулярной и клеточной биологии [1], где было дано исчерпывающее определение ТЕ как приложения к жизни. науки и техники для развития базового понимания функциональных и структурных взаимосвязей естественных и патологических тканей млекопитающих и разработки биозаменителей, которые можно использовать для восстановления, поддержания или улучшения тканей, поврежденных или утраченных в результате различных заболеваний [2].Таким образом, TE относится к восстановлению, улучшению и поддержанию поврежденных тканей, вызванных различными факторами, такими как болезнь, травма или врожденная инвалидность [3].
Традиционным методом регенерации и заживления тканей является метод аутотрансплантата, который в основном зависит от доступности донорских тканей в сочетании с другими дополнительными эффектами, такими как боль и риски для пациентов, такие как заболеваемость донорской тканью и инфекционные заболевания [4]. В настоящее время искусственные каркасы применяются и используются в качестве поддерживающей структуры для клеточных культур и доминирования в росте клеток при восстановлении поврежденных тканей или органов.Во время регенерации клеток каркас временно способствует регенерации клеток и постепенно биоразлагается либо в ходе процесса заживления, либо после него, и образуется новая ткань с желаемой формой и свойствами [5]. Эта способность каркаса к разложению устраняет необходимость удаления материала позже и, таким образом, устраняет побочные эффекты, возникающие из-за посторонних материалов, оставшихся в теле [4]. Следовательно, используемый каркас должен отвечать определенным химическим, механическим и физическим требованиям для достижения диффузии клеток и формирования трехмерных тканей.
При изготовлении каркаса внеклеточный матрикс (ВКМ) всегда привлекал значительное внимание исследователей из-за его высокой биологической совместимости, способности к биологическому разложению и возможности быстрого ремоделирования in vivo [6]. Эти ECM в основном состоят из белков, включая коллаген, фибрин, фибриноген, желатин, эластин и т. Д., И полисахаридов, особенно альгинатов, гиалуроновой кислоты, целлюлозы, хитозана и т. Д. [6]. Эта сложная смесь обеспечивает механическую и биохимическую поддержку окружающим клеткам и контролирует их способность к регенерации.Большинство этих полимеров выбрано, потому что их химические свойства могут быть изменены путем введения различных химических групп, которые производят производные, обладающие улучшенными свойствами адгезии, сшивания и биоразлагаемости [6]. Следовательно, создание биологически миметических и функционализированных каркасов, таких как биологически активный ECM, необходимо для создания in vivo-подобного микроокружения, имитирующего биологические объекты и стимулирующего специфические для клеток ответы, ведущие к регенерации и восстановлению тканей [4, 5]. На рисунке 1 представлена сборка 3D-принтера и этапы изготовления строительных лесов.
На рисунке 1 представлена сборка 3D-принтера и этапы изготовления строительных лесов.
Кроме того, на Рисунке 1 также представлен процесс лазерного гелеобразования (LAG) при изготовлении каркасов: (а) привод серводвигателя для удержания зоны подачи на фиксированном расстоянии; (b) равномерное нанесение навозной жижи в зоне подачи на поверхность рабочей платформы с использованием скребковой пластины с последующим возвращением скребковой пластины в исходное положение после равномерного укладки гидросмеси в зоне формования; (c) использование лазера CO 2 в качестве источника тепловой энергии, сканирование формы для формования с помощью лазерного сканера до тех пор, пока влага суспензии не испарится и форма не застынет; и (d) строительные леса закончены.Шаги с (а) по шаг (с) повторяются до тех пор, пока каркас не будет готов [7].
Несмотря на то, что существует несколько методологий изготовления каркасов, большинство методов характеризуются низкой эффективностью из-за проблем, связанных с созданием каркаса, который способствует трехмерному заживлению и формированию кровеносного сосуда внутри каркаса [8, 9]. В этой статье обсуждаются некоторые из наиболее многообещающих методов изготовления каркасов и материалов, которые широко используются в тканевой инженерии.
В этой статье обсуждаются некоторые из наиболее многообещающих методов изготовления каркасов и материалов, которые широко используются в тканевой инженерии.
2. Значение тканевой инженерии
TE — это междисциплинарная область, основанная на широком спектре областей, где науки о жизни и инженерные принципы применяются к разработке биозаместителей для восстановления, поддержания или улучшения функции ткани или органа. . Таким образом, TE — это междисциплинарное исследование, объединяющее биологию, биохимию, клиническую медицину и материаловедение вместе с наукой о материалах для достижения клинических приложений [10]. В последнее время TE или регенеративная медицина стала многообещающим методом восстановления поврежденных тканей для преодоления осложнений, связанных с традиционными методами донорства органов.ТЕ стала альтернативой из-за растущего спроса на трансплантацию органов в клинической медицине [11].
Каркасы могут служить клеточными системами или средствами доставки клеток и лекарств при регенерации клеток и тканей; таким образом, клеточный материал должен быть способен адекватно колонизировать хозяйскую клетку для удовлетворения потребностей регенерации и восстановления. Другой альтернативой является объединение каркасов с различными типами клеток, которые могут улучшать образование тканей in vivo за счет остеогенного происхождения или высвобождать специфические растворимые молекулы для происхождения.Эти клетки можно избирательно размножать ex vivo перед имплантацией в целевой сайт [11]. Свойства изготовленного каркаса зависят от типа тканей, которые нуждаются в ремонте, будь то твердые ткани, такие как кости, или мягкие, такие как нервные ткани; например, при конструировании твердых тканей биологические каркасы используются для заполнения костных дефектов и должны быть способны выдерживать нагрузки, а также способствовать развитию новой кости. Заживление кости зависит от свойств каркаса, таких как размер, форма, толщина стенки, взаимосвязь и поверхность стенки поры каркаса, а также от кинетики резорбции, пористости, морфологии поверхности, химического состава поверхности, скорости разрушения и механической стабильности [10, 12 ].Эти свойства каркаса должны быть разработаны для конкретного применения в зависимости от таких факторов, как анатомическое расположение, возраст пациента, тяжесть травмы и другие патологические состояния.
Другой альтернативой является объединение каркасов с различными типами клеток, которые могут улучшать образование тканей in vivo за счет остеогенного происхождения или высвобождать специфические растворимые молекулы для происхождения.Эти клетки можно избирательно размножать ex vivo перед имплантацией в целевой сайт [11]. Свойства изготовленного каркаса зависят от типа тканей, которые нуждаются в ремонте, будь то твердые ткани, такие как кости, или мягкие, такие как нервные ткани; например, при конструировании твердых тканей биологические каркасы используются для заполнения костных дефектов и должны быть способны выдерживать нагрузки, а также способствовать развитию новой кости. Заживление кости зависит от свойств каркаса, таких как размер, форма, толщина стенки, взаимосвязь и поверхность стенки поры каркаса, а также от кинетики резорбции, пористости, морфологии поверхности, химического состава поверхности, скорости разрушения и механической стабильности [10, 12 ].Эти свойства каркаса должны быть разработаны для конкретного применения в зависимости от таких факторов, как анатомическое расположение, возраст пациента, тяжесть травмы и другие патологические состояния. Механические аспекты каркаса, такие как прочность, должны быть устойчивыми к физиологическому стрессу и уменьшать защиту от стресса. Например, в костном TE TE предназначен для восстановления и регенерации поврежденных нервных тканей.
Механические аспекты каркаса, такие как прочность, должны быть устойчивыми к физиологическому стрессу и уменьшать защиту от стресса. Например, в костном TE TE предназначен для восстановления и регенерации поврежденных нервных тканей.
При регенерации клеток в каркас включаются различные типы клеток (расширенные или нерасширенные), извлеченные от донора или пациента.Взрослые стволовые клетки, такие как костный мозг, жировая ткань, зубы, клетки крови, эмбриональные стволовые клетки, индуцированные плюрипотентные стволовые клетки (iPS-клетки), стволовые клетки периферической крови и генно-инженерные клетки, являются источником расширенных клеток, в то время как кости Полученные из аспирата костного мозга богатые тромбоцитами плазматические клетки являются основным источником нерасширенных клеток [11]. Эти клетки создаются в различных формах в голосовых или молекулярных молекулах, поэтому важен каркас с особыми свойствами. Например, гидрогели используются для стимуляции регенерации ткани спинного мозга, поскольку гидрогели могут адаптироваться к механическим характеристикам губчатой мягкой и вязкоупругой нервной ткани [3, 12]. Кроме того, грубое несоответствие между тканями и имплантатом приводит к отмиранию тканей фасада [3].
Кроме того, грубое несоответствие между тканями и имплантатом приводит к отмиранию тканей фасада [3].
3. Функции каркаса для тканевой инженерии
Несмотря на то, что в нескольких исследованиях сообщалось о многочисленных открытиях в области TE, коммерциализация этих недавно открытых функций значительно возросла из-за медицинской применимости этих результатов. Таким образом, чтобы улучшить признание клинического применения таких технологий, важно включить конкретные биологические, клинические и механические аспекты, которые являются не только теоретическими, но и могут сыграть роль в практической реализации.Соответствующий каркас должен быть способен восстанавливать ткани тела с минимальными требованиями для роста клеток, васкуляризации, пролиферации и интеграции хозяина, и, наконец, материалы должны разрушаться естественным образом во время или после процесса заживления [11]. Однако каркас имеет определенные характеристики, связанные с биологическим аспектом, структурой и химическим составом [11].
4. Биологические характеристики
Биологические аспекты каркасов включают их биосовместимость и нетоксичность.Клетки, выращенные на каркасах, должны иметь возможность беспрепятственно воспроизводить и различать клетки для создания нового матрикса [2, 13]. Следовательно, каркас считается идеальным каркасом для применений TE, если он может имитировать свойства ECM тканей для идеальной и полной регенерации. Однако, как уже упоминалось, функция поддерживающей клетки зависит от таких параметров, как выбранная клеточная линия, подлежащий материал, свойства поверхности и структура каркаса [2].
Биосовместимость позволяет одновременно формировать новую ткань и разрушать матрикс.Матрица не должна быть токсичной, чтобы система могла избавиться от нее, не беспокоя других членов [11]. Биологические свойства каркаса являются значительной проблемой модуляции, поскольку они влияют на взаимодействие каркасов с тканями и органами. Из-за низкой способности биологического материала взаимодействовать с окружающей средой были предприняты усилия по включению биоактивных каркасов для обеспечения правильного клеточного взаимодействия, миграции или дифференциации, информации о тканях и включения в организм хозяина, а также для использования биоактивных каркасов для избегать нежелательных процессов, таких как рубцевание. Кроме того, необходимо, чтобы каркас избегал иммунных ответов хозяина. Недавно была реализована концепция иммуно-инертных биоматериалов, и их иммуномодулирующее действие регулирует иммунную систему (т.е. снижение активности NK-клеток и опосредованного Т- и В-клетками иммунитета) [11].
Кроме того, необходимо, чтобы каркас избегал иммунных ответов хозяина. Недавно была реализована концепция иммуно-инертных биоматериалов, и их иммуномодулирующее действие регулирует иммунную систему (т.е. снижение активности NK-клеток и опосредованного Т- и В-клетками иммунитета) [11].
5. Структурные характеристики
Биологическая ткань представляет собой невероятно сложную трехмерную структуру со сложными механическими функциями, связанными с характеристиками массопереноса. Следовательно, критическая цель ТЕ состоит в том, чтобы сократить эту структурную сложность и функцию с помощью биологических каркасов, которые предоставляют клетки, белки и гены для реконструкции тканей.Ясно, что биологические материалы и структуры не могут воспроизводить сложные тканевые среды, включая многочисленные типы клеток, которые взаимодействуют с различными цитокинами для образования внеклеточных матриц внутри клеток с иерархическими свойствами, которые демонстрируют механическую функцию, проявляющую высокую нелинейность и двухфазность [2] . Разработка васкуляризованных инженерных каркасов является одной из основных проблем из-за отсутствия сосудистой недостаточности, приводящей к неэффективному включению остео, определяя, что выбор материала влияет на окончательные физические характеристики каркаса [9, 11].Часто желательно, чтобы пористость каркаса улучшала его механические свойства для поддержки роста клеток. Кроме того, каркас с соответствующим размером пор улучшает миграцию клеток и водопоглощение [14], а также способствует высокому массопереносу кислорода по каркасу [15].
Разработка васкуляризованных инженерных каркасов является одной из основных проблем из-за отсутствия сосудистой недостаточности, приводящей к неэффективному включению остео, определяя, что выбор материала влияет на окончательные физические характеристики каркаса [9, 11].Часто желательно, чтобы пористость каркаса улучшала его механические свойства для поддержки роста клеток. Кроме того, каркас с соответствующим размером пор улучшает миграцию клеток и водопоглощение [14], а также способствует высокому массопереносу кислорода по каркасу [15].
6. Химический состав
Как правило, большинство каркасов состоит из полимеров, биокерамики и гибридных материалов, природных или созданных руками человека [14]. Исходя из источника материалов, используемых для изготовления каркаса, существуют проблемы, связанные с биосовместимостью, составом и продуктами разложения таких матриц.Несмотря на то, что для каркаса был исследован широкий спектр материалов, сообщалось, что некоторые материалы не поддерживают рост клеток внутри каркаса [2].
Полимеры бывают двух типов: природные полимеры и синтетические полимеры. Природные полимеры, такие как гиалуроновая кислота, фибрин, хитозан и коллаген, обладают хорошей биологической совместимостью, низкой иммуногенностью и остеокондуктивностью. Однако они страдают от скорости свободного разложения и низкой механической стабильности [11]. Синтетические полимеры, такие как полипропиленфумарат (PPF), полиангидрид, поликапролактон (PCL), полифосфазен, полиэфирэфиркетон (PEEK), полимолочная кислота (PLA) и поли (гликолевая кислота) (PGA), демонстрируют контролируемую скорость разложения.Кроме того, они обладают способностью к изготовлению сложных форм, улучшенным прикреплением клеток (отрицательно заряженные химические группы) и способностью доставлять растворимые молекулы [11]. Кроме того, синтетические полимеры можно производить с низкими затратами, в больших количествах и с более длительным сроком хранения [11].
Некоторые исследования in vitro показали, что сам материал может разрушить результаты образования ткани ex vivo по сравнению с естественными тканевыми матрицами. Кроме того, в ситуации in vivo на нарушение регенерации может сильно влиять иммуногенность материала, неожиданное время разложения и побочные эффекты, вызванные продуктами разложения.В зависимости от этих соображений, матрицы, наиболее близкие к естественному внеклеточному матриксу, являются наиболее перспективными для ТЕ. Таким образом, недавно разработанные подходы в процессе экстракорпоральной тканевой инженерии направлены на предотвращение биоразлагаемых каркасов, которые реабсорбируются со скоростью, отличной от регенерации скелетной ткани. Следовательно, были разработаны новые методы решения этих проблем путем отказа от строительных лесов.
Кроме того, в ситуации in vivo на нарушение регенерации может сильно влиять иммуногенность материала, неожиданное время разложения и побочные эффекты, вызванные продуктами разложения.В зависимости от этих соображений, матрицы, наиболее близкие к естественному внеклеточному матриксу, являются наиболее перспективными для ТЕ. Таким образом, недавно разработанные подходы в процессе экстракорпоральной тканевой инженерии направлены на предотвращение биоразлагаемых каркасов, которые реабсорбируются со скоростью, отличной от регенерации скелетной ткани. Следовательно, были разработаны новые методы решения этих проблем путем отказа от строительных лесов.
7. Современные технологии производства и изготовления каркасов
На уровне in vivo ткань состоит из трехмерных единиц, повторяющихся в масштабе от 100 до 1000 мкм м (т.е.г., нефрон, островок). Трехмерная структура этих повторяющихся тканевых единиц является основой для координации многоклеточных процессов, развития механических свойств и объединения с различными системами органов посредством микроциркуляции. Таким образом, каркасы предназначены для достижения этой эволюции в трехмерных клетках, обеспечивая механическую поддержку во время восстановления тканей [16]. Местная клеточная среда — еще один важный компонент ткани на уровне in vivo. Микробиологическая среда (∼10 мкм мкм) отвечает за биохимические, клеточные и физические катализаторы сигнальных путей, включенных в процессы клеточной судьбы, такие как дифференцировка, пролиферация, миграция и смерть.Таким образом, успешное изготовление полностью функциональных каркасов должно решаться на двух уровнях: (а) микромасштабный уровень должен содержать среду, подходящую для выживания и функционирования клеток, и (б) макромасштабная конструкция ткани должна обеспечивать координацию многоклеточных процессов, обеспечивать адекватный транспорт питательных веществ. , и обладают механическими свойствами.
Таким образом, каркасы предназначены для достижения этой эволюции в трехмерных клетках, обеспечивая механическую поддержку во время восстановления тканей [16]. Местная клеточная среда — еще один важный компонент ткани на уровне in vivo. Микробиологическая среда (∼10 мкм мкм) отвечает за биохимические, клеточные и физические катализаторы сигнальных путей, включенных в процессы клеточной судьбы, такие как дифференцировка, пролиферация, миграция и смерть.Таким образом, успешное изготовление полностью функциональных каркасов должно решаться на двух уровнях: (а) микромасштабный уровень должен содержать среду, подходящую для выживания и функционирования клеток, и (б) макромасштабная конструкция ткани должна обеспечивать координацию многоклеточных процессов, обеспечивать адекватный транспорт питательных веществ. , и обладают механическими свойствами.
На практике методы изготовления трехмерных каркасов подразделяются на традиционный или метод быстрого прототипирования (РП) (таблица 1), каждый из которых дает разные каркасы с разными характеристиками [11]. Традиционные методы изготовления каркасов включают создание пористых полимерных структур, таких как субстраты для клеточной адгезии, но сложно получить сложные структуры с настраиваемым микромасштабом и макромасштабом с использованием традиционных методов [16]. Техника изготовления каркасов RP предоставляет множество потенциальных возможностей для тканевой инженерии. Во-первых, независимый контроль макромасштабных и микромасштабных функций позволяет создавать многоклеточные структуры, необходимые для сложных функций тканей.Во-вторых, изготовление трехмерного сосудистого ложа позволит поддерживать массивное образование ткани, что в противном случае было бы возможно. В-третьих, объединение данных клинической визуализации и методов изготовления 3D может обеспечить возможность производства индивидуальных каркасов, а также массового производства конструкций каркасов [15, 17].
Традиционные методы изготовления каркасов включают создание пористых полимерных структур, таких как субстраты для клеточной адгезии, но сложно получить сложные структуры с настраиваемым микромасштабом и макромасштабом с использованием традиционных методов [16]. Техника изготовления каркасов RP предоставляет множество потенциальных возможностей для тканевой инженерии. Во-первых, независимый контроль макромасштабных и микромасштабных функций позволяет создавать многоклеточные структуры, необходимые для сложных функций тканей.Во-вторых, изготовление трехмерного сосудистого ложа позволит поддерживать массивное образование ткани, что в противном случае было бы возможно. В-третьих, объединение данных клинической визуализации и методов изготовления 3D может обеспечить возможность производства индивидуальных каркасов, а также массового производства конструкций каркасов [15, 17].
| ||||||||||||||||||||||||||||||||||||||||||||||||||||
 Сублимационная сушка
Сублимационная сушка Электроформование
Электроформование Высокое разрешение
Высокое разрешение  деталь или пресс-форма
деталь или пресс-форма 7.
 1. Традиционные методы изготовления
1. Традиционные методы изготовленияЗначительное количество каркасов было разработано традиционно для доставки лекарств, но впоследствии они были использованы в трехмерной культуре клеток в контексте ТЕ [18]. Традиционные методы изготовления каркасов, такие как литье из растворителя / выщелачивание частиц, предназначены для определения формы каркасов и размера пор, но в основном ограничиваются предшествующей внутренней конструкцией каркасов или связью пустот [16, 18].
7.2. Литье растворителем и выщелачивание частиц
В этом методе растворитель в сочетании с равномерно распределенными частицами соли определенного размера используется для растворения раствора полимера. Растворитель испаряется, оставляя матрицу, содержащую частицы соли. Затем матрица погружается в воду, и соль выщелачивается, образуя структуру с высокой пористостью. Литье растворителем с выщелачиванием частиц подходит только для тонких мембран тонкостенных трехмерных образцов; в противном случае растворимые частицы невозможно отделить от полимерной матрицы [19]. Каркасы, разработанные этим методом, имеют пористость от 50% до 90% [13]. Этот метод относительно простой и недорогой. Одним из основных преимуществ этого метода является то, что полученный каркас имеет высокую пористость и возможность настройки размера пор, что делает его подходящим для развития и роста трехмерной клетки [10].
Каркасы, разработанные этим методом, имеют пористость от 50% до 90% [13]. Этот метод относительно простой и недорогой. Одним из основных преимуществ этого метода является то, что полученный каркас имеет высокую пористость и возможность настройки размера пор, что делает его подходящим для развития и роста трехмерной клетки [10].
Thanh et al. [21] предложили пористый нанокомпозит PLA / MD-HAP / PEO для применения в костной инженерии из полимолочной кислоты (PLA), который был объединен с различным содержанием NH 4 HCO 3 с различными дочерними продуктами путем литья из растворителя с методом выщелачивания частиц.Другие исследователи также применили эту технику при изготовлении каркасов для различных целей, таких как комбинация природных полимеров [22, 23] или интеграция биоактивных соединений в каркас [24, 25].
Одним из недостатков этой технологии изготовления является ее трудоемкость, поскольку в ней используются только тонкие мембраны. Слои пористых листов допускают только определенное количество сетей пор между собой и, следовательно, могут ограничивать его пригодность для использования из-за ограниченного размера пористости [24]. В этом методе используются различные токсичные растворители, для испарения которых требуется много времени (дни или недели).
В этом методе используются различные токсичные растворители, для испарения которых требуется много времени (дни или недели).
7.3. Сублимационная сушка
Процесс сублимационной сушки также известен как лиофилизация; он включает использование синтетического полимера, который сначала растворяют в подходящем растворителе. После растворения раствор полимера охлаждают до точки замерзания, в результате чего образуется твердый растворитель, который испаряется при сублимации, оставляя твердый каркас с многочисленными взаимосвязанными порами [11].В этом методе, когда раствор охлаждается до точки замерзания, растворенные вещества могут быть разделены в ледяной фазе, в результате чего образуется небольшая пористая структура, характеризующаяся «забором» из вещества, окружающего лед. Каркасы получаются после последующей сушки; при простом растворении и сублимационной сушке макропористость соответствует пустой области, первоначально занятой кристаллами льда. Преимущество этого метода заключается в том, что он позволяет избежать высоких температур, которые могут снизить активность интегрированных биологических факторов. Кроме того, размером пор можно управлять, контролируя и изменяя метод замораживания [26]. Этот метод был использован при изготовлении каркаса BG-коллаген-фосфатидилсерин с соответствующими взаимосвязанными порами размером около 300 мкм мкм. Было показано, что он способен образовывать комплексы с кальцием и фосфатом и зародышеобразовать НА. Многие исследователи сообщили, что этот метод процветает при изготовлении каркасов для использования в различных целях [9]. Мин и Ли [27] применили эту технику для изготовления трехмерных каркасов с использованием наночастиц хитозана.Кроме того, Jayachandran et al. [20] сообщили о производстве хитозан-альгинатных биокомпозитов с участием фукоидана для костной ткани путем лиофилизации. Их каркас имеет многообещающие свойства в отношении пористости и водопоглощения. Кроме того, Aranaz et al. [26] также сообщили об аналогичной стратегии. Хотя этот метод широко используется при изготовлении каркасов, он все же имеет ряд недостатков, таких как высокое энергопотребление, длительные временные рамки, использование цитотоксических растворителей и образование небольших пор неправильного размера (обычно в диапазоне от 15 до 15%).
Кроме того, размером пор можно управлять, контролируя и изменяя метод замораживания [26]. Этот метод был использован при изготовлении каркаса BG-коллаген-фосфатидилсерин с соответствующими взаимосвязанными порами размером около 300 мкм мкм. Было показано, что он способен образовывать комплексы с кальцием и фосфатом и зародышеобразовать НА. Многие исследователи сообщили, что этот метод процветает при изготовлении каркасов для использования в различных целях [9]. Мин и Ли [27] применили эту технику для изготовления трехмерных каркасов с использованием наночастиц хитозана.Кроме того, Jayachandran et al. [20] сообщили о производстве хитозан-альгинатных биокомпозитов с участием фукоидана для костной ткани путем лиофилизации. Их каркас имеет многообещающие свойства в отношении пористости и водопоглощения. Кроме того, Aranaz et al. [26] также сообщили об аналогичной стратегии. Хотя этот метод широко используется при изготовлении каркасов, он все же имеет ряд недостатков, таких как высокое энергопотребление, длительные временные рамки, использование цитотоксических растворителей и образование небольших пор неправильного размера (обычно в диапазоне от 15 до 15%). до 35 мкм м) [28].Чтобы преодолеть эти проблемы, Géraldine et al. [29] предложили варьировать температуру замерзания (от -10 ° C до -70 ° C) и ввести дополнительную стадию отжига для увеличения скорости роста кристалла льда.
до 35 мкм м) [28].Чтобы преодолеть эти проблемы, Géraldine et al. [29] предложили варьировать температуру замерзания (от -10 ° C до -70 ° C) и ввести дополнительную стадию отжига для увеличения скорости роста кристалла льда.
Метод сублимационной сушки является более подходящим методом в биомедицинских целях, поскольку при изготовлении каркаса вместо органического растворителя используются вода и кристаллы льда; тем не менее, эта методология подвергается сомнению при изготовлении иерархически структурированных каркасов, таких как сосудистые системы в биомедицине [30].Кроме того, в этом методе также используются цитотоксические растворители для смешивания полимера; следовательно, изготовленный каркас необходимо многократно промывать для удаления растворителя и минимизации гибели клеток.
7.4. Термоиндуцированное разделение фаз (TIPS)
TIPS — это низкотемпературный метод, предназначенный для принудительного разделения фаз посредством изменения температуры, связанного с установкой однородного раствора полимера с высокой температурой в среде с пониженной температурой, чтобы вызвать разделение фаз, чтобы полимер -богатая фаза, а также бедная полимерная фаза [13, 15]. Пористая структура каркаса может быть достигнута, когда растворитель удаляется с помощью сублимационной сушки, оставляя относительно пористую волокнистую сетку нанометрового размера. Этот метод может быть использован для создания каркаса из термопластичного кристаллического полимера. Низкую температуру можно использовать для интеграции биоактивных молекул в волокнистый материал каркаса. Blaker et al. [31] предложили новый подход к производству с использованием TIPS для получения микросфер для ТЕ и доставки лекарств; этот метод сделал практичным регулирование размеров пор для включения наполнителей и лекарств.Было доказано, что включение белков в поровые области распределяется равномерно вместе с более подходящим временем воздействия при воздействии на границу раздела растворитель / вода. Smith et al. [32] представили сравнимый подход к созданию нановолоконных каркасов, которые были объединены с различными компонентами, достигающими размеров пор от 50 до 500 нм, что делает их максимально близкими к имитации структуры ткани.
Пористая структура каркаса может быть достигнута, когда растворитель удаляется с помощью сублимационной сушки, оставляя относительно пористую волокнистую сетку нанометрового размера. Этот метод может быть использован для создания каркаса из термопластичного кристаллического полимера. Низкую температуру можно использовать для интеграции биоактивных молекул в волокнистый материал каркаса. Blaker et al. [31] предложили новый подход к производству с использованием TIPS для получения микросфер для ТЕ и доставки лекарств; этот метод сделал практичным регулирование размеров пор для включения наполнителей и лекарств.Было доказано, что включение белков в поровые области распределяется равномерно вместе с более подходящим временем воздействия при воздействии на границу раздела растворитель / вода. Smith et al. [32] представили сравнимый подход к созданию нановолоконных каркасов, которые были объединены с различными компонентами, достигающими размеров пор от 50 до 500 нм, что делает их максимально близкими к имитации структуры ткани. Основным недостатком этого метода является то, что при изготовлении можно использовать ограниченное количество материалов и недостаточное разрешение.
Основным недостатком этого метода является то, что при изготовлении можно использовать ограниченное количество материалов и недостаточное разрешение.
Фазовое разделение имеет большой потенциал при изготовлении трехмерных нановолоконных каркасов с однородной структурой пор с помощью процессов двойного или множественного фазового разделения по сравнению с электроспиннингом [30]. Кроме того, метод разделения фаз может использоваться вместе с другими технологиями изготовления, такими как твердое тело в свободной форме (SFF) в TE.
7,5. Газовое пенообразование
Газовое пенообразование — это метод, который был разработан для того, чтобы справиться с использованием высокотемпературных и органических цитотоксических растворителей.В этом методе используются сравнительно инертные газовые пенообразователи, такие как диоксид углерода или азот, для создания давления на смоделированный биологически разлагаемый полимер с помощью воды или фтороформа до тех пор, пока они не станут насыщенными или заполнятся пузырьками газа. Этот метод обычно производит структуры типа губки с размером пор от 30 до 700 мкм мкм и пористостью до 85% [15]. Недостатком этого метода является то, что иногда получаемый продукт может иметь структуру с закрытыми порами или твердую полимерную пленку. Чтобы решить эту проблему, Harris et al.[33] улучшили процесс, чтобы получить очень пористый продукт с улучшенными пористыми связями. Исследования материала in vitro показали, что засеянные клетки прилипают к матрице и продолжают поглощать трехмерные ткани.
Этот метод обычно производит структуры типа губки с размером пор от 30 до 700 мкм мкм и пористостью до 85% [15]. Недостатком этого метода является то, что иногда получаемый продукт может иметь структуру с закрытыми порами или твердую полимерную пленку. Чтобы решить эту проблему, Harris et al.[33] улучшили процесс, чтобы получить очень пористый продукт с улучшенными пористыми связями. Исследования материала in vitro показали, что засеянные клетки прилипают к матрице и продолжают поглощать трехмерные ткани.
7.6. Электропрядение
Электропрядение — это метод изготовления волокон из раствора с использованием электричества. Этот метод жизненно важен для разработки нановолоконных каркасов в TE. Электропрядение — это очень сложная техника, при которой зарядка жидкости под высоким напряжением приводит к взаимодействию между поверхностным натяжением и электростатическим отталкиванием, которое заставляет капли на фильере извергаться и растягиваться.Стандартная система электроспиннинга состоит из четырех основных компонентов: спиннера с шприцевым насосом, металлической иглы, источника высокого напряжения и заземленного коллектора, как показано на рисунке 2. Напряженность электрического поля превышает поверхностное натяжение капля для создания струи жидкости, которая затем расширяется и непрерывно взбивается за счет электростатического отталкивания, пока не осаждается на заземленном коллекторе. Растворитель при этом испаряется, и струя затвердевает, образуя нетканую волокнистую мембрану [13, 15].
Напряженность электрического поля превышает поверхностное натяжение капля для создания струи жидкости, которая затем расширяется и непрерывно взбивается за счет электростатического отталкивания, пока не осаждается на заземленном коллекторе. Растворитель при этом испаряется, и струя затвердевает, образуя нетканую волокнистую мембрану [13, 15].
Bofan et al. [34] применили электроспиннинг для изготовления композитных волокон, состоящих из протеина шелка драглайна пауков и коллагена. В исследовании сообщается о создании однородной смеси из волокон с высокой прочностью на разрыв. В других исследованиях in vitro было заявлено, что изготовленный матрикс может поддерживать распространение плацентарных стволовых клеток децидуальной оболочки париетальной хориоидеи человека (hdpPSC). Sarhan et al. [35] применили тот же метод путем интеграции противомикробного агента при изготовлении нановолокна перевязочного материала для ран.Таким образом, изготовленные каркасы показали наличие активных антимикробных агентов против Staphylococcus aureus , Escherichia coli , метициллин-устойчивых S. aureus (MRSA) и мультирезистентных Pseudomonas aeruginosa . Чтобы объединить преимущества как синтетических, так и природных полимеров, смешанные нановолокна на основе хитозана были изготовлены методом электроспиннинга с использованием хитозана и синтетических биоразлагаемых полимеров, таких как полимолочная кислота (PLA) [36, 37].
aureus (MRSA) и мультирезистентных Pseudomonas aeruginosa . Чтобы объединить преимущества как синтетических, так и природных полимеров, смешанные нановолокна на основе хитозана были изготовлены методом электроспиннинга с использованием хитозана и синтетических биоразлагаемых полимеров, таких как полимолочная кислота (PLA) [36, 37].
Несмотря на то, что электроспиннинг является простым и быстрым методом изготовления нановолоконных каркасов, все еще существует проблема изготовления каркасов со сложной структурой, такой как однородное распределение пор, что ограничивает его применение в биомедицине [30].
7.7. Rapid Prototyping (RP)
Технологии быстрого прототипирования (RP), также известные как твердотельные, свободные от производства (SFF), представляют собой набор производственных процессов, которые могут создавать прямые формы непосредственно из моделей объекта автоматизированного проектирования (CAD). без необходимости использования специальных инструментов или знаний. Системы RP сочетают порошковые, жидкие и листовые материалы для изготовления деталей по сравнению с методами обработки (например, фрезерованием и сверлением). Слой за слоем машина быстрого прототипирования может изготавливать деревянные, керамические, пластиковые и металлические предметы, используя тонкие горизонтальные поперечные сечения из компьютерной модели [23]. Технология изготовления каркасов RP позволяет изготавливать конструкции с точным пространственным контролем над структурой полимера, чтобы справиться с некоторыми проблемами традиционных методов производства [17]. Основное преимущество этих методов заключается в том, что они позволяют производить индивидуальные и индивидуальные для каждого пациента каркасы, подходящие для рассматриваемых тканей и органов [15].Основные методы RP включают 3D-печать (3DP), моделирование методом наплавления (FDM), селективное лазерное спекание (SLS) и стереолитографию [13, 15].
Системы RP сочетают порошковые, жидкие и листовые материалы для изготовления деталей по сравнению с методами обработки (например, фрезерованием и сверлением). Слой за слоем машина быстрого прототипирования может изготавливать деревянные, керамические, пластиковые и металлические предметы, используя тонкие горизонтальные поперечные сечения из компьютерной модели [23]. Технология изготовления каркасов RP позволяет изготавливать конструкции с точным пространственным контролем над структурой полимера, чтобы справиться с некоторыми проблемами традиционных методов производства [17]. Основное преимущество этих методов заключается в том, что они позволяют производить индивидуальные и индивидуальные для каждого пациента каркасы, подходящие для рассматриваемых тканей и органов [15].Основные методы RP включают 3D-печать (3DP), моделирование методом наплавления (FDM), селективное лазерное спекание (SLS) и стереолитографию [13, 15].
7.8. Стереолитография
Метод стереолитографии в основном используется для создания твердых трехмерных объектов путем последовательной печати тонкого слоя материала, отверждаемого ультрафиолетом (УФ), слой за слоем. Система стереолитографии (рис. 3) состоит из четырех основных компонентов, а именно: резервуара со светочувствительной жидкой смолой, переносной встроенной платформы, УФ-лазера для излучения смолы и системы динамического зеркала.Процесс начинается с УФ-лазера с нанесения на платформу слоя светочувствительной жидкой смолы. После застывания исходного слоя платформу опускают вертикально. Затем на первый слой накладывается второй слой; процесс повторяется до тех пор, пока не будет создан 3D каркас. Наконец, неотвержденная смола счищается, и каркас подвергается последующему отверждению в УФ-свете. Таким образом, этот метод решает проблемы, связанные с отходами при субтрактивных методах изготовления. Melchels et al.[38] применили стереолитографический метод при возведении строительных лесов сложной конструкции с высоким разрешением. Конструкции были сделаны с использованием смолы на основе поли (D, L-лактата) или поли (D, L-лактид-со-е-капролактон). В исследовании сообщается, что, когда была проведена механическая эволюция каркасов, каркасы соответствовали прогнозам конечных элементов.
Система стереолитографии (рис. 3) состоит из четырех основных компонентов, а именно: резервуара со светочувствительной жидкой смолой, переносной встроенной платформы, УФ-лазера для излучения смолы и системы динамического зеркала.Процесс начинается с УФ-лазера с нанесения на платформу слоя светочувствительной жидкой смолы. После застывания исходного слоя платформу опускают вертикально. Затем на первый слой накладывается второй слой; процесс повторяется до тех пор, пока не будет создан 3D каркас. Наконец, неотвержденная смола счищается, и каркас подвергается последующему отверждению в УФ-свете. Таким образом, этот метод решает проблемы, связанные с отходами при субтрактивных методах изготовления. Melchels et al.[38] применили стереолитографический метод при возведении строительных лесов сложной конструкции с высоким разрешением. Конструкции были сделаны с использованием смолы на основе поли (D, L-лактата) или поли (D, L-лактид-со-е-капролактон). В исследовании сообщается, что, когда была проведена механическая эволюция каркасов, каркасы соответствовали прогнозам конечных элементов. Аналогичным образом Роберт и др. [39] применили эквивалентный метод при проектировании трехмерных каркасов с использованием метакрилата желатина для получения при необходимости специально разработанных каркасов с точными механическими свойствами.Созданный ими каркас показал однородность взаимосвязи пор в исследованиях in vitro, в которых сообщалось, что он поддерживает распространение и пролиферацию эндотелиальных клеток пупочной вены человека (HUVEC), что делает его пригодным для использования TE. Хотя многие виды исследований показали успех стереолитографии в дизайне каркасов, этот метод также имеет ограничения в процессе фотополимеризации, требуя больших количеств мономеров и постполимеризационной обработки для улучшения конверсии мономера [40].
Аналогичным образом Роберт и др. [39] применили эквивалентный метод при проектировании трехмерных каркасов с использованием метакрилата желатина для получения при необходимости специально разработанных каркасов с точными механическими свойствами.Созданный ими каркас показал однородность взаимосвязи пор в исследованиях in vitro, в которых сообщалось, что он поддерживает распространение и пролиферацию эндотелиальных клеток пупочной вены человека (HUVEC), что делает его пригодным для использования TE. Хотя многие виды исследований показали успех стереолитографии в дизайне каркасов, этот метод также имеет ограничения в процессе фотополимеризации, требуя больших количеств мономеров и постполимеризационной обработки для улучшения конверсии мономера [40].
Исследования показали, что метод стереолитографии имеет потенциал для создания различных типов клеточных машин, которые могут найти применение в широком спектре дисциплин, таких как биосенсор, восстановление окружающей среды, открытие лекарств и сбор энергии, что делает его мощным биотехнологическим производством. технологии. Однако размер элемента каркаса, который может быть изготовлен, ограничен шириной луча лазера [41].
7.9. Моделирование наплавленного осаждения (FDM)
В методе FDM твердый полимер заливается в сопло горячей экструзии для расплавления и экструзии на поверхности трехмерного объекта с использованием контролируемых компьютером процессов экструзии и осаждения; каркас состоит из нескольких слоев смежных микрофиламентов.FDM использовался для обработки термопластичных биополимеров, Hutmacher et al. [42] использовали биологически разлагаемые полиэфиры для создания нетканых каркасов, помогающих клеткам расти в ТЕ. Кроме того, Zein et al. [43] продемонстрировали универсальность моделирования новых структур каркаса с контролируемыми механическими свойствами с использованием этого FDM; в исследовании сообщалось о производстве полимерного биорезорбируемого поли (е-капролактон) (PCL), грунтовочного материала, который используется для производства пористых каркасов. Как правило, по данным нескольких исследований, FDM полезен при проектировании каркасов при различных аспектах изготовления каркасов [44].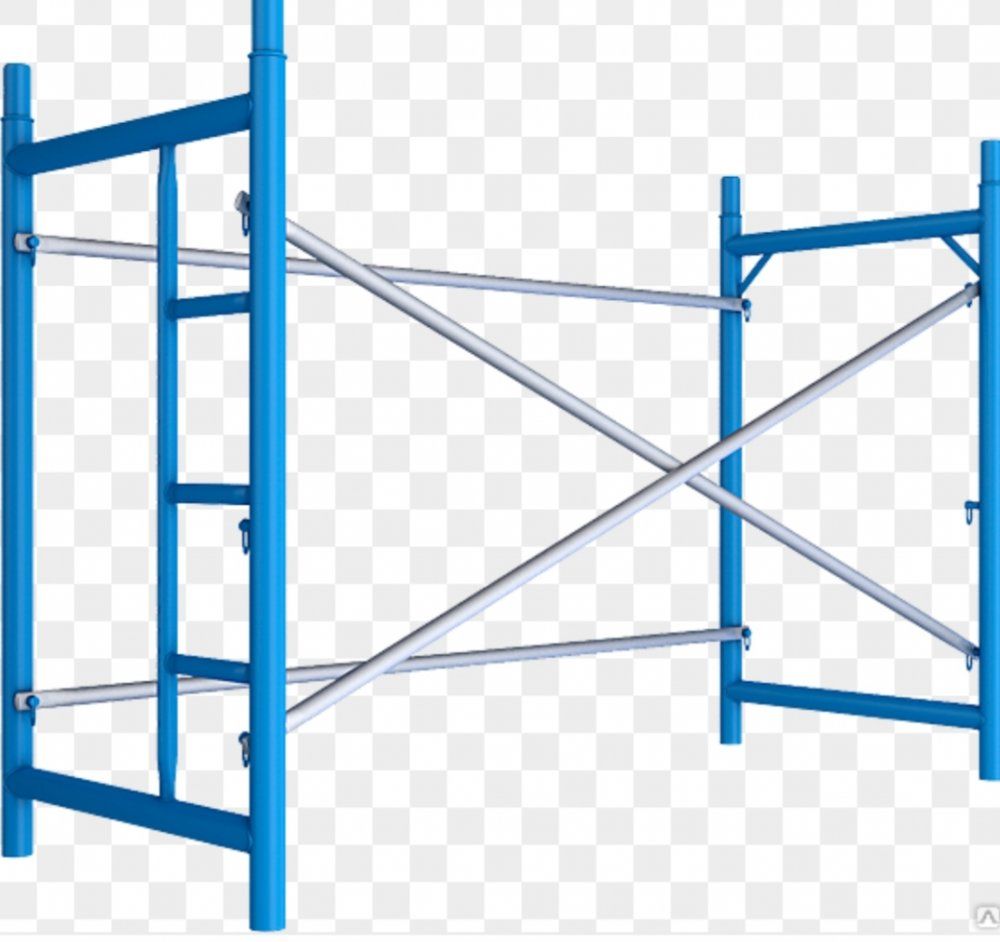 Основным недостатком FDM является необходимость в предварительно сформованных волокнах одинакового размера для подачи через ролики и сопло; он также имеет ограничения в применении к биоразлагаемым полимерам [15]; для преодоления этих недостатков было предложено множество модифицированных процессов FDM. Xiong et al. [45] подтвердили использование низкотемпературного осаждения в производстве композитных каркасов для конструирования костной ткани. Кроме того, исследование показало, что каркас продемонстрировал отличную биосовместимость, подходящую способность к биоразложению и способность к костной проводимости для восстановления кости.
Основным недостатком FDM является необходимость в предварительно сформованных волокнах одинакового размера для подачи через ролики и сопло; он также имеет ограничения в применении к биоразлагаемым полимерам [15]; для преодоления этих недостатков было предложено множество модифицированных процессов FDM. Xiong et al. [45] подтвердили использование низкотемпературного осаждения в производстве композитных каркасов для конструирования костной ткани. Кроме того, исследование показало, что каркас продемонстрировал отличную биосовместимость, подходящую способность к биоразложению и способность к костной проводимости для восстановления кости.
7.10. Селективное лазерное спекание (SLS)
SLS было разработано в 1986 году Техасским университетом Остина. Этот метод использует лазер в качестве источника энергии для спекания порошкового материала, определенного трехмерной моделью, в тонких слоях. Благодаря использованию лазера, этот метод был использован для изготовления различных материалов, таких как полимеры, металлы или керамика [46]. Эффективность этого метода была показана при изготовлении каркаса с использованием полиэтилена сверхвысокой молекулярной массы [47] и при изготовлении бионанокомпозитных микросфер, составляющих этот PLLA, который может эффективно производить микросферы из наносфер карбонизированного гидроксиапатита (CHAP) в поли (L- lactide) (PLLA) матрица для создания каркаса TE [48].SLS является выгодным методом, поскольку он обеспечивает отличный пользовательский контроль над микроструктурами производимых каркасов путем адаптации различных параметров процесса SLS, таких как процентные составы физически смешанных смесей полимера / композитного порошка, которые должны использоваться для получения предпочтительных свойств каркаса [47]. Одним из основных недостатков SLS является то, что требуется дополнительная процедура для удаления инжектированного порошка при высокой рабочей температуре после обработки закрутки фазы [47].
Эффективность этого метода была показана при изготовлении каркаса с использованием полиэтилена сверхвысокой молекулярной массы [47] и при изготовлении бионанокомпозитных микросфер, составляющих этот PLLA, который может эффективно производить микросферы из наносфер карбонизированного гидроксиапатита (CHAP) в поли (L- lactide) (PLLA) матрица для создания каркаса TE [48].SLS является выгодным методом, поскольку он обеспечивает отличный пользовательский контроль над микроструктурами производимых каркасов путем адаптации различных параметров процесса SLS, таких как процентные составы физически смешанных смесей полимера / композитного порошка, которые должны использоваться для получения предпочтительных свойств каркаса [47]. Одним из основных недостатков SLS является то, что требуется дополнительная процедура для удаления инжектированного порошка при высокой рабочей температуре после обработки закрутки фазы [47].
7.11. Трехмерная печать (3DP)
3DP — это процесс создания инструментов и функциональных элементов прототипа непосредственно из компьютерных моделей, как показано на рисунке 4. Техника 3DP выполняется путем нанесения порошкообразного материала слоями и выборочного слияния порошок «струйным», на который наносится клей. После непрерывного нанесения слоев несвязанный порошок извлекается, образуя сложный трехмерный объект. Этот процесс можно использовать для изготовления деталей из керамики, металла и металла / керамики.Процесс 3DP может прямо или косвенно использоваться при печати самой детали или формы [49]. 3DP — это новый метод изготовления TE, который можно использовать для точного контроля структуры каркаса на микронном уровне. Хотя его успех связан со способностью строго следовать структуре естественной ткани и механическим характеристикам каркаса, каркасы, полученные методом 3DP, имеют ограниченную имитацию наноразмерных свойств внеклеточного матрикса ткани, которую они стремятся заменить [50].
Техника 3DP выполняется путем нанесения порошкообразного материала слоями и выборочного слияния порошок «струйным», на который наносится клей. После непрерывного нанесения слоев несвязанный порошок извлекается, образуя сложный трехмерный объект. Этот процесс можно использовать для изготовления деталей из керамики, металла и металла / керамики.Процесс 3DP может прямо или косвенно использоваться при печати самой детали или формы [49]. 3DP — это новый метод изготовления TE, который можно использовать для точного контроля структуры каркаса на микронном уровне. Хотя его успех связан со способностью строго следовать структуре естественной ткани и механическим характеристикам каркаса, каркасы, полученные методом 3DP, имеют ограниченную имитацию наноразмерных свойств внеклеточного матрикса ткани, которую они стремятся заменить [50].
Исследования продемонстрировали разработку поли (дофаминовых) покрытий для каркасов из поли (молочной кислоты) 3DP для инженерии костной ткани [50]. Было показано, что в дополнение к стимулированию остеогенеза покрытия улучшают адгезию клеток, а также их пролиферацию. Модифицированная технология 3DP была разработана для улучшения производимого каркаса для имитации конкретной ткани [15]. Као и др. [51] подтвердили использование холодной атмосферной плазмы (CAP) в качестве эффективного и быстрого способа изменения некоторых свойств поверхности 3D-печатных каркасов, таких как наноразмерная шероховатость и химический состав.Этот метод показал высокую эффективность в создании превосходных каркасов с лучшей наноразмерной шероховатостью и соотношением кислорода и углерода, а также с сохранением краевого угла контакта с водой после обработки на основе CAP по сравнению с необработанными каркасами из 3D PLA. Чжун и др. [52] представили модифицированную технологию 3DP, предназначенную для печати высококачественных керамических каркасов при низкотемпературной экструзии. Их конструкция включает изменение факторов, влияющих на давление экструзии, включая отношение длины сопла к диаметру, рецептуру пасты и скорость экструзии.
Было показано, что в дополнение к стимулированию остеогенеза покрытия улучшают адгезию клеток, а также их пролиферацию. Модифицированная технология 3DP была разработана для улучшения производимого каркаса для имитации конкретной ткани [15]. Као и др. [51] подтвердили использование холодной атмосферной плазмы (CAP) в качестве эффективного и быстрого способа изменения некоторых свойств поверхности 3D-печатных каркасов, таких как наноразмерная шероховатость и химический состав.Этот метод показал высокую эффективность в создании превосходных каркасов с лучшей наноразмерной шероховатостью и соотношением кислорода и углерода, а также с сохранением краевого угла контакта с водой после обработки на основе CAP по сравнению с необработанными каркасами из 3D PLA. Чжун и др. [52] представили модифицированную технологию 3DP, предназначенную для печати высококачественных керамических каркасов при низкотемпературной экструзии. Их конструкция включает изменение факторов, влияющих на давление экструзии, включая отношение длины сопла к диаметру, рецептуру пасты и скорость экструзии. Результаты, представленные в исследовании, показали, что после оптимизации параметров печати низкотемпературные экструзионные 3D-печатные каркасы имели однородную микроструктуру. Янг и Ваэзи разработали недорогую технологию производства для 3D-печати каркасов и пресс-форм из биоактивных композитов PEEK / HA для инженерии костной ткани [52, 53, 54]. В таблице 2 показаны процесс и методы применения этого метода для создания биоактивного композита PEEK / HA для инженерных каркасов костной ткани [52].
Результаты, представленные в исследовании, показали, что после оптимизации параметров печати низкотемпературные экструзионные 3D-печатные каркасы имели однородную микроструктуру. Янг и Ваэзи разработали недорогую технологию производства для 3D-печати каркасов и пресс-форм из биоактивных композитов PEEK / HA для инженерии костной ткани [52, 53, 54]. В таблице 2 показаны процесс и методы применения этого метода для создания биоактивного композита PEEK / HA для инженерных каркасов костной ткани [52].
| ||||||||||||||||||||||||||||||||||||||||
 / Об.) Керамики на основе высушенной пасты) и перемешивают в течение 2 часов до получения хорошо диспергированного раствора
/ Об.) Керамики на основе высушенной пасты) и перемешивают в течение 2 часов до получения хорошо диспергированного раствора Затем получают биокерамический каркас.
Затем получают биокерамический каркас.7.
 12. Биопечать
12. Биопечать Биопечать — это метод 3DP, определяемый как «использование процессов переноса материала для разработки биологического рисунка и сборки соответствующих материалов, клеток, молекул, тканей и биоразлагаемых биоматериалов с заданной структурой для достижения некоторых биологических функций» [55 ]. Внедрение не содержащих растворителей систем на водной основе позволяет напрямую печатать биоматериалы на трехмерных каркасах для трансплантации с засеянными клетками или без них [55]. В общем, биопечать позволяет персонализировать медицину с использованием технической формы роста клеток (проиллюстрировано на рисунке 5).В настоящее время технологии 3D-биопечати можно разделить на два типа: бесклеточные и клеточные конструкции. Используя бесклеточную биопечать, каркас и биоматериал можно производить без клетки в процессе печати. По сравнению с клеточной биопечатью бесклеточная биопечать может обеспечить более высокую точность и большую сложность формы, поскольку она имеет менее строгие условия изготовления, чем методы, требующие поддержания жизнеспособности клеток. Клеточная биопечать объединяет клетки и другие биоагенты с материалом в процессе производства для изготовления конструкций из живых тканей.Следовательно, условия и оптимизация параметров при построении этих конструкций варьируются в зависимости от существования или отсутствия живых клеток, а также биологических веществ.
Клеточная биопечать объединяет клетки и другие биоагенты с материалом в процессе производства для изготовления конструкций из живых тканей.Следовательно, условия и оптимизация параметров при построении этих конструкций варьируются в зависимости от существования или отсутствия живых клеток, а также биологических веществ.
Существует множество различных способов трехмерной биопечати, в том числе автономная самосборка, биомимикрия и строительный блок из миниатюрных тканей [55]. В настоящее время микроэкструзия, лазерная печать и струйная печать являются наиболее широко используемыми методами нанесения и формирования рисунка на биологических материалах [15, 55].Струйная биопечать известна как бесконтактный метод, в котором используются пиколитровые биочернильные капли для создания 2D или 3D структур, наслоенных на подложку. Термоструйная струйная печать, струйная струйная акустическая волна и электрогидродинамическая струйная струйная обработка являются типичными примерами технологий струйной печати материалов. Эти методы имеют несколько преимуществ, таких как низкая стоимость из-за сходства со структурой коммерческого принтера, высокая скорость печати с возможностью поддержки параллельного режима работы и высокая жизнеспособность ячеек (80/90%).Однако основные проблемы заключаются в том, что метод включает узкую селективность материала, частое засорение печатающей головки [15] и сохранение биологического материала в жидкой форме для образования капель [55].
Напротив, биопечать с микроэкструзией включает в себя систему обработки и дозирования материала с регулируемой температурой и ступень, при этом одна или обе могут перемещаться по осям x , y и z . Оптоволоконный источник света можно использовать для устранения области осаждения для активации фотоинициатора и активности фотографов, а также в качестве пьезоэлектрического увлажнителя и видеокамеры для управления и контроля для x-y-z .В некоторых системах используется более одной печатающей головки, чтобы упростить серийное дозирование нескольких материалов без переоборудования. Микроэкструзионные принтеры управляются путем удаления управляемой роботом экструзии материала, нанесенного на подложку, с помощью головки для микроэкструзии. При микроэкструзии образуются непрерывные шарики материала вместо капель жидкости. Небольшие шарики материала наносятся в 2D. На основе программного обеспечения CAD-CAM головка для микроэкструзии перемещается вдоль оси z , а нанесенный слой является основой для последующего слоя.Многие материалы соответствуют принтерам для микроэкструзии, среди которых биоразлагаемые сополимеры гидрогели и клеточные сфероиды [55].
Микроэкструзионные принтеры управляются путем удаления управляемой роботом экструзии материала, нанесенного на подложку, с помощью головки для микроэкструзии. При микроэкструзии образуются непрерывные шарики материала вместо капель жидкости. Небольшие шарики материала наносятся в 2D. На основе программного обеспечения CAD-CAM головка для микроэкструзии перемещается вдоль оси z , а нанесенный слой является основой для последующего слоя.Многие материалы соответствуют принтерам для микроэкструзии, среди которых биоразлагаемые сополимеры гидрогели и клеточные сфероиды [55].
Лазерная биопечать — это метод, основанный на лазерном прямом переносе. Типичная система включает импульсный лазерный луч, соединенный с системой фокусировки; «лента» с донорной транспортной опорой, покрытая слоем золота или титана, способным поглощать лазерную энергию, и слой биологического материала, содержащий клетки и гидрогель; и принимающую подложку, обращенную к ленте.Биопринтер с использованием лазера направляет лазерные импульсы на поглощающий лазерный слой золотого слоя ленты, ведущей к пузырю высокого давления, который, в свою очередь, направляет материалы, содержащие клетки, к подложке коллектора. Одно из преимуществ этого метода заключается в том, что он не имеет ничего общего с проблемой засорения форсунки ячейками или материалом, потому что форсунка отсутствует. Более того, он показывает совместимость с некоторыми вязкостями биоматериала (1–300 мПа / с). Впервые он был применен для печати каркаса нано-ГА на дефектах свода черепа мышей с использованием рабочей станции, предназначенной для высокопроизводительного биологического лазера.Перед экспериментами по лазерной печати с помощью МРТ было показано отсутствие воспаления твердой мозговой оболочки мышей из-за лазерного облучения. Предварительные результаты показали, что биопринтинг in vivo возможен и может быть использован для будущих медицинских роботов и компьютерных вмешательств [55, 56]. Несмотря на то, что этот метод показал некоторые преимущества, LAB с высоким разрешением повлекла за собой быструю кинетику гелеобразования для достижения высокой точности формы, что привело к относительно низкой скорости потока.
Одно из преимуществ этого метода заключается в том, что он не имеет ничего общего с проблемой засорения форсунки ячейками или материалом, потому что форсунка отсутствует. Более того, он показывает совместимость с некоторыми вязкостями биоматериала (1–300 мПа / с). Впервые он был применен для печати каркаса нано-ГА на дефектах свода черепа мышей с использованием рабочей станции, предназначенной для высокопроизводительного биологического лазера.Перед экспериментами по лазерной печати с помощью МРТ было показано отсутствие воспаления твердой мозговой оболочки мышей из-за лазерного облучения. Предварительные результаты показали, что биопринтинг in vivo возможен и может быть использован для будущих медицинских роботов и компьютерных вмешательств [55, 56]. Несмотря на то, что этот метод показал некоторые преимущества, LAB с высоким разрешением повлекла за собой быструю кинетику гелеобразования для достижения высокой точности формы, что привело к относительно низкой скорости потока.
8.
 Выводы и перспективы
Выводы и перспективыТканевая инженерия — это междисциплинарная область, охватывающая широкий спектр областей, поэтому развитие этой области было получено благодаря многочисленным биомедицинским технологиям изготовления трехмерных каркасов, включающим традиционные и современные технологии производства каркасов.Традиционными методами являются литье растворителем и выщелачивание частиц, сублимационная сушка, TIPS, вспенивание газа и электроспиннинг, в то время как современные методы (быстрое прототипирование) включают стереолитографию, моделирование наплавленного осаждения (FDM), селективное лазерное спекание и трехмерную печать. . Основываясь на предыдущей литературе и этом обзоре, техника TE представляет собой современный метод конструирования каркасов для использования в тканях и структурах органов. Как преимущества, так и недостатки каждого из упомянутых выше методов изготовления были описаны в связи с текущими областями исследований, посвященных решению некоторых проблем.
Подводя итог, выделенный аспект направлен на определение достижений и проблем, которые необходимо решить при проектировании каркасов для тканевой инженерии. Это исследование представляет собой превосходный обзор оригинальных численных подходов, сфокусированных на индивидуальных характеристиках методов изготовления, которые могут быть полезны при выборе подходящего метода проектирования каркаса для оценки и анализа параметров каркаса в тканевой инженерии.
Это исследование представляет собой превосходный обзор оригинальных численных подходов, сфокусированных на индивидуальных характеристиках методов изготовления, которые могут быть полезны при выборе подходящего метода проектирования каркаса для оценки и анализа параметров каркаса в тканевой инженерии.
Согласно всей упомянутой информации в этом тексте, мы обнаружили, что методы прототипирования представляют собой современный аспект изготовления каркасов для различных приложений.Кроме того, непрекращающийся рост технологий и синтез материалов поможет появлению других новых методов. А среди методов прототипирования 3D-печать будет играть важную роль в больших приложениях, которые касаются области создания строительных лесов.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Авторы благодарны Инженерному колледжу Нанкинского сельскохозяйственного университета за поддержку.Это исследование также было поддержано Государственной ключевой лабораторией системотехники производства Сианьского университета Цзяотун в Китае (грант № sklms2017008).
Строительные биоматериалы для трехмерного выращивания мяса: перспективы и проблемы
Обзор
DOI: 10.1002 / advs.202102908. Интернет впереди печати.Принадлежности Расширять
Принадлежность
- 1 Институт хорошей еды, 1380 Monroe St.NW # 229, Вашингтон, округ Колумбия, 20010, США.
Элемент в буфере обмена
Обзор
Клэр Бомкамп и др. Adv Sci (Weinh). .
Adv Sci (Weinh). .
Показать варианты
Формат АннотацияPubMedPMID
DOI: 10.1002 / advs.202102908. Интернет впереди печати.Принадлежность
- 1 Институт хорошей еды, 1380 Monroe St. NW # 229, Вашингтон, округ Колумбия, 20010, США.

Элемент в буфере обмена
Опции CiteDisplayПоказать варианты
Формат АннотацияPubMedPMID
Абстрактный
Выращивание мяса на основе стволовых клеток, а не выращивание животных — многообещающее решение проблем, связанных с негативными внешними эффектами производства мяса.Для того чтобы выращенное мясо полностью имитировало органолептические и питательные свойства обычного мяса, необходимы инновации в технологии строительных лесов. Многие технологии строительных лесов уже разработаны для использования в биомедицинской тканевой инженерии. Однако производство мясных культур сопряжено с уникальным набором ограничений, связанных с масштабами и стоимостью производства, а также с необходимыми характеристиками конечного продукта, такими как текстура и безопасность пищевых продуктов. В этом обзоре обсуждаются свойства скелетных мышц позвоночных, которые необходимо будет воспроизвести в успешном продукте, и текущее состояние инноваций в области строительных лесов в мясной промышленности, выделяя многообещающие материалы и методы каркасов, которые можно применять для выращивания выращиваемого мяса.Даны рекомендации для будущих исследований строительных лесов, способных поддерживать рост высококачественного мяса при минимальных производственных затратах. Несмотря на то, что разработка соответствующих строительных лесов для выращиваемого мяса является сложной задачей, она также удобна и предоставляет новые возможности для настройки свойств мяса.
В этом обзоре обсуждаются свойства скелетных мышц позвоночных, которые необходимо будет воспроизвести в успешном продукте, и текущее состояние инноваций в области строительных лесов в мясной промышленности, выделяя многообещающие материалы и методы каркасов, которые можно применять для выращивания выращиваемого мяса.Даны рекомендации для будущих исследований строительных лесов, способных поддерживать рост высококачественного мяса при минимальных производственных затратах. Несмотря на то, что разработка соответствующих строительных лесов для выращиваемого мяса является сложной задачей, она также удобна и предоставляет новые возможности для настройки свойств мяса.
Ключевые слова: биоматериалы; биопечать; клеточное мясо; культивируемое мясо; культивированные мясо; строительные леса; тканевая инженерия.
© 2021 Авторы. Advanced Science опубликовано Wiley-VCH GmbH.
Похожие статьи
- Леса для производства мясных культур.
Сеа Дж.Ш., Сингх С., Тан LP, Чоудхури Д. Seah JSH и др. Crit Rev Biotechnol. 2021 июн 20: 1-13. DOI: 10.1080 / 07388551.2021.1931803. Интернет впереди печати.Crit Rev Biotechnol. 2021 г. PMID: 34151657
- Источники клеток для выращиваемого мяса: приложения и соображения на протяжении всего производственного процесса.
Рейсс Дж., Робертсон С., Сузуки М. Reiss J, et al. Int J Mol Sci. 13 июля 2021 г .; 22 (14): 7513. DOI: 10.3390 / ijms22147513. Int J Mol Sci. 2021 г. PMID: 34299132 Бесплатная статья PMC. Обзор.
- Интеграция биоматериалов и пищевых биополимеров для производства мясных культур.
Нг С., Курисава М. Ng S и др. Acta Biomater. 2021 г., 1 апреля; 124: 108-129. DOI: 10.1016 / j.actbio.2021.01.017. Epub 2021 17 января. Acta Biomater. 2021 г. PMID: 33472103 Обзор.
- In-vitro мясо: многообещающее решение для обеспечения устойчивости мясной отрасли.
Кумар П., Шарма Н., Шарма С., Мехта Н., Верма А. К., Чеммалар С., Сазили А. К..Кумар П. и др. J Anim Sci Technol. 2021 июл; 63 (4): 693-724. DOI: 10.5187 / jast.2021.e85. Epub 2021 31 июля. J Anim Sci Technol. 2021 г. PMID: 34447949 Бесплатная статья PMC. Обзор.
- Эпос о производстве мяса in vitro — фантастика в реальность.
Баласубраманян Б., Лю В., Пушпарадж К., Парк С. Баласубраманиан B, et al. Еда. 2021 г.
, 16 июня; 10 (6): 1395.DOI: 10.3390 / foods10061395.
Еда. 2021 г.
PMID: 34208720
Бесплатная статья PMC.
Обзор.

 , 16 июня; 10 (6): 1395.DOI: 10.3390 / foods10061395.
Еда. 2021 г.
PMID: 34208720
Бесплатная статья PMC.
Обзор.
, 16 июня; 10 (6): 1395.DOI: 10.3390 / foods10061395.
Еда. 2021 г.
PMID: 34208720
Бесплатная статья PMC.
Обзор.использованная литература
- Д. О. Виберс, В. Л. Фейгин, Нейроэпидемиология 2020, 54, 283.
- М.J. Martin, S.E. Thottathil, T.B. Newman, Am. J. Общественное здравоохранение 2015, 105, 2409.
- Т. П. Ван Бекель, Дж. Пирес, Р. Сильвестер, Ч. Чжао, Дж. Сонг, Н. Г. Крискуоло, М. Гилберт, С. Бонхёффер, Р. Лакшминараян, Science 2019, 365, eaaw1944.
- C. E.P. Cerri, C.C. Cerri, S.М. Ф. Майя, М. Р. Черубин, Б. Дж. Фейгл, Р. Лал, Устойчивое развитие 2018, 10, 989.
- C.
- Д. Г. Рэндольф, Предотвращение следующей пандемии: зоонозы и способы разрыва цепи передачи, Программа Организации Объединенных Наций по окружающей среде, Кения, 2020.
 E.P. Cerri, C.C. Cerri, S.М. Ф. Майя, М. Р. Черубин, Б. Дж. Фейгл, Р. Лал, Устойчивое развитие 2018, 10, 989.
E.P. Cerri, C.C. Cerri, S.М. Ф. Майя, М. Р. Черубин, Б. Дж. Фейгл, Р. Лал, Устойчивое развитие 2018, 10, 989.Показать все 455 ссылок
[Икс]цитировать
КопироватьФормат: AMA APA ГНД NLM
Строительные леса — Центр образовательных инноваций
Предоставьте строительные леса во время обучения, чтобы помочь учащимся работать за пределами своих нынешних способностей и учиться более эффективно.
Строительные леса — это метод обучения, который предполагает постепенное прекращение помощи инструктора по мере того, как учащиеся углубляют свое понимание. Строительные леса служат множеству целей во время обучения, позволяя инструктору:
- Оказывать поддержку.
- Модельные навыки.
- Делитесь знаниями.
- Задавайте вопросы.
- Отрегулируйте темп.
- Обучайте стратегиям.
Все это поможет студентам в конечном итоге взять на себя ответственность за собственное обучение и действовать самостоятельно.
Строительные леса должны находиться в нескольких местах на протяжении всего учебного процесса. Следующие шаги — это один из способов подумать о том, как разработать и внедрить строительные леса повсюду.
На первых этапах нас интересует понимание предшествующих знаний учащихся (см. Диагностическая оценка), рассмотрение результатов обучения, которые мы хотим для этой аудитории, а затем рассмотрение того, какие платформы помогут учащимся достичь этих целей.
Следующие методы представляют собой способы включения строительных лесов в трех разных точках процесса обучения.
Ниже приведены несколько действий, которые следует рассмотреть, чтобы помочь в обучении каркасу.
- Расширенные органайзеры для добавления нового контента или задачи.
- Органайзеры графические.
- Шаблоны.
- Блок-схемы.
- Контуры, показывающие организацию содержимого.
- Концептуальные карты или интеллектуальные карты, иллюстрирующие отношения.
- Контрольные карточки или карточки вопросов для облегчения обсуждения.
- Примеры задач для практического применения важных концепций.
- Периодические контрольные точки, чтобы помочь учащимся определить понимание.
- Самооценка для размышления об обучении.
Один из популярных методов создания строительных лесов — начать с моделирования (я делаю), затем заставить студентов работать вместе (мы делаем) и, наконец, попытаться добиться успеха в решении задачи самостоятельно (вы делаете).
Сначала смоделировав задачу, учащиеся могут сконцентрироваться на том, как вы выполняете задачу, не отвлекаясь на попытки выполнить ее сами. Это высокий уровень строительных лесов.Затем во время практики с гидом сложность увеличивается, но ученики получают строительные леса от инструктора и сокурсников. Наконец, по мере увеличения способности строительные леса удаляются, и учащиеся сами выполняют задание.
Как сертификаты и разрешения на строительные леса облегчают вашу работу
Утверждения и сертификаты продукции строительных лесов — какие преимущества вы получите как пользователь Z-8.22-901, NF-096 / № 20-09 или A34 / 000034 — эти, по общему признанию, довольно загадочные названия скрывают одобрения продукта для системы строительных лесов RINGSCAFF.Многие производители строительных лесов рекламируют такие разрешения и сертификаты, которые они получают на свою продукцию и производственные процессы. Но что именно за ними стоит? Имеют ли сертификаты и разрешения какую-либо пользу для вас как пользователя? Если вы с трудом просматриваете документы, которые часто занимают много страниц, изучаете всю информацию о правильной сборке строительных лесов, технических деталях, стандартах и номерах артикулов, вполне вероятно, что вы не сможете разобраться в этом . Мы хотим изменить это и объяснить цель сертификатов и разрешений простым языком.
Мы хотим изменить это и объяснить цель сертификатов и разрешений простым языком.
Перво-наперво: что на самом деле подтверждает сертификат или разрешение на строительные леса?
По сути, это довольно просто: одобрение продукции строительных лесов, например, выданное уполномоченным органом DIBt, AENOR или институтом AFNOR, подтверждает соответствие действующему на национальном уровне Постановлению о промышленной безопасности и охране здоровья. Вкратце: это подтверждает, что строительные леса надежны и безопасны в использовании. Поэтому в некоторых европейских странах поставщики строительных лесов даже обязаны предоставлять доказательства качества минимального количества компонентов строительных лесов и характеристик своих лесов в независимый институт.Таким образом, продукт получает техническое одобрение. Только с этого разрешения строительные леса могут продаваться и использоваться на строительных площадках. После этого также проводится формальная проверка качества изготовления компонентов строительных лесов. Если производство признано удовлетворительным, на основании технического одобрения выдается сертификат соответствия.
Когда вы смотрите на одобрение продукта или сертификат на строительные леса по вашему выбору, вы уже на первых страницах можете увидеть, какие компоненты сертифицированы, на каких стандартах основано одобрение и что влечет за собой стандартная конфигурация.Однако, если вы когда-либо пролистывали такой документ, вы заметите, что следующие страницы содержат довольно много технических данных. Это имеет две цели:
- Технические данные дают четкое описание того, как указываются продукт или компонент строительных лесов, а также как должны проверяться строительные леса в процессе производства.
- Они также пригодятся на стройплощадке, поскольку инженеру требуются технические данные для выполнения расчетов для специальных конфигураций.

Итак, с практической точки зрения имеет смысл иметь сертифицированные и одобренные строительные леса.
Какая польза для вас на практике?Несмотря на то, что объяснения могут отличаться от страны к стране, законодательство сходится в одном: работодатель должен гарантировать, что его сотрудники могут выполнять свою работу в соответствии с применимыми стандартами безопасности — несоблюдение требований значительно увеличивает риск несчастных случаев могут быть наложены штрафы.Поэтому для работодателей большое преимущество, если сертификаты и разрешения в первую очередь подтверждают безопасность использования строительных лесов.
Но это не единственное преимущество использования сертифицированной системы. Фактически, это также может упростить вам работу как пользователя и сэкономить время, необходимое для выполнения необходимых действий. Это связано со стандартными конфигурациями строительных лесов, которые уже указаны в техническом допуске. Итак, если вам не нужна особая конструкция строительных лесов, вам не нужно делать статические расчеты или чертежи на месте, потому что они уже есть в выданном документе.
Итак, если вам не нужна особая конструкция строительных лесов, вам не нужно делать статические расчеты или чертежи на месте, потому что они уже есть в выданном документе.
По этим причинам инвестирование в сертифицированные строительные леса — это хорошо потраченные деньги. Более того, вы получаете долгосрочную замену явно высококачественного продукта.
Могут ли быть полезны иностранные сертификаты и разрешения на строительные леса?
Может случиться так, что вы просматриваете список сертификатов, полученных эшафотом, но не сможете найти сертификат, выданный институтом в вашей стране.Итак, какой смысл, если у ваших строительных лесов есть сертификат, например, из Германии, но вы хотите установить его в Нидерландах? Конечно, в каждой стране есть свои правила, которые необходимо выполнять. Но это не значит, что иностранный сертификат не может быть вам полезен. Говоря о сертификате, выданном немецким DIBt, он уже охватывает большую часть международно применимых стандартов и правил.