Точная 3D печать металлом на заказ в Sprint 3D
Металл
3D печать металлом – аддитивное производство металлических изделий, которое по праву является одним из наиболее перспективных и стремительно развивающихся направлений в трехмерной печати как таковой. Сама технология берет свое начало еще с обычного спекания материалов, применяемого в порошковой металлургии. Но сейчас она стала более совершенной, точной и быстрой. И сегодня компания SPRINT3D предлагает вам печать металлом на 3D принтере на действительно выгодных условиях. Но для начала – немного информации о самом производственном процессе и его возможностях.
Технология селективного лазерного сплавления
SLM или технология селективного сплавления – это тип прямой печати металлом, при котором достигается плотность 99,5%. Разница особенно ощутима, если сравнивать с моделями, полученными обычным литьем. Достигается такой показатель благодаря внедрению новейших технологий именно в аппаратной части:
- Применение специальных роликов для утрамбовки порошков и, как следствие, возможность использования порошков с размером частиц от 5 мкм.

- Повышение насыпной плотности, способствующее уплотнению конечных изделий.
- Создание разреженной атмосферы инертных газов, при которой достигается максимальная чистота материала, отсутствует окисление и исключаются риски попадания сторонних химических соединений в состав.

Но самое главное – современный 3D принтер для печати металлом позволяет легко подобрать индивидуальную конфигурацию для печати конкретным металлическим порошком. Таким образом даже с недорогим материалом можно получить первоклассный результат. Но только при условии использовании качественного современного оборудования. И здесь мы тоже готовы вас удивить!
3D-печать металлом В SPRINT 3D
3D-печать на собственных 3D-принтерах
Самая большая рабочая область — 280х280х350 мм
Толщина слоя до 15 микрон
3D различными видами металлов
Доставка по всей России и странам СНГ
Установки для 3D печати металлом, которые мы используем
Качество производства – ключевое требование, которое мы ставим перед собой. Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.
Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.
Производственная установка SLM 280HL
SLM 280HL – разработка германской компании SLM Solutions GmbH, использующая технологию послойного лазерного плавления порошковых металлических материалов. Установка оснащена большой рабочей камерой и позволяет создавать 3D объекты размерами 280х280х350 мм. Среди главных преимуществ печати данной установкой можно выделить:
- Малую минимальную толщину наносимого слоя – 20 мкм.
- Заполнение рабочей камеры инертным газом, что позволяет работать с различными реактивными металлами.
- Скорость печати составляет до 35 см/час.
- Толщина слоя построения – 30 и 50 мкм.
- Мощность – 400 Вт.
Отдельно отметим запатентованную систему подачи порошкового материала, благодаря которой скорость печати значительно выше, чем на большинстве производственных установок в той же ценовой категории. В производстве мы используем следующие материалы:
В производстве мы используем следующие материалы:
- Нержавеющая сталь (отечественная 07Х18Н12М2 (Полема), 12Х18Н10Т и импортная 316L).
- Инструментальная сталь (импортная 1.2709).
- Жаропрочные сплавы 08ХН53БМТЮ (аналог Inconel 718, про-во Полема) и ЭП 741 (производства ВИЛС).
- Кобальт-Хром (COCR)
3D-принтер SLM 280HL может использоваться для создания разного рода металлических компонентов, прототипов и конечных изделий. При необходимости мы можем обеспечить мелкосерийное производство.
Производственная установка ProX 100
ProX 100 – компактная установка для 3D печати металлом, разработанная американской компанией 3D Systems. Она работает по технологии прямого лазерного спекания, благодаря чему обеспечивает высокую скорость и точность производства. Среди основных характеристик стоит выделить:
- Размер рабочей камеры – 100х100х80 мм.
- Толщина слоя построения – 20 и 30 мкм.
- Мощность – 50 Вт.

ProX 100 позволяет создавать прототипы, которые невозможно разработать стандартными методами, обеспечивает короткие сроки изготовления, гарантирует отсутствие пористости материала и высокую плотность деталей. Кроме того, отметим стандартизированное качество всех изделий вне зависимости от их структуры. На данный момент модель активно используется в стоматологии при создании высокоточных протезов, но нашла широкое применение и в других отраслях:
- Производство двигателей и отдельных их деталей.
- Разработка медтехники.
- Печать ювелирных изделий и даже предметов современного искусства.
В печати мы используем сплав кобальт-хром КХ28М6 (производство Полема), изначально разработанный для аддитивных технологий при создании эндопротезов.
3D печать металлом – применение в настоящее время
Многие специалисты утверждают, что 3D печать как таковая еще полностью не раскрыла свой потенциал. К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях:
К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях:
- В медицине: изготовление медицинских имплантов, протезов, коронок, постов и т.д. Высокая точность производства и относительно доступная цена сделали 3D печать очень актуальной в данной отрасли.
- В ювелирном деле: многие из ювелирных компаний используют технологию 3D печати для изготовления форм и восковок, а также непосредственно создания ювелирной продукции. К примеру, печать титаном позволяет создавать изделия, которые ранее представлялись невозможными.
- В машинной и даже аэрокосмической отраслях: BMW, Audi, FCA и другие компании не первый год используют 3D печать металлом в прототипировании и всерьез рассматривают ее использование в серийном производстве. А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
 А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
И это лишь малая часть того, что можно создавать на современном оборудовании. Практически все металлические изделия, которые вам необходимы, можно создать при помощи технологии 3D печати металлом. И если данная услуга актуальна для вас, обратитесь в SPRINT3D. Мы возьмемся за работу любой сложности и объемов. А главное – предоставим первоклассный результат!
Будущее уже здесь!
Вас может заинтересовать
Альтернативные решения
ЦЕНЫ НА УСЛУГИ
| 3D-печать | Марка | ЗАКАЗАТЬ |
|---|
| Нержавеющая сталь | 316L | |
| Нержавеющая сталь | 12X18h20T | |
| Магнитная сталь | 17-4PH | |
| Титан | ВТ6 | |
| Титан | Ti6Al4V | |
| Алюминий | AlSi10MG | |
| Алюминий | AlSo11Cu | |
| Алюминий | RS-507 | |
| Жаропрочная сталь | Inconel 718 |
Как работают 3D принтеры по металлу.
 Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.3D печать металлами. Аддитивные технологии.
SLM или DMLS: в чем разница?
Всем привет, Друзья! С Вами 3DTool!
Каталог 3D принтеров по металлу BLT
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) — это два процесса аддитивного производства, которые принадлежат к семейству 3D-печати, с использованием метода порошкового наслоения. Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц: SLM использует металлические порошки с одной температурой плавления и полностью плавит частицы, тогда как в DMLS порошок состоит из материалов с переменными точками плавления.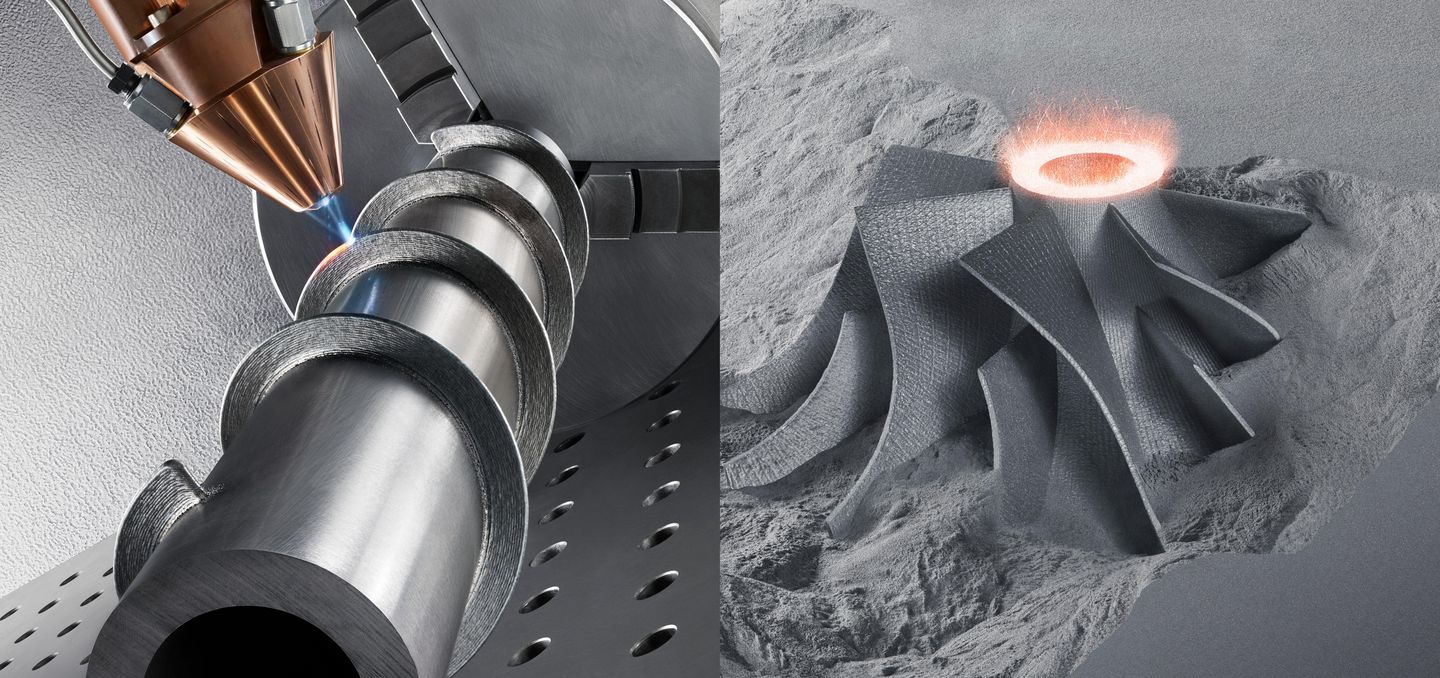
В частности:
SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
И SLM, и DMLS технологии используются в промышленности для создания конечных инженерных продуктов. В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий.
Существуют и другие технологические процессы для производства плотных металлических деталей, такие как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM). Их доступность и распространение довольно ограничены, поэтому они не будут представлены в данной статье.
Как работает 3D печать металлом? Основной процесс изготовления для SLM и DMLS очень похожи.
1. Камера, в которой происходит печать, сначала заполняется инертным газом (например, аргоном), чтобы минимизировать окисление металлического порошка. Затем она нагревается до оптимальной рабочей температуры.
2. Слой порошка распределяется по платформе, мощный лазер делает проходы по заданной траектории в программе, сплавляя металлические частицы вместе и создавая следующий слой.
3. Когда процесс спекания завершен, платформа перемещается вниз на 1 слой. Далее наносится еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока печать всей модели не будет завершена.
Когда процесс печати завершен, металлический порошок уже имеет прочные связи в структуре.
Когда камера 3D принтера охлаждается до комнатной температуры, излишки порошка удаляются вручную, например щеткой. Затем детали как правило подвергаются термообработке, пока они еще прикреплены к платформе. Делается это для снятия любых остаточных напряжений. Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания. Схема работы 3D принтера по металлу.
В SLM и DMLS почти все параметры процесса устанавливаются производителем. Высота слоя, используемого в 3D-печати металлами, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (текучести, гранулометрического состава, формы и т.
Базовый размер области печати на металлических 3D принтерах составляет 200 x 150 x 150 мм, но бывают и более большие размеры рабочего поля. Точность печати составляет от 50 — 100 микрон. По состоянию на 2020 год, стоимость 3D принтеров по металлу начинается от 150 000 долларов США. Например наша компания предлагает 3D принтеры по металлу от BLT.
3D принтеры по металлу, могут использоваться для мелкосерийного производства, но возможности таких систем в 3D-печати, больше напоминают возможности серийного производства на машинах FDM или SLA.
Металлический порошок в SLM и DMLS пригоден для вторичной переработки: обычно расходуется менее 5%. После каждого отпечатка неиспользованный порошок собирают и просеивают, а затем доливают свежим материалом до уровня, необходимого для следующего изготовления.
Отходы в металлической печати, представляют из себя поддержки (опорные конструкции, без которых не удастся добиться успешного результата). При слишком большом обилии поддержек на изготавливаемых деталях, соответственно будет расти и стоимость всего производства.

Адгезия между слоями.
3D печать металлом на 3D принтерах BLT
Металлические детали SLM и DMLS обладают практически изотропными механическими и термическими свойствами. Они твердые и имеют очень небольшую внутреннюю пористость (менее 0,2 % в состоянии после 3D печати и практически отсутствуют после обработки).
Металлические печатные детали имеют более высокую прочность и твердость и часто являются более гибкими, чем детали, изготовленные традиционным способом. Тем не менее, такой металл быстрее становится «уставшим».
Опорные конструкции всегда требуются при печати металлом, из-за очень высокой температуры обработки. Они обычно строятся с использованием решетчатого узора.
Поддержки в металлической 3D печати выполняют 3 функции:
• Они делают основание для создания первого слоя детали.
• Они закрепляют деталь на платформе и предотвращают её деформацию.
• Они действуют как теплоотвод, отводя тепло от модели.
Детали часто ориентированы под углом. Однако это увеличит и объем необходимых поддержек, время печати, и в конечном итоге общие затраты.
Деформация также может быть сведена к минимуму с помощью шаблонов лазерного спекания. Эта стратегия предотвращает накопление остаточных напряжений в любом конкретном направлении и добавляет характерную текстуру поверхности детали.
Поскольку стоимость металлической печати очень большая, для прогнозирования поведения детали во время обработки часто используются программные симуляторы. Это алгоритмы оптимизации топологии в прочем используются не только для увеличения механических характеристик и создания облегченных частей, но и для того, чтобы свести к минимуму потребности в поддержках и вероятности искривления детали.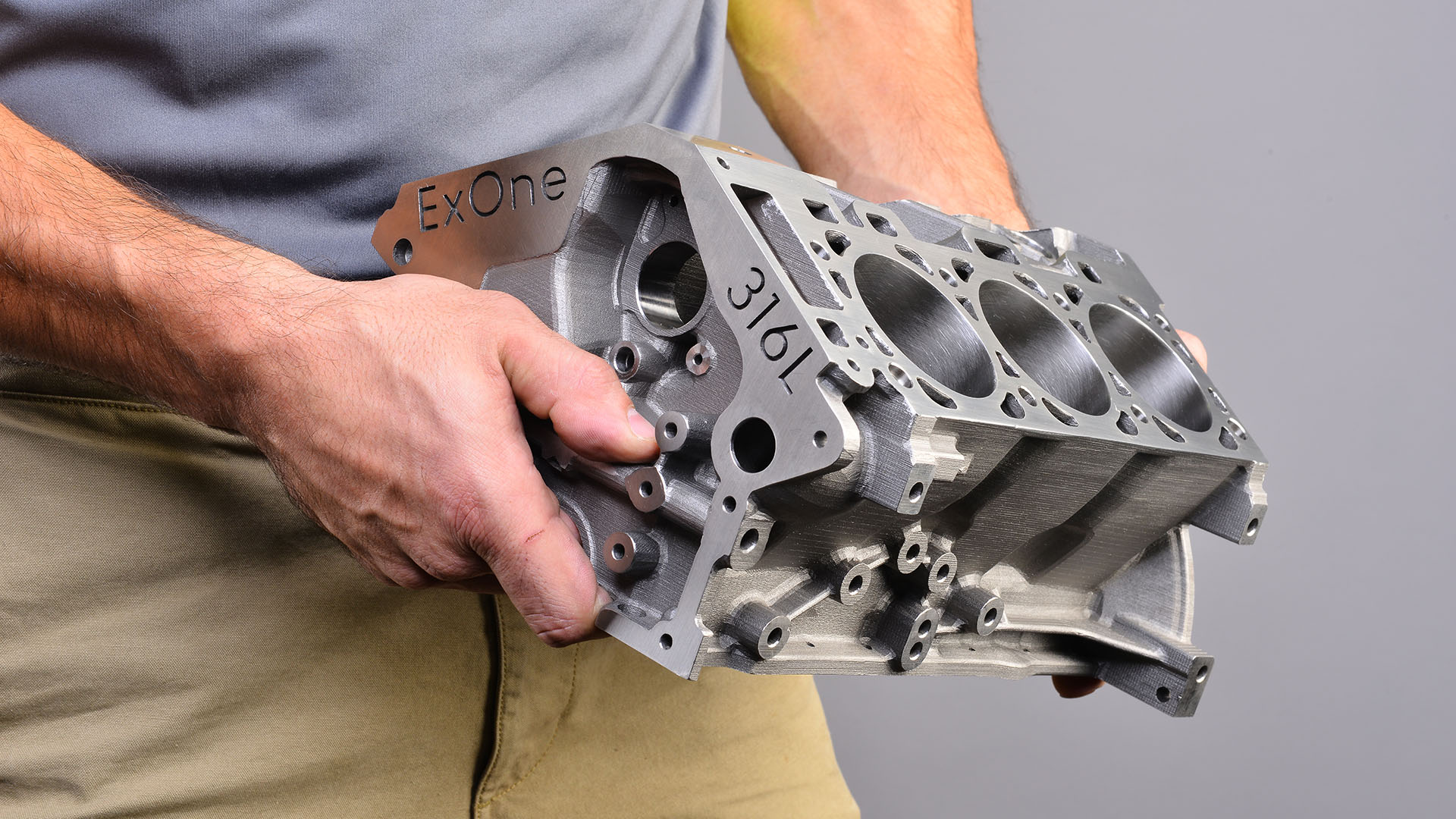
Полые секции и легкие конструкции.
Пример печати на 3D принтере BLT
В отличие от процессов плавления с полимерным порошком, таких как SLS, большие полые секции обычно не используются в металлической печати, так как поддержки будет очень сложно удалить, если вообще возможно.
В качестве альтернативы полым секциям, детали могут быть выполнены с оболочкой и сердечниками, которые в свою очередь обрабатываются с использованием различной мощности лазера и скорости его проходов, что приводит к различным свойствам материала. Использование оболочки и сердечников очень полезно при изготовлении деталей с большим сплошным сечением, поскольку это значительно сокращает время печати и уменьшает вероятность деформации.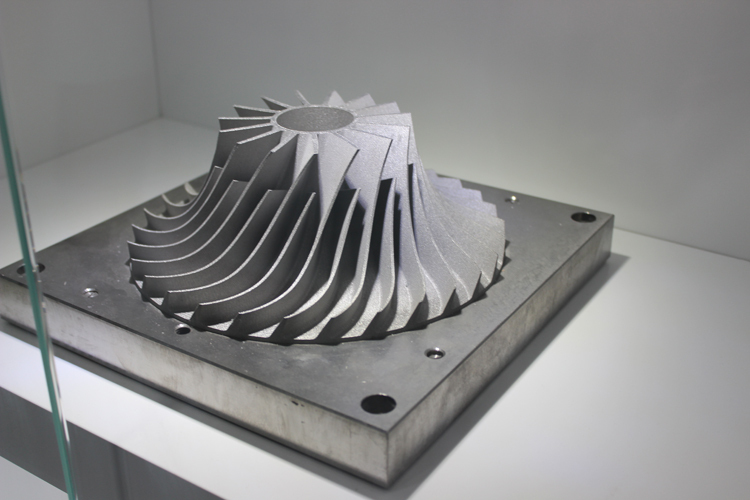
Использование решетчатой структуры является распространенной стратегией в 3D-печати металлом, для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органичных легких форм.
Расходные материалы для 3D печати металлом.Технологии SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт, хром и инконель. Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.
Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316 стоит примерно 350-450 долларов. По этой причине минимизация объема детали и необходимость поддержек является ключом к поддержанию оптимальной стоимости производства.
Основным преимуществом металлической 3D-печати является ее совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые супер сплавы, которые очень трудно обрабатывать традиционными методами. За счет использования металлической 3D-печати для создания детали практически чистой формы — можно достичь значительной экономии средств и времени. В последствии такая деталь может быть подвергнута обработке до очень высокого качества поверхности.
Постобработка металла.
Различные методы пост. обработки используются для улучшения механических свойств, точности и внешнего вида металлических печатных изделий.
Обязательные этапы последующей обработки включают удаление рассыпного порошка и опорных конструкций, в то время как термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках ЧПУ может быть использована для критически важных элементов (таких как отверстия или резьбы). Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Плюсы:
1. 3D печать с использованием металла, может быть использована для изготовления сложных деталей на заказ, с геометрией, которую традиционные методы производства не смогут обеспечить.
2. Металлические 3D печатные детали могут быть оптимизированы, чтобы увеличить их производительность при минимальном весе.
3. Металлические 3D-печатные детали имеют отличные физические свойства, 3D принтеры по металлу могут печатать большим перечнем металлов и сплавов. Включают в себя трудно обрабатываемые материалы и металлические суперсплавы.
Минусы:
1. Затраты на изготовление, связанные с металлической 3D-печатью, высоки. Стоимость расходного материала от 500$ за 1 кг.
2. Размер рабочей области в 3D принтерах по металлу ограничен.
Размер рабочей области в 3D принтерах по металлу ограничен.
• 3D печать металлом наиболее подходит для сложных, штучных деталей, которые сложно или очень дорого изготовить традиционными методами, например на станке ЧПУ.
• Уменьшение потребностей в построении поддержек, значительно снизит стоимость печати при помощи металла.
• Металлические 3D-печатные детали имеют отличные механические свойства и могут быть изготовлены из широкого спектра инженерных материалов, включая суперсплавы.
А на этом у нас Все! Надеемся, статья была для Вас полезна.
Каталог 3D принтеров по металлу BLT
Приобрести 3d-принтеры по металлу, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами:
• По электронной почте: [email protected]
• По телефону: 8(800)775-86-69
• Или на нашем сайте: http://3dtool.ru
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц. сетях:
сетях:
ВКонтакте
Программное обеспечение Eiger для 3D-печати | Markforged
Перейти к навигации
Eiger™
Многофункциональное программное решение для создания деталей и управления ими в рамках рабочего процесса аддитивного производства.
Попробуйте сами
Производите прочные детали по требованию и в момент необходимости с помощью нашей защищенной платформы для аддитивного производства, подключенной к облаку.
От дизайна к детали — легко и быстро
Эйгер — двигатель цифровой кузницы.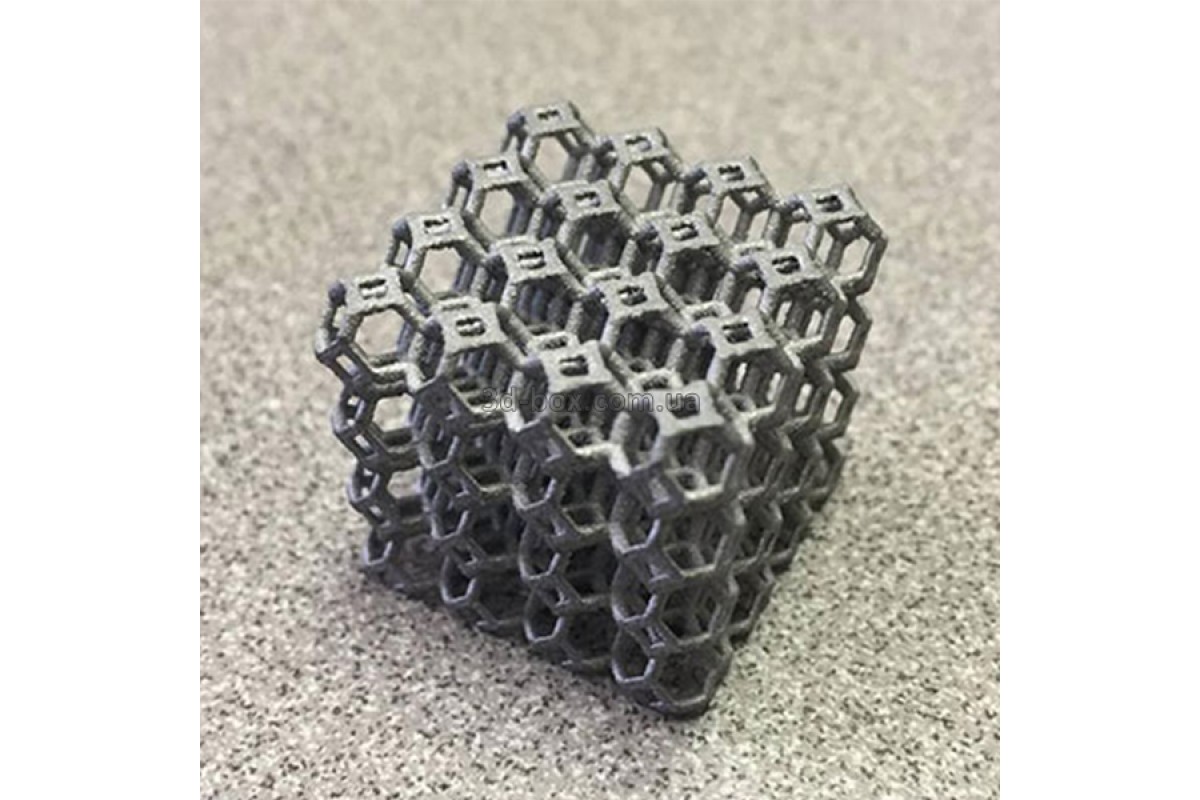 Он надежно и без усилий переносит ваши проекты из САПР в печатные металлические, непрерывные волокна и композитные детали в едином интуитивно понятном интерфейсе.
Он надежно и без усилий переносит ваши проекты из САПР в печатные металлические, непрерывные волокна и композитные детали в едином интуитивно понятном интерфейсе.
Поговорите с экспертом
Цифровая инвентаризация деталей
Систематизируйте детали и управляйте ими с помощью беспрепятственного доступа по требованию из любого места и в любое время.
Автоматическая подготовка к печати
Легко подготавливайте детали к печати одним щелчком мыши или полностью контролируйте параметры печати и размещение непрерывного волокна для неограниченной настройки.
Постоянное улучшение
Эйгер получает еженедельные обновления, гарантируя постоянное развитие Digital Forge.
Повысьте свою производительность в Eiger с помощью моделирования, проверки, управления и интеграции: мощные программные функции доступны в подписках Digital Forge.
Подписки Digital Forge
Моделирование
Проверка характеристик деталей и оптимизация параметров печати для обеспечения соответствия деталей требованиям производительности при максимальной эффективности производства.
Откройте для себя симуляцию
Контроль
Быстрый и надежный контроль качества с помощью автоматического сканирования деталей, а также интуитивно понятных измерений и отчетов.
Откройте для себя инспекцию
Управление и интеграция
Управляйте распределенными производственными операциями с повышенной эффективностью, пониманием и контролем.
Откройте для себя управление и интеграцию
Безопасность, встроенная в ваш рабочий процесс
Модель безопасности нашего программного обеспечения и инфраструктура мирового масштаба помогут обеспечить безопасность вашей организации и соответствие требованиям.
Поговорите с экспертом Запросить демо Попробуйте программное обеспечениеНачнем.
Что такое 3D-печать металлом и как это работает?
Что такое 3D-печать металлом? Как работает эта аддитивная технология? В этой статье рассматриваются основные принципы SLM (селективное лазерное плавление) и DMLS (прямое лазерное спекание металлов), а также то, как они соотносятся с основными преимуществами и ограничениями 3D-печати.
Что такое 3D-печать металлом? Различия между SLM и DMLS
Селективное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) — это два процесса аддитивного производства металлов, которые относятся к семейству 3D-печати методом сплавления в порошковом слое. Эти две технологии имеют много общего: обе используют лазер для сканирования и выборочного сплавления (или плавления) частиц металлического порошка, связывая их вместе и создавая деталь слой за слоем. Кроме того, материалы, используемые в обоих процессах, представляют собой металлы в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц (а также к патентам): SLM использует металлические порошки с одной температурой плавления и полностью расплавляет частицы, тогда как в DMLS порошок состоит из материалов с переменной температуры плавления, которые плавятся на молекулярном уровне при повышенных температурах.
По существу, SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
Процесс 3D-печати металлом SLM и DMLSКак SLM, так и DMLS используются в промышленных приложениях для создания конечных инженерных продуктов. В этой статье мы используем термин 3D печать металлом чтобы обратиться к обоим процессам в целом, и мы опишем основные механизмы производственного процесса, которые необходимы инженерам и дизайнерам для понимания преимуществ и ограничений технологии.
Существуют и другие процессы аддитивного производства, которые можно использовать для производства плотных металлических деталей, такие как электронно-лучевая плавка (EBM) и ультразвуковое аддитивное производство (UAM). Однако их доступность и применение ограничены, поэтому они не будут представлены здесь.
Хотите узнать больше о производстве металлических деталей?
Загрузите наше руководство по металлическим деталям Наши услуги 3D печати Наши услуги по обработке с ЧПУ
Как работает 3D-печать металлом?
Основной процесс изготовления одинаков для SLM и DMLS. Вот как это работает:
Вот как это работает:
Камера сборки сначала заполняется инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревается до оптимальной температуры сборки.
Тонкий слой металлического порошка распределяется по строительной платформе, и мощный лазер сканирует поперечное сечение компонента, расплавляя (или сплавляя) металлические частицы вместе и создавая следующий слой. Вся площадь модели сканируется, поэтому деталь строится полностью цельной.
Когда процесс сканирования завершится, рабочая платформа перемещается вниз на один слой толщины, а устройство для повторного нанесения покрытия наносит еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока вся часть не будет завершена.
Когда процесс сборки закончен, детали полностью инкапсулируются в металлический порошок. В отличие от процесса сплавления полимерного порошкового слоя (например,
SLS или
MJF), детали крепятся к строительной платформе через опорные конструкции. Поддержка в 3D-печати металлом создается с использованием того же материала, что и деталь, и всегда требуется для уменьшения деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
В отличие от процесса сплавления полимерного порошкового слоя (например,
SLS или
MJF), детали крепятся к строительной платформе через опорные конструкции. Поддержка в 3D-печати металлом создается с использованием того же материала, что и деталь, и всегда требуется для уменьшения деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда бункер остынет до комнатной температуры, излишки порошка удаляются вручную, а детали обычно подвергаются термообработке, пока они все еще прикреплены к платформе для сборки, чтобы снять любые остаточные напряжения. Затем компоненты отделяются от рабочей пластины с помощью резки, механической обработки или электроэрозионной обработки и готовы к использованию или дальнейшей постобработке.
Схема принтера SLM/DMLSХотите создавать более качественные детали для 3D-печати?
Загрузите наш плакат с правилами проектирования 3D-печати
Каковы характеристики 3D-печати металлом? Знакомство с SLM и DMLS
Параметры принтера SLM и DMLS
В SLM и DMLS почти все параметры процесса устанавливаются производителем машины. Высота слоя, используемого в 3D-печати металлом, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (сыпучести, гранулометрического состава, формы и т. д.).
Высота слоя, используемого в 3D-печати металлом, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (сыпучести, гранулометрического состава, формы и т. д.).
Стандартный размер системы 3D-печати из металла составляет 250 x 150 x 150 мм, но доступны и более крупные машины (до 500 x 280 x 360 мм). Точность размеров, которой может достичь металлический 3D-принтер, составляет примерно ± 0,1 мм.
Металлические принтеры можно использовать для мелкосерийного производства, но возможности систем 3D-печати металлом больше напоминают возможности серийного производства FDM или Соглашение об уровне обслуживания машин, чем у принтеров SLS. Они ограничены доступной областью печати (направление XY), так как детали должны быть прикреплены к платформе сборки.
Металлический порошок в SLM и DMLS легко перерабатывается. Как правило, менее 5% тратится впустую. После каждого отпечатка неиспользованный порошок собирается, просеивается, а затем пополняется свежим материалом до уровня, необходимого для следующей сборки.
Отходы металлической печати имеют форму опорных конструкций, которые имеют решающее значение для успешного завершения сборки, но могут резко увеличить количество необходимого материала (и стоимость).
Мелкосерийное производство велосипедной рамы с использованием SLM. Спасибо Renishaw и Empire Cycles за фото.Адгезия слоев
Металлические детали SLM и DMLS имеют почти изотропные механические и термические свойства. Они твердые с очень небольшой внутренней пористостью (менее 0,2–0,5% в состоянии после печати и почти нулевой после термической обработки).
Металлические печатные детали обладают более высокой прочностью и твердостью и часто более гибки, чем детали, изготовленные традиционным способом. Однако они более склонны к утомлению.
Например, взгляните на механические свойства металлического сплава AlSi10Mg EOS для 3D-печати и литого под давлением сплава A360. Эти два материала имеют очень похожий химический состав с высоким содержанием кремния и магния. Печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с кованым материалом.
Печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с кованым материалом.
Из-за гранулированной формы необработанного материала исходная шероховатость поверхности (Ra) металлической 3D-печатной детали составляет примерно 6–10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность.
| AlSi10Mg (сплав для 3D-печати) | A360 (литой под давлением сплав) | |
|---|---|---|
| Предел текучести (деформация 0,2 %) * | XY: 230 МПа Z: 230 МПа | 165 МПа |
| __Прочность на растяжение * __ | XY: 345 МПа Z: 350 МПа | 317 МПа |
| __Модуль * __ | XY: 70 ГПа Z: 60 ГПа | 71 ГПа |
| __Удлинение при разрыве * __ | XY: 12% Z: 11% | 3,5% |
| __Твердость** __ | 119 Вес | 75 Вес |
| __Усталостная прочность ± __ | 97 МПа | 124 МПа |
*Термообработка: отжиг при 300°С в течение 2 часов
± Испытано на готовых образцах
Опорные конструкции и ориентация деталей
Опорные конструкции всегда требуются при печати металлом из-за очень высокой температуры обработки, и они обычно строятся с использованием решетчатого рисунка.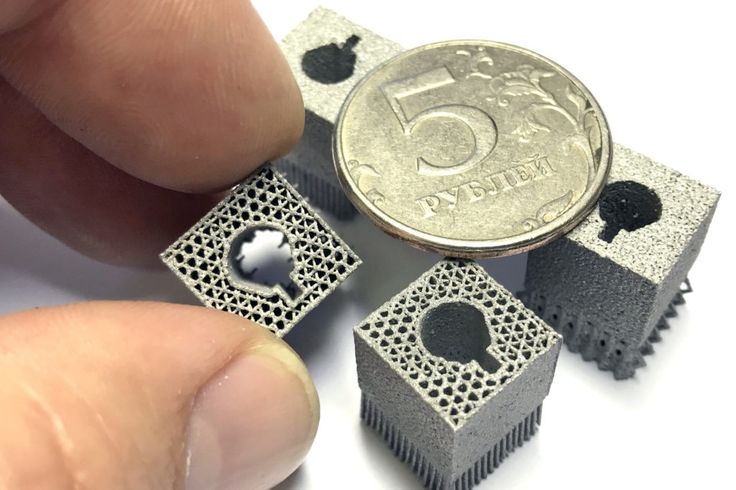
Опорные конструкции в металлической 3D-печати выполняют три различные функции:
Они предлагают подходящую платформу для следующего слоя.
Они прикрепляют деталь к рабочей пластине и предотвращают деформацию.
Они действуют как радиаторы, отводя тепло от детали и позволяя ей охлаждаться с более контролируемой скоростью.
Детали часто ориентированы под углом, чтобы свести к минимуму вероятность деформации и увеличить прочность детали в критических направлениях. Однако это увеличит объем необходимой поддержки, время сборки, потери материалов и (в конечном счете) общую стоимость.
Деформация также может быть сведена к минимуму с помощью случайных шаблонов сканирования. Эта стратегия сканирования предотвращает накопление остаточных напряжений в любом конкретном направлении и придает детали характерную текстуру поверхности.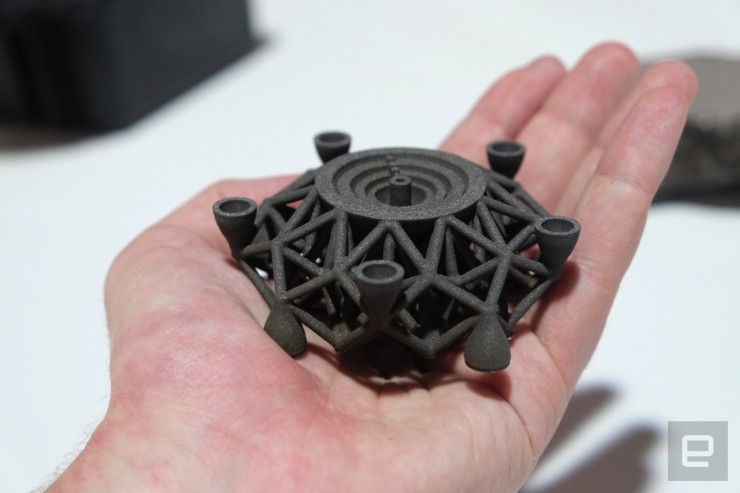
Поскольку стоимость металлической печати очень высока, симуляции часто используются для прогнозирования поведения детали во время обработки. Алгоритмы оптимизации топологии также используются не только для максимизации механических характеристик и создания легких деталей, но и для сведения к минимуму потребности в опорной конструкции и вероятности коробления.
Металлический кронштейн перед снятием опорных конструкций ориентируют под углом 45 градусов. Фото предоставлено компанией Concept Laser.Полые профили и легкие конструкции
В отличие от процессов плавления полимерного порошкового слоя, таких как SLS, большие полые профили обычно не используются в металлической печати, поскольку опорные конструкции не могут быть легко удалены.
Для внутренних каналов диаметром более 8 мм мы рекомендуем использовать ромбовидные или каплевидные сечения вместо круглых, так как они не требуют опорных конструкций. Дополнительные рекомендации по проектированию SLM и DMLS можно найти в
Эта статья
.
Дополнительные рекомендации по проектированию SLM и DMLS можно найти в
Эта статья
.
В качестве альтернативы полым профилям детали могут быть выполнены с обшивкой и сердечником. Кожа и сердцевины обрабатываются с использованием лазера различной мощности и скорости сканирования, что приводит к различным свойствам материала. Использование кожи и стержней очень полезно при изготовлении деталей с большими сплошными сечениями, так как они значительно сокращают время печати и вероятность коробления и позволяют получать детали с высокой стабильностью и отличным качеством поверхности.
Использование решетчатой структуры также является распространенной стратегией в 3D-печати металлом для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органических и легких форм.
Какие материалы обычно используются для 3D-печати металлом?
SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт-хром и инконель. Эти материалы удовлетворяют потребности большинства промышленных применений, от аэрокосмической до медицины. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение в основном ограничивается изготовлением ювелирных изделий.
Эти материалы удовлетворяют потребности большинства промышленных применений, от аэрокосмической до медицины. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение в основном ограничивается изготовлением ювелирных изделий.
Порошок для 3D-печати металлом, как вы понимаете, очень дорогой. Например, килограмм нержавеющая сталь 316L порошок стоит примерно 350-450 долларов. По этой причине минимизация объема деталей и потребность в поддержке являются ключом к максимально возможному снижению стоимости.
Основным преимуществом 3D-печати металлом является его совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые суперсплавы, которые очень трудно обрабатывать традиционными методами производства. Значительная экономия средств и времени может быть достигнута за счет использования 3D-печати металлом для создания детали почти чистой формы, которая впоследствии может быть обработана до очень высокого качества поверхности.
| Материал | Материал
|——————————-|
| Алюминиевые сплавы | Хорошие механические и термические свойства; Низкая плотность; Хорошая электропроводность; Низкая твердость |
| Нержавеющая сталь и инструментальная сталь | Высокая износостойкость; Большая твердость; Хорошая пластичность и свариваемость |
| Титановые сплавы | Устойчивость к коррозии; Отличное соотношение прочности и веса; Низкое тепловое расширение; Биосовместимый |
| Кобальт-хромовые суперсплавы | Отличная износостойкость и коррозионная стойкость; Отличные свойства при повышенных температурах; Очень высокая твердость; Биосовместимый |
| Никелевые суперсплавы (Инконель) | Отличные механические свойства; Высокая коррозионная стойкость; Термостойкость до 1200 градусов Цельсия; Используется в экстремальных условиях |
| Драгоценные металлы | Используется в ювелирном деле; Не широко доступен
Методы постобработки для 3D-печати металлом
Для улучшения механических свойств, точности и внешнего вида металлических печатных деталей используются различные методы постобработки.
Обязательные этапы постобработки включают удаление рыхлого порошка и опорных структур, а термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках с ЧПУ может использоваться для обработки важных по размеру элементов (таких как отверстия или резьба). Пескоструйная обработка, металлизация, полировка и микромеханическая обработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Спутниковая антенна изготовлена с использованием DMLS. Фото предоставлено компаниями Concept Laser и Optisys LLC.Каковы преимущества и ограничения 3D-печати металлом?
Вот основные преимущества и недостатки процессов 3D-печати металлом:
Процессы 3D-печати металлом можно использовать для изготовления сложных деталей на заказ с геометрией, которую невозможно изготовить с помощью традиционных методов производства.
Металлические детали, напечатанные на 3D-принтере, могут быть топологически оптимизированы, чтобы максимизировать их производительность при минимальном весе и общем количестве компонентов в сборке.
Металлические детали, напечатанные на 3D-принтере, обладают превосходными физическими свойствами, а ассортимент доступных материалов включает труднообрабатываемые материалы, такие как металлические суперсплавы.
Материальные и производственные затраты, связанные с 3D-печатью металлом, высоки, поэтому эти технологии не подходят для деталей, которые можно легко изготовить традиционными методами.
Размер сборки систем 3D-печати металлом ограничен, так как требуются точные производственные условия и контроль процесса.

Уже существующие проекты могут не подходить для 3D-печати металлом и, возможно, потребуется изменить их.
Основные характеристики систем SLM и DMLS приведены в таблице ниже.
| 3D-печать металлом (SLM/DMLS) | |
|---|---|
| __Материалы __ | Металлы и металлические сплавы (алюминий, сталь, титан) |
| Точность размеров | ± 0,1 мм |
| Стандартный размер сборки | 250 x 150 x 150 мм (до 500 x 280 x 360 мм) |
| Общая толщина слоя | 20 – 50 мкм |
| __Опорные конструкции __ | Требуется всегда |
Свяжитесь с [email protected] или посетите [Protolabs](https://www.protolabs.com/), чтобы начать 3D-печать металлических деталей. Для других технологий 3D-печати и обработки на станках с ЧПУ вы можете загрузить файл САПР в наш конструктор котировок, чтобы получить мгновенное бесплатное ценовое предложение.