АО КСМ «ЭНЕМСКИЙ» | Керамзитобетонные блоки
Камни керамзитобетонные стеновые далее к/б блоки (ГОСТ 6133 — 99) — это лёгкие стеновые блоки предназначенные для устройства стен (несущих и ограждающих) и перегородок.
Изготавливаются на полуавтоматических линиях методом вибропрессования из жестких керамзитобетонных смесей. Только наше предприятие использует для производства к/блоков, — керамзит, дроблённый керамзит, керамзитовый песок фракций 0-10, 5-10, 0-5, и минимально природный песок (только для подбора прочности), а так же портландцемент М500.
Мы предоставляем клиентам только качественную продукцию, т.к. на предприятие выстроена технологическая линия от производства керамзита и керамзитового песка у=500-700 изготовления к/блоков и набора прочности в пропарочных камерах с по-операционным контролем аттестованной заводской лаборатории строительных материалов. Каждая партия изготовленных к/б блоков проверяется, в т.ч на прочность (разрушение под прессом).
У нас вы можете приобрести к/бетонные блоки при любом виде взаиморасчётов
1. Керамзитобетонные блоки
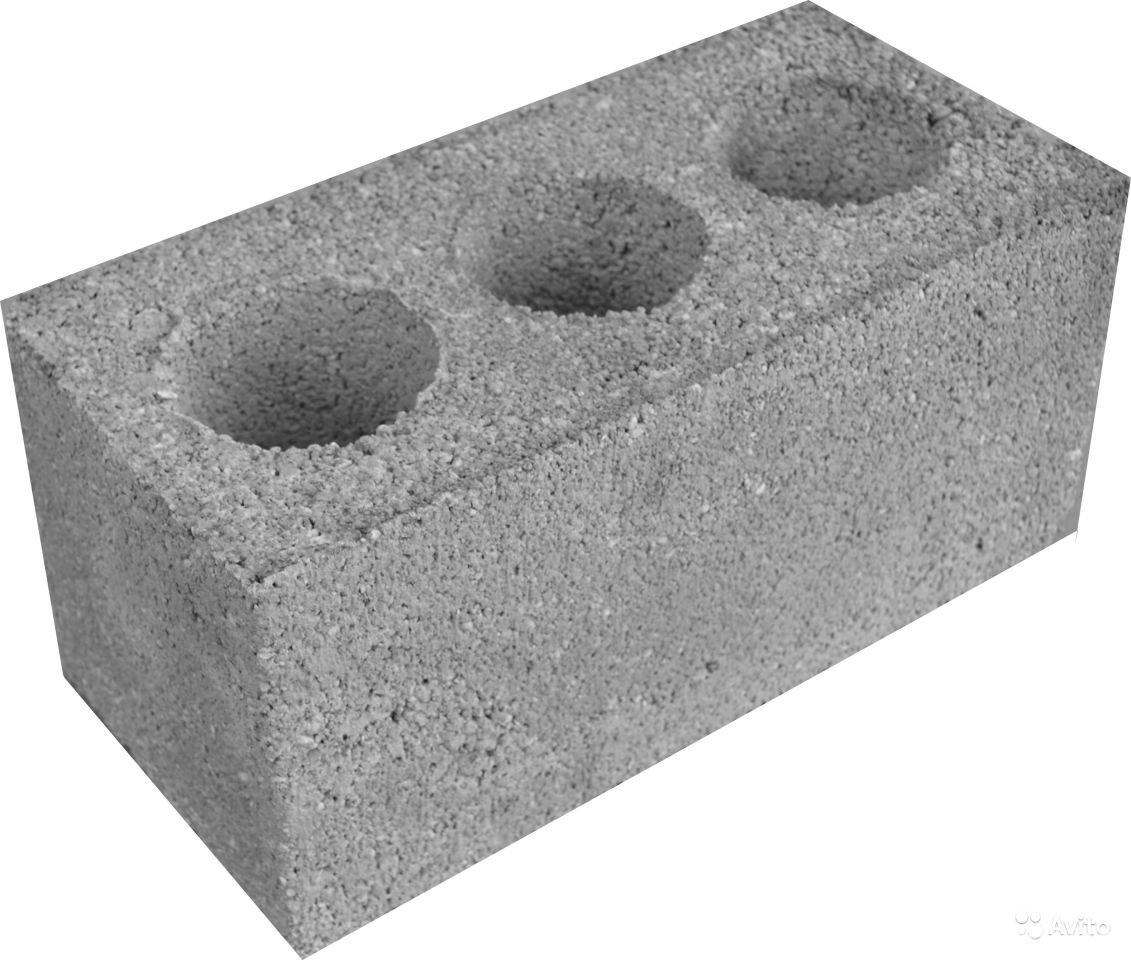
- 390 х 190 х 188 с круглыми пустотами
- 390 х 190 х 188 с щелевыми пустотами
- 390 х 288 х 188 с квадратными пустотами 35%
- 390 х 288 х 188 с щелевыми пустотами 25 %
2. Полублоки (перегородочные)
390 х 120 х 188 с щелевыми пустотами
390 х 90 х 188 с щелевыми пустотами
3 Также можем изготовить по Вашим размерам керамзитобетонные и бетонные блоки, в соответствии с ГОСТом 6133-99.
Возможна доставка автотранспортом предприятия, условия доставки в зависимости от кол-ва.
КСР-ПР-39 (390х190х188) — камень керамзитобетонный рядовой полнотелый. Является удобным и практичным строительным материалом. Применяется для кладки наружных стен и при строительстве цокольного этажа. Технические характеристики: плотность камня: 1100-1300 кг/м3; марка по прочности: М35-М100; морозостойкость: F25; теплопроводность: 0.291 Вт/м0с; масса: 14-16 кг; расход: 1м2 -13,5 шт.; 1 м3 -71 шт.; на поддоне: 100 шт. |
|
КСР-ПР-ПС-39 (390х190х188) — керамзитобетонный блок пустотелый (три пустоты, пустотность 30% ). Применяется для строительства зданий до 3-х этажей. Наличие пустот облегчает кладочные работы и повышает теплоизоляционные свойства стен. Технические характеристики: плотность камня: 1100 — 1300 кг/м3; марка по прочности: М35-М100; морозостойкость: F25; теплопроводность: 0,335 Вт/м 0с; масса: 11-13 кг; расход: на 1 м2 -12,5 шт.; на 1м3- 62,5 шт.; на поддоне: 100 шт. |
|
КСР-ПР-ПС-39 (390х190х188) — керамзитобетонный блок пустотелый (с щелевыми пустотами). Технические характеристики: плотность камня: 1100 — 1300 кг/м3; марка по прочности: М35-М100; морозостойкость: F25; теплопроводность: 0,335 Вт/м 0с; масса: 9-10,3 кг; расход: на 1 м2 -12,5 шт.; на 1м3-62,5 шт.; на поддоне: 100 шт. |
|
КСР-ПР-ПС-39 (390х288х188) — керамзитобетонный блок пустотелый (с квадратными пустотами 35%). Применяется для строительства зданий до 3-х этажей. Наличие пустот облегчает кладочные работы и повышает теплоизоляционные свойства стен. Технические характеристики: плотность камня: 1100 — 1300 кг/м3; марка по прочности: М35-М100; морозостойкость: F25; теплопроводность: 0,335 Вт/м 0с; масса: 16-17 кг; расход: на 1 м2 -12,5 шт. на поддоне: 90 шт. |
|
КСР-ПР-ПС-39 (390х288х188) — керамзитобетонный блок пустотелый (с квадратными пустотами 25%). Применяется для строительства зданий до 3-х этажей. Наличие пустот облегчает кладочные работы и повышает теплоизоляционные свойства стен. Технические характеристики: плотность камня: 1100 — 1300 кг/м3; марка по прочности: М35-М100; морозостойкость: F25; теплопроводность: 0,335 Вт/м 0с; масса: 18-19,5 кг; расход: на 1 м2 -12,5 шт.; на 1м3-43,4 шт.; на поддоне: 90 шт. |
|
КПР-ПС-39 (390х120х188) — керамзитобетонные блоки перегородочные пустотелые (с щелевыми пустотами). Применяются для кладки внутренних стен и перегородок общественных, производственных зданий с последующей облицовкой. Технические характеристики: плотность камня: 1100-1300 кг/м3; марка по прочности: М35-100; морозостойкость: F25; теплопроводность: 0. масса: 8-9 кг; расход: на 1 м2 -12,5 шт.; на 1м3-104,16 шт.; на поддоне: 150 шт. |
|
КПР-ПС-39 (390х90х188) — керамзитобетонные блоки перегородочные пустотелые (с щелевыми пустотами). Применяются для кладки внутренних стен и перегородок общественных, производственных зданий с последующей облицовкой. Технические характеристики: плотность камня: 1100-1300 кг/м3; марка по прочности: М35-100; морозостойкость: F25; теплопроводность: 0.335 Вт/м0с; масса: 5,5-6,5 кг; расход: на 1 м2 -12,5 шт.; на 1м3-104,16 шт.; на поддоне: 150 шт. |
|

 Применяется для строительства зданий до 3-х этажей. Наличие пустот облегчает кладочные работы и повышает теплоизоляционные свойства стен.
Применяется для строительства зданий до 3-х этажей. Наличие пустот облегчает кладочные работы и повышает теплоизоляционные свойства стен. ; на 1м3-43,4 шт.;
; на 1м3-43,4 шт.; 335 Вт/м0с;
335 Вт/м0с;Складируются на поддонах. Хранятся в штабелях не более 2 м высотой. Блоки с несквозными пустотами укладываются пустотами вниз. Погрузка и выгрузка блоков набрасыванием и сбрасыванием не допускается. Срок хранения блоков не регламентируется.
Кладка из всех видов керамзитобетонных блоков производится с применением цементно-песчаного раствора или клея для укладки блоков. Расход раствора: 0,22 м на 1 м3 кладки; 0,022 м3 на 1 м2 перегородки.
Керамзитобетонные блоки приобрели заслуженную репутацию благодаря своим свойствам среди строительных материалов для стен и перегородок:
1. Долговечность
Все компоненты имеют срок более 1000 лет керамика, песок, цемент
2. Экологическая чистота
Основной материал керамзит и керамзитовый песок представляющий собой глину, обожжённую в газовом пламени в связи с оптимальными условиями технологии минимальное кол-во цемента только требуемое для данной марки продукции. Поэтому стены из наших к/блоков не выделяют вредных компонентов, дышат, не тянут тепло.
На все материалы имеются санитарно-гигиенические сертификаты и заключения на радиологическую активность Аэфф= 132 Бк/кг, разрешены к использованию в жилищном строительстве
3. Тепло и звукоизоляция
Тепло и звукоизоляция
Применение к/бетонных блоков целесообразно для всех климатических зон, и ограничено только наличием сырья для производства керамзита, т. к. гранулы с закрытыми порами и пористый песок обладает высокой теплоизоляцией (X = 0,335 вт/ м с°) и звукоизоляцией.
4. Сокращение сроков строительства и снижение себестоимости
1 к/бетонный блок заменяет по объёму 7 глиняных кирпичей, что уменьшает трудоёмкость и расходы на кладку в т.ч. объём раствора. Из-за низкого объёмного веса кладки (в 2 раза легче кирпичной кладки) — дешевле крановые и транспортные работы, и самое главное нагрузка на нижележащие конструкции.
5. Прочность и лёгкость
Керамзитобетонный блок состоящий из керамзитового гравия и пористого песка фр. 0 — 10 используемый при производстве легче воды у=500-700 кг/м и, как следствие, к/бетонный блок весит 11-13 кг, а 7 кирпичей 24,5 кг
6. Пожаробезопастность и биостойкость
Керамзитобетонные блоки не подвержены гниению, огнестойкость выше чем у бетона.
Производство керамзитобетонных блоков — Услуги ПСК ДСП Серпухов, Чехов
Одним из основных стеновых материалов для коттеджного строительства в наших широтах является керамзитобетонный блок. Основой для производства блока является керамзит – легкий пористый экологически чистый материал, используемый в строительстве как утеплитель. Благодаря этим качествам, керамзитобетонный блок обладает высокими теплотехническими характеристиками. Но несмотря на это основной стеновой материал должен быть прочным и легко воспринимать нагрузку от 2-3 этажей вашего дома со всем, что на них находится, и сосредоточенную нагрузку от плит перекрытия или деревянных балок. Поэтому важно повысить прочность материала, не снижая его технических характеристик. Мы производим 2 вида керамзитобетонных блоков по технологии вибропрессования: «керамзитобетонный блок стеновой 200x200x400» и «керамзитобетонный блок перегородочный 120x200x400».
Для заказа продукции звоните по телефону +7(915)476-76-67
| Тип блока | Размер | Вес | Цена |
|---|---|---|---|
| Блок керамзито-бетонный стеновой М50 | 20х20х40 см | 15 кг | 49,5р |
| Блок керамзито-бетонный стеновой М35 | 20х20х40 см | 13,5 кг | 44,5р |
| Блок керамзито-бетонный перегородочный М35 | 12х20х40 см | 8,5 кг | 29,5р |
В зависимости от объема и условий доставки предусмотрены скидки.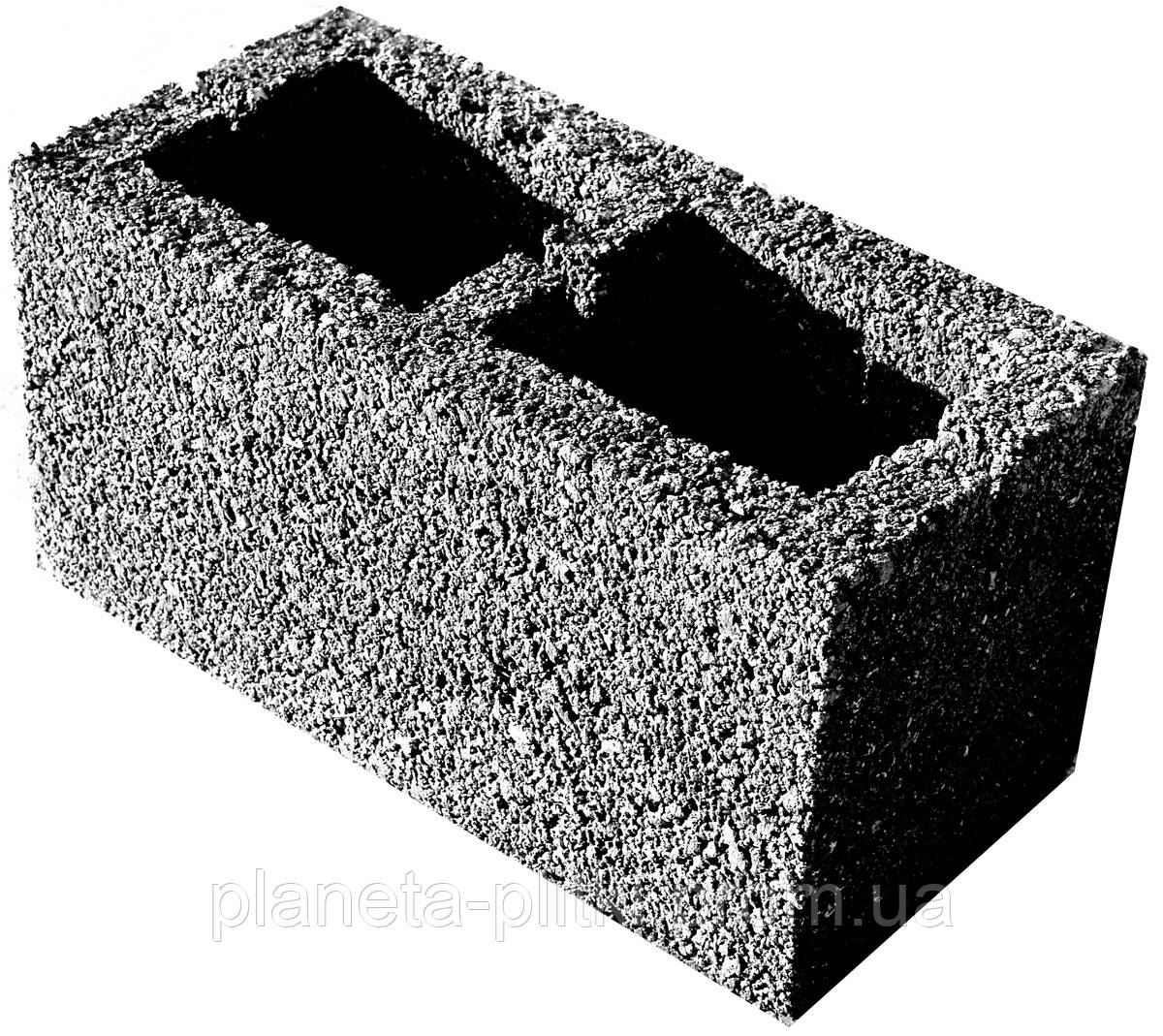
Заказать и оплатить товар очень просто.
- Заказать по телефону или направив письмо по электронной почте и оплатить на объекте непосредственно перед выгрузкой товара.
- Заказать и оплатить в нашем офисе.
- Заказать по телефону или направив письмо по электронной почте и оплатить по безналичному расчету.
Для заказа продукции звоните по телефону +7(915)476-76-67
Оборудование для производства керамзитобетонных блоков
Керамзитобетонные блоки весьма востребованный строительный материал, широко использующийся в частном малоэтажном строительстве и при возведении как жилых, так и вспомогательных строений. Множество компаний и частных фирм занимаются производством этого материала, но спрос на него не снижается. В то же время материалы, из которых делают блоки, весьма распространены, технология отработанна годами, а оборудование позволяет провести максимальную автоматизацию труда на производствах любого уровня.
Состав керамзитобетонной смеси
Технические и эксплуатационные характеристики керамзитобетонных блоков, а также пропорции состава регламентирует ГОСТ 6133-99 «Камни бетонные стеновые. Технические условия».
Пропорции компонентов для изготовления керамзитобетонных блоков
В качестве вяжущего вещества в состав рабочей смеси входит портландцемент не ниже марки М400. В процессе производства применять пластифицирующие добавки нецелесообразно. Если необходимо наладить производство блоков с заданными характеристиками влагопоглощения или термостойкости, то в качестве вяжущего используют специальные цементы:
- гидрофобный портландцемент с добавлениями оленковой кислоты и мылонафты;
- алитовый цемент содержащий трехкальциевый силикат и трехкальциевый алюминат.
Использование пуццолановых, шлакопортландцементов или пластифицированных ССБ цементов настоятельно не рекомендуется. Это существенно снижает прочность бетона на ранних стадиях отвердения, ухудшает воздухостойкость и водостойкость.

В качестве крупных заполнителей используется керамзит и керамзитовый гравий. Величина их фракций и технические характеристики материала регламентирует ГОСТ 9757-90 «Гравий, щебень и песок искусственные пористые. Технические условия».
Мелким заполнителем может выступать керамзитовый песок, который получают путем дробления – он обладает большими абсорбционными возможностями, чем обычный песок. Другой тип керамзитового песка получают, обжигая исходное сырье в двух барабанных печах, фракции песка обоих способов получения регламентируются тем же ГОСТ–ом. Однако, в последнее время больше практикуют использование кварцевого песка по ГОСТ 22551-77 «Песок кварцевый, молотые песчаник, кварцит и жильный кварц для стекольной промышленности. Технические условия».
Вода, которую используют в производстве блоков, должна соответствовать параметрам, описанным в ГОСТ 23732-79 «Вода для бетонов и растворов». Кислотность рН должна быть меньше 4, а содержание сульфатов (SO4) более 1% категорически не допускается. Применение морской воды для затворения раствора так же не рекомендуется из-за образования на поверхности готовых изделий высолов (налета из соли).
Применение морской воды для затворения раствора так же не рекомендуется из-за образования на поверхности готовых изделий высолов (налета из соли).
Производство
На каждом производстве технология изготовления может несколько отличаться от общепринятой в ГОСТе. Это связано с естественным стремлением производителя снизить себестоимость продукции. Для этого в состав рабочей смеси могут добавлять пластификатор для улучшения заполнения формы.
В мелких частных предприятиях для увеличения подвижности смеси в состав добавляют жидкое мыло или клей (силикат), это значительно уменьшает расход воды и снижает время на виброобработку.
Сама технология изготовления, независимо от применяемого оборудования, разделяется на три основных этапа:
1. Подготовка смеси. Обычно, максимальный диаметр керамзита не должен превышать 10 мм. Количество цемента может быть различным в зависимости от предназначения изготавливаемых блоков. Для кладки несущих стен используют больше цемента, он увеличивает прочность конструкции, но существенно снижает теплоизоляционные свойства материала.
Стандартные пропорции для универсальных блоков на 100 кг выглядит так:
- Керамзит крупных фракций – 54,5кг;
- Керамзитовый спекшийся или кварцевый песок – 27,2 кг;
- Портландцемент – 9,21 кг;
- Вода – 9,096 л.
ВАЖНО! При использовании дробленого песка в качестве мелкого наполнителя количество воды необходимое для затворения будет значительно выше. В зависимости от величины фракции до 15 л.
В бетономешалку указанные ингредиенты добавляются в следующем порядке: вода, керамзит, цемент, песок. Перемешивание осуществляется не более 2 минут. На один стандартный блок, имеющий размер 39х19х19 см пойдет 10-11 кг смеси.
2. Формовка. Для этого процесса широко применяется разнообразное ручное и автоматизированное оборудование. Основой процесса является вибрация, с ее помощью смесь, поступившую в форму, быстро уплотняют.
3. Сушка. Формы с блоками должны сушиться на протяжении двух дней. Затем стальные пластины убирают и изделия досушиваются на открытом воздухе, на протяжении 7-10 дней.
Затем стальные пластины убирают и изделия досушиваются на открытом воздухе, на протяжении 7-10 дней.
Применяемое оборудование
Оборудование, которое используется в производстве керамзитобетонных блоков можно классифицировать по производительности и степени автоматизации.
1. Ручной станок для производства керамзитобетонных блоков. Оптимальный выбор для мелкосерийного производства в домашних условиях.
Пример ручного станка для производства керамзитоблоков
Вибратор простой конструкции крепится к корпусу. Производимые им колебания способствуют быстрому и полному заполнению формы. Может комплектоваться съемными стержнями для образования пустот. При их демонтаже можно изготовить полнотелые блоки для несущих стен двух и трехэтажных домов. В этом случае пропорции смеси будут несколько изменены в сторону увеличения количества цемента. Видео работы ручного вибростанка:
 com/v/051Xozpw3Ao?fs=1&hl=ru_RU»>
com/v/051Xozpw3Ao?fs=1&hl=ru_RU»>
2. Передвижные станки с высоким уровнем механизации способны значительно снизить себестоимость продукции. Они используют многосекционные формы, имеющие от 4 до 6 матриц. Вибромотор крепится к несущему корпусу станка.
Передвижной станок для изготовления керамзитобетонных блоков
Некоторые модели могут быть оснащены дополнительным прессом для утрамбовывания. Процесс производства выглядит следующим образом:
- Формы заполняются смесью;
- Под воздействием вибрации и давления блоки принимают свою форму;
- Секция из 4-6 блоков опускается на землю, на заранее подготовленную опалубку для просушки;
- Станок перемещается на новое место над новой, пустой секцией опалубки.
Подробное видео о конструкционных особенностях и способе работы на передвижном станке:
 youtube.com/v/s_DK-tYDWdQ?fs=1&hl=ru_RU»>
youtube.com/v/s_DK-tYDWdQ?fs=1&hl=ru_RU»>
3. Вибростол. Условно состоит из двух частей. Основы – металлической станины, к которой крепится вибродвигатель. Поддон на станине имеет толщину металла до 3 мм и бортики, чтобы установленные формы не соскользнули. На поддон устанавливаются заполненные формы, содержание которого уплотняется вибрацией.
Вибростол
Размещение вибродвигателя снизу и в центре станины значительно повышает эффективность и равномерность распределения вибраций. Такое устройство для изготовления блоков имеет не слишком большую производительность.
4. Вибропресс. Это оборудование высокой сложности. Автоматизированная линия для производства керамзитобетонных блоков, устанавливается на крупных предприятиях.
На фото – вибропресс “Рифей Удар”
В состав производственной линии могут входить:
- конвейер для транспортировки сформованных блоков на просушку;
- ленточный податчик рабочей смеси;
- автоматизированная бетономешалка, способная самостоятельно рассчитать необходимые пропорции.
Видео процесса изготовления на автоматизированной линии:
производство керамзитобетонных блоков
Производство керамзитобетонных блоков преследует единственную цель – создание прочного стенового материала, подходящего для возведения промышленных и жилых сооружений. В связи с этим данный процесс требует наличия качественного, хорошо налаженного оборудования, проверенных ингредиентов и высококлассных специалистов, знакомых со всеми тонкостями выбранной на предприятии методики изготовления.
Технология производства керамзитобетона
В качестве сырья для создания керамзитобетонных блоков обычно выступают следующие компоненты: песок, цемент, керамзит (обожженная глина) и различные добавки воздуховлекающего типа (например, древесная омыленная смола). Каждый из них проходит тщательную проверку на соответствие нормам качества, а также просеивается через специальное вибросито для полного очищения от инородных тел.
Когда все необходимые компоненты подготовлены, производится их точное дозирование с применением автоматических установок. Благодаря этому керамзитобетонные блоки от производителя всегда обладают одними и теми же характеристиками, которых принято придерживаться на конкретно взятом заводе.
По завершении подготовки ингредиентов начинается процесс непосредственного изготовления керамзитобетонных блоков, состоящий из следующих этапов:
Все компоненты смешиваются, образуя единую керамзитобетонную массу;
Готовый состав заливается в специальные формы и поступает на затвердевание в термокамеры;
Достигнув так называемой «распалубочной» прочности, цельные массивы поступают на линию и разрезаются ленточными пилами на ровные блоки заранее заданного размера;
Производится финальная просушка изделий;
Готовая продукция распределяется на европоддонах, покрывается стрейч-пленкой и плотно обвязывается полипропиленовой лентой.


В конечном итоге только изготовленные изделия могут быть сразу доставлены с завода по производству керамзитобетонных блоков на место их дальнейшего хранения, а также прямо на объект, где планируется проведение строительства.
Оборудование для создания блоков из керамзитобетона
Производство данных строительных материалов в условиях завода предполагает наличие целой линии, включающей самое различное оборудование:
Приемный бункер для загрузки сыпучих компонентов;
Вибросито для просеивания ингредиентов;
Весоизмерительный терминал с автоматикой дозирования, отмеряющей необходимое количество составляющих керамзитобетона;
Бетоносмеситель для замешивания смеси из подготовленных заранее компонентов;
Формы для формирования цельных массивов, а также пресс с виброустановкой, обеспечивающий равномерное распределение керамзитобетона;
Термокамеры для нагрева состава и доведения его до нужного состояния прочности;
Ленточные пилы, разрезающие массив на отдельные изделия определенного размера.

Кроме того, чтобы керамзитобетонные блоки с завода производились в соответствии со всеми нормами качества и в определенных объемах бесперебойно, дополнительно используется и другое специализированное оборудование, так или иначе относящееся к процессу производства: насосные установки, обеспечивающие работу гидравлических систем, рельсы, предназначенные для передвижения форм по линии, и прочее.
Таким образом, производство и продажа керамзитобетонных блоков заводом производителем – это комплексное мероприятие, требующее соблюдения множества технических тонкостей, способных гарантировать исключительно стабильный результат на протяжении всего процесса изготовления.
ООО «КЗБИ» — производство керамзитобетонных и бетонных блоков
Наша продукция соответствует требованиям ГОСТ 6133-99
ООО «КЗБИ» — завод по производству керамзитобетнных блоков и элементов благоустройства в с. Кварса.
Кварса.
Керамзитобетонные блоки
Блоки из керамзитобетона — теплый, легкий, недорогой материал.
Бетонные блоки
Бетонные блоки — прочный, надежный и недорогой материал.
Элементы благоустройства
Износоустойчивая морозостойкая брусчатка для мощения тротуаров.
Вентиляционные блоки
Вентблоки позволяют реализовать создание обязательной вентиляции здания.
Сопутствующие товары
К ним относятся песок, цемент, облицовочный кирпич, сетка кладочная, сухие смеси и другие материалы.
Керамзитобетонные блоки, Старооскольские
Компания ООО «РТК» предлагает керамзитобетонные блоки по отличной цене, производства Старый Оскол с доставкой по Воронежу и области.
23,00 р/шт
27,00 р/шт
37,10 р/шт
38,70 р/шт
54,00 р/шт
Состав керамзитобетонных блоков
Керамзит, цемент марки М500, чистая вода и речной песок – это все компоненты для производства керамзитобетонных блоков. Никаких химических добавок и ускорителей твердения.
Никаких химических добавок и ускорителей твердения.
Только правильно подобранная калькуляция керамзитобетонной смеси.
- Керамзит. Тёплый и легкий дробленый керамзит, с добавлением опила при обжиге.
- Цемент. Свежий цемент марки 500, со сроком изготовления не более недели.
- Вода. Чистая водопроводная вода, не техническая и не из скважины.
- Речной песок. Крупнозернистый Волжский речной песок, с модулем зернистости 1,5-2,5.
В наших блоках содержание керамзита 60%, это дает максимальную прочность с сохранением теплоизоляционных свойств материала по сравнению с шлакоблоками.
Основные этапы производства блоков
Полный производственный цикл, от подготовки сырья до отгрузки со склада позволяет управлять качеством на всех этапах.
- Добыча глины. Легкоплавкая глина с большим содержанием окислов железа добывается в карьере.
- Получение керамзита. Глина перемешивается в древесным опилом и обжигается в печи вспучиваясь при 1200 °C.
- Дробление керамзита. Гранулы керамзита дробятся до 5-10 мм. Блоки из дробленки прочнее на 25% за счет лучшего уплотнения.
- Формовка блоков. Блоки формуются методом полусухого вибропрессования на оборудовании марки «Рифей».
 Глина перемешивается в древесным опилом и обжигается в печи вспучиваясь при 1200 °C.
Глина перемешивается в древесным опилом и обжигается в печи вспучиваясь при 1200 °C.Блоки набирают первоначальную прочность в пропарочной камере во влажной среде при температуре 70-80 °C.
Применение керамзитобетонных блоков
Продукция нашего завода получила признание как в высотном, так и в малоэтажном строительстве.
- Многоэтажки. Каркасно-монолитное строительство, заполнение проемов.
- Частные дома. Малоэтажное строительство без монолитного каркаса до 3х этажей.
- Гаражи. Самый доступный материал для быстрого и надежного строительства гаражей.
- Бани. Отлично подходит для строительства бани за счет высокой морозостойкости.

В отличие от кустарных гаражных производств, наша продукция сертифицирована и планово контролируется ОТК в лаборатории на соответствие всем параметрам ГОСТа.
Керамзитобетонные блоки своими руками: состав и технология изготовления
Керамзитоблоки представляют собой блоки из керамзитобетона – разновидности «легкого» бетона. Этот материал пришел на смену популярным ранее шлакоблокам. Состав и технология изготовления керамзито- и шлакоблоков практически идентичны. Разница лишь в том, что в шлакобетоне заполнителем служил доменный шлак, что негативно сказывалось на морозостойкости и прочности кладки. После замены шлака на керамзит технические характеристики материала многократно улучшились, как и степень его экологичности.
Что представляет собой керамзитобетон
Распиленный керамзитобетон, хорошо видна структура материала
Это разновидность легкого бетона. В его состав входит керамзит, который играет роль крупного заполнителя, как щебень в привычных нам тяжелым смесям.
Сочетание керамзита и цемента обеспечивает особые свойства материалу:
- небольшую удельную массу (плотность), которая позволяет делать и укладывать блоки большого размера;
- хорошие теплоизоляционные свойства, стены из таких блоков не нуждаются в дополнительном утеплении;
- материал по водостойкости превосходит керамику и силикат, так как цемент при наличии влаги только упрочняется;
- он негорюч;
- керамзитобетон хорошо штукатурится и отделывается другими способами;
- материал хорошо контактирует с конструкциями из тяжелого бетона, чего не скажешь о теплоизоляции других видов.
К недостаткам керамзита можно отнести только меньшую прочность и морозостойкость чем у тяжелого бетона, это связано с порами внутри заполнителя.
Состав керамзитобетона
Песок из отсевов дробления лучше всего подходит для керамзитобетона, да и вообще для любых строительных растворов
Не стоит использовать для блоков цемент высокой марки, М 400 достаточно
Керамзитобетон почти не отличается от состава тяжелого бетона в него входят:
- цемент;
- мелкий заполнитель — песок;
- крупный заполнитель — керамзит, о нем мы расскажем ниже;
- добавки, модифицирующие свойства смеси и материала (используются необязательно).

Также к компонентам можно отнести воду, которая необходима для приготовления и твердения. О подборе состава расскажем чуть позже. Дополнительно чтобы увеличить прочность блоков, в смесь можно ввести микроволокно (полимерное, стеклянное, базальтовое и т. п.) которое заармирует камень.
Требования к компонентам такие же, как и для обычного бетона: качество, отсутствие посторонних примесей. Песок желательно использовать мытый.
Уплотняем раствор
Так как керамзит обладает большим количеством воздушных пор, он легче, чем состав бетона, и будет всплывать на поверхность, делая блоки неровными, поэтому в самом начале затвердевания керамзит нужно утрамбовать внутрь блока. По ГОСТу керамзитоблоки сначала нужно подвергнуть вибрационному прессованию, используя специальный станок, а затем высушить в печи. В домашних условиях станок можно заменить похожими движениями лопаты, а затем трамбовать деревянным бруском до тех пор, пока на поверхности не появится «цементное молоко». Верхнюю часть блока в форме можно выравнять при помощи мастерка.
Верхнюю часть блока в форме можно выравнять при помощи мастерка.
Вернуться к оглавлению
Что такое керамзит
Керамзит
Керамзит — это искусственный строительный материал. Изготавливают его, формируя гранулы из смеси глины и сланца, которые потом обжигают.
- При спекании происходит выделение газов, которые и формируют замкнутые поры внутри. Причем внешний слой остается почти монолитным.
- Таким образом, несмотря на наличие внутреннего воздушного пространства, гранулы керамзита слабо впитывают воду. К тому же, керамзит дешевле всех остальных пористых заполнителей, и имеет неплохую прочность.
- Приобретая керамзит нужно учитывать его марку по плотности — чем меньше плотность, тем меньше его теплопроводность, но и прочность тоже.
По ГОСТу керамзит делят на фракции по размерам гранул в миллиметрах:
- от 5 до 10;
- от 10 до 20;
- от 20 до 40 мм.
Отпускают обычно керамзит либо россыпью, либо фасованным в тару — в том числе и в биг-бэги, как на фото ниже. Для производства блоков лучше использовать первые две фракции или их смесь (что еще лучше). Хотя, если планируются блоки без внутренних пустот (полнотелые) то можно добавить и фракцию 20-40 мм.
Для производства блоков лучше использовать первые две фракции или их смесь (что еще лучше). Хотя, если планируются блоки без внутренних пустот (полнотелые) то можно добавить и фракцию 20-40 мм.
Биг-бэги с керамзитом
Подготовка опалубки
Используйте тонкие стальные листы и древесину для изготовления. Понадобятся карандаш, рулетка, ручная пила. Продумайте размеры керамзитобетонных блоков. Советуем ориентироваться на размеры стандартного шлакоблока и кирпича. Предпочтительней воспроизвести геометрию кирпича, но для крупной постройки удобнее использовать увеличенный размер, соответствующий шлакоблоку.
Опалубка для заливки 48 керамзитовых блоков за раз
Основные этапы сооружения формы:
- Выполните разметку заготовок необходимых размеров.
- Вырежьте необходимые детали.
- Заготовьте Г-образные боковые элементы.
- Соедините элементы заготовки, применяя стальные уголки.
- Прибейте к основанию и бокам опалубки тонкий лист металла.

При отсутствии листового материала применяйте машинное масло, которым для обеспечения герметичности покрывают внутреннюю часть.
Технология производства керамзитобетона
Линия по изготовлению керамзитоблоков
Технология производства керамзитобетонных блоков, почти не отличается от технологии тяжелой смеси (не учитывая, что крупный заполнитель другой), в нее входят те же операции:
- Смешивание компонентов.
- Укладка раствора в опалубку или форму.
- Уплотнение смеси.
- Формовка блока и удаление опалубки.
- При необходимости ускорить процесс применяют пропаривание.
- Если не проводилось пропаривание, то изделия или конструкции выдерживают при особом уходе до достижения марочной прочности.
Единственное отличие заключается в том, что, делая керамзитобетон своими руками, более эффективно применять не гравитационные смесители, а принудительные. Это связано с тем, что легкие гранулы керамзита, падая с высоты после захвата лопастями гравитационной бетономешалки, перемешиваются хуже, чем тяжелый гравий или щебень.
Инструменты и оборудование
Чтобы получить качественные керамзитобетонные блоки (КББ), не стоит экономить на профессиональном оборудовании. Это значительно увеличит производительность, и сократит срок их просушивания. Без бетономешалки не обойтись, объем которой нужен не меньше 130 кг. В результате получится смесь однородной консистенции. Минимальные затраты получатся от приобретения вибропрессованного оборудования. Конструкция имеет пустотные емкости и вибратор. Время изготовления блока составляет 3–4 мин.
Что нужно для домашнего производства керамзитобетонных блоков
Кроме, естественно, материалов, нужен минимальный набор оборудования.
Рассмотрим два варианта:
- вы собираетесь разово изготовить небольшое количество блоков для небольшой постройки;
- нужно поставить производство керамзитобетонных блоков своими руками на поток из-за большого объема строительства, или в планы входит реализация блоков.
Для небольшого объема производства
Ручное заполнение формы раствором
Для небольшого объема производства вполне достаточно имеющейся почти у каждого хозяина гравитационной бетономешалки
Если нужно сделать несколько сотен штук керамзитобетонных блоков, например, для возведения гаража, то можно обойтись минимальным количеством оборудования.
Это могут быть, всего лишь:
- Имеющаяся у вас гравитационная бетономешалка. Для качественного смешивания операцию нужно проводить не две-три минуты, как для тяжелого бетона, а в полтора-два раза дольше.
- Формы или станок для производства керамзитобетонных блоков своими руками.
- Вибростол — в крайнем случае, можно уплотнять смесь трамбовкой, но это сделает процесс более длительным и трудоемким. К тому же, работая трамбовкой с керамзитобетоном, нужно точно рассчитывать усилие, чтобы не раздавить гранулы.
- Инструмент для загрузки и дозирования компонентов — тележки, ведра, лопаты и т. п.
Если вы собираетесь поставить производство на поток
Пример производства, рассчитанного на приличный объем — есть даже электроталь для перемещения материалов и блоков
- В этом случае, желательно использовать бетономешалку принудительного действия. Желательно механизировать процесс транспортирования компонентов, смеси и готовых изделий.
- Проще всего это сделать, смонтировав на площадке кран-балку, или приобретя электрокар с фронтальным подъемником.
- Также для ускорения процесса, и чтобы не занимать большую площадку для полигона, на котором будут твердеть изготовленные блоки, можно смонтировать устройство для пропаривания (об этом чуть ниже).

Рассмотрим подробнее каждую единицу оборудования.
Бетономешалка
Для керамзитобетона лучше использовать принудительную бетономешалку
Ее конструкция стандартная. Как уже говорилось выше, для керамзитобетона лучше аппарат принудительного смешивания. Объем мешалки выбираем такой, чтобы приготовленную порцию смеси мы могли отформовать за один-два часа, пока не началось твердение.
Рецептура смеси
Чтобы гарантировать прочность блоков, необходимо соблюсти пропорции и последовательность смешения компонентов:
- сначала заливается одна часть воды;
- следом засыпается шесть частей керамзита, диаметром 4–8 мм;
- далее наступает очередь песка, который, в идеале, должен быть керамзитным, имеющим гранулы менее 4 мм в диаметре, и составлять до трех частей;
- в последнюю очередь засыпается 1 часть цемента.

При замешивании следует учитывать следующие моменты:
- Добавление последующего компонента смеси следует производить после равномерного смачивания или перемешивая ранее добавленных составляющих.
- Объем воды должен быть уменьшен, если песок влажный, для чего первоначально заливается от 50 до 75% необходимого объёма. Необходимость добавления оставшейся части жидкости определяется после добавления и перемешивания песка, по консистенции смеси, которая должна быть полусухой и рассыпчатой.
- Подходящие марки цемента — М400, М500. При использовании менее прочных марок связующего компонента его объем должен быть увеличен на 5–10% для уменьшения на каждые 100 условных единиц (для цемента М300 объем должен составить 110% от исходной пропорции).
- Цемент должен быть свежим, не намокшим, без комков. Использование некондиционного цемента допускается только после повторного измельчения и при условии увеличения его пропорции.
- Для увеличения прочности керамзитобетонных блоков, доля цемента должна быть увеличена.
- Чтобы сократить период высыхания с двух суток до 6–8 часов, в смесь потребуется добавить пластификатор из расчета 5 г. на один блок.
- Для получения глянцевой поверхности готовых изделий, при замешивании частично вместо цемента добавляют плиточный клей.
- Добавление смолы древесно омыленной повышает морозостойкость готовых блоков за счет образования изолированных воздушных полостей.

(PDF) Производство вспененного заполнителя для легкого бетона из несамораскрывающихся глин
В последнее время постоянно проводятся исследования по производству искусственного легкого заполнителя из отходов. Хотя были проведены различные исследования механизма вздутия агрегата с использованием отходов, существует много недостатков в объяснении существующей теории, поскольку она отличается от керамзитового материала. И нет исследований, которые предлагали бы модель для установления механизма вздутия для отходов.В этом исследовании были исследованы характеристики существующего керамзита, чтобы установить механизм вздутия легкого заполнителя с использованием отходов, и были смоделированы оптимальные условия активации вздутия для вздутия легкого заполнителя. Физические и химические условия сырья и формованных изделий были изучены для массового производства и предотвращения плавления заполнителя.
Кислая глина, используемая в этом исследовании, представляет собой глинистые минералы, состоящие из монтмориллонита в качестве основной фазы, а минералы монтмориллонита являются подходящими материалами для производства агрегатов из-за удаления кристаллической воды при высоких температурах.Большинство керамзитов, используемых при производстве легкого заполнителя, изготовлены из сырья на основе пирофиллита и подходят для объяснения механизма вздутия с помощью существующего керамзита и подходят для разработки модели исходного материала для легкого заполнителя.
Затем, чтобы исследовать характеристики вспучивания легкого заполнителя при нормальных условиях спекания, механизм вспучивания искусственного легкого заполнителя при нормальных условиях спекания и условиях быстрого спекания сравнивали с использованием кислых глинистых материалов.Результаты экспериментов показали, что в условиях быстрого спекания не наблюдалось черной сердцевины.
Физические и химические условия сырья и формованных изделий были изучены для массового производства и предотвращения плавления заполнителя.
Кислая глина, используемая в этом исследовании, представляет собой глинистые минералы, состоящие из монтмориллонита в качестве основной фазы, а минералы монтмориллонита являются подходящими материалами для производства агрегатов из-за удаления кристаллической воды при высоких температурах.Большинство керамзитов, используемых при производстве легкого заполнителя, изготовлены из сырья на основе пирофиллита и подходят для объяснения механизма вздутия с помощью существующего керамзита и подходят для разработки модели исходного материала для легкого заполнителя.
Затем, чтобы исследовать характеристики вспучивания легкого заполнителя при нормальных условиях спекания, механизм вспучивания искусственного легкого заполнителя при нормальных условиях спекания и условиях быстрого спекания сравнивали с использованием кислых глинистых материалов.Результаты экспериментов показали, что в условиях быстрого спекания не наблюдалось черной сердцевины. И при нормальных условиях спекания плотность достигала пика при 1150 ℃, а при нормальных условиях спекания было три зоны в зависимости от времени спекания, независимо от температуры на входе.
Ⅰ. Участок, на котором плотность увеличивается по мере того, как время спекания
становится длиннее. (Зона спекания)
Ⅱ. В секции, где плотность внезапно снижается, когда
время спекания увеличивается. (Зона активации вздутия живота)
Ⅲ.На участке, где плотность постепенно снижается по мере того, как
время повышения температуры увеличивается. (Зона чрезмерного спекания)
Когда время спекания составляло менее 60 минут при температуре на входе 300 ℃, плотность увеличивалась, и агрегат спекался по мере увеличения времени спекания. Наблюдалась оптимальная зона активации вспучивания, в которой плотность внезапно снижалась при времени спекания 210 минут. Когда время спекания превышало 210 мин, плотность постепенно уменьшалась, и этот участок представлял собой зону чрезмерного спекания.Независимо от температуры инъекции появлялась зона активации вздутия живота.
И при нормальных условиях спекания плотность достигала пика при 1150 ℃, а при нормальных условиях спекания было три зоны в зависимости от времени спекания, независимо от температуры на входе.
Ⅰ. Участок, на котором плотность увеличивается по мере того, как время спекания
становится длиннее. (Зона спекания)
Ⅱ. В секции, где плотность внезапно снижается, когда
время спекания увеличивается. (Зона активации вздутия живота)
Ⅲ.На участке, где плотность постепенно снижается по мере того, как
время повышения температуры увеличивается. (Зона чрезмерного спекания)
Когда время спекания составляло менее 60 минут при температуре на входе 300 ℃, плотность увеличивалась, и агрегат спекался по мере увеличения времени спекания. Наблюдалась оптимальная зона активации вспучивания, в которой плотность внезапно снижалась при времени спекания 210 минут. Когда время спекания превышало 210 мин, плотность постепенно уменьшалась, и этот участок представлял собой зону чрезмерного спекания.Независимо от температуры инъекции появлялась зона активации вздутия живота. Для того, чтобы оптимизировать вздутие агрегата, на этом участке необходимо спекание.
Чтобы найти оптимальные условия процесса спекания для управления оптимальной зоной активации вспучивания легкого заполнителя, каждая часть процесса нагрева была разделена на комнатную температуру до 300 ℃, от 300 ℃ до 600 ℃, от 600 до 900 ℃, от 900 до 1200. ℃, 1200 ℃ соответственно. Время эксперимента составляло 10-40 минут, после чего измеряли плотность агрегата и наблюдали поры.Время в секции сушки и предварительного нагрева (комнатная температура ∼600 ℃) не влияло на вздутие агрегата. Секция прокаливания (от 900 ℃ до 1200 ℃) короткая, чем дольше время выдержки при 1200 ℃, тем больше активировалось вздутие живота, и она легкая. При более высоких температурах, чем температура начала вздутия, чем выше температура, тем ниже плотность конечного заполнителя. Переменными, которые имеют наибольшее влияние на активацию легкого заполнителя, были температура спекания и время выдержки в секции.Тенденция экспериментальных результатов, предсказанных методом Тагучи, хорошо согласуется с фактическими результатами измерений, благодаря этому эксперименту стало возможным установить единичный процесс спекания для оптимизации условий активации вздутия живота.
Для того, чтобы оптимизировать вздутие агрегата, на этом участке необходимо спекание.
Чтобы найти оптимальные условия процесса спекания для управления оптимальной зоной активации вспучивания легкого заполнителя, каждая часть процесса нагрева была разделена на комнатную температуру до 300 ℃, от 300 ℃ до 600 ℃, от 600 до 900 ℃, от 900 до 1200. ℃, 1200 ℃ соответственно. Время эксперимента составляло 10-40 минут, после чего измеряли плотность агрегата и наблюдали поры.Время в секции сушки и предварительного нагрева (комнатная температура ∼600 ℃) не влияло на вздутие агрегата. Секция прокаливания (от 900 ℃ до 1200 ℃) короткая, чем дольше время выдержки при 1200 ℃, тем больше активировалось вздутие живота, и она легкая. При более высоких температурах, чем температура начала вздутия, чем выше температура, тем ниже плотность конечного заполнителя. Переменными, которые имеют наибольшее влияние на активацию легкого заполнителя, были температура спекания и время выдержки в секции.Тенденция экспериментальных результатов, предсказанных методом Тагучи, хорошо согласуется с фактическими результатами измерений, благодаря этому эксперименту стало возможным установить единичный процесс спекания для оптимизации условий активации вздутия живота. Чтобы подтвердить применимость оптимального единичного процесса и механизма вспенивания в реальном процессе массового производства, была исследована пригодность пилотной вращающейся печи. Когда легкий заполнитель производился с использованием только кислой глины, он плавился во вращающейся печи перед вспучиванием.Чтобы найти зону активации вздутия, которая может предотвратить слияние, были добавлены Fe2O3 и углерод, чтобы вызвать сочетание с механизмом вздутия черной сердцевины, и был подтвержден оптимальный химический состав для вздутия легких агрегатов. Чтобы понять влияние образования давления внутри агрегата на вздутие и найти подходящий способ формования для массового производства, были исследованы характеристики вздутия агрегата и изменение температуры активации вспучивания путем изменения способа формования.И мы подтвердили возможность серийного производства с использованием пилотной вращающейся печи. Оптимальное содержание добавок составляло 8 ~ 13 мас.% Fe2O3 и 2 ~ 3 мас.% Углерода.
Чтобы подтвердить применимость оптимального единичного процесса и механизма вспенивания в реальном процессе массового производства, была исследована пригодность пилотной вращающейся печи. Когда легкий заполнитель производился с использованием только кислой глины, он плавился во вращающейся печи перед вспучиванием.Чтобы найти зону активации вздутия, которая может предотвратить слияние, были добавлены Fe2O3 и углерод, чтобы вызвать сочетание с механизмом вздутия черной сердцевины, и был подтвержден оптимальный химический состав для вздутия легких агрегатов. Чтобы понять влияние образования давления внутри агрегата на вздутие и найти подходящий способ формования для массового производства, были исследованы характеристики вздутия агрегата и изменение температуры активации вспучивания путем изменения способа формования.И мы подтвердили возможность серийного производства с использованием пилотной вращающейся печи. Оптимальное содержание добавок составляло 8 ~ 13 мас.% Fe2O3 и 2 ~ 3 мас.% Углерода.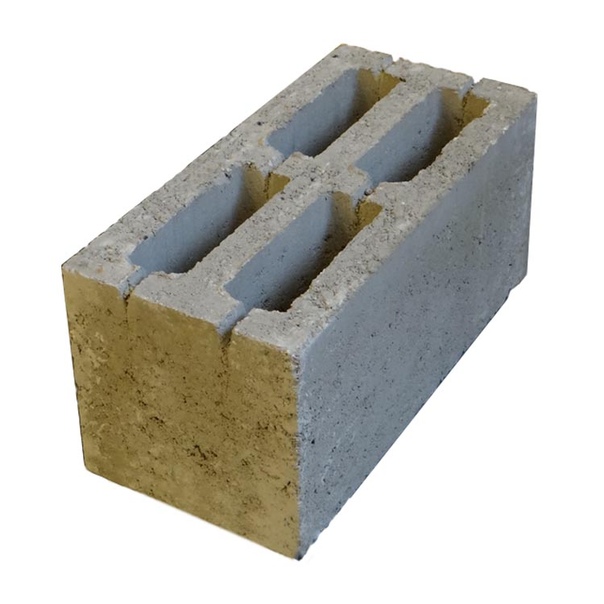 При содержании указанных добавок механизм вспенивания черной сердцевиной работал в широком диапазоне, снижая температуру вздутия. Плотность сырых тел различалась в зависимости от способа формования. Размер пор 1㎛ был измерен как очень маленький в сырце, образованном экструдером и компрессионным формованием. По этой причине можно обеспечить более высокое внутреннее давление, необходимое для вздутия в зеленом теле, сформированном экструдером, и, в конечном итоге, раздуть агрегат при более низкой температуре.Разработав рецептуру с оптимальной комбинацией, как описано выше, и агрегаты формируются с использованием экструдера, было подтверждено, что температура активации вспенивания была снижена, и связывание плавлением было предотвращено во вращающейся печи. Поскольку температура активации вздутия живота понижена, можно ожидать также эффекта энергосбережения.
В ходе этого исследования было обнаружено, что оптимальные параметры процесса для химического состава сырья, формования сырого материала, сушки, предварительного нагрева, прокаливания и прокаливания сырья для вздутия легкого заполнителя были подтверждены.
При содержании указанных добавок механизм вспенивания черной сердцевиной работал в широком диапазоне, снижая температуру вздутия. Плотность сырых тел различалась в зависимости от способа формования. Размер пор 1㎛ был измерен как очень маленький в сырце, образованном экструдером и компрессионным формованием. По этой причине можно обеспечить более высокое внутреннее давление, необходимое для вздутия в зеленом теле, сформированном экструдером, и, в конечном итоге, раздуть агрегат при более низкой температуре.Разработав рецептуру с оптимальной комбинацией, как описано выше, и агрегаты формируются с использованием экструдера, было подтверждено, что температура активации вспенивания была снижена, и связывание плавлением было предотвращено во вращающейся печи. Поскольку температура активации вздутия живота понижена, можно ожидать также эффекта энергосбережения.
В ходе этого исследования было обнаружено, что оптимальные параметры процесса для химического состава сырья, формования сырого материала, сушки, предварительного нагрева, прокаливания и прокаливания сырья для вздутия легкого заполнителя были подтверждены. Я надеюсь, что это исследование будет использовано в качестве важной модели для проектирования всего процесса легкого заполнителя.
Я надеюсь, что это исследование будет использовано в качестве важной модели для проектирования всего процесса легкого заполнителя.
Как самому сделать керамзитоблоки. Как сделать керамзитобетонные блоки своими руками? Ручной вибропресс
Керамзит, как сыпучий утеплитель, используется не только для теплоизоляционных мероприятий, связанных с утеплением полов. Его часто используют для производства бетонных блоков, где он действует как наполнитель.От этого блоки становятся легкими, ведь керамзит в несколько раз легче гравия или щебня, который он заменяет в керамзитобетонных блоках, плюс снижается теплопроводность самого стенового материала. Производство керамзитобетонных блоков ничем не отличается от обычных бетонных блоков, главное точно соблюдать рецептуру применяемого раствора.
Обозначим состав керамзитобетона для изготовления блоков из расчета 1 м³ приготовленного раствора.
Приведенная выше рецептура соответствует марке бетона М150, достаточной для монтажа стеновых конструкций.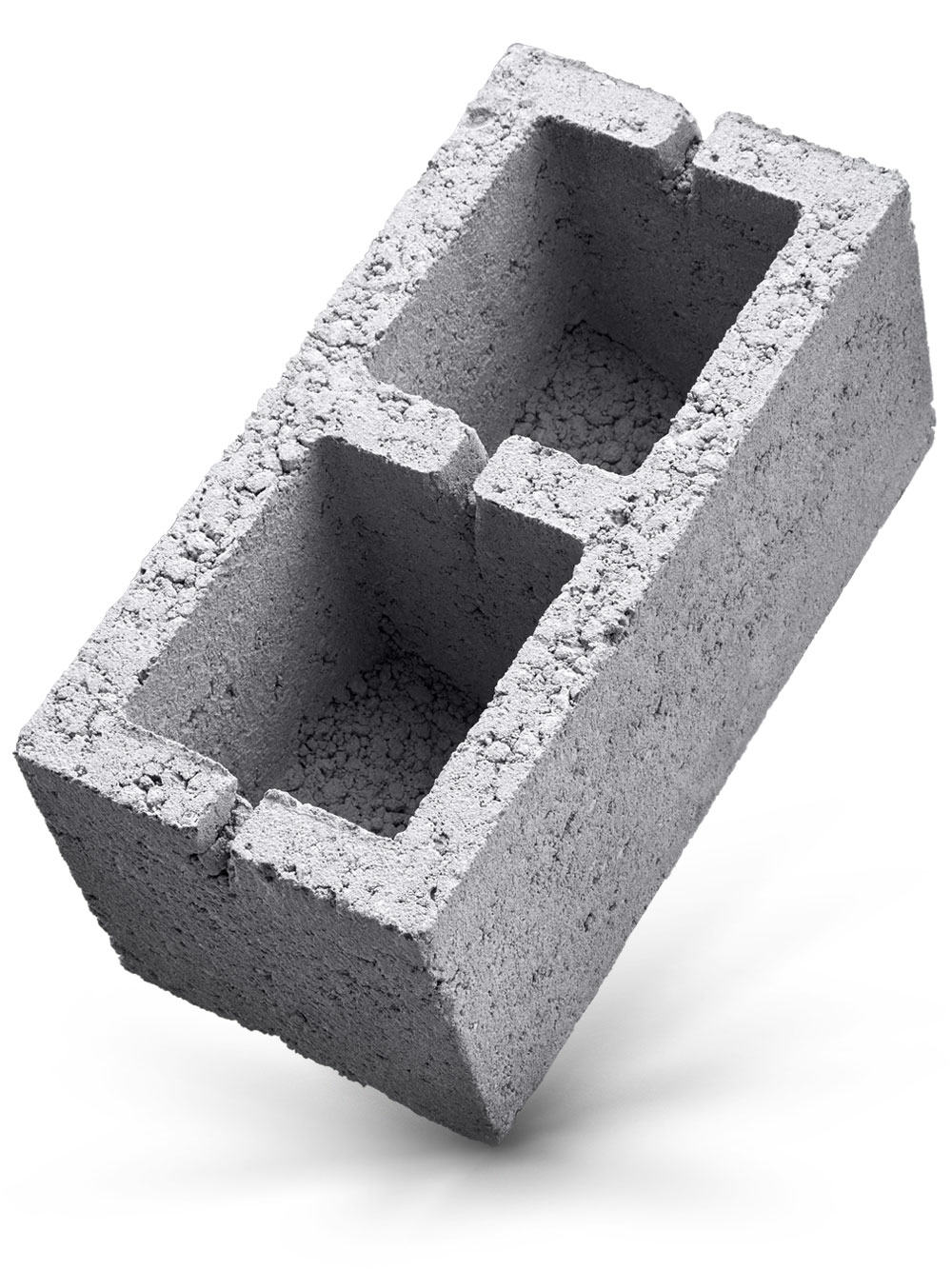
Сегодня большое внимание уделяется такой характеристике, как влагостойкость. Поэтому для производства блоков из керамзитобетона, которые легко выдерживали бы повышенную влажность и даже прямое воздействие воды (например, косой дождь), в раствор добавляют гидроизоляционные материалы. Одна из них — битумная мастика, которая смешивается в виде 10% -ного водного раствора.
Следует отметить, что рецепт этого раствора немного изменен.
Другой подход к производству керамзитобетонных блоков. Производственная линия с мощным оборудованием и высокой производительностью, с дозаторами, установленными на лимиты веса, точно по рецепту. Второй — ручной метод, при котором компоненты взвешиваются чаще в ведрах. Поэтому стоит указать вес материалов в ведрах (10 л):
- цемент — 13 кг;
- песок — 16;
- вода — 10;
- керамзит (гравий) — 4-4.5;
- керамзит (песок) — 5,5-6.
Оборудование для производства
Для изготовления блоков из легкого заполнителя (вручную) необходимо:
- бетономешалка;
- несколько лопат;
- вибрационная машина;
- несколько форм.

Бетономешалку можно купить или взять в аренду. Машины тоже продаются, хотя и не самая дешевая. Их можно сделать своими руками, а если вы хороший сварщик, то на сборку одной машины уйдет один день.Конструкций станков огромное количество. В основном это каркасные агрегаты, внутри устанавливаются и жестко закрепляются формы. К раме также жестко прикреплен вибратор, работающий от сети 220 вольт. Аппарат продается в хозяйственных магазинах.
Другой вариант — это вибростол, который представляет собой горизонтальную плоскость. Его обычно устанавливают на пружинах, и к нему прикрепляют вибратор. Для машинки вам придется сделать несколько фигур своими руками. И чем больше площадь стола, тем больше на нем уместится форм, тем выше производительность самодельного оборудования.
Важно! Не переусердствуйте, ведь вибратор обладает определенной мощностью, которой достаточно, чтобы сотрясать определенную массу.
Форма для керамзитобетонных блоков
Для изготовления форм используются различные плоские материалы: листовое железо толщиной не менее 2 мм, доски, фанера, плиты OSB и др. Основная задача подрядчика — подогнать размеры формы под габариты. блока: 190х188х390 мм (стандартный несущий стеновой блок).Есть так называемые полублоки (используются для возведения перегородок), габариты: 90х188х390.
Основная задача подрядчика — подогнать размеры формы под габариты. блока: 190х188х390 мм (стандартный несущий стеновой блок).Есть так называемые полублоки (используются для возведения перегородок), габариты: 90х188х390.
Одной из особенностей керамзитобетонных блоков являются пустоты, которые облегчают камень без снижения несущей способности, снижают стоимость за счет уменьшения объема используемой смеси и повышают тепловые характеристики изделия. Поэтому при изготовлении в формы жестко устанавливаются три трубы диаметром 40-50 мм, расположенные на одинаковом расстоянии друг от друга и от стенок формы.
Соединение труб между собой осуществляется сваркой горизонтальными перемычками (арматура, уголок или стальная лента). Формы прикрепляются к стенам электросваркой, если форма сделана из стального листа, или саморезами, если используются деревянные изделия.
Технология производства
Сам технологический процесс осуществляется в любом помещении с хорошо отлаженной системой вентиляции. Размеры помещения зависят от габаритов используемых машин.После изготовления керамзитобетонные блоки должны пройти процесс сушки, проводимый на открытой площадке на улице. Если есть вероятность атмосферных осадков, то над участком лучше соорудить навес.
Размеры помещения зависят от габаритов используемых машин.После изготовления керамзитобетонные блоки должны пройти процесс сушки, проводимый на открытой площадке на улице. Если есть вероятность атмосферных осадков, то над участком лучше соорудить навес.
В первую очередь готовится раствор: в бетономешалку заливается цемент и часть воды. Смесь перемешивают несколько минут до получения однородного состава. Затем в него порциями добавляют песок и керамзит. В конце добавляется остальная вода.Конечный раствор должен быть густым и податливым.
После этого из бетоносмесителя выгружается в заранее подготовленную емкость (корыто), а оттуда забрасывается лопатками в формы, уложенные на вибростол или устанавливаемые на вибростол. Перед этим стенки форм промазывают отработанным техническим маслом, чтобы блоки легко выходили после застывания. Пол вибростола или площадки присыпается мелким песком, чтобы бетон не прилипал.
Формы равномерно заполняются раствором, например, заброшенной в них парой лопаток. Затем включают вибратор, бетонный раствор равномерно распределяется по всему объему формы и уплотняется. Затем процесс повторяется. Эта процедура повторяется несколько раз для полного заполнения форм. Иногда для более точных размеров уложенный и уплотненный раствор дополнительно прижимают сверху металлической крышкой, это создаст на поверхности блока ровную и гладкую поверхность.
Затем включают вибратор, бетонный раствор равномерно распределяется по всему объему формы и уплотняется. Затем процесс повторяется. Эта процедура повторяется несколько раз для полного заполнения форм. Иногда для более точных размеров уложенный и уплотненный раствор дополнительно прижимают сверху металлической крышкой, это создаст на поверхности блока ровную и гладкую поверхность.
В таком виде керамзитовые блоки должны простоять не менее суток прямо в формах. Затем их вытаскивают, кладут на уличную площадку так, чтобы между ними оставался зазор в пределах 2-3 см. Блоки из керамзитобетона следует просушивать 28 дней, что придаст им фирменную прочность. Материал должен сохнуть равномерно со всех сторон, поэтому каждый блок при сушке переворачивают из стороны в сторону. Если ставить их на деревянные поддоны для сушки, то перевороты разбираться не нужно.
Производство блоков из керамзитобетона как бизнес
Начать производство керамзитовых блоков для получения прибыли — не проблема. Главное — все точно просчитать. Как показывает практика, главное требование не к оборудованию, а к размерам помещения и открытой площадки. Чем они больше, тем больше блоков можно уложить на сушку, которая длится около месяца. Поэтому предлагаются различные варианты сушки. Один из них показан на фото ниже, где вы можете увидеть специальные стеллажи с блоками, уложенными на перекрытиях.
Главное — все точно просчитать. Как показывает практика, главное требование не к оборудованию, а к размерам помещения и открытой площадки. Чем они больше, тем больше блоков можно уложить на сушку, которая длится около месяца. Поэтому предлагаются различные варианты сушки. Один из них показан на фото ниже, где вы можете увидеть специальные стеллажи с блоками, уложенными на перекрытиях.
Все остальное упирается в стоимость сырья, которая колеблется в зависимости от сезона. Летом цемент всегда дороже, потому что спрос на него растет из-за увеличения объемов строительства. Особенно это касается частного сектора.
Следовательно, производство керамзитоблоков оптимально в осенне-весенний период. Если помещение отапливается, зимой производство не останавливают. Расход готового стенового материала зимой небольшой, иногда сводится к нулю, но летом весь запас произведенной продукции будет распродан.Здесь необходимо будет пересчитать его стоимость на новую цену цемента и других комплектующих. В этом и заключается большая прибыль.
В этом и заключается большая прибыль.
Кто уже не первый год занимается данным видом бизнеса, старается все предусмотреть. Кто-то пытается зимой закупать материалы по низкой цене, но есть нюанс — цемент со временем теряет свои свойства, ухудшается качество. Кто-то, как описано выше, пытается зимой увеличить выпуск блоков. В любом случае это прибыльный бизнес, пока строительство находится на пике, а стройматериалы пользуются спросом.Блоки из керамзитобетона сегодня на пике популярности благодаря невысокой цене, высоким тепловым характеристикам и простоте монтажа.
Частные постройки с каждым годом становятся все более актуальными, ведь жить в собственном доме намного комфортнее, чем в многоэтажном доме. Но главным препятствием зачастую является высокая стоимость строительства, поэтому застройщики ищут способы сэкономить. Если сделать своими руками керамзитобетонные блоки, то это не только сэкономит значительные средства, но и послужит гарантией того, что продукция изготовлена с соблюдением норм прочности.
Что нужно для работы
Для изготовления самодельных керамзитобетонных блоков необходимо приобрести все необходимые материалы. Их количество рассчитывается исходя из планового количества продуктов, и рассчитывается в соответствии с пропорциями в объеме:
| Цемент | Если взять за основу широко распространенную марку М400, то потребуется примерно 1/10 объема блоков, которые необходимо изготовить. В одном кубометре 1300 килограммов цемента, именно этим показателем стоит руководствоваться при определении необходимого количества. |
| Керамзит | Вам понадобится вариант с плотностью от 350 до 500 кг / м3, оптимальная фракция от 5 до 20 мм. Поскольку в раствор необходимо добавить 8 частей, несложно догадаться, что этот материал будет основным. Цена на керамзит довольно демократичная, поэтому опасаться огромных затрат не стоит. |
| Песок | Лучше всего приобретать среднезернистый или крупнозернистый речной песок без примесей глины и чернозема. Подойдет и песок из карьеров, но желательно его хотя бы просеять, а лучше вообще промыть. Для приготовления требуется 2 части, исходя из этого, и объем рассчитывается Подойдет и песок из карьеров, но желательно его хотя бы просеять, а лучше вообще промыть. Для приготовления требуется 2 части, исходя из этого, и объем рассчитывается |
| Вода | На технологию требуется примерно 215-230 литров на м3. Правильная дозировка воды очень важна для прочности блоков. Недостаток его, а также избыток приводит к снижению прочности и появлению трещин на поверхности в процессе высыхания. |
| Присадки | Этот компонент используется по желанию, но следует учитывать, что различные добавки позволяют значительно улучшить свойства бетона и повысить его влагостойкость и морозостойкость. При их использовании вероятность появления трещин на изделиях намного меньше. |
Совет!
Для улучшения качества изделий и экономии средств лучше приобретать универсальные, улучшающие свойства смеси и повышающие ее пластичность.
Организация рабочего процесса
На самом деле процесс настолько прост, что для производства керамзитобетонных блоков практически не требуется оборудования. Но некоторые из простейших устройств все равно понадобятся.
Но некоторые из простейших устройств все равно понадобятся.
Формы для блоков
Возможны два варианта: либо приобрести готовые варианты, либо сделать их самостоятельно.
В первом случае следует руководствоваться следующими факторами:
- Новые формы довольно дороги, но вы также можете купить бывшие в употреблении конструкции. … Их стоимость намного ниже, но важно тщательно проверять каждое изделие на предмет повреждений и соответствия геометрическим параметрам.
- Важно выбрать оптимальные габариты, чаще всего используется вариант 190х190×390 для стен и вариант 80х190×390 для установки внутренних перегородок. Параметры могут отличаться в зависимости от специфики работы.
- Другой вариант — аренда строений. , в некоторых регионах такая услуга предоставляется, что позволяет существенно сэкономить на расходах.
Второй вариант — собрать формы своими руками.
Инструкции по изготовлению следующие:
- Можно собрать каркас из досок толщиной 25 мм, при этом их внутренняя поверхность желательно обшить листовым металлом или жестью. Параметры для блоков принимаются такими же, как для стандартных форм или любых других.
 Параметры для блоков принимаются такими же, как для стандартных форм или любых других.
Параметры для блоков принимаются такими же, как для стандартных форм или любых других.На фото — один из вариантов оформления из доски или фанеры
- Другое решение — изготовление каркаса из листового металла, усиленного металлическими уголками.Для фиксации формы можно использовать либо защелки, либо болтовое соединение через приварные проушины, либо стяжку со шпильками и барашковыми гайками.
- Для создания пустот можно использовать как специально подготовленные заготовки, так и просто бутылки. Все зависит от возможностей и пожеланий.
Другой вариант — станок для легкого заполнителя бетонных блоков, представляет собой комбинированный вибрационный агрегат и формы, в малых вариантах их 2-4 шт, в более производительных их количество может быть намного больше.
Формовочные изделия
Данный этап осуществляется следующим образом:
- Раствор готовят в указанных выше пропорциях.Важно следить за тем, чтобы консистенция была оптимальной. Лучше всего использовать бетономешалку, это гарантирует высокое качество смешивания, что очень важно для прочности изделий.
 Лучше всего использовать бетономешалку, это гарантирует высокое качество смешивания, что очень важно для прочности изделий.
Лучше всего использовать бетономешалку, это гарантирует высокое качество смешивания, что очень важно для прочности изделий.Совет!
Проще всего проверить консистенцию так: небольшое количество состава сжимается в руке, должен получиться плотный комок, который при падении на землю ломается.
- Дальнейшее рассмотрение вопроса, как самому сделать керамзитобетонные блоки, зависит от того, имеется ли у вас виброустановка.Если есть, то формы заполняются и устанавливаются на оборудование для удаления воздуха из состава. Если установки нет, то состав утрамбовывают булавкой или деревянной палкой.
- Получившиеся самодельные керамзитобетонные блоки оставляют на сутки, после чего формы можно разобрать и аккуратно выложить изделия на ровную поверхность для дальнейшей просушки. Полная сила продукта достигается в течение четырех недель.
Если вы не умеете резать керамзитобетонные блоки, то лучше всего подойдет болгарка с алмазным диском по бетону и камню диаметром 230 мм, так как специальные пилы по кирпичу есть не у всех.
Выход
Видео в этой статье поможет вам еще лучше разобраться в этом процессе. Важно соблюдать все требования технологии, и вы получите отличный результат.
Керамзитоблоки — это легкий строительный материал, обладающий высокой прочностью, практичностью и, что самое главное, эксплуатационными характеристиками. Несмотря на небольшой вес, модули обладают высокой плотностью, низкой теплопроводностью и разнообразием моделей.Экологическая чистота материала — еще один плюс модулей, поэтому, если застройщик хочет взять строительство здания в свои руки с самого начала процесса, стоит наладить производство керамзитобетонных блоков. на его сайте. Более того, производство блоков из легкого заполнителя из бетона потребует небольших финансовых вложений, а стоимость модуля будет намного ниже, чем покупка готового изделия у производителя.
Оборудование для производства модулей
Для изготовления керамзитобетонных блоков своими руками необходимо приобрести, арендовать или изготовить соответствующее оборудование, а также закупить качественное сырье. И здесь дешеветь не стоит — чем выше качество исходного материала, тем прочнее и практичнее будут модули. Для облегчения процесса и наладки линии по производству блоков из легкого заполнителя из бетона в необходимом для застройщика количестве потребуется следующее оборудование:
И здесь дешеветь не стоит — чем выше качество исходного материала, тем прочнее и практичнее будут модули. Для облегчения процесса и наладки линии по производству блоков из легкого заполнителя из бетона в необходимом для застройщика количестве потребуется следующее оборудование:
- Вибростол;
- Бетономешалка;
- Формовка металлических поддонов.
Если позволяют финансы, неплохо приобрести установку вибропрессовочного типа, она заменит два устройства: формы и вибростол.Также необходимо найти хорошее помещение с ровным полом и определить место для сушки модулей.
Важно! Вибростолы различаются по маркам и производительности: некоторые из них производят до 120 модулей в час, а некоторые — до 70 единиц. Малоформатные машины мощностью до 0,6 кВт и производительностью до 20 блоков / час вполне подходят для частного использования. Градация цен в пределах 30 долларов — это идеальные по своим компактным размерам устройства, применяемые для производства керамзитобетонных блоков своими руками в частном домостроении.

Также возможно изготовление машины для производства блоков из легкого заполнителя собственными силами.
Также возможно изготовление станка для производства керамзитобетонных блоков собственными силами. При небольшой сноровке и небольшом количестве навыков устройство получится не хуже заводского, но его цена будет в 10 раз ниже. Предлагаем вариант наиболее простого оборудования для производства керамзитобетонных блоков типа «курица-несушка» — это агрегат, оборудованный формовочной коробкой без дна, вибратором, расположенным на боковой стенке, и ручками для демонтажа матрицы. .
Важно! Стандартные размеры одного блока — 390 * 190 * 188 мм, допустимый процент пустот не более 30%, а прорези могут быть как круглыми, так и продолговатыми — важно только, чтобы стержневой формирователь был выполнен в виде конус для облегчения снятия формовочной коробки с готового блока.
Для изготовления матрицы потребуется лист металла толщиной 3-5 мм, из которого нужно вырезать заготовку с запасом 5 см на процесс уплотнения смеси. Молдинг выполнен в виде проходной коробки без дна. Сварной шов должен оставаться снаружи, иначе он испортит форму модуля.
Молдинг выполнен в виде проходной коробки без дна. Сварной шов должен оставаться снаружи, иначе он испортит форму модуля.
Для устойчивости станка по бокам устройства приварены полосы профильных тонких труб, а по периметру конструкция снабжена резиновым покрытием. Неплохо оборудовать всю систему фартуком, чтобы раствор не пролился. А вот вибратор сделан от двигателя старой стиральной машины мощностью 150 Вт (это можно сделать смещением центров).К валу крепится металлическая полоса с краевым отверстием — эксцентрик, параметры которого лучше всего определить опытным путем. Если у вас остались вопросы, как сделать станок для изготовления модулей, посмотрите видео — ответы будут полными и подробными.
Процесс изготовления и изготовления модулей из керамзита своими руками
Для приготовления смеси и блоков понадобится форма с гладкой поверхностью. Допускается выполнение заготовок как из металлического листа, так и из досок — в этом случае готовый модуль получится фактурным. Сам процесс включает 4 этапа:
Сам процесс включает 4 этапа:
- Смешивание ингредиентов строго по рецептуре. В частности, песок составляет 3 части от общего объема смеси, вода — 0,8-1 часть, как цемент, но берут 6 частей керамзита. Важно не только соблюдать рецептурную технологию производства керамзитобетонных блоков, но и правильно перемешать компоненты: сначала в бетономешалку кладут воду, керамзит, затем цемент и песок. При использовании дополнительных компонентов они также загружаются в емкость бетономешалки.
- После обещаний начинается этап лепки. Использование вибрационной машины ускорит процесс: смесь помещается в формовку, куда предварительно укладывается плита, включается двигатель на вибрацию, удаляется лишний состав.
- Поднимите пластину готовой формы за ручки, вы получите полноценный модуль, который отправляют на сушку.
- Сушка длится не менее 48 часов, при этом детали необходимо защищать от солнца и дождя.После высыхания плиты снимаются с модулей.
Это самый быстрый процесс, при котором изготовление керамзитобетонных блоков в домашних условиях не вызывает проблем. Однако при необходимости сделать керамзитобетонные блоки своими руками более прочными и плотными имеет смысл добавить процесс пропаривания, тогда материал приобретет повышенную прочность, а время схватывания марочного бетона сократится до 28 дн.
Однако при необходимости сделать керамзитобетонные блоки своими руками более прочными и плотными имеет смысл добавить процесс пропаривания, тогда материал приобретет повышенную прочность, а время схватывания марочного бетона сократится до 28 дн.
Варианты состава смеси разные, но главными составляющими являются песок, вода, цемент и керамзит.В качестве добавки могут быть добавлены омыленные древесные смолы, повышающие морозостойкость материала, и технический лигиносульфонат, повышающий когезию смеси.
А теперь еще немного о том, как самому сделать керамзитобетонные блоки:
- Для приготовления раствора пропорции и ингредиенты следующие:
- портландцемент М400 или портландцемент шлаковый — 1 часть;
- Керамзитовый гравий — 8 частей;
- Песок кварцевый чистый — 2 части и 3 части для текстурированного слоя;
- Чистая вода — из расчета 225 литров на 1м3 смеси.
Совет! Чтобы добавить пластичности, рекомендуется добавить ложку обычного стирального порошка или средства для мытья посуды.

- Все ингредиенты заливаются в бетономешалку, причем здесь сначала нужно высыпать сухие компоненты, а уже потом вливать воду. Если пропорции соблюдены, то масса по консистенции будет похожа на пластилин.
Совет! Полученный блок будет весить примерно 16-17 кг. При этом допускается форма заготовки как типовых размеров, так и произвольная: 390 * 190 * 14, 190 * 190 * 140 и другие.
- Молдинги устанавливаются на ровную поверхность, изнутри стенки заготовки обильно смазываются машинным маслом, а основание присыпается песком.
- Заполните формы смесью, утрамбуйте их на вибростоле или используйте для этого деревянный брусок. Набивка проводится до образования цементного молока. После этого поверхность выравнивается, а заготовки отправляются на сушку.
Важно! Опалубку снимают не раньше, чем через сутки! Важно беречь заготовки от прямых солнечных лучей, так как неравномерное высыхание приводит к растрескиванию поверхности модулей.

Как видите, купить, изготовить оборудование для производства керамзитовых блоков в домашних условиях несложно и пройти все процессы. Но изготовленные таким образом модули будут не хуже заводских.
Рассчитываем стоимость
Все работы требуют предварительных расчетов, иначе заводить производство керамзитобетонных блоков в домашних условиях своими руками не стоит. Для расчета стоимости вам потребуется точно узнать цену комплектующих и понять, сколько будет стоить единица готового материала.В частности, с учетом стандартного модуля 390 * 190 * 140 мм объем раствора составляет 14 литров. Вычитаем пустообразователи, которых, как правило, не более 25-30%, итого получается 11 литров смеси. Теперь расчет компонентов:
- На один кусок уходит 0,005 кубометра песка, который заполняет 5 литров всего объема;
- Керамзит примерно такой же, как песок; Цемент
- понадобится 1,25 кг.
Осталось узнать цену ингредиентов, учесть воду, другие компоненты и рассчитать удельную стоимость модуля. По самым приблизительным подсчетам, это будет до 5 долларов. Как видите, цена невероятно низкая. Однако для полной картины недостаточно подсчитать стоимость оборудования, трудозатраты и время, которые любой разработчик обязательно должен учитывать в расчетах. Но даже в такой комплектной ситуации стоимость блочных модулей, из которых получатся отличные стены из керамзитобетонных блоков, сделанных своими руками, все равно ниже, чем у завода-производителя. Поэтому, если вы планируете разместить свой дом на участке, посмотрите еще раз технологию изготовления материала, видеоролики от профессионалов и начните планировать процесс запуска производства керамзитобетонных блоков на своем участке — это выгодно, практично и доступно. для каждого мастера.
По самым приблизительным подсчетам, это будет до 5 долларов. Как видите, цена невероятно низкая. Однако для полной картины недостаточно подсчитать стоимость оборудования, трудозатраты и время, которые любой разработчик обязательно должен учитывать в расчетах. Но даже в такой комплектной ситуации стоимость блочных модулей, из которых получатся отличные стены из керамзитобетонных блоков, сделанных своими руками, все равно ниже, чем у завода-производителя. Поэтому, если вы планируете разместить свой дом на участке, посмотрите еще раз технологию изготовления материала, видеоролики от профессионалов и начните планировать процесс запуска производства керамзитобетонных блоков на своем участке — это выгодно, практично и доступно. для каждого мастера.
Комментарии:
Легкие блоки из заполнителя своими руками сделать несложно. Для их создания используется керамзитобетонная смесь, которая значительно снижает вес будущей конструкции.
Благодаря использованию натуральных материалов блоки экологически чистые.
Характеристики керамзитобетонных блоков
Керамзитобетонные блоки состоят из песка, цемента, воды и наполнителя, который используется как керамзит, поэтому любой мастер может изготовить их самостоятельно.Таким образом можно сэкономить значительные суммы денег. Понятно, что такие блоки нельзя использовать для строительства многоэтажного дома, но для строительства гаража, сарая или домика керамзитовые блоки ручной работы — идеальное решение.
Если вы решили изготовить керамзитовые блоки своими руками, то вам следует знать, что по своим экологическим характеристикам они приравнены к обычным кирпичам, так как производятся из натуральных материалов.
Формы для изготовления керамзитобетонных блоков.
Керамзит используется в качестве наполнителя при изготовлении этого строительного материала. Поскольку он легкий, вес блоков также невелик. Если вас интересует вопрос, как сделать керамзитобетонные блоки своими руками, и вы реализуете это решение, вы можете значительно снизить стоимость строительных работ. Сравнивая затраты при строительстве из обычного кирпича и таких блоков, вы можете сэкономить около 30% своих денег.То, что одному блоку соответствует 7 кирпичей, позволяет ускорить процесс строительства.
Также можно приобрести указанный материал, но максимальная польза будет в том случае, если вы сделаете керамзитобетонные блоки своими руками.
Одним из недостатков этого строительного материала является его низкая прочность, что объясняется высокой пористостью. Для повышения этого показателя при изготовлении блоков в смесь необходимо добавлять кварц или обогащенный песок.
Если вы делаете строительные блоки своими руками и будете использовать их для создания внутренних перегородок, несущих незначительные нагрузки, то можно использовать керамзитовый песок. В том случае, если вы будете строить из этого материала несущие стены и укладывать на них железобетонные перекрытия, лучше использовать обогащенный песок.
В зависимости от пропорции компонентов, входящих в смесь для изготовления блоков, определяются конечные характеристики строительного материала.

Если вы хотите получить материал с высокими теплоизоляционными свойствами, то нужно увеличить количество керамзита, но в этом случае прочностные характеристики блоков снизятся.
В зависимости от пропорций компонентов керамзитобетонные блоки укрепятся или приобретут повышенные теплоизоляционные свойства.
Плотность такого строительного материала почти на 50% меньше, чем у керамического или силикатного кирпича, что позволяет снизить нагрузку на фундамент здания.Вы можете сэкономить на его строительстве, так как его можно сделать менее мощным.
Если вы все же решили изготовить такие строительные блоки самостоятельно, то нужно учесть, что они, по сравнению с кирпичом, имеют более высокую пористость и поэтому хрупкие, менее долговечные.
Еще один недостаток этого стройматериала — невысокая морозостойкость, поэтому отделывать стены необходимо в обязательном порядке. Если сравнивать их с газобетоном, то этот материал обрабатывается хуже.
Вернуться к содержанию
Блоки самодельные
Создание керамзитобетонных блоков своими руками — задача, которую под силу любому мастеру. Вы можете проделать эту работу самостоятельно, а если вы будете работать вместе, то вы действительно сможете изготавливать 100-120 штук указанного строительного материала в день.
Если следовать инструкции и технологии, то можно самостоятельно подготовить материал, например, для строительства гаража, сарая, других подсобных помещений или небольшого дома.
Для начала вам понадобится форма, она может быть деревянной или металлической. Из досок сделать форму проще и дешевле. Чтобы блоки было легче вытягивать, рекомендуется обивать их жестью. Чтобы форма в процессе эксплуатации не меняла своих размеров, на концах двух ее половинок необходимо сделать специальные закрытия.
Так как вы все делаете своими руками, размеры могут быть теми, что удобны в вашем случае. Все будет зависеть от размера подготовленной формы.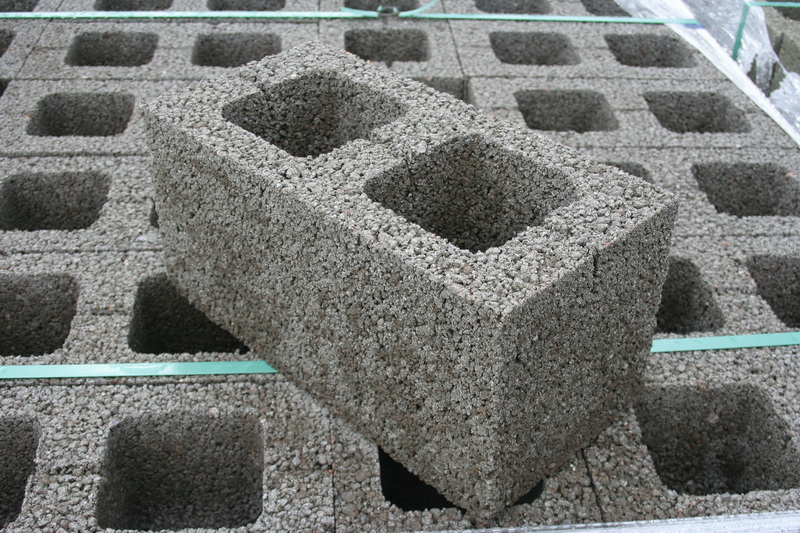
С помощью формы можно производить до 100 блоков из легкого заполнителя в сутки.
Для выполнения работ вам понадобится:
- бланк;
- Мастер ОК;
- лопата;
- готовая смесь; Металлический лист
- , по которому будут проводиться работы;
- вибростол.
Для приготовления раствора лучше всего приобрести или арендовать бетономешалку, но если это невозможно и требуется небольшое количество строительного материала, то раствор можно приготовить вручную.
Для приготовления раствора вам потребуется:
- 1 часть цемента, необходимо использовать не менее М 400.
- 8 частей керамзита. Для упрощения расчетов необходимо руководствоваться тем, что в ведре емкостью 10 литров поместится около 5 кг керамзита фракцией 5-20 мм. Вам понадобится около 300-500 кг керамзита на кубический метр раствора. Все будет зависеть от того, какая плотность бортиков вам нужна.
- 1 часть воды.
- 3 части песка, он не должен содержать примесей глины.
- 1 часть обычного стирального порошка, это сделает смесь более пластичной.

Для получения блоков лучшего качества необходимо использовать вибростол. Вы можете купить его, сделать самостоятельно или просто взять напрокат. Если у вас нет такой возможности, то утрамбовать состав по форме можно и с помощью обычной лопаты, но качество и прочность полученного строительного материала будут невысокими.
После застывания раствора, а это будет зависеть от погодных условий, форму снимают, и блоки оставляют еще на 2 дня. Теперь их можно складывать и использовать для строительства через 28 дней.
Так как мы убедились в технологичности, надежности и практичности этого материала. Эта статья расскажет, что такое керамзитобетонные блоки и как их сделать своими руками, в чем их особенности и преимущества перед другими строительными материалами.
Вы узнаете о технологии производства, как можно сделать керамзитобетонные блоки своими руками, стоит ли этот процесс потраченных сил и времени.
Керамзитобетон легкий, что позволяет создать прочное жилье достаточно презентабельного вида даже на незначительном фундаменте.
Керамзитобетон — единственный с наиболее перспективными современными строительными материалами. Его свойства по скорости возведения различных объектов и экономичности использования значительно превосходят качество других материалов.
Конструкции из керамзитобетона изготавливаются исключительно из натуральных компонентов, поэтому не выделяют токсичных веществ в окружающую среду. Если верить отзывам тех, кто строил дом из легких керамзитобетонных блоков, они утверждают, что в помещении созданы очень комфортные климатические условия для проживания.
Примечание. Качественные керамзитобетонные блоки имеют плотность от 600 до 1800 кг / м3.
Производство керамзитобетонных блоков
Керамзитобетон обладает уникальными свойствами, определяемыми особенностями их изготовления.За основу взят керамзит — экологически чистый материал.
Имеет поры по структуре напоминающие губку, в которых находится специально обожженная глина, приобретающая текстуру застывшей пены. В результате такой материал получается очень легким и прочным. Цемент используется как связующий компонент.
Прочность и способность удерживать тепло зависит от правильных пропорций смеси. Чем больше гранул в смеси, тем более хрупким становится блок, но при этом и теплее, и наоборот.
Разновидности керамзитобетонных блоков
Керамзитобетонные конструкции по собственным физико-технологическим данным и назначению делятся на:
Плотность теплоизоляционных керамзитобетонных блоков самая низкая. Этот вид керамзита изготавливается особым образом, что способствует образованию крупных пор. Плотность таких гранул 150-200 кг / м3.
Конструкционный керамзит имеет сходство с натуральным камнем, поэтому стены дома из такого материала будут чрезвычайно плотными.Существенным преимуществом керамзитобетона перед другими стройматериалами является цена.
Темпы возведения стен из керамзитобетона в 4 раза быстрее по сравнению с кирпичными зданиями. Кроме того, при строительстве домов из этого материала используется в 2 раза меньше раствора, опять же по сравнению с кирпичом.
Форма блоков из легкого заполнителя сложная, в нем много пустот-щелей, улучшающих удержание тепла в доме.
Желание иметь частный дом толкает людей на поиск дешевых материалов для строительства.Керамзитобетонные блоки — это как раз тот материал, который пользуется все большей популярностью у застройщиков.
Главная особенность керамзитобетона заключается в том, что, помимо невысокой рыночной стоимости, его можно изготавливать своими руками. Предлагаем рассмотреть основные нюансы и хитрости, а также состав керамзитобетонных блоков по ГОСТу.
Что нужно для начала?
Процесс изготовления несложный, главное придерживаться пропорционального соотношения компонентов — 1: 3: 8.Вода добавляется из расчета 200 литров на 1 м3.
Материалы (править)
Инструменты
Ручной вибропресс
Купить можно в магазинах, где продают все для строительства. Примерная стоимость 7-10 тысяч рублей. Также можно заказать у производителей. В конструкции уже есть специальные формы для отливки блоков. Также машинку можно сделать своими руками из старого двигателя и металлической столешницы.
Если у вас есть необходимое количество форм и лишняя пара рук, за сутки можно изготовить около 150 керамзитобетонных блоков.
За один рабочий цикл станок производит от 1 до 4 блоков. А если собрать бригаду из нескольких рабочих, то количество может увеличиться примерно в 2 раза. Блоки можно сделать без оборудования, главное подобрать вместительную емкость для замеса и разлить по формочкам.
Сами формы для керамзитобетонных блоков могут быть из металла, пластика, дерева (крепятся уголками из металла, также можно обшивать изнутри).Для образования пустот в блоках некоторые мастера используют пластиковые бутылки, наполненные водой.
При замешивании раствора сначала берется точное количество воды. Смешиваются песок, цемент и керамзит, песок, а затем вводятся жидкие вещества (вода, пластификаторы). По внешнему виду смесь должна получиться размягченным пластилином.
Сушка керамзитобетона
Завершающим этапом изготовления блоков из керамзитобетона является сушка готового изделия.
Это займет около 2 дней. Во влажную погоду скала увеличивается.
Затем блоки укладываются на поддоны в ряд по 3-4 штуки. Готовые блоки нельзя подвергать воздействию солнечных лучей и дождя; лучше держать их под навесом. Вводятся в эксплуатацию через 1-1,5 недели после изготовления.
Оптимальный вариант — сушить месяц. Перед укладкой блоки очищаются от шероховатостей и неровностей.
Себестоимость керамзитобетонных блоков своими руками
По некоторым оценкам, ориентировочная цена керамзитобетонных блоков составит около 20 рублей.Для сравнения: цена готовой продукции около 80 рублей. Экономия, как говорится на лицо.
Экономия, как говорится на лицо.
Влияние летучей золы, золы и легкого керамзитобетона на бетон
Разработка новых методов укрепления бетона ведется десятилетиями. Развивающиеся страны, такие как Индия, используют обширные армированные строительные материалы, такие как летучая зола, зольный остаток и другие ингредиенты при строительстве RCC.В строительной отрасли большое внимание уделяется использованию летучей золы и зольного остатка в качестве заменителя цемента и мелкого заполнителя. Кроме того, для облегчения веса бетона был введен легкий керамзит вместо крупного заполнителя. В данной статье представлены результаты работ, выполненных в режиме реального времени для формирования легкого бетона, состоящего из летучей золы, зольного остатка и легкого керамзитового заполнителя в качестве минеральных добавок. Экспериментальные исследования бетонной смеси M 20 проводят путем замены цемента летучей золой, мелкого заполнителя золой и крупного заполнителя легким керамзитом из расчета 5%, 10%, 15%, 20%, 25 %, 30% и 35% в каждой смеси, их прочность на сжатие и прочность на разрыв бетона обсуждались в течение 7, 28 и 56 дней, а прочность на изгиб обсуждалась для 7, 28 и 56 дней в зависимости от оптимальной дозировки. замены бетона по прочности на сжатие и раздельному разрыву.
1. Введение
Бетон с высокими эксплуатационными характеристиками указывает на исключительную форму бетона, наделенную удивительной производительностью и прочностью, которые не требуют периодической оценки на регулярной основе с использованием традиционных материалов и стандартных методов смешивания, укладки и отверждения [1] . Обычный портландцемент (OPC) занял незавидную и непобедимую позицию в качестве важного материала в производстве бетона и тщательно выполняет свои задуманные обязательства в качестве необычного связующего для соединения всех собранных материалов.Для достижения этой цели остро необходимо сжигание гигантской меры топлива и гниение известняка [2]. Некоторые марки обычного портландцемента (OPC) доступны по индивидуальному заказу, адаптированному к классификации конкретного национального кода. В этом отношении Бюро индийских стандартов (BIS) прекрасно справляется с задачей классификации трех отдельных классов OPC, например, 33, 43 и 53, которые всегда широко использовались в строительной отрасли [3]. Прочность, стойкость и различные характеристики бетона зависят от свойств его ингредиентов, пропорции смеси, стратегии уплотнения и различных мер контроля при укладке, уплотнении и отверждении [4].Бетон, содержащий отходы, может способствовать управляемому качеству строительства и способствовать развитию области гражданского строительства за счет использования промышленных отходов, минимизации использования природных ресурсов и производства более эффективных материалов [5]. В портландцементном бетоне используется летучая зола, когда характеристики потери при возгорании (LOI) находятся в пределах 6%. Летучая зола содержит кристаллические и аморфные компоненты вместе с несгоревшим углеродом. Он охватывает различные размеры несгоревшего углерода, который может достигать 17% [6].Летучая зола часто упоминается как прудовая зола, и в течение длительного времени вода может стекать. Обе методики позволяют сбрасывать летучую золу на свалки в открытом грунте. Химический состав летучей золы продолжает меняться в зависимости от типа угля, используемого для сжигания, условий горения и производительности откачки устройства контроля загрязнения воздуха [7].
Прочность, стойкость и различные характеристики бетона зависят от свойств его ингредиентов, пропорции смеси, стратегии уплотнения и различных мер контроля при укладке, уплотнении и отверждении [4].Бетон, содержащий отходы, может способствовать управляемому качеству строительства и способствовать развитию области гражданского строительства за счет использования промышленных отходов, минимизации использования природных ресурсов и производства более эффективных материалов [5]. В портландцементном бетоне используется летучая зола, когда характеристики потери при возгорании (LOI) находятся в пределах 6%. Летучая зола содержит кристаллические и аморфные компоненты вместе с несгоревшим углеродом. Он охватывает различные размеры несгоревшего углерода, который может достигать 17% [6].Летучая зола часто упоминается как прудовая зола, и в течение длительного времени вода может стекать. Обе методики позволяют сбрасывать летучую золу на свалки в открытом грунте. Химический состав летучей золы продолжает меняться в зависимости от типа угля, используемого для сжигания, условий горения и производительности откачки устройства контроля загрязнения воздуха [7].![]() Для воздействия летучей золы и замены всего вытоптанного песчаника на бетонные и мраморные разбрасыватели использовались сборные бетонные блокирующие квадраты [8].Принимая во внимание мощность бетонных зданий, современная бетонная методология устанавливает экстраординарные меры для снижения температуры на высшем уровне и разницы температур за счет использования материалов с минимальным уровнем выделения тепла, чтобы избежать или снова уменьшить тепловое расщепление, что приведет к предотвращению теплового расщепления. разложение бетона [9]. Производство бетона осуществляется при чрезвычайно высоких и незаметно низких температурах бетона, чтобы понять удобоукладываемость и качество сжатия [10].Статистическая модель и кинетические свойства изгиба, разрыва при растяжении, а также модуль гибкости по устойчивости к сжатию проистекают из необоснованного коэффициента корреляции [11]. Известно, что бетон, полученный из мельчайших общих и превосходных пустот, обогащен блестящими знаниями по исключению материалов [12].
Для воздействия летучей золы и замены всего вытоптанного песчаника на бетонные и мраморные разбрасыватели использовались сборные бетонные блокирующие квадраты [8].Принимая во внимание мощность бетонных зданий, современная бетонная методология устанавливает экстраординарные меры для снижения температуры на высшем уровне и разницы температур за счет использования материалов с минимальным уровнем выделения тепла, чтобы избежать или снова уменьшить тепловое расщепление, что приведет к предотвращению теплового расщепления. разложение бетона [9]. Производство бетона осуществляется при чрезвычайно высоких и незаметно низких температурах бетона, чтобы понять удобоукладываемость и качество сжатия [10].Статистическая модель и кинетические свойства изгиба, разрыва при растяжении, а также модуль гибкости по устойчивости к сжатию проистекают из необоснованного коэффициента корреляции [11]. Известно, что бетон, полученный из мельчайших общих и превосходных пустот, обогащен блестящими знаниями по исключению материалов [12]. В Индии энергетическое подразделение, сосредоточенное на угольных тепловых электростанциях, производит колоссальное количество летучей золы, оцениваемое примерно в 11 крор тонн в год.Потребление летучей золы оценивается примерно в 30% для обеспечения различных инженерных свойств [13]. При зажигании угля для выработки энергии в котле выделяется около 80% несгоревшего материала или золы, которая уносится с дымовыми газами и улавливается и утилизируется в виде летучей золы. Остаточные 20% золы помогают высушить базовую золу [14]. В момент сжигания пылевидного угля в котле с сухим днищем от 80 до 90% несгоревшего материала или золы уносится с дымовыми газами, улавливается и восстанавливается в виде летучей золы.Остаточные 10–20% золы предназначены для сушки шлаков, песка, материала, который собирается в заполненных водой контейнерах у основания печи [15]. Зольный шлак в бетоне создается методом фракционного, почти агрегатного и тотального замещения мелкозернистых заполнителей в бетоне [16].
В Индии энергетическое подразделение, сосредоточенное на угольных тепловых электростанциях, производит колоссальное количество летучей золы, оцениваемое примерно в 11 крор тонн в год.Потребление летучей золы оценивается примерно в 30% для обеспечения различных инженерных свойств [13]. При зажигании угля для выработки энергии в котле выделяется около 80% несгоревшего материала или золы, которая уносится с дымовыми газами и улавливается и утилизируется в виде летучей золы. Остаточные 20% золы помогают высушить базовую золу [14]. В момент сжигания пылевидного угля в котле с сухим днищем от 80 до 90% несгоревшего материала или золы уносится с дымовыми газами, улавливается и восстанавливается в виде летучей золы.Остаточные 10–20% золы предназначены для сушки шлаков, песка, материала, который собирается в заполненных водой контейнерах у основания печи [15]. Зольный шлак в бетоне создается методом фракционного, почти агрегатного и тотального замещения мелкозернистых заполнителей в бетоне [16]. С другой стороны, из легкого бетона неудобно относить корпус к уникальной категории материалов. Однако у LWC (легкого бетона) четкие края, и падение общих расходов, вызванное более низкими статическими нагрузками, постоянно перекрывается повышенными производственными затратами [17].Фактически, легкий бетон стал приятным фаворитом по сравнению со стандартным бетоном с точки зрения множества непревзойденных характеристик. Снижение собственного веса обычно приводит к сокращению производственных затрат [18]. Самоуплотняющийся бетон на заполнителях с нормальным весом (SCNC) должен стать фаворитом при разработке. Рост затрат на строительство SCLC положительно согласуется с ростом расходов на SCNC [19]. Собственный вес бетона из легкого заполнителя оценивается примерно на 15% ~ 30% легче, чем у стандартного бетона, что в достаточной степени соответствует механическим характеристикам, которые требуются для дорожной опоры при указанной степени плотности [20].Растущее использование легкого бетона (LWC) привело к необходимости производства искусственного легкого бетона в целом, что может быть выполнено с помощью методики сборки холодным склеиванием. Производство искусственных легких заполнителей методом холодного склеивания требует гораздо меньших затрат энергии по сравнению со спеканием [21]. Легкий бетон, изготовленный из натуральных или искусственных легких заполнителей, доступен во многих частях мира. Его можно использовать в составе бетона с широким разнообразием удельного веса и подходящего качества для различных применений [22].Бетон из легких заполнителей повышает его эффективность, предотвращая близлежащие повреждения, вызванные баллистической нагрузкой. Более низкий модуль упругости и более высокий предел деформации при растяжении обеспечивают легкий бетон, противоположный стандартному бетону, с превосходной ударопрочностью [23]. Строители все чаще рекомендуют легкий бетонный материал для достижения приемлемого улучшения из-за его высоких прочностных и термических свойств [24]. Сила адгезии достигается за счет прочности связующего и сцепления агрегатов, которые постоянно сосредоточены на угловатости, ровности и растяжении [25].
С другой стороны, из легкого бетона неудобно относить корпус к уникальной категории материалов. Однако у LWC (легкого бетона) четкие края, и падение общих расходов, вызванное более низкими статическими нагрузками, постоянно перекрывается повышенными производственными затратами [17].Фактически, легкий бетон стал приятным фаворитом по сравнению со стандартным бетоном с точки зрения множества непревзойденных характеристик. Снижение собственного веса обычно приводит к сокращению производственных затрат [18]. Самоуплотняющийся бетон на заполнителях с нормальным весом (SCNC) должен стать фаворитом при разработке. Рост затрат на строительство SCLC положительно согласуется с ростом расходов на SCNC [19]. Собственный вес бетона из легкого заполнителя оценивается примерно на 15% ~ 30% легче, чем у стандартного бетона, что в достаточной степени соответствует механическим характеристикам, которые требуются для дорожной опоры при указанной степени плотности [20].Растущее использование легкого бетона (LWC) привело к необходимости производства искусственного легкого бетона в целом, что может быть выполнено с помощью методики сборки холодным склеиванием. Производство искусственных легких заполнителей методом холодного склеивания требует гораздо меньших затрат энергии по сравнению со спеканием [21]. Легкий бетон, изготовленный из натуральных или искусственных легких заполнителей, доступен во многих частях мира. Его можно использовать в составе бетона с широким разнообразием удельного веса и подходящего качества для различных применений [22].Бетон из легких заполнителей повышает его эффективность, предотвращая близлежащие повреждения, вызванные баллистической нагрузкой. Более низкий модуль упругости и более высокий предел деформации при растяжении обеспечивают легкий бетон, противоположный стандартному бетону, с превосходной ударопрочностью [23]. Строители все чаще рекомендуют легкий бетонный материал для достижения приемлемого улучшения из-за его высоких прочностных и термических свойств [24]. Сила адгезии достигается за счет прочности связующего и сцепления агрегатов, которые постоянно сосредоточены на угловатости, ровности и растяжении [25]. Легкий керамзитовый заполнитель (LECA), как правило, включает крошечные, легкие, вздутые частицы обожженной глины. Сотни и тысячи крошечных заполненных воздухом углублений успешно наделяют LECA своей безупречной прочностью и теплоизоляционными качествами. Считается, что среднее водопоглощение всего LECA (0–25 мм) связано с 18 процентами объема в состоянии насыщения в течение 3 дней. Обычный портландцемент (OPC) частично заменяется летучей золой, мелкий заполнитель заменяется зольным остатком, а крупный заполнитель заменяется легким керамзитом (LECA) массой 5%, 10%, 15%, 20%, 25 %, 30% и 35% по отдельности.Прочность на сжатие, прочность на разрыв и прочность на изгиб успешно оцениваются с помощью определенных входных значений при одновременном исследовании.
Легкий керамзитовый заполнитель (LECA), как правило, включает крошечные, легкие, вздутые частицы обожженной глины. Сотни и тысячи крошечных заполненных воздухом углублений успешно наделяют LECA своей безупречной прочностью и теплоизоляционными качествами. Считается, что среднее водопоглощение всего LECA (0–25 мм) связано с 18 процентами объема в состоянии насыщения в течение 3 дней. Обычный портландцемент (OPC) частично заменяется летучей золой, мелкий заполнитель заменяется зольным остатком, а крупный заполнитель заменяется легким керамзитом (LECA) массой 5%, 10%, 15%, 20%, 25 %, 30% и 35% по отдельности.Прочность на сжатие, прочность на разрыв и прочность на изгиб успешно оцениваются с помощью определенных входных значений при одновременном исследовании.
2. Экспериментальная программа
Целью работы является оценка прочности на сжатие (CS), прочности на разрыв (STS) и прочности на изгиб (FS) бетона. В этой бетонной смеси обычный портландцемент () заменяется летучей золой, мелкий заполнитель заменяется зольным остатком, а крупный заполнитель заменяется легким керамзитом (LECA) массой 5%, 10%, 15%. , 20%, 25%, 30% и 35% соответственно.Эти материалы следует добавлять для увеличения прочности цемента. В экспериментальном исследовании бетонный куб или цилиндр используется для анализа свойств бетона со всеми материалами. Каждый вес (5%, 10%, 15%, 20%, 25%, 30% или 35%) материала проводил испытание в течение 7 дней, 28 дней и 56 дней. Параметрами, участвующими в оценке характеристик бетона, являются прочность на сжатие (CS), прочность на разрыв (STS) и прочность на изгиб (FS), которые достигаются в ходе экспериментов в реальном времени.Затем определение прочности на изгиб обсуждалось в течение 7, 28 и 56 дней в зависимости от нагрузки для оптимальной дозировки замены по прочности на сжатие и разделенной прочности бетона на растяжение.
, 20%, 25%, 30% и 35% соответственно.Эти материалы следует добавлять для увеличения прочности цемента. В экспериментальном исследовании бетонный куб или цилиндр используется для анализа свойств бетона со всеми материалами. Каждый вес (5%, 10%, 15%, 20%, 25%, 30% или 35%) материала проводил испытание в течение 7 дней, 28 дней и 56 дней. Параметрами, участвующими в оценке характеристик бетона, являются прочность на сжатие (CS), прочность на разрыв (STS) и прочность на изгиб (FS), которые достигаются в ходе экспериментов в реальном времени.Затем определение прочности на изгиб обсуждалось в течение 7, 28 и 56 дней в зависимости от нагрузки для оптимальной дозировки замены по прочности на сжатие и разделенной прочности бетона на растяжение.
2.1. Используемые материалы
В этом разделе перечислены названия материалов, использованных в данном исследовании, и их характеристики. Ресурсы: обычный портландцемент, летучая зола, зольный остаток, мелкий заполнитель, крупный заполнитель и легкий керамзитовый заполнитель (LECA).
2.1.1. Обычный портландцемент
Обычный портландцемент — это основная форма цемента, где 95% клинкера и 5% гипса, который добавляется в качестве добавки для увеличения времени схватывания цемента до 30 минут или около того.Гипс контролирует время начального схватывания цемента. Если гипс не добавлен, цемент затвердеет, как только в него будет добавлена вода. Различные сорта (33, 43, 53) OPC были классифицированы Бюро индийских стандартов (BIS). Его производят в больших количествах по сравнению с другими типами цемента, и он превосходно подходит для использования в общем бетонном строительстве, где отсутствует воздействие сульфатов в почве или грунтовых водах. В этом исследовании цемент () имеет удельный вес 3.15, а также время начального и окончательного схватывания цемента 50 и 450 минут.
2.1.2. Летучая зола
Самый распространенный тип угольных печей в электроэнергетике, около 80% несгоревшего материала или золы уносится с дымовыми газами, улавливается и восстанавливается в виде летучей золы. Летучая зола была собрана на теплоэлектростанции Тотукуди, Тамил Наду, Индия. Растущая нехватка сырья и острая необходимость защиты окружающей среды от загрязнения подчеркнули важность разработки новых строительных материалов на основе промышленных отходов, образующихся на угольных ТЭЦ, которые создают неуправляемые проблемы утилизации из-за их потенциального загрязнения окружающей среды. .Поскольку стоимость утилизации летучей золы продолжает расти, стратегии утилизации летучей золы имеют решающее значение с экологической и экономической точек зрения. В качестве исходных материалов используются две новые области переработки угольной летучей золы, как показано на Рисунке 1 (а).
Летучая зола была собрана на теплоэлектростанции Тотукуди, Тамил Наду, Индия. Растущая нехватка сырья и острая необходимость защиты окружающей среды от загрязнения подчеркнули важность разработки новых строительных материалов на основе промышленных отходов, образующихся на угольных ТЭЦ, которые создают неуправляемые проблемы утилизации из-за их потенциального загрязнения окружающей среды. .Поскольку стоимость утилизации летучей золы продолжает расти, стратегии утилизации летучей золы имеют решающее значение с экологической и экономической точек зрения. В качестве исходных материалов используются две новые области переработки угольной летучей золы, как показано на Рисунке 1 (а).
2.1.3. Нижняя зола
Оставшиеся 20% несгоревшего материала собираются на дне камеры сгорания в бункере, заполненном водой, и удаляются с помощью водяных струй высокого давления в отстойник для обезвоживания и восстанавливаются в виде зольного остатка. как показано на рисунке 1 (b).Зольный остаток угля был получен с тепловой электростанции Thoothukudi, Тамил Наду, Индия. Летучая зола была получена непосредственно из нижней части электрофильтра в мешок из-за ее порошкообразной и пыльной природы, в то время как зольный остаток угля транспортируется со дна котла в зольную емкость в виде жидкой суспензии, где была собрана проба. Зола более легкая и хрупкая, это темно-серый материал с размером зерна, аналогичным песчанику.
Летучая зола была получена непосредственно из нижней части электрофильтра в мешок из-за ее порошкообразной и пыльной природы, в то время как зольный остаток угля транспортируется со дна котла в зольную емкость в виде жидкой суспензии, где была собрана проба. Зола более легкая и хрупкая, это темно-серый материал с размером зерна, аналогичным песчанику.
2.1.4. Мелкозернистый заполнитель
В соответствии с индийскими стандартами природный песок представляет собой форму кремнезема () с максимальным размером частиц 4.75 мм и использовался как мелкий заполнитель. Минимальный размер частиц мелкого заполнителя составляет 0,075 мм. Он образуется при разложении песчаников из-за различных атмосферных воздействий. Мелкозернистый заполнитель предотвращает усадку раствора и бетона. Удельный вес и модуль крупности крупнозернистого заполнителя составляли 2,67 и 2,3.
Мелкий заполнитель — это инертный или химически неактивный материал, большая часть которого проходит через сито 4,75 мм и содержит не более 5 процентов более крупного материала. Его можно классифицировать следующим образом: (a) природный песок: мелкий заполнитель, который является результатом естественного разрушения горных пород и отложился ручьями или ледниками; (b) щебневый песок: мелкий заполнитель, полученный при дроблении твердого камня; (c) ) щебень из гравийного песка: мелкий заполнитель, полученный путем измельчения природного гравия.
Его можно классифицировать следующим образом: (a) природный песок: мелкий заполнитель, который является результатом естественного разрушения горных пород и отложился ручьями или ледниками; (b) щебневый песок: мелкий заполнитель, полученный при дроблении твердого камня; (c) ) щебень из гравийного песка: мелкий заполнитель, полученный путем измельчения природного гравия.
Уменьшает пористость конечной массы и значительно увеличивает ее прочность. Обычно в качестве мелкого заполнителя используется натуральный речной песок. Однако там, где природный песок экономически недоступен, в качестве мелкого заполнителя можно использовать мелкий щебень.
2.1.5. Грубый заполнитель
Грубый заполнитель состоит из природных материалов, таких как гравий, или является результатом дробления материнской породы, включая природную породу, шлаки, вспученные глины и сланцы (легкие заполнители) и другие одобренные инертные материалы с аналогичными характеристиками. с твердыми, прочными и прочными частицами, соответствующими особым требованиям этого раздела.
В соответствии с индийскими стандартами измельченный угловой заполнитель проходит через сито IS 20 мм и целиком удерживает сито IS 10 мм. Удельный вес и модуль крупности крупного заполнителя составляли 2,60 и 5,95.
2.1.6. Легкий наполнитель из вспененной глины (LECA)
LECA показан на Рисунке 1 (c). он имеет сильную стойкость к щелочным и кислотным веществам, а pH около 7 делает его нейтральным в химической реакции с бетоном. Легкость, изоляция, долговечность, неразложимость, структурная стабильность и химическая нейтральность собраны в LECA как лучшем легком заполнителе для полов и кровли.Размер заполнителя составляет 10 мм, а максимальная плотность не превышает 480 кг / м 3 . LECA состоит из мелких, прочных, легких и теплоизолирующих частиц обожженной глины. LECA, который является экологически чистым и полностью натуральным продуктом, не поддается разрушению, негорючий и невосприимчив к воздействию сухой, влажной гнили и насекомых. Легкий бетон обычно подразделяется на два типа: газобетон (или пенобетон) и бетон на легких заполнителях. Газобетон имеет очень легкий вес и низкую теплопроводность. Однако процесс автоклавирования необходим для получения определенного уровня прочности, что требует специального производственного оборудования и требует очень большого количества энергии. Напротив, бетон из легкого заполнителя, который производится без процесса автоклавирования, имеет более высокую прочность, но показывает более высокую плотность и более низкую теплопроводность бетона.
Газобетон имеет очень легкий вес и низкую теплопроводность. Однако процесс автоклавирования необходим для получения определенного уровня прочности, что требует специального производственного оборудования и требует очень большого количества энергии. Напротив, бетон из легкого заполнителя, который производится без процесса автоклавирования, имеет более высокую прочность, но показывает более высокую плотность и более низкую теплопроводность бетона.
2.1.7. Conplast Admixture SP430 (G)
Conplast SP430 (G) используется там, где требуется высокая степень удобоукладываемости и ее удержания, когда вероятны задержки в транспортировке или укладке, или когда высокие температуры окружающей среды вызывают быстрое снижение осадки.Это облегчает производство бетона высокого качества. Conplast SP430 (G) соответствует тому факту, что он был специально разработан для обеспечения высокого снижения воды до 25% без потери удобоукладываемости или для производства высококачественного бетона с пониженной проницаемостью. Когезия улучшается за счет диспергирования частиц цемента, что сводит к минимуму сегрегацию и улучшает качество поверхности. Оптимальная дозировка лучше всего определяется испытаниями бетонной смеси на объекте, что позволяет измерить эффекты удобоукладываемости, увеличения прочности или уменьшения цемента.Этот тип ингредиентов добавляется в бетон для придания ему определенных улучшенных качеств или для изменения различных физических свойств в его свежем и затвердевшем состоянии. Оптимальная дозировка цемента 0,6–1,5 л / 100 кг. Добавление добавки может улучшить бетон в отношении его прочности, твердости, удобоукладываемости, водостойкости и так далее.
Когезия улучшается за счет диспергирования частиц цемента, что сводит к минимуму сегрегацию и улучшает качество поверхности. Оптимальная дозировка лучше всего определяется испытаниями бетонной смеси на объекте, что позволяет измерить эффекты удобоукладываемости, увеличения прочности или уменьшения цемента.Этот тип ингредиентов добавляется в бетон для придания ему определенных улучшенных качеств или для изменения различных физических свойств в его свежем и затвердевшем состоянии. Оптимальная дозировка цемента 0,6–1,5 л / 100 кг. Добавление добавки может улучшить бетон в отношении его прочности, твердости, удобоукладываемости, водостойкости и так далее.
2.1.8. Структурные характеристики балки
Структурные характеристики балки — это диаметр верхней арматуры 8 мм, диаметр нижней арматуры 12 мм и хомуты 6 мм (рис. 2).Общая длина балки, используемой для отклонения, составляет 1 метр. Эта спецификация используется в бетонной конструкции, и весь процесс выполняется в спецификации бетона.
2.1.9. Конструкционный легкий бетон
Бетон изготавливается из легкого крупного заполнителя. Легкие заполнители обычно требуют смачивания перед использованием для достижения высокой степени насыщения. Основное использование конструкционного легкого бетона — уменьшить статическую нагрузку на бетонную конструкцию.В обычном бетоне различная градация заполнителей влияет на необходимое количество воды. Добавление некоторых мелких заполнителей приводит к увеличению необходимого количества воды. Это увеличение воды снижает прочность бетона, если одновременно не увеличивается количество цемента. Количество крупного заполнителя и его максимальный размер зависят от требуемой удобоукладываемости бетонной смеси. Также в легком бетоне этот результат существует среди градации, требуемого количества воды и полученной прочности бетона, но есть и другие факторы, на которые следует обратить внимание.В большинстве легких заполнителей по мере увеличения размера заполнителя прочность и объемная плотность заполнителя уменьшаются. Использование легкого заполнителя очень большого размера с меньшей прочностью приводит к снижению прочности легкого бетона; поэтому максимальный размер легкого заполнителя должен быть ограничен максимум 25 мм.
Использование легкого заполнителя очень большого размера с меньшей прочностью приводит к снижению прочности легкого бетона; поэтому максимальный размер легкого заполнителя должен быть ограничен максимум 25 мм.
3. Методология
Пропорция бетонной смеси для марки M 20 была получена на основе рекомендаций согласно индийским стандартным техническим условиям (IS: 456-2000 и IS: 10262-1982).В данном исследовании экспериментальное исследование бетонной смеси M 20 проводится путем замены цемента летучей золой, мелкого заполнителя на зольный остаток и крупного заполнителя легким керамзитом (LECA) из расчета 5%, 10%, 15%, 20%, 25%, 30% и 35% соответственно. Эти материалы следует добавлять для увеличения прочности цемента. В экспериментальном исследовании бетонный куб или цилиндр используется для анализа свойств OPC со всеми материалами. Их прочность на сжатие и прочность на разрыв бетона обсуждались в течение 7 дней, 28 дней, 56 дней, а прочность на изгиб балки обсуждалась в течение 7, 28 и 56 дней в зависимости от оптимальной дозировки замены по прочности на сжатие и разделенному растяжению. прочность бетона.Как правило, летучая зола и зольный остаток имеют аналогичные физические и химические свойства по сравнению с обычным портландцементом (OPC) и мелким заполнителем, и нет большого количества отклонений для замены друг друга. В этом сценарии легкий керамзитовый заполнитель (LECA) был заменен на крупнозернистый заполнитель на основе его объема, поскольку плотность каждого материала не такая же, как у другого материала, и невозможно заменить его на основе его массы. Для повышения удобоукладываемости бетона добавлен суперпластификатор.
прочность бетона.Как правило, летучая зола и зольный остаток имеют аналогичные физические и химические свойства по сравнению с обычным портландцементом (OPC) и мелким заполнителем, и нет большого количества отклонений для замены друг друга. В этом сценарии легкий керамзитовый заполнитель (LECA) был заменен на крупнозернистый заполнитель на основе его объема, поскольку плотность каждого материала не такая же, как у другого материала, и невозможно заменить его на основе его массы. Для повышения удобоукладываемости бетона добавлен суперпластификатор.
Соотношение бетонной смеси марки М 20 составило 1: 1,42: 3,3. Контролируемый бетон марки M 20 был изготовлен с заменой 0% летучей золы, зольного остатка и легкого керамзитового заполнителя (LECA) в каждой смеси, их прочность на сжатие и прочность на разрыв бетона обсуждались для 7, 28, и 56 дней, а прочность бетона на изгиб обсуждалась в течение 7, 28 и 56 дней. В связи с этим замена цемента на зольную пыль, мелкого заполнителя на зольный остаток и крупнозернистого заполнителя на легкий керамзитовый заполнитель (LECA) из расчета 5%, 10%, 15%, 20%, 25%, 30% и Было проведено 35% испытаний в каждой смеси, и их прочность на сжатие и прочность на разрыв бетона обсуждались в течение 7 дней, 28, дней, 56 дней, а прочность на изгиб балки в течение 7, 28 и 56 дней зависит от оптимальной дозировки замены при сжатии. прочность и разделенная прочность бетона на растяжение.
прочность и разделенная прочность бетона на растяжение.
Водопоглощение легкого заполнителя со слишком большим количеством пор намного больше, чем у обычных заполнителей (речных заполнителей). Определение степени водопоглощения в агрегатах такого типа затруднено из-за различного количества поглощенной воды. Агрегат LECA производит вращающуюся печь, и из-за его гладкой поверхности водопоглощение заполнителя LECA почти равно или несколько больше, чем у обычного заполнителя; Следовательно, создание легкой бетонной смеси с заполнителем LECA так же сложно, как и с обычным заполнителем.Для определения количества каждого ингредиента в легкой бетонной смеси (наряду с количеством абсорбированной воды в легких заполнителях, особенно со слишком большими порами с шероховатой и угловатой поверхностью, путем приготовления различных смесей) можно использовать общие методы проектирования: обычная бетонная смесь.
4. Результаты и обсуждение
Из таблицы 1 видно, что для контрольных образцов прочность бетона увеличивается с возрастом. При замене 5% цемента летучей золой, мелкозернистого заполнителя на зольный остаток и крупного заполнителя с LECA прочность на сжатие бетона такая же, как у контрольного бетона.Прочность на разрыв при разделении несколько снижается в раннем возрасте, и она достигает той же прочности, что и контрольный бетон, через 56 дней.
При замене 5% цемента летучей золой, мелкозернистого заполнителя на зольный остаток и крупного заполнителя с LECA прочность на сжатие бетона такая же, как у контрольного бетона.Прочность на разрыв при разделении несколько снижается в раннем возрасте, и она достигает той же прочности, что и контрольный бетон, через 56 дней.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 45
45 24
24Также наблюдается, что при увеличении замены материала прочность на сжатие и прочность на разрыв при разделении снижаются.Сухой вес образцов куба и цилиндра уменьшается по отношению к большему количеству замен материалов.
4.1. Анализ прочности в зависимости от возраста бетона
В таблице 1 прочность бетона на сжатие и прочность на разрыв бетона при разделении оцениваются с помощью различных процентных соотношений смешивания, применяемых для образования кубического образца сухой массы и цилиндрического образца сухой массы, соответственно, относительно различных дней.
Для бетона марки M 20 учитывается следующее предложенное процентное смешивание для различных образцов сухой массы, примененных к кубической форме, для определения прочности на сжатие по отношению к 7, 28 и 56 дням, таким образом, чтобы образец сухой массы применялся к цилиндрической формы по отношению к вышеупомянутым дням для определения прочности на разрыв.Для обоих анализов на упрочнение используется бетон марки М 20 . Из Таблицы 1 заявленные результаты показывают, что процент смешивания увеличивается с уменьшением веса образца, но с точки зрения прочности увеличение процента смешивания, безусловно, снижает достигаемую прочность как на сжатие, так и на разрыв при разделении, или, с другой стороны, когда смешивание пропорция не участвует в этом (то есть, когда она равна «нулю»), тогда вес образца высок по сравнению с тем, что пропорция смешивания, которая смешивается.В обоих случаях анализа прочности продление дней, безусловно, будет соответствовать прогнозируемой прочности этих анализов, как четко указано в таблице 1.
На рисунке 3 показан анализ прочности на сжатие куба, который проводится в трех этапах следующих друг за другом дней 7, 28 и 56. основанный на различных предложениях смешивания. Достигнутые результаты показывают, что процесс, выполненный для последовательных 56-дневных результатов испытаний, показывает лучшую прочность на сжатие при несмешивании, тогда как постепенное увеличение процента смешивания, безусловно, приведет к снижению прочности на сжатие образцов во все дни испытаний.В случае веса увеличение процента смешивания снизит вес.
(a) Испытание на сжатие на кубе
(b) Прочность на сжатие
(a) Испытание на сжатие на кубе
(b) Прочность на сжатие
На рис. дней. Более того, в этом анализе прочности на разрыв при раздельном растяжении увеличение процента смешивания, безусловно, снизит вес, а также снизит факторы упрочнения.
(a) Прочность на разрыв при разделении на цилиндре
(b) Прочность на разрыв при разделении
(a) Прочность на разрыв при разделении на цилиндре
(b) Прочность на разрыв при разделении
Из двух вышеупомянутых форм (кубической и формы цилиндра) прогнозируемые результаты анализа прочности на сжатие и анализа прочности на разрыв при растяжении практически аналогичны. Давайте посмотрим на экспоненциальное поведение и его уравнение регрессии для прочности на сжатие и прочности на разрыв.
Давайте посмотрим на экспоненциальное поведение и его уравнение регрессии для прочности на сжатие и прочности на разрыв.
Экспоненциальный график на основе процентного содержания смеси для определения прочности на сжатие. Рисунок 5 моделирует экспоненциальную кривую на основе регрессии для анализа прочности на сжатие для различных процентных соотношений смешивания. Из рисунка 5 последовательные испытания образцов в течение 28 и 56 дней дали почти одинаковые значения, тогда как экспоненциальное уравнение прочности на сжатие в таблице 2 находится в диапазоне от 0 до 35 Н / мм 2 во всех четырех оценочных уравнениях, вызывая увеличение процента смешивания, которое будет снизить все четыре параметра сухой массы на 7, 28 и 56 дней.В четырех случаях, кроме сухого веса, производительность снижается, тогда как в случае увеличения сухого веса процент смешивания, безусловно, снижает вес.
| ||||||||||||||||||||||
в зависимости от степени прочности смеси для. На фиг. 6 график показывает экспоненциальное изменение сухой массы и для различных последовательных дней, таких как 7, 28 и 56. В этой сухой массе, имеющей предел прочности на разрыв почти, обозначает процент смешивания; в дополнение к этому, экспоненциальная кривая, основанная на всех других последовательных днях, уменьшается, и они почти похожи друг на друга, имея диапазон (0–15) Н / мм 2 .
На фиг. 6 график показывает экспоненциальное изменение сухой массы и для различных последовательных дней, таких как 7, 28 и 56. В этой сухой массе, имеющей предел прочности на разрыв почти, обозначает процент смешивания; в дополнение к этому, экспоненциальная кривая, основанная на всех других последовательных днях, уменьшается, и они почти похожи друг на друга, имея диапазон (0–15) Н / мм 2 .
Таблица 2 включает данные о сухом весе и образце за последовательные дни, такие как 7, 28 и 56 дней, начиная с сухого веса в прочности на сжатие, которая начинается с более низких значений регрессии и продолжает увеличиваться в течение 7, 28 и 56 дней. , тогда как в случае разделения прочности на разрыв значение регрессии сухого веса больше, чем значение регрессии прочности на сжатие.В случае анализа по дням значения регрессии увеличиваются с увеличением количества дней в модели регрессионного анализа прочности на разрыв.
4.2. Анализ прочности на изгиб
Одним из показателей прочности бетона на растяжение является прочность на изгиб. Это расчет неармированной бетонной балки или плиты на устойчивость к разрушению при изгибе (рис. 7). Разработчики дорожных покрытий используют теорию, основанную на прочности на изгиб; поэтому может потребоваться разработка лабораторной смеси, основанная на испытании на прочность на изгиб.В Таблице 3 использованы процентные значения замены цемента летучей золой, мелкого заполнителя золой и крупного заполнителя легким керамзитом (LECA) с коэффициентами 0% и 5%.
Это расчет неармированной бетонной балки или плиты на устойчивость к разрушению при изгибе (рис. 7). Разработчики дорожных покрытий используют теорию, основанную на прочности на изгиб; поэтому может потребоваться разработка лабораторной смеси, основанная на испытании на прочность на изгиб.В Таблице 3 использованы процентные значения замены цемента летучей золой, мелкого заполнителя золой и крупного заполнителя легким керамзитом (LECA) с коэффициентами 0% и 5%.
| |||||||||||||||||||||||||||||||||
В таблице 4 приложена испытательная нагрузка от 0 до 86,32 кН с различными интервалами, и мы попытались найти прогиб M 20 в левой, средней и правой части балки. Прогибы на всех уровнях постепенно увеличиваются при увеличении приложенной нагрузки. Среднее отклонение в левой части балки составляет около 1,71 мм, в то время как при среднем отклонении оно составляет около 2,961 мм, а в правой части отклонение составляет около 1. 810 мм.
810 мм.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
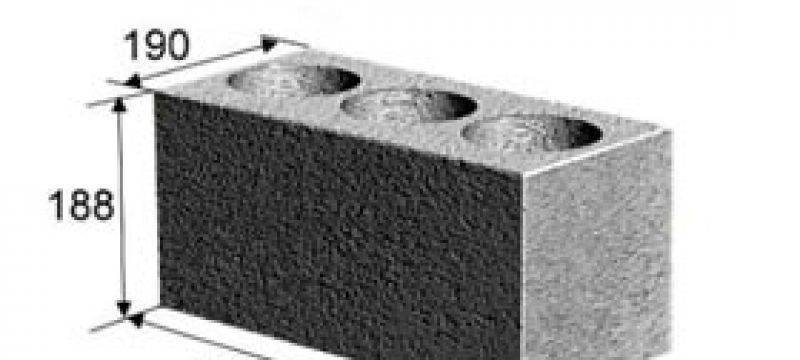 198
198 56
56 В таблице 5 испытательная нагрузка приложена к M 20 от 0 до 86,32 кН с различными интервалами, а прогибы были измерены в левой, средней и правой части балки. .Прогибы на всех уровнях постепенно увеличиваются при увеличении приложенной нагрузки. Среднее отклонение в левой части балки составляет примерно 1,782 мм, в то время как в средней части отклонение составляет примерно 2,960 мм, а в правой части отклонение составляет примерно 1,78 мм. Из Таблицы 5 доказано, что прогиб 5% замены прочности на изгиб выше, чем 0% замены.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 46
46 .46
.46 На рисунке 8, M 20 0% и 5% замена летучей золы, шлака и LECA проанализированы для проверки их прочности на изгиб. На графике четко указано, что при увеличении нагрузки прогиб также увеличивается на 0% и 5% среди (23), а средние значения прогиба аналогичны как 0%, так и 5%, но 0% они немного выше 5%. , тогда как на этом графике есть сумма всех уровней прогиба в 1 единице. Например, здесь тот факт, что рассматриваемая длина балки составляет 1 метр для экспериментального исследования путем приложения «» единицы нагрузки, вызовет величину отклонения в обоих случаях (0% и 5%) в отношении увеличения нагрузка, чтобы обязательно увеличить прогиб.
На графике четко указано, что при увеличении нагрузки прогиб также увеличивается на 0% и 5% среди (23), а средние значения прогиба аналогичны как 0%, так и 5%, но 0% они немного выше 5%. , тогда как на этом графике есть сумма всех уровней прогиба в 1 единице. Например, здесь тот факт, что рассматриваемая длина балки составляет 1 метр для экспериментального исследования путем приложения «» единицы нагрузки, вызовет величину отклонения в обоих случаях (0% и 5%) в отношении увеличения нагрузка, чтобы обязательно увеличить прогиб.
5. Заключение
В статье достигается максимально возможная прочность бетона LECA, при этом отмечены передовые технологии производства легкого бетона. Результаты показывают, что замена 5% цемента летучей золой, мелкого заполнителя шлаковым остатком и крупного заполнителя легким керамзитом (LECA) показала хорошие показатели прочности на сжатие, прочности на разрыв и прочности балки на изгиб. 56 дней по сравнению с 28 днями силы.При этом прочность 28 суток также примерно равна нормальному обычному бетону; то есть замена на 0% и уменьшение сухого веса образца. В будущем методы мягких вычислений приведут к тому, что в основных областях мы сможем достичь более высокой производительности за короткий промежуток времени, поскольку время является основным фактором, участвующим в этой исследовательской работе.
В будущем методы мягких вычислений приведут к тому, что в основных областях мы сможем достичь более высокой производительности за короткий промежуток времени, поскольку время является основным фактором, участвующим в этой исследовательской работе.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи.
Границы | Механические свойства легкого бетона Barchip, армированного полипропиленовым волокном, из переработанного измельченного легкого вспененного заполнителя
1 Введение
Развитие технологий и повышение эффективности в бетонной промышленности способствовали быстрому росту производства строительных материалов.Следовательно, разработка и строительство этих зданий и инфраструктур требует огромного количества материалов. Таким образом, бетон, несомненно, является наиболее важным и экономичным строительным материалом, и он практически незаменим (Flatt et al., 2012). Ежегодно поступает огромное количество различных типов легкого бетона, в том числе бетона из легких заполнителей, бетона с мелким заполнителем и пенобетона (Zhao et al.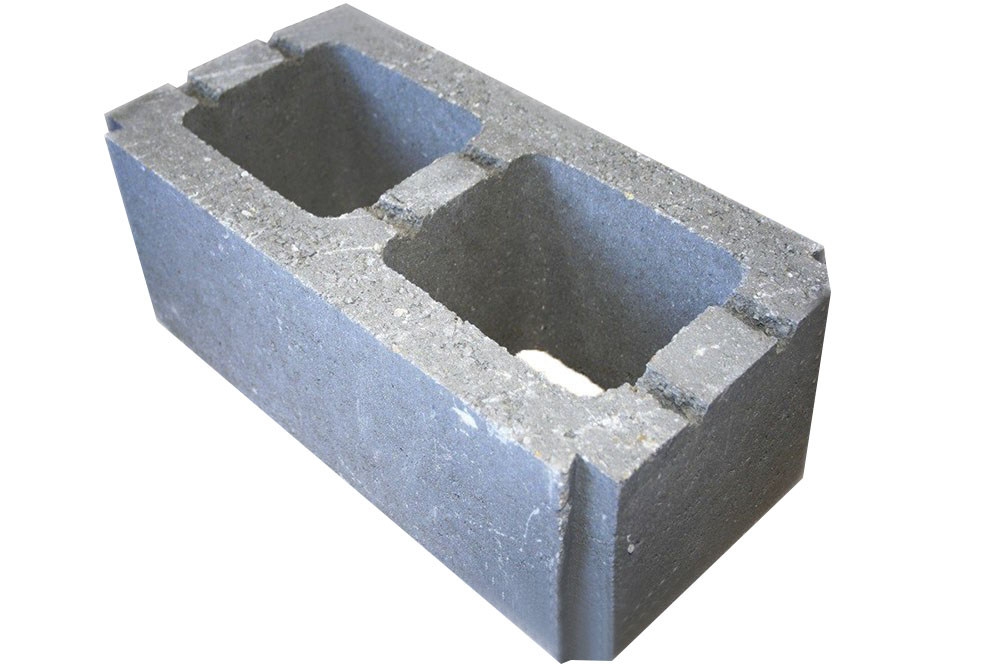 , 2020; Hasan et al., 2021). Среди нескольких типов LWC, легкий бетон из заполнителя (LWAC) является одним из наиболее распространенных методов, используемых исследователями (Polat et al., 2010; Yew et al., 2021).
, 2020; Hasan et al., 2021). Среди нескольких типов LWC, легкий бетон из заполнителя (LWAC) является одним из наиболее распространенных методов, используемых исследователями (Polat et al., 2010; Yew et al., 2021).
В настоящее время многие исследователи из разных стран продвигают переработку отходов, чтобы снизить уровень загрязнения Земли, например, чрезмерное использование невозобновляемых источников энергии. Такие действия осуществляются в Австрии, где самый высокий уровень рециркуляции: 63% всех отходов направляется со свалок. Кроме того, наша соседняя страна, Сингапур, отправляет почти 59% своего мусора на повторное использование, переработку и так далее (General Kinematics Corporation, 2016).Кроме того, осуществление экологически чистых действий в строительстве или морских сферах, таких как использование этих переработанных материалов, использование совокупных побочных продуктов и энергосбережение в области строительства, является одной из основных стратегий устойчивого развития, поскольку это имеет отношение к воздействию на окружающую среду (Bogas и др. , 2015). Следовательно, сохранить и сохранить доступность ограниченных сырьевых ресурсов и обеспечить конструкцию, удобную для вторичной переработки.
, 2015). Следовательно, сохранить и сохранить доступность ограниченных сырьевых ресурсов и обеспечить конструкцию, удобную для вторичной переработки.
Среди всех типов бетона легкий бетон имеет огромную рыночную стоимость, особенно при выборе оптимального дизайна, поскольку стоимость, время и качество всегда являются основными проблемами при строительстве.Сообщается, что во всем мире ежегодно производится более 10 миллиардов тонн бетона, содержащего мелкозернистый песок и крупнозернистый гранитный щебень (Kanojia and Jain, 2017). Таким образом, спрос на легкий бетон постоянно растет из-за его уникальных характеристик. Применение легкого бетона в качестве конструктивных элементов, таких как балка, колонна и плита, в качестве каркаса строительной конструкции может значительно снизить статические нагрузки, следовательно, можно снизить общую стоимость проекта.В текущем исследовании было проведено неэкспериментальное исследование путем включения полипропиленового волокна из берчипа с комбинацией технологии измельченного легкого керамзитового заполнителя (CLECA) для изучения его воздействия на механические свойства легкого бетона.
2 Материалы и методы
2.1 Материалы
2.1.1 Обычный портландцемент
Обычный портландцемент (OPC) типа 1, у которого 28 дней f c составляет 42,5 МПа.Это цемент ORANG KUAT OPC с плотностью 3150 кг / м3 3 и 3170 см 2 / г соответственно. Этот продукт соответствует малазийскому стандарту MS 522: Часть 1: 2003 и сертифицирован MS ISO 14001.
2.1.2 Вода и суперпластификатор
Питьевая вода из местной водопроводной сети в городе Каджанг, Малайзия, со значением pH 6 использовался как для смешивания, так и для отверждения. Суперпластификатор на основе эфира поликарбоновой кислоты (PCE), степень снижения содержания воды в котором составляет 25%, был добавлен во все смеси для облегчения удобоукладываемости.
2.1.3 Мелкий и крупный заполнитель
Речной песок с модулем крупности 2,75 используется в качестве мелкого заполнителя. Ситовой анализ проводят в соответствии с ASTM C 136-01, чтобы получить классификацию мелкозернистого заполнителя, используемого в этом исследовании. Распределение песка получено путем проведения ситового анализа, как показано в таблице 1. Все пропорции смеси были смешаны с речным песком для улучшения удобоукладываемости легкого бетона.
Распределение песка получено путем проведения ситового анализа, как показано в таблице 1. Все пропорции смеси были смешаны с речным песком для улучшения удобоукладываемости легкого бетона.
ТАБЛИЦА 1 . Ситовый анализ песка.
В этом исследовании как крупнозернистый заполнитель, так и дробленый гранитный щебень и дробленый легкий керамзитовый керамзит (CLECA), как показано на Рисунке 1.Этот переработанный CLECA был собран в терапевтическом садовом заповеднике в Селангоре, Малайзия. Компания сообщила, что ежегодно производится более 15 тонн CLECA. По данным Yew et al. (2021), измельченные агрегаты из скорлупы твердой масличной пальмы (OPS) способны обеспечить значительное улучшение прочности на сжатие по сравнению с агрегатами без измельченного агрегата. Кроме того, все эти крупные агрегаты должны иметь размер, позволяющий удерживать их на сите 4,75 мм.
РИСУНОК 1 .Щебень гранитный (А) и щебень LECA (Б) .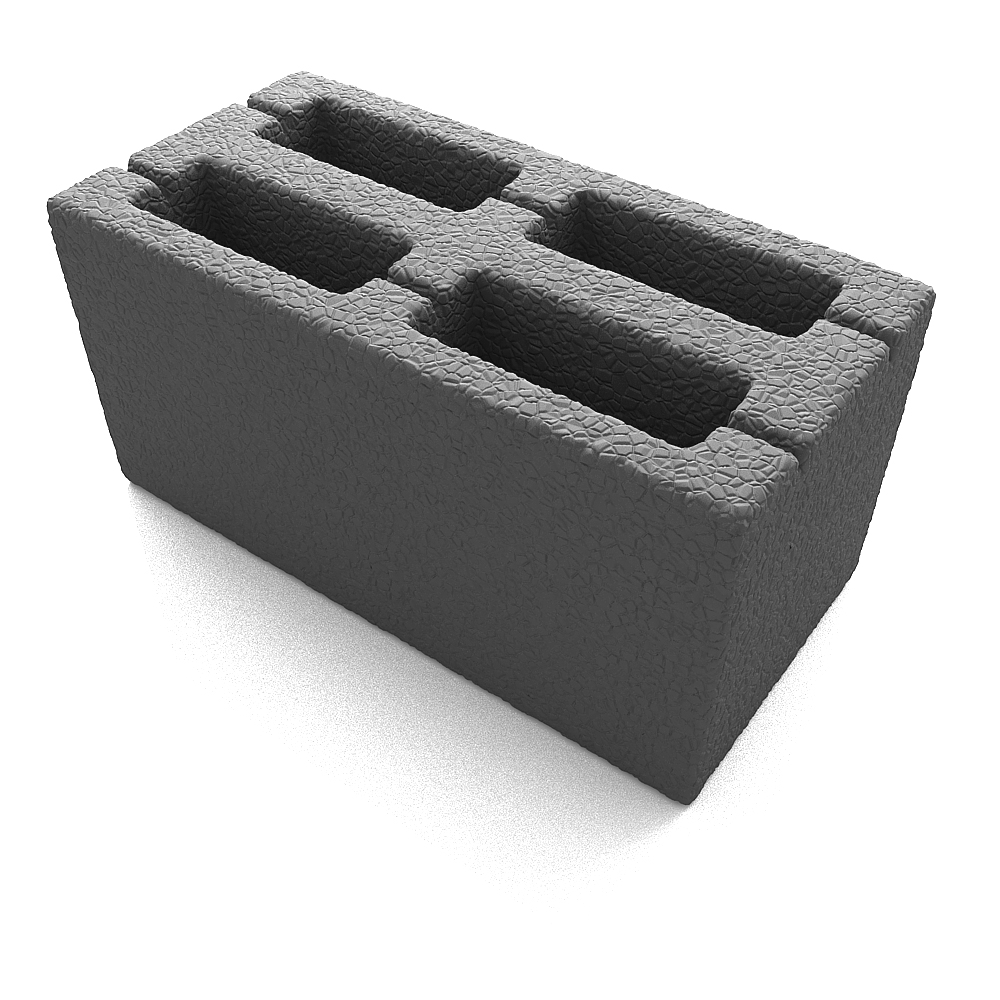
2.1.4 Волокна
Волокно из бархачного полипропилена (BPP) показано на Рисунке 2, а его физические свойства перечислены в Таблице 2.
РИСУНОК 2 . Полипропиленовое волокно Barchip (БПП).
ТАБЛИЦА 2 . Физические свойства волокна BPP.
2.2 Пропорции смеси
Пропорции всех смесей из легкого заполнителя (LWAC) CLECA с различным процентным содержанием объемных долей волокна (0,0.15, 0,3 и 0,45%), которые проиллюстрированы в таблице 3. Следует отметить, что фракция большого объема (V f ) имеет тенденцию «забивать» смесь и создавать проблемы с удобоукладываемостью (Kosmatka et al. др., 2002). Таким образом, в этом эксперименте использовалось низкое значение V f (<0,5%) полипропилена из бархата (BPP).
ТАБЛИЦА 3 . Пропорции смеси CLLWAC-BPP
2.3 Методы испытаний
Испытание на оседание было проведено в соответствии с BS EN: 12350 — Часть 2: 2009 для определения удобоукладываемости измельченного легкого заполнителя из фибробетона LECA (CLLWAFRC) с различной объемной долей. (0, 0.15, 0,3 и 0,45%). Перед заливкой на все поверхности форм было нанесено масло. Формы, заполненные осадками, вибрировали на встряхивающем столе для обеспечения однородности смеси. Бетонные образцы были извлечены из формы через 24 +/- 4 часа после размещения. Все извлеченные из формы образцы были полностью погружены в воду при комнатной температуре в резервуаре для отверждения, пока они не достигли желаемого возраста для испытаний.
(0, 0.15, 0,3 и 0,45%). Перед заливкой на все поверхности форм было нанесено масло. Формы, заполненные осадками, вибрировали на встряхивающем столе для обеспечения однородности смеси. Бетонные образцы были извлечены из формы через 24 +/- 4 часа после размещения. Все извлеченные из формы образцы были полностью погружены в воду при комнатной температуре в резервуаре для отверждения, пока они не достигли желаемого возраста для испытаний.
Испытательная машина на сжатие с усилием 3000 кН была произведена Unit Test Scientific Sdn. Bhd. Он был установлен на постоянную скорость загрузки 3.0 кН / с в соответствии с BS EN 12390 — Часть 3 (2009). Та же машина использовалась для испытания на растяжение при раскалывании со скоростью нагрузки 1,5 кН / с в соответствии с BS EN 12390 — Часть 6 (2009). Для каждого образца смеси были отлиты кубики с размерами 100 мм × 100 мм × 100 мм для испытания на прочность на сжатие через 7 и 28 дней. Прочность на растяжение при раскалывании образцов смеси через 7 и 28 суток исследовали путем заливки их в цилиндры диаметром 100 мм и длиной 200 мм. Кроме того, три призмы (длина: 500 мм, ширина: 100 мм, глубина: 100 мм) используются для определения поведения прочности на изгиб через 7 и 28 дней.
Кроме того, три призмы (длина: 500 мм, ширина: 100 мм, глубина: 100 мм) используются для определения поведения прочности на изгиб через 7 и 28 дней.
3 Результаты и обсуждение
3.1 Свойства свежего бетона (удобоукладываемость)
Технологичность CLLWAC с различным процентным содержанием волокна из полипропилена бархипа (BPP) представлена нормальным значением осадки, как показано на рисунке 3.
РИСУНОК 3 . Взаимосвязь свежей плотности, затвердевшей плотности и осадки с различным процентным содержанием волокна БПП.
Добавление PP волокна в CLLWAC отрицательно влияет на удобоукладываемость. Значения просадки заметно снижаются с увеличением% волокна BPP.Спад постепенно снижается на 4,6, 13,6 и 27,3% при 0,15, 0,30 и 0,45% включении волокна BPP соответственно. Точно так же, чтобы сохранить определенную удобоукладываемость, требуется больше воды для смазки в случае более высокого процента волокна. Суперпластификатор также можно использовать для компенсации негативного влияния волокна на удобоукладываемость.
Добавление фибры снижает удобоукладываемость бетона, связывая и удерживая цементную матрицу, образуя сетчатую структуру в бетоне. Таким образом, эта структура способствует сцеплению и сцеплению матриц.По мере увеличения содержания волокна площадь поверхности цементного теста увеличивается, что способствует увеличению внутреннего трения и увеличению требований к выполненной работе. Следовательно, вязкость смеси увеличивается, и задержка течения затруднена. Согласно Yew et al., 2015, хорошо известно, что включение волокон влияет на удобоукладываемость и текучесть простого бетона. Однако включение CLLWAC волокна BPP от 0 до 0,45% обеспечило высокую обрабатываемость с величиной осадки от 140 до 200 мм.
3.2 Плотность
Плотность после извлечения из формы (DD) и плотность после сушки в печи (ODD) были измерены для всех смесей, как показано в таблице 4. DD рассчитывается по весу образцов, измеренному после извлечения из формы; в то время как ODD рассчитывается по весу образцов, измеренному после сушки в печи в течение 24 часов. Все образцы в этом исследовании были отнесены к DD и ODD в диапазоне 1965–1995 кг / м 3 и 1908–1984 кг / м 3 , соответственно. Результат выполнил цель получения OPSLWC с ODD менее 2000 кг / м 3 .Образцы также соответствовали требованиям для применения в конструкции в качестве конструкционного легкого бетона (SLWC), определяемого как бетон с ODD не более 2000 кг / м 3 (Newman and Owens, 2003).
Все образцы в этом исследовании были отнесены к DD и ODD в диапазоне 1965–1995 кг / м 3 и 1908–1984 кг / м 3 , соответственно. Результат выполнил цель получения OPSLWC с ODD менее 2000 кг / м 3 .Образцы также соответствовали требованиям для применения в конструкции в качестве конструкционного легкого бетона (SLWC), определяемого как бетон с ODD не более 2000 кг / м 3 (Newman and Owens, 2003).
ТАБЛИЦА 4 . Свежие и затвердевшие свойства CLLWAC с различной объемной долей волокна BPP.
ниже В целом наблюдается небольшое увеличение всех плотностей по мере увеличения объемной доли волокна BPP. Это может быть связано с теорией плотности упаковки, согласно которой волокна BPP удерживают цементную матрицу близко друг к другу, вызывая эффект упаковки.Следовательно, добавление волокнистого материала, занимаемого в единице объема, увеличивает общую плотность. Как правило, плотность увеличивается по мере увеличения включения волокна. Из предыдущего исследования Bagherzadeh et al. (2012) сообщили о аналогичном результате.
Из предыдущего исследования Bagherzadeh et al. (2012) сообщили о аналогичном результате.
3.3 Прочность на сжатие
3.3.1 Непрерывное влажное отверждение
Прочность на сжатие каждой смеси через 1, 7 и 28 дней, как показано в таблице 5. Прочность на сжатие через 28 дней всех смесей находилась в диапазоне 28 –37 МПа, что соответствует требованиям для конструкционного легкого бетона (SLWC) (Yew et al., 2020). Включение волокон BPP повысило прочность на сжатие на 5,7–27,6% через 7 дней и на 2,5–31,0% через 28 дней. Это явление могло быть связано с эффектом перемычки волокон BPP. С точки зрения геометрии, волокно BPP более жесткое и более эффективно предотвращает крупные трещины. Связующий мост между волокнами и цементными матрицами может предотвратить растрескивание, вызванное боковым напряжением, вызванным сжимающей нагрузкой (Yap et al., 2017 и Shafigh et al., 2011). Этот процесс приписывают способности волокна BPP задерживать трещины или перекрывать эффект в бетоне (Yew et al. , 2021). На рисунке 4 показан тип разрушения 100-миллиметровых кубических образцов из простого бетона и CLLWAC-BPP0,45% соответственно.
, 2021). На рисунке 4 показан тип разрушения 100-миллиметровых кубических образцов из простого бетона и CLLWAC-BPP0,45% соответственно.
ТАБЛИЦА 5 . Прочность на сжатие каждой смеси в разном возрасте.
РИСУНОК 4 . Картина разрыва CLLWAC-BPP0% (слева) и CLLWAC-BPP0.45% (справа) .
3.4. Прочность на разрыв при расщеплении
На рисунке 5 представлена прочность на разрыв при расщеплении CLLWAC с различными объемными долями добавленного волокна BPP в возрасте отверждения 7 и 28 дней.
РИСУНОК 5 . Прочность на разрыв при расщеплении CLLWAC с различным процентным содержанием объемной доли волокна BPP через 7 и 28 дней.
ниже Тенденция повышения прочности на разрыв при расщеплении очевидна, что представляет собой увеличение прочности при увеличении процентного содержания волокна BPP, как показано на Рисунке 5. Прочность на разрыв при расщеплении растет экспоненциально с процентным содержанием волокна до пика 2,86 МПа через 7 дней. срок отверждения и 3,12 МПа при возрасте отверждения 28 дней. Прочность на разрыв при раскалывании развивается медленнее, чем прочность на сжатие в течение всего периода отверждения.Процентное улучшение составляет 5,69, 5,63, 4,93 и 9,25% с процентным содержанием волокна 0, 0,15, 0,30 и 0,45% соответственно.
срок отверждения и 3,12 МПа при возрасте отверждения 28 дней. Прочность на разрыв при раскалывании развивается медленнее, чем прочность на сжатие в течение всего периода отверждения.Процентное улучшение составляет 5,69, 5,63, 4,93 и 9,25% с процентным содержанием волокна 0, 0,15, 0,30 и 0,45% соответственно.
Добавление фибры БПП существенно влияет на режим и механизм разрушения бетонного цилиндра. Это явление может быть связано с задержкой трещин волокнами BPP, поэтому бетон может подвергаться очень большим деформациям до полного неконтролируемого обрушения. Можно заметить, что CLLWAC без армирования волокном имеет тенденцию к разрыву таким образом, что при разрыве он распадается на две части, в то время как CLLWAC, армированный волокном, трескается только вдоль продольной оси бетонного цилиндра.Можно заметить, что CLLWAC-BPP0,45% склонен к отказу в более пластичном режиме. Это особенно верно, когда волокно продлевает способность бетона выдерживать нагрузку и выдерживать большие деформации без разрушения на куски. Аналогичное поведение было зарегистрировано для легкого бетона OPS из полипропилена и ПВХ-волокна (Yew et al., 2015; Yew et al., 2016; Loh et al., 2021). Характер отказов CLLWAC-BPP0% и CLLWAC-BPP0,45%, как показано на Рисунке 6.
Аналогичное поведение было зарегистрировано для легкого бетона OPS из полипропилена и ПВХ-волокна (Yew et al., 2015; Yew et al., 2016; Loh et al., 2021). Характер отказов CLLWAC-BPP0% и CLLWAC-BPP0,45%, как показано на Рисунке 6.
РИСУНОК 6 . Режим разрыва между CLLWAC-BPP0% (слева) и CLLWAC-BPP0.45% (справа) .
3,5 Модуль разрыва
Согласно исследованию, все образцы нагружают в двух точках до разрыва. На рисунке 7 представлены результаты MOR CLLWAC с различными объемными долями волокна BPP в возрасте отверждения 7 и 28 дней.
РИСУНОК 7 . Модуль разрыва CLLWAC с различным процентным содержанием волокна BPP в возрасте отверждения 7 и 28 дней.
На основании рисунка 7 можно сказать, что MOR увеличивается пропорционально увеличению объемной доли волокна SPP.MOR варьировался от минимума 2,53 МПа до максимума 3,53 МПа через 7 дней и от 2,70 МПа до 3,91 МПа через 28 дней. Развитие MOR в процентах от CLLWAC-BPP0% составляет 39,40% через 7 дней и 45,01% через 28 дней. Таким образом, CLLWAC-BPP0,45% показал самый высокий MOR аналогичный в случае прочности на сжатие и прочности на разрыв при раскалывании. На рис. 7 показаны режимы разрушения плоского CLLWAC с армированным волокном CLLWAC. Было зафиксировано несколько представлений, чтобы изучить их вариации в структуре растрескивания при разрушении при изгибе.
Таким образом, CLLWAC-BPP0,45% показал самый высокий MOR аналогичный в случае прочности на сжатие и прочности на разрыв при раскалывании. На рис. 7 показаны режимы разрушения плоского CLLWAC с армированным волокном CLLWAC. Было зафиксировано несколько представлений, чтобы изучить их вариации в структуре растрескивания при разрушении при изгибе.
Сравнивая рисунок 8, можно заметить, что основное различие заключается в том, как трещина распространяется через призму 100 мм × 100 мм × 500 мм при изгибе. Когда бетон подвергается изгибу, поведение при растяжении может определять его прочность, поскольку бетон является хрупким и слабым при растяжении. Из рисунка 8 видно, что наличие волокна препятствует распространению трещины (внизу). Однако трещина быстро распространяется параллельно приложенной нагрузке, разделяя призму на части в корпусе без волокна.Внезапное разрушение обычно происходит в случае бетона с легким заполнителем с более низким пределом прочности, особенно когда он подвергается изгибу.
РИСУНОК 8 . Вид картины разрыва между CLLWAC-BPP0% (вверху) и CLLWAC-BPP0,45% (внизу) .
Наличие волокон в бетоне объединяет цементные матрицы, чтобы минимизировать распространение трещин. По мере постепенного приложения нагрузки начинается развитие трещин, волокна приспосабливают поверхности трещин и контролируют ширину трещин или отверстия.Волокна создают перекрывающий эффект за счет смещения мелких трещин с образованием связующего моста, удерживающего отверстия. Растяжение волокон позволяет распределять напряжение и способствует дополнительному механизму поглощения энергии. Эти механизмы задерживают разрушение, в то же время допускают большую деформацию. Таким образом, можно сделать вывод об улучшении прочности бетона на разрыв.
Помимо объемной доли, геометрии и соотношения сторон, распределение и ориентация волокна в цементных матрицах также влияет на предел прочности бетона на растяжение.Состояние дисперсии волокна является случайным из-за влияния агрегатов и самой силы тяжести волокна, однако однородное распределение обычно может быть обеспечено при более высоком содержании волокна. Ориентация волокна перпендикулярно приложенной нагрузке приводила к более высокой прочности на разрыв. В противном случае, параллельные волокна снижают предел прочности на разрыв, поскольку параллельное расположение увеличивает слабую межфазную переходную зону между волокнами и цементным тестом (Jin, 2016).
Ориентация волокна перпендикулярно приложенной нагрузке приводила к более высокой прочности на разрыв. В противном случае, параллельные волокна снижают предел прочности на разрыв, поскольку параллельное расположение увеличивает слабую межфазную переходную зону между волокнами и цементным тестом (Jin, 2016).
4 Заключение
На основании экспериментальных результатов этого исследования, включение волокна BPP в CLLWAC оказало положительное влияние на механические свойства.Он помогает остановить распространение трещин, создавая эффект перекрытия, обеспечивает передачу напряжения, способствует дополнительным механизмам поглощения энергии и, следовательно, допускает большую деформацию. Таким образом, можно сделать следующие выводы:
1) Включение волокна из бархатистого полипропилена (БПП) оказывает незначительное влияние на плотность. При увеличении процентного содержания волокна BPP наблюдается небольшое увеличение плотности.
2) Включение волокна BPP в CLLWAC снизило удобоукладываемость, при этом скорость оседания увеличивалась по мере увеличения содержания волокна.
3) Включение волокна BPP в CLLWAC положительно сказалось на механических свойствах. Он помогает остановить распространение трещин, создавая эффект перекрытия, обеспечивает передачу напряжения, способствует дополнительным механизмам поглощения энергии и, следовательно, допускает большую деформацию.
4) Развитие прочности на разрыв при расщеплении ускорялось по мере увеличения объемной доли волокна BPP в CLLWAC. Прочность на разрыв при расщеплении росла экспоненциально, достигнув 2.86 и 3,16 МПа соответственно через 7 и 28 дней для 0,45% волокна BPP.
5) Чем выше процент волокна BPP в CLLWAC, тем выше MOR. При максимальном содержании волокна BPP 0,45% прирост MOR через 7 и 28 дней достигает 39,4 и 45,0% соответственно.
Заявление о доступности данных
Необработанные данные, подтверждающие вывод этой статьи, будут предоставлены авторами без излишних оговорок.
Вклад авторов
«Концептуализация, MKY и MCY; методология, YL и FL; программное обеспечение, JB и SH; проверка, JB, MKY, MCY и YL; формальный анализ, SH и FL; расследование, MKY и JB; ресурсы, MKY и MCY; курирование данных, MKY; письменная — подготовка оригинального проекта, MKY и MCY; написание — просмотр и редактирование, MKY, MCY и JB; визуализация, FL, YL и SH; надзор, MKY и MCY; управление проектами, MKY и MCY; финансирование привлечения, MKY Все авторы прочитали и согласились с опубликованной версией рукописи.
Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могут быть истолкованы как потенциальный конфликт интересов.
Примечание издателя
Все претензии, выраженные в этой статье, принадлежат исключительно авторам и не обязательно относятся к их аффилированным организациям или к претензиям издателя, редакторов и рецензентов. Любой продукт, который может быть оценен в этой статье, или заявление, которое может быть сделано его производителем, не подлежат гарантии или одобрению со стороны издателя.
Благодарности
Авторы выражают благодарность за финансовую поддержку Universiti Tunku Abdul Rahman Исследовательскому фонду Universiti Tunku Abdul Rahman (UTARRF).
Ссылки
Багерзаде Р., Пакраван Х. Р., Садеги А. Х., Латифи М. и Мерати А. А. (2012). Исследование по добавлению полипропиленовых волокон для армирования легких цементных композитов (LWC). J. Engineered Fibers Fabrics 7 (4), 13–21. doi: 10.1177 / 155892501200700410
J. Engineered Fibers Fabrics 7 (4), 13–21. doi: 10.1177 / 155892501200700410
CrossRef Полный текст | Google Scholar
Богас, Дж.А., де Брито, Дж., И Фигейредо, Дж. М. (2015). Механическое определение характеристик бетона, полученного из переработанного бетона из легкого керамзитобетона. J. Clean. Prod. 89, 187–195. doi: 10.1016 / j.jclepro.2014.11.015
CrossRef Полный текст | Google Scholar
BS EN 12390 (2009). Часть 3 Испытания затвердевшего бетона — прочность на сжатие образцов для испытаний . Великобритания: Британский институт стандартов.
Google Scholar
Flatt, R.J., Roussel, N., и Чизмен, С. Р. (2012). Бетон: экологически чистый материал, нуждающийся в улучшении. J. Eur. Ceram. Soc. 32 (11), 2787–2798. doi: 10.1016 / j.jeurceramsoc.2011.11.012
CrossRef Полный текст | Google Scholar
Hasan, M., Saidi, T., and Afifuddin, M. (2021). Механические свойства и абсорбция легкого бетона с использованием легкого заполнителя из диатомитовой земли. Construction Building Mater. 277, 122324. doi: 10.1016 / j.conbuildmat.2021.122324
Construction Building Mater. 277, 122324. doi: 10.1016 / j.conbuildmat.2021.122324
CrossRef Полный текст | Google Scholar
Джин, Б.(2016). Исследование механических свойств и микроструктуры легкого бетона, армированного полипропиленовым волокном, с высокими эксплуатационными характеристиками. Construction Building Mater. 118, 27–35.
Google Scholar
Каноджиа А. и Джайн С. К. (2017). Характеристики скорлупы кокосового ореха как крупного заполнителя в бетоне. Construction Building Mater. 140, 150–156. doi: 10.1016 / j.conbuildmat.2017.02.066
CrossRef Полный текст | Google Scholar
Косматка, С.Х., Керкхофф Б. и Панарезе В. К. (2002). Разработка и контроль бетонных смесей . 14-е изд. США: Портленд Джем Ассоти.
Google Scholar
Ло, Л. Т., Ю, М. К., Ю, М. К., Бех, Дж. Х., Ли, Ф. В., Лим, С. К. и др. (2021 г.). Механические и термические свойства легкого бетона со скорлупой масличной пальмы, армированного синтетическим полипропиленовым волокном, из возобновляемой масличной пальмы. Материалы 14 (9), 2337. doi: 10.3390 / ma14092337
Материалы 14 (9), 2337. doi: 10.3390 / ma14092337
PubMed Реферат | CrossRef Полный текст | Google Scholar
Ньюман, Дж., и Оуэнс, П. (2003). «Свойства легкого бетона» в Advanced Concrete Technology. Процессы . Редакторы Дж. Ньюман и Б. Чу (Оксфорд: Баттерворт — Хайнеманн), 3–29. doi: 10.1016 / b978-075065686-3 / 50288-3
CrossRef Полный текст | Google Scholar
Полат, Р., Демирбога, Р., Каракоч, М. Б., и Тюркмен, И. (2010). Влияние легкого заполнителя на физико-механические свойства бетона, подверженного циклам замораживания-оттаивания. Cold Regions Sci. Tech. 60, 51–56. doi: 10.1016 / j.coldregions.2009.08.010
CrossRef Полный текст | Google Scholar
Шафиг П., Махмуд Х. и Джумаат М. З. (2011). Влияние стальной фибры на механические свойства легкого бетона из скорлупы масличной пальмы. Mater. Des. 32, 3926–3932. doi: 10.1016 / j.matdes.2011.02.055
CrossRef Полный текст | Google Scholar
Яп, С. П., Аленгарам, У. Дж., Мо, К. Х. и Джумаат, М. З. (2017). Податливость стальных фибробетонных балок из масличной пальмы при изгибной нагрузке. Eur. J. Environ. Civil Eng. , 1–13. doi: 10.1080 / 19648189.2017.1320234
П., Аленгарам, У. Дж., Мо, К. Х. и Джумаат, М. З. (2017). Податливость стальных фибробетонных балок из масличной пальмы при изгибной нагрузке. Eur. J. Environ. Civil Eng. , 1–13. doi: 10.1080 / 19648189.2017.1320234
CrossRef Полный текст | Google Scholar
Ю, М. К., Бин Махмуд, Х., Анг, Б. К. и Ю, М. С. (2015). Влияние малой объемной доли волокон поливинилового спирта на механические свойства легкого бетона из скорлупы масличной пальмы. Adv. Матер. Sci. Англ. 2015, 1–11. doi: 10.1155 / 2015/425236
CrossRef Полный текст | Google Scholar
Ю, М. К., Бин Махмуд, Х., Анг, Б.К., Ю М. С. (2015). Влияние малой объемной доли волокон поливинилового спирта на механические свойства легкого бетона из скорлупы масличной пальмы. Adv. Матер. Sci. Англ. 2015, 1–11. doi: 10.1155 / 2015/425236
CrossRef Полный текст | Google Scholar
Ю, М. К., Махмуд, Х. Б., Шафиг, П., Анг, Б. К. и Ю, М. К. (2016). Влияние полипропиленовых скрученных волокон на механические свойства высокопрочного легкого бетона из скорлупы масличной пальмы. Mater.Struct. 49 (4), 1221–1233. doi: 10.1617 / s11527-015-0572-z
Mater.Struct. 49 (4), 1221–1233. doi: 10.1617 / s11527-015-0572-z
CrossRef Полный текст | Google Scholar
Ю, М. К., Ю, М. К., Бех, Дж. Х., Со, Л. Х., Ли, Ф. У. и Нг, Т. С. (2020). Влияние высокоэффективного полипропиленового волокна и термообработанной скорлупы масличной пальмы Dura на прочностные характеристики легкого бетона. Eur. J. Environ. Civil Eng. , 1–20. doi: 10.1080 / 19648189.2018.1509022
CrossRef Полный текст | Google Scholar
Ю, М. К., Ю, М. К., Бех, Дж. Х., Со, Л. Х., и Лим, С. К. (2021). Воздействие предварительной обработки на оболочки dura shell и tenera для высокопрочного легкого бетона. J. Building Eng. 42, 102493. doi: 10.1016 / j.jobe.2021.102493
CrossRef Полный текст | Google Scholar
Zhao, H., Ding, J., Li, S., Wang, P., Chen, Y., Liu, Y., et al. (2020). Влияние легкого заполнителя пористого сланцевого кирпича на механические свойства и автогенную деформацию бетона раннего возраста. Construction Building Mater. 261, 120450. doi: 10.1016 / j.conbuildmat.2020.120450
Construction Building Mater. 261, 120450. doi: 10.1016 / j.conbuildmat.2020.120450
CrossRef Полный текст | Google Scholar
кирпич и плитка | строительный материал
кирпич и плитка , изделия из конструкционной глины, выпускаемые в виде стандартных единиц, используемые в строительстве.
Кирпич, впервые произведенный в высушенной на солнце форме, по крайней мере, 6000 лет назад и предшественник широкого спектра конструкционных глиняных изделий, используемых сегодня, представляет собой небольшую строительную единицу в форме прямоугольного блока, сформированного из глины или сланца. или смеси и обожжены (обожжены) в печи или печи для получения прочности, твердости и термостойкости.Первоначальная концепция древних кирпичных мастеров заключалась в том, что блок не должен быть больше, чем то, с чем может легко справиться один человек; Сегодня размер кирпича варьируется от страны к стране, и кирпичная промышленность каждой страны производит кирпичи разных размеров, которые могут исчисляться сотнями. Большинство кирпичей для большинства строительных целей имеют размеры примерно 5,5 × 9,5 × 20 см (2 1 / 4 × 3 3 / 4 × 8 дюймов).
Большинство кирпичей для большинства строительных целей имеют размеры примерно 5,5 × 9,5 × 20 см (2 1 / 4 × 3 3 / 4 × 8 дюймов).
Конструкционная глиняная плитка, также называемая терракотовой, представляет собой более крупную строительную единицу, содержащую множество пустот (ячеек), и используется в основном в качестве подкладки для облицовки кирпичом или для оштукатуренных перегородок.
Конструкционная облицовочная плитка из глины часто глазируется для использования в качестве открытой отделки. Настенная и напольная плитка — это тонкий шамотный материал с натуральной или глазурованной отделкой. Карьерная плитка — это плотный шамотный продукт для полов, террас и промышленных помещений, где требуется высокая стойкость к истиранию или воздействию кислот.
Кирпич шамотный применяется в мусоросжигательных печах, котельных, промышленных и домашних печах, каминах. Канализационная труба обжигается и покрывается глазурью для использования в канализационных системах, системах промышленных сточных вод и общей канализации. Дренажная плитка бывает пористой, круглой, а иногда и перфорированной, и используется в основном для сельскохозяйственного дренажа. Кровельная черепица изготавливается в виде полукруглой (испанская черепица) и различной плоской черепицы, напоминающей сланец или кедр; он широко используется в странах Средиземноморья.
Дренажная плитка бывает пористой, круглой, а иногда и перфорированной, и используется в основном для сельскохозяйственного дренажа. Кровельная черепица изготавливается в виде полукруглой (испанская черепица) и различной плоской черепицы, напоминающей сланец или кедр; он широко используется в странах Средиземноморья.
Существует также множество изделий из цемента и заполнителей, которые заменяют и обычно выполняют те же функции, что и изделия из конструкционной глины, перечисленные выше. Эти изделия из неглинистого кирпича и плитки кратко описаны в конце статьи.Однако основная тема этой статьи — кирпич и плитка из шамота.
шамотный кирпич и плитка — два самых важных продукта в области промышленной керамики. Для получения дополнительной информации о природе керамических материалов см. Статьи, представленные в Industrial Ceramics: Outline of Coverage, особенно статьи о традиционной керамике. О длительном рассмотрении основного применения шамотного кирпича и плитки см. Статью «Строительство зданий».
История кирпичного производства
Глиняный кирпич, высушенный на солнце, был одним из первых строительных материалов. Вполне возможно, что на реках Нил, Евфрат или Тигр после наводнения отложившаяся грязь или ил потрескались и образовали лепешки, которые можно было бы превратить в грубые строительные блоки для постройки хижин для защиты от непогоды. В древнем городе Ур в Месопотамии (современный Ирак) первая настоящая арка из обожженного на солнце кирпича была построена около 4000 г. до н. Э. Сама арка не сохранилась, но ее описание включает первое известное упоминание минометов, отличных от грязи.Для скрепления кирпичей использовалась битумная слизь.
Обожженный кирпич, несомненно, уже производили просто путем тушения огня с помощью сырцовых кирпичей. В Уре гончары открыли принцип закрытой печи, в которой можно было контролировать тепло. Зиккурат в Уре — образец ранней монументальной кирпичной кладки, возможно построенной из высушенного на солнце кирпича; через 2500 лет (около 1500 г. до н.э.) ступени были заменены обожженным кирпичом.
до н.э.) ступени были заменены обожженным кирпичом.
По мере того, как цивилизация распространялась на восток и запад от Ближнего Востока, росло производство и использование кирпича.Великая Китайская стена (210 г. до н. Э.) Была построена из обожженных и высушенных на солнце кирпичей. Ранними примерами кирпичной кладки в Риме были реконструкция Пантеона (123 г. н.э.) с беспрецедентным кирпичным и бетонным куполом, 43 метра (142 фута) в диаметре и высоте, а также Ванны Адриана, где для строительства использовались терракотовые столбы. поддерживающие полы, подогреваемые ревущими пожарами.
Эмалирование, или остекление кирпича и плитки, было известно вавилонянам и ассирийцам еще в 600 г. до н.э., опять же, благодаря гончарному искусству.Великие мечети Иерусалима (Купол Скалы), Исфахана (в Иране) и Тегерана являются прекрасными примерами глазурованной плитки, используемой в качестве мозаики. Некоторые из голубых оттенков этих глазурей не могут быть воспроизведены с помощью существующих производственных процессов.
В Западной Европе кирпич, вероятно, использовался как строительная и архитектурная единица больше, чем в любой другой области мира. Это было особенно важно в борьбе с разрушительными пожарами, которые хронически поражали средневековые города. После Великого пожара 1666 года Лондон превратился из деревянного города в город из кирпича исключительно для защиты от огня.
Кирпичи и кирпичные постройки были привезены в Новый Свет первыми европейскими поселенцами. Коптские потомки древних египтян, живших в верховьях Нила, назвали свою технику изготовления сырцового кирпича tōbe. Арабы передали это имя испанцам, которые, в свою очередь, принесли искусство производства сырцовых кирпичей в южную часть Северной Америки. На севере Голландская Вест-Индская компания построила первое кирпичное здание на острове Манхэттен в 1633 году.
Методология проектирования легкого бетона с расширением…
Методология для дизайна облегченного < прочный> Бетон с вспененным заполнителем глины Ana M. Bastos 1, Hipólito Sousa 2 и António F. Melo 3 В Португалии используется легкий керамзитовый заполнитель (LECA ) обычно используются при производстве легкого бетона для виброкомпрессоров, который в настоящее время составляет 10% от общего общего объема < Strong> вибро-компрессорного бетона, производимого на португальских заводах.Использование агрегатов LECA увеличилось с момента его появления в 1990-х годах после приобретения португальского завода компанией промышленный мировой лидер продукции LECA [Melo (2000)]. Легкие керамзитовые заполнители все еще производятся на этом португальском заводе тем же способом, что и тот, который использовался в o r европейских заводов и с аналогичными химическими характеристиками (таблица 1) [Pöysti, M.
Bastos 1, Hipólito Sousa 2 и António F. Melo 3 В Португалии используется легкий керамзитовый заполнитель (LECA ) обычно используются при производстве легкого бетона для виброкомпрессоров, который в настоящее время составляет 10% от общего общего объема < Strong> вибро-компрессорного бетона, производимого на португальских заводах.Использование агрегатов LECA увеличилось с момента его появления в 1990-х годах после приобретения португальского завода компанией промышленный мировой лидер продукции LECA [Melo (2000)]. Легкие керамзитовые заполнители все еще производятся на этом португальском заводе тем же способом, что и тот, который использовался в o r европейских заводов и с аналогичными химическими характеристиками (таблица 1) [Pöysti, M. и Гейр Норден, Г. (2000)]. Легкий бетон с динамическим компрессором в основном используется для изготовления сборных железобетонных изделий, обычно кирпичных блоков и легких блоков для плит (рис. 1). В Португалии самыми популярными материалами для каменной кладки являются глиняные блоки, большие и горизонтальные, как за , используемые для облицовки ограждений и внутренних стен [Sousa (2000)]. В европейских странах практика, связанная с легким бетоном для производства кирпичных блоков, аналогична и отличается от г бетоны: • производится в специальных виброкомпрессорных системах (рис. 2) сильной вибрацией и сжатием; • Содержание цемента обычно низкое в соответствии с желаемой прочностью, чтобы минимизировать стоимость и ограничить усадку; • Количество воды низкое, чтобы блоки могли выдавливаться сразу после формования с оседанием; • Использование суперпластификаторов, воздухововлекающих добавок и агентов против выцветания не является обычным явлением, по крайней мере, в странах южной Европы.
и Гейр Норден, Г. (2000)]. Легкий бетон с динамическим компрессором в основном используется для изготовления сборных железобетонных изделий, обычно кирпичных блоков и легких блоков для плит (рис. 1). В Португалии самыми популярными материалами для каменной кладки являются глиняные блоки, большие и горизонтальные, как за , используемые для облицовки ограждений и внутренних стен [Sousa (2000)]. В европейских странах практика, связанная с легким бетоном для производства кирпичных блоков, аналогична и отличается от г бетоны: • производится в специальных виброкомпрессорных системах (рис. 2) сильной вибрацией и сжатием; • Содержание цемента обычно низкое в соответствии с желаемой прочностью, чтобы минимизировать стоимость и ограничить усадку; • Количество воды низкое, чтобы блоки могли выдавливаться сразу после формования с оседанием; • Использование суперпластификаторов, воздухововлекающих добавок и агентов против выцветания не является обычным явлением, по крайней мере, в странах южной Европы. Важными факторами, влияющими на конечные свойства бетона se, являются классификация и механическая прочность агрегаты , пропорции смеси, тип блочной машины и процесс отверждения [Брессон Дж. и Брусин (1974)].поведение обеспечивается за счет объема пустот, хотя с низкой механической прочностью. Для структурного использования обычно включают в бетонную смесь обычные заполнители для достижения соответствующей механической прочности [Moyer (1986) и Crestois (1986)]. До недавнего времени конструкция легких бетонных смесей основывалась на опыте и знаниях производители вибро-компрессорных систем.Исследования se легких бетонных смесей ограничены.
Важными факторами, влияющими на конечные свойства бетона se, являются классификация и механическая прочность агрегаты , пропорции смеси, тип блочной машины и процесс отверждения [Брессон Дж. и Брусин (1974)].поведение обеспечивается за счет объема пустот, хотя с низкой механической прочностью. Для структурного использования обычно включают в бетонную смесь обычные заполнители для достижения соответствующей механической прочности [Moyer (1986) и Crestois (1986)]. До недавнего времени конструкция легких бетонных смесей основывалась на опыте и знаниях производители вибро-компрессорных систем.Исследования se легких бетонных смесей ограничены. Таблица 1. Химический анализ заполнителей LECA, использованных в исследовании SiO2 Al 2 O 3 Fe 2 O 3 TiO 2 MgO CaO 46,6% 14,5% 6,6% 0,6% 3,0% 17,7% Na 2 OK 2 O MnO P 2 O 5 Остальное 7,1% Рис. 1 — Примеры изготовленных сборных железобетонных изделий с легким бетоном легким керамзитобетонным заполнителем, который проявляет особые свойства: благоприятные средние и акустические 1 Вспомогательный профессор ессора, Департамент гражданского строительства, Университет Порту, Португалия, ams @ fe.up.pt. 2 младший профессор essor, Департамент гражданского строительства, Университет Порту, Португалия, [email protected]. 3 Промышленный менеджер, Maxit, pavimentos e Blocos S.A., Албергария-А-Велья, Португалия, [email protected]. Рисунок 2 — Вибропрессовочная система TMS Journal Декабрь 2005 г.
Таблица 1. Химический анализ заполнителей LECA, использованных в исследовании SiO2 Al 2 O 3 Fe 2 O 3 TiO 2 MgO CaO 46,6% 14,5% 6,6% 0,6% 3,0% 17,7% Na 2 OK 2 O MnO P 2 O 5 Остальное 7,1% Рис. 1 — Примеры изготовленных сборных железобетонных изделий с легким бетоном легким керамзитобетонным заполнителем, который проявляет особые свойства: благоприятные средние и акустические 1 Вспомогательный профессор ессора, Департамент гражданского строительства, Университет Порту, Португалия, ams @ fe.up.pt. 2 младший профессор essor, Департамент гражданского строительства, Университет Порту, Португалия, [email protected]. 3 Промышленный менеджер, Maxit, pavimentos e Blocos S.A., Албергария-А-Велья, Португалия, [email protected]. Рисунок 2 — Вибропрессовочная система TMS Journal Декабрь 2005 г. 73
73
Преимущества и область применения на даче
Сегодня мы поговорим еще об одном материале для строительства дачных построек и украшения садово-парковой территории.Современный и в то же время очень популярный строительный материал — керамзит. Теперь рассмотрим, как изготавливают бетонный блок, его преимущества и применение в ландшафтном дизайне и строительстве.
Производство керамзита
Керамзит как материал для строительства и ландшафтного дизайна
Глиняный гравий, более распространенное название — керамзит, изготавливается из глины или сланца, который подвергается высокотемпературному обжигу. Обжиг происходит в специальных барабанах печей, длиной до 70 метров и диаметром от 2 до 5 метров.Печь установлена под небольшим уклоном. Исходный материал засыпается в переднюю часть печи и выливается на ее дно, на нем установлен распылитель, который, собственно, и сжигает материал. Обработка глины огнем происходит в температурном режиме от 1050 до 1300 o при времени не более 45 минут. В результате обработки образуются окатанные камешки из легкого керамзита, которые используются в строительстве и ландшафтном дизайне.
Бетонный блок бывает трех видов: глиняный гравий, керамзитовый гравий и керамзитовый песок.Отличие керамзитового гравия от глиняного гравия состоит в том, что в первом случае материал имеет более угловатую форму, а во втором — округлую.
Размеры керамзитового гравия могут быть следующие:
от 5 до 10 мм (галька)
от 10 до 20 мм (самая популярная фракция)
от 20 до 40 мм (камни крупнее)
Все, что имеет размер до 5 мм, считается керамзитовым песком.
Следует отметить, что сегодня производство керамзита осуществляется более 250 заводами в 50 странах мира, что свидетельствует о высокой востребованности этого стройматериала.
Преимущества керамзита
Недаром глина стала настолько популярной в строительном бизнесе. Рассмотрены наиболее значимые достоинства керамзита:
- Оптимальное соотношение цена / качество
- Материал с низким водопоглощением (не более 20%)
- Высокая морозостойкость (от 25 циклов и более)
- Экологически чистый материал (без добавок, только обожженный сланец)
- Хорошие звуко- и теплоизоляционные свойства
- Керамзит легкий
- Материал отличается высокой прочностью и износостойкостью
- Керамзит устойчив к кислотам
Как видите, преимуществ керамзита много, поэтому целесообразно применять его в строительном бизнесе, особенно если вы возводите легкие садовые постройки.
Что касается применения керамзита, то чаще всего этот материал используют в качестве утеплителя, заполнителя для бетонного раствора, а также в качестве дренажа для растений. Теперь более широко рассмотрим сферу применения керамзита.
Аппликация керамзита на даче
Как уже было сказано, керамзит может участвовать и в строительных работах, и в ландшафтном дизайне, все обдумать по порядку.
Наиболее интенсивно использование керамзита в качестве недорогого утеплителя пола, подвалов, потолка и стен.Утепляя крышу и пол, вы не только создадите качественную изоляцию, но и обеспечите хорошую звукоизоляцию помещения. Грядка из керамзита хорошо сохраняет тепло и. имеет малый вес, не создаст большой нагрузки на конструкцию построек.
Применение керамзита для утепления пола
Применение керамзита для утепления стен
Что касается ЖКХ, то в последнее время и здесь важную роль играет керамзит.В результате прорыва трубопровода приходится рыть землю на месте, для дальнейшего ремонта, что очень сложно. Чаще всего причиной аварии является замерзание воды в трубе, в результате чего труба рвется. Как уже упоминалось ранее, бетонные блоки обладают хорошими теплоизоляционными свойствами, поэтому, если они заполняют водный канал, находящийся под землей, вероятность замерзания значительно снижается.
Чаще всего причиной аварии является замерзание воды в трубе, в результате чего труба рвется. Как уже упоминалось ранее, бетонные блоки обладают хорошими теплоизоляционными свойствами, поэтому, если они заполняют водный канал, находящийся под землей, вероятность замерзания значительно снижается.
Керамзит целесообразно применять для создания различных типов фундамента .В отличие от гравия, керамзит имеет небольшой вес и достаточно хорошую прочность, поэтому фундамент сможет выдержать такую же нагрузку, транспортировка строительного материала будет более простой и менее затратной. Следует отметить, что из-за своих теплоизоляционных свойств фундамент с добавлением керамзита можно укладывать на меньшую глубину.
Помимо создания бетонного раствора, при строительстве бетонного блока использовались глиняные блоки , обладающие легким весом и хорошей прочностью и теплоизоляцией.С помощью керамзитовых блоков можно возвести как внутренние, так и внешние стены здания.
Гайдитовый блок
Еще одна сфера применения керамзита — это дорожное строительство . Когда дорога строится на заболоченной местности или на почве, имеющей водоносный горизонт, часто используется керамзитовая подсыпка, которая быстро выводит излишки воды и предотвращает затопление дороги.
Кровать из керамзита дорожная
Дренажная подушка из керамзита хорошо удаляет воду, поэтому часто подушка под фундамент и бордюры.
В ландшафтном дизайне приусадебного участка керамзит также занимал важное место. Благодаря своему декоративному виду, глиняный гравий часто используется для украшения садовых террас и роскошных альпийских террас, построенных на холмистой местности.
Ландшафтный дизайн из керамзита
В садоводстве керамзит используется как хороший утеплитель и дренаж для корней растений. Очень часто в емкость с растениями, выращенными на гидропонике, добавляют керамзит, который в отличие от почвы снижает риск заболеваний растений и появления различных вредителей.
Если добавить в плодородную почву глину, урожайность увеличится, причем на порядок. Добавить керамзит в банку двумя способами:
- При посадке деревьев и кустарников создается ямка, дно засыпается грядкой из керамзита, сверху засыпается землей. На землю поместите корневую систему растений, которая представляет собой немного почвы и присыпьте оставшееся пространство засыпанным, опять же, керамзитом. Полученный жмых «почва и глина» хорошо пропитает корневую систему питательными веществами и водой.
- Более простой метод — это смешивание мелкой фракции глины с почвой с последующим выливанием смеси в хорошо расположенное растение.
Как первый, так и второй способ повышения плодородия растений при минимальных затратах на улучшение почвы.
Преимущество керамзита, который добавлял в почву с растениями , заключается в повышенной водонасыщенности растений, улучшенной воздухопроницаемости и защите корней от высыхания в жаркую погоду и образования плесени в дождливую погоду.
Керамзит можно также использовать для повышения плодородия горшечных растений. В растение, выращенное в гидропонном горшке, добавлен мелкий керамзит.
Керамзит для растений
Ну и последняя, важная сфера применения Лека на даче, это то, что вспененная подушка служит хорошим фильтром , поэтому если на дно очистной установки насыпать слой керамзита, жидкость быстро отделится из твердых бытовых отходов.
расширенная подушка служит хорошим фильтром
Как видите, Leca имеет множество преимуществ и широкое применение, как в строительном бизнесе, так и даже в садоводстве и ландшафтном дизайне, поэтому имеет смысл приобрести
.