Классификация ПЭТ преформ. Виды ПЭТ преформ.
ПЭТ преформа – это заготовка для изготовления ПЭТ бутылок или банок из полимера (полиэтилентерефталата) методом выдувного формования (оборудование для производства ПЭТ бутылок методом выдувного формирования).
ПЭТ преформы производятся на специальном оборудовании (инжекционно-литьевая машина (Термопластавтомат) плюс дополнительное оборудование для подготовки полимерного сырья) методом литья под давлением. Сырьём для производства преформ служит полиэтилентерефталат (ПЭТ — русское сокращение, РЕТ — английское сокращение).
Какие виды преформ бывают? Преформы можно классифицировать нескольким отличительным признакам.
- безалкогольные газированные напитки и минеральные воды
- питьевые негазированные воды
- соки и сокосодержащие напитки
- молоко и кисло-молочные изделия
- пиво и слабоалкогольные напитки
- алкогольные напитки (вино, водка)
- холодный чай/кофе
- растительное масло
Вес преформы напрямую влияет на объем бутылки, которую можно получить. Стандартное соотношение между весом преформы и емкостью получаемой бутылки представлено в таблице.
Вес преформы, граммы | Емкость бутылки, литры |
20 | 0,33 |
23 | 0,5 |
39 | 1 |
42-44 | 1,5 |
48 | 2 |
87 | 3,5 |
710-770 | 19 |
Масса выбираемой преформы в первую очередь регламентируется объемом формуемой бутылки и требованиями к прочностным и барьерным характеристикам ее стенок. При фиксированном весе преформы, чем больше будет толщина стенки бутылки , тем меньше ее объем, и наоборот. В зависимости от степени насыщения содержимого бутылки углекислым газом, процент содержания которого в газированных напитках колеблется от 2 до 10 г на 1л, толщину стенок бутылок увеличивают от 0,25мм (для слабогазированных минеральных и фруктовых вод, не предназначенных для длительного хранения) до 0,36-0.38мм (для сильногазированных напитков). Для выдува 2-х литровой бутылки для сильногазированных напитков необходима преформа массой не 48, а 52г.
- универсальные
- толстостенные
- укороченные
Универсальная преформа.
Наиболее распространенный вариант. Она характеризуется ровной поверхностью цилиндрического тела без значительных расширений. При массе 42г ее длина составляет 148мм, толщина стенки — 3мм.
Качество формуемой бутылки в огромной степени зависит от результата разогрева преформы. Чем меньше толщина ее стенки, тем легче её прогреть. С этой точки зрения, толщина 2,6мм лучше, чем 3,0мм. Однако уменьшение толщины стенки преформы до менее чем 3,0мм связано с большими технологическими трудностями ее изготовления (необходимо существенное увеличение температуры в камере дозирования и на соплах, а также увеличение числа оборотов экструдера на 10-15%). Именно поэтому тонкостенные преформы выпускаются редко, а если и поступают в продажу, то их стоимость гораздо выше универсальных.
Толстостенная преформа (с толщиной стенки до 4,5мм).
В изготовлении — технологически проще. Однако для качественного формования бутылок такие преформы требуют более длительного нахождения в зонах разогрева, то есть их использование приводит к снижению производительности. А для многих типов машин, прежде всего с печами погружного типа, эти преформы вовсе непригодны, так как длительное нахождение в зонах разогрева (более 15 минут) приводит к тому, что материал наружной поверхности преформы перегревается и теряет прозрачность, а ее внутренняя поверхность остается холодной и недостаточно пластична для качественного выдува бутылок.
Укороченные преформы.
Они просты в изготовлении и удобны при транспортировке (при прочих равных условиях в упаковочный ящик помещается их на 30-40% больше укороченных преформ, чем универсальных), но пригодны лишь для раздува на мощном оборудовании с давлением воздуха 30-40 бар. Получить качественную бутылку из таких преформ можно лишь на высококачественных полуавтоматах выдува, либо ценой значительного снижения производительности, но и в этом случае брак неизбежен.
- BPF/PCO (для газированных напитков и минеральной воды, пива)
- Oil (для растительного масла)
- Bericap (для напитков, воды)
- «38» (для соков, молочной продукции)
На рынке напитков в России преимущественно используются два стандарта горловины преформ: BPF (British Plastics Federation) и PCO (Plastic Closures Only).
Стандарт BPF получил наибольшее распространение в северной части Европы, в том числе в восточной ее части и в странах бывшего СССР; PCO — в США. Британская Федерация Пластика – организация, в обязанности которой входит разработка и утверждение тех или иных стандартов, касающихся пластмассовых изделий, в том числе и упаковки. Так в Европе стандарт BPF получил большее распространение, нежели чем PCO. Оба этих стандарта выполняют важную функцию – газоудержание. С точки зрения уровня газоудержания оба стандарта практически идентичны. Но преимущество стандарта PCO состоит в том, что он легче BPF. Экономия ПЭТ при переходе с BPF на PCO составляет от 1 до 2 грамм.
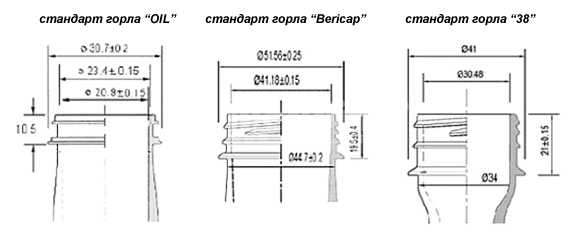
Схемы остальных конфигураций преформ:
Так или иначе, вопрос выбора той или иной преформы для выдува бутылок решаются индивидуально, применительно к конкретным условиям производства и сбыты готовой продукции, с учетом технических особенностей используемого оборудования.
www.ekoprozess.ru
Классификация ПЭТ преформ
ПЭТ преформа – это заготовка для изготовления ПЭТ бутылок или банок из полимера (полиэтилентерефталата) методом выдувного формования (оборудование для производства ПЭТ бутылок методом выдувного формирования).
ПЭТ преформы производятся на специальном оборудовании (инжекционно-литьевая машина (Термопластавтомат) плюс дополнительное оборудование для подготовки полимерного сырья) методом литья под давлением. Сырьём для производства преформ служит полиэтилентерефталат (ПЭТ — русское сокращение, РЕТ — английское сокращение).
Преформы можно классифицировать по следующим признакам:
1. В зависимости от сферы потребления преформы могут быть предназначены для выдува бутылок под:
— безалкогольные газированные напитки и минеральные воды
— питьевые негазированные воды
— соки и сокосодержащие напитки
— молоко и кисломолочные изделия
— пиво и слабоалкогольные напитки
-алкогольные напитки (вино, водка)
холодный чай/кофе
2. В зависимости от емкости бутылки преформы могут различаться по весу.
Вес преформы напрямую влияет на объем бутылки, которую можно получить. Стандартное соотношение между весом преформы и емкостью получаемой бутылки представлено в таблице.
Стандартное соотношение между весом преформы и емкостью получаемой бутылки
| Вес преформы, граммы | Емкость бутылки, литры |
|---|---|
| 20 | 0,33 |
| 23 | 0,5 |
| 26 | 0,7 |
| 38 — 39 | 1 |
| 42 — 44 | 1,5 |
| 48 | 2 |
| 87 | 3 — 5 |
| 710 — 770 | 19 |
Масса выбираемой преформы в первую очередь регламентируется объемом формуемой бутылки и требованиями к прочностным и барьерным характеристикам ее стенок. Совершенно очевидно, что при фиксированном весе преформы толщина стенки бутылки будет тем больше, чем меньше ее объем, и наоборот. В зависимости от степени насыщения содержимого бутылки углекислым газом, процент содержания которого в газированных напитках колеблется от 2 до 10 г на 1л, толщину стенок бутылок увеличивают от 0,25мм (для слабогазированных минеральных и фруктовых вод, не предназначенных для длительного хранения) до 0,36-0.38мм (для сильногазированных напитков) [2,3]. Для выдува 2-х литровой бутылки для сильногазированных напитков необходима преформа массой не 48, а 52г.
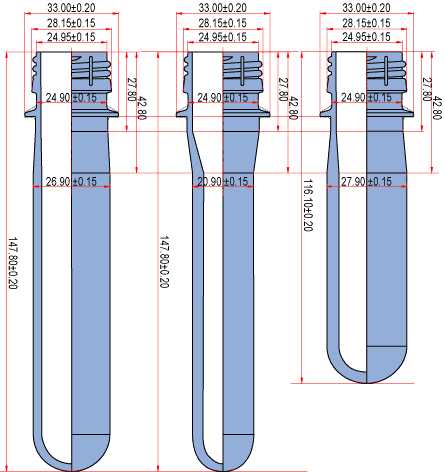
3. По своей конфигурации преформы делятся на 3 группы:
— универсальные
— толстостенные
— укороченные

Универсальная преформа наиболее распространена. Она характеризуется ровной поверхностью цилиндрического тела без значительных расширений. При массе 42г ее длина составляет 148мм, толщина стенки — 3мм.
Толстостенная преформа (с толщиной стенки до 4,5мм) в изготовлении технологически проще. Однако для качественного формования бутылок такие преформы требуют более длительного нахождения в зонах разогрева, то есть их использование приводит к снижению производительности. А для многих типов машин, прежде всего с печами погружного типа, эти преформы вовсе непригодны, так как длительное нахождение в зонах разогрева (более 15 минут) приводит к тому, что материал наружной поверхности преформы перегревается и теряет прозрачность, а ее внутренняя поверхность остается холодной и недостаточно пластична для беспроблемного выдува бутылок.
С укороченными преформами дело обстоит еще хуже. Они просты в изготовлении и удобны при транспортировке (при прочих равных условиях в упаковочный ящик помещается их на 30-40% больше укороченных преформ, чем универсальных), но пригодны лишь для раздува на мощном оборудовании с давлением воздуха 30-40 бар. Получить качественную бутылку из таких преформ на можно лишь на высококачественных полуавтоматах выдува, либо ценой значительного снижения производительности, но и в этом случае брак неизбежен.
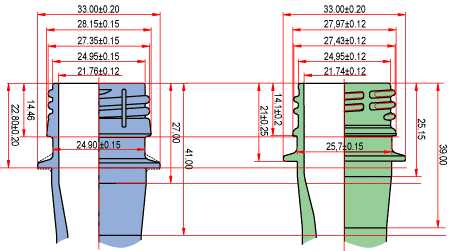
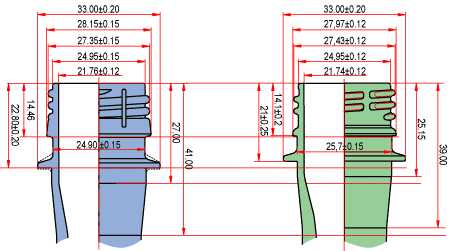
4. В зависимости от конфигурации горла различают преформы/бутылки со стандартом:
— BPF/PCO (для газированных напитков и минеральной воды, пива)
— Oil (для растительного масла)
— Bericap (для напитков, воды)
— «38» (для соков, молочной продукции)
На рынке напитков в России преимущественно используются два стандарта горловины преформ: BPF (British Plastics Federation) и PCO (Plastic Closures Only).
Стандарт BPF получил наибольшее распространение в северной части Европы, в том числе в восточной ее части и в странах бывшего СССР; PCO — в США. Британская Федерация Пластика – организация, в обязанности которой входит разработка и утверждение тех или иных стандартов, касающихся пластмассовых изделий, в том числе и упаковки. Так в Европе стандарт BPF получил большее распространение, нежели чем PCO. Оба этих стандарта выполняют важную функцию – газоудержание. С точки зрения уровня газоудержания оба стандарта практически идентичны. Но преимущество стандарта PCO состоит в том, что он легче BPF. Экономия ПЭТ при переходе с BPF на PCO составляет от 1 до 2 грамм.
Вопрос выбора той или иной преформы для выдува бутылок решаются индивидуально, применительно к конкретным условиям производства и сбыты готовой продукции, с учетом технических особенностей используемого оборудования.

источник: Отраслевой портал «ПОЛИМЕРЫ», http://www.polymery.ru/letter.php?n_id=4462&cat_id=3&page_id=2
www.taraplast.ru
Изготовление пэт-преформ — производство преформ для пэт бутылок в СПБ
Производство преформ для пэт бутылок
Преформа ПЭТ – самый популярный вид полимерных заготовок, который получил столь широкую распространенность благодаря ряду положительных характеристик. Среди оных – простота изготовления, достигаемая за счет дешевизны используемого материала, удобный дизайн, с которым транспортировка тары будет максимально простой, а также высокие прочностные характеристики, максимально защищающие содержимое изготавливаемой тары.
Выдув бутылок из преформ
ПЭТ преформа необходима для выдува бутылок, в которых можно хранить как пищевые, так и непищевые изделия, включая сильногазированные жидкости. Полиэтилентерефталат, входящий в состав преформы, не пропускает углекислый газ, что гарантирует сохранение первозданного качества продукции даже спустя долгое время.

Производство преформ в Санкт-Петербурге
Компания РИНСЛЕР предлагает услуги по изготовлению пэт преформ для бутылок любого объема и расцветки. Производство осуществляется с применением стандарта PCO 1881, самого распространенного вида резьбы для пластиковых бутылок.
Изготовление под заказ
Широкий ассортимент компании включает разнообразные решения – также возможно изготовление индивидуальной продукции под заказ. Для этого на предприятии используется и высокотехнологичное оборудование, обеспечивающее полное соответствие преформ требованиям заказчика. Современное оснащение и наличие многочисленных производственных площадей позволяет РИНСЛЕР выпускать крупнейшие партии ПЭТ-бутылок: в год изготавливается десятки тысяч преформ.
Мы готовы выпустить как стандартные, так и нестандартные преформы пэт по самым выгодным условиям в кратчайшие сроки – вся продукция будет отвечать требованиям качества и безопасности.

Соблюдение требований производства
Изготовление пэт преформ проходит строго согласно необходимым ТУ 2297-001-69382110-2012, что позволяет сохранить все потребительские свойства будущей бутылки, которые создаются путем выдува. Учитывая, что среди большинства наших заказчиков – предприятия по изготовлению пищевых изделий, мы соблюдаем максимально стерильные условия, чтобы обеспечить стопроцентную гигиену продукции.
Этапы производства
Изготовление пэт преформ происходит в несколько стадий:
- подготовка полимера, сушка гранулята перед его непосредственной погрузкой на экструдер,
- плавление гранул при высокой температуре, обеспечивающей однородность материала получаемой преформы,
- охлаждение преформы и выдержка ее под давлением,
- отправка готовых преформ по конвейеру в короб.
rinsler.ru
Производство преформ для пэт-бутылок
Преформа — это заготовка для пластиковых бутылок, получаемых методом раздува. основным материалом является полиэтилентерефталат. Преформы производятся методом литья под давлением на специальных термопластавтоматах (ТПА), как правило, револьверного типа. Суть метода заключается в том, что расплав полимера-полиэтилентерефталата под давлением заполняет закрытую охлаждаемую горячеканальную форму, по конфигурации идентичную изготавливаемому изделию. Расплав полимера застывает в форме изделия, после чего форма раскрывается и готовая продукция ссыпается на транспортёр, либо в приёмный короб.
Наиболее широко востребованы преформы ПЭТ массой 39-42 г, хотя сейчас наметилась тенденция к использованию литформ для получения преформ массой 25-29 г. Из таких заготовок на следующих переделах получают методом раздува бутылки объемом 1.5-2,0 л.
Стадии производства преформ
Входной контрольПри входном контроле в производственной лаборатории определяются основные характеристики сырья по ГОСТ Р 51695-2000 «Полиэтилентерефталат. Общие технические условия»: -внешний вид; -содержание ацетальдегида; -характеристическая вязкость; -влажность. | |
|
|
СушкаПри переработке полиэтилентерефталата влажность является критическим параметром. Сырьё необходимо сушить до содержания влаги 0,004% в специальных сушилках. | |
|
|
Литьё преформ | |
Виды преформ | |
Контроль качества производимой продукцииКонтроль качества производимой продукции является многоступенчатым процессом, он начинается на складе при поступлении сырья и заканчивается на складе при отгрузке готовой продукции. При производстве преформ проводится постоянный контроль внешнего вида на отсутствие помутнений и линий напряжения и выборочный контроль размеров. | |
|
|
УпаковкаУпаковка преформ производится на участке упаковки в герметичные коробки. |
Технологические схемы производства преформ
Производство преформ может быть организованно по одностадийной и двух стадийной схеме.
Одностадийная схема – изготовленные преформы в горячем виде, вместо станции охлаждения, подаются на выдув. Термопластавтомат по производству преформ совмещён с выдувной машиной.
Двухстадийная схема – производство преформ и выдув бутылок между собой не связаны. Преформы производятся отдельно. А затем по мере надобности подаются на выдув.
Одностадийная схема позволяет экономить энергию, кроме того, нет нужды в упаковочных материалах. Однако эти преимущества съедаются недостатками, обусловленными неравномерным спросом на продукцию:
-при производстве преформ по одностадийной схеме производительность выдувного оборудования ограничивается производительностью термопластавтомата.
-требуются значительные дополнительные площади под склад сырья и производственное оборудование.
-затруднительно организовать оптимальную загрузку оборудования, так как велика вероятность его перегрузки в сезон, либо простоя в межсезонье.
При двухстадийной схеме предприятие не испытывает дефицита в преформах, т.к. их можно приобрести заранее (как правило в межсезонье они дешевле) и хранить на складе. Двухстадийная схема в максимальной мере реализовывает свои преимущества на специализированных заводах.
engitime.ru
ПЭТ преформа UNITAPE — Центр упаковочных решений UNITAPE
ПЭТ преформа – это заготовка для изготовления ПЭТ бутылок или банок из полимера (полиэтилентерефталата) методом выдувного формования (оборудование для производства ПЭТ бутылок методом выдувного формирования).
ПЭТ преформы производятся на специальном оборудовании (инжекционно-литьевая машина (Термопластавтомат) плюс дополнительное оборудование для подготовки полимерного сырья) методом литья под давлением. Сырьём для производства преформ служит полиэтилентерефталат (ПЭТ — русское сокращение, РЕТ — английское сокращение).
Преформы можно классифицировать по следующим признакам:
В зависимости от сферы потребления преформы могут быть предназначены для выдува бутылок под:
— безалкогольные газированные напитки и минеральные воды
— питьевые негазированные воды
— соки и сокосодержащие напитки
— молоко и кисломолочные изделия
— пиво и слабоалкогольные напитки
-алкогольные напитки (вино, водка) холодный чай/кофе
— растительное масло
В зависимости от емкости бутылки преформы могут различаться по весу.
Вес преформы напрямую влияет на объем бутылки, которую можно получить. Стандартное соотношение между весом преформы и емкостью получаемой бутылки представлено в таблице.
Стандартное соотношение между весом преформы и емкостью получаемой бутылки.
Масса выбираемой преформы в первую очередь регламентируется объемом формуемой бутылки и требованиями к прочностным и барьерным характеристикам ее стенок. Совершенно очевидно, что при фиксированном весе преформы толщина стенки бутылки будет тем больше, чем меньше ее объем, и наоборот. В зависимости от степени насыщения содержимого бутылки углекислым газом, процент содержания которого в газированных напитках колеблется от 2 до 10 г на 1л, толщину стенок бутылок увеличивают от 0,25мм (для слабогазированных минеральных и фруктовых вод, не предназначенных для длительного хранения) до 0,36-0.38мм (для сильногазированных напитков). Для выдува 2-х литровой бутылки для сильногазированных напитков необходима преформа массой не 48, а 52г.
| ТИП ПРЕФОРМЫ | ТИП ГОРЛОВИНЫ | МАССА ПРЕФОРМЫ, Г | МАКСИМАЛЬНАЯ ВМЕСТИМОСТЬ ИЗГОТОВЛЕННОЙ ИЗ ПРЕФОРМЫ БУТЫЛКИ, Л |
| СПФБ-32 | PСО | 32,0±1,0 | 1 |
| СПФБ-32-С* | PСО | 32,0±1,0 | 1 |
| СПФБ-39,9 | PСО | 39,9±1,0 | 1,5 |
| СПФБ-39,9-С* | PСО | 39,9±1,0 | 1,5 |
| СПФБ-48 | PСО | 48,0±1,0 | 2 |
| СПФБ-48-С* | PСО | 48,0±1,0 | 2 |
| СПФБ-27 | BERICAP | 27,0±1,0 | 1 |
| СПФБ-27 | BERICAP | 27,0±1,0 | 1 |
| *- обработанные силиконом, для улучшения переработки у потребителя | |||
По своей конфигурации преформы делятся на 3 группы:
— универсальные
— толстостенные
— укороченные
Универсальная преформа наиболее распространена. Она характеризуется ровной поверхностью цилиндрического тела без значительных расширений. При массе 42г ее длина составляет 148мм, толщина стенки — 3мм.
Качество формуемой бутылки в огромной степени зависит от результата разогрева преформы. А прогреть ее бывает тем легче, чем меньше толщина ее стенки. С этой точки зрения, толщина 2,6мм лучше, чем 3,0мм. Однако уменьшение толщины стенки преформы до менее чем 3,0мм связано с большими технологическими трудностями ее изготовления (необходимо существенное увеличение температуры в камере дозирования и на соплах, а также увеличение числа оборотов экструдера на 10-15%). Именно поэтому тонкостенные преформы выпускаются редко, а если и поступают в продажу, то их стоимость гораздо выше универсальных.
Толстостенная преформа (с толщиной стенки до 4,5мм) в изготовлении технологически проще. Однако для качественного формования бутылок такие преформы требуют более длительного нахождения в зонах разогрева, то есть их использование приводит к снижению производительности. А для многих типов машин, прежде всего с печами погружного типа, эти преформы вовсе непригодны, так как длительное нахождение в зонах разогрева (более 15 минут) приводит к тому, что материал наружной поверхности преформы перегревается и теряет прозрачность, а ее внутренняя поверхность остается холодной и недостаточно пластична для беспроблемного выдува бутылок.
С укороченными преформами дело обстоит еще хуже. Они просты в изготовлении и удобны при транспортировке (при прочих равных условиях в упаковочный ящик помещается их на 30-40% больше укороченных преформ, чем универсальных), но пригодны лишь для раздува на мощном оборудовании с давлением воздуха 30-40 бар. Получить качественную бутылку из таких преформ на можно лишь на высококачественных полуавтоматах выдува, либо ценой значительного снижения производительности, но и в этом случае брак неизбежен.
В зависимости от конфигурации горла различают преформы/бутылки со стандартом:
— BPF/PCO (для газированных напитков и минеральной воды, пива)
— Oil (для растительного масла)
— Bericap (для напитков, воды)
— «38» (для соков, молочной продукции)
На рынке напитков в России преимущественно используются два стандарта горловины преформ: BPF (British Plastics Federation) и PCO (Plastic Closures Only).
Стандарт BPF получил наибольшее распространение в северной части Европы, в том числе в восточной ее части и в странах бывшего СССР; PCO — в США. Британская Федерация Пластика – организация, в обязанности которой входит разработка и утверждение тех или иных стандартов, касающихся пластмассовых изделий, в том числе и упаковки. Так в Европе стандарт BPF получил большее распространение, нежели чем PCO. Оба этих стандарта выполняют важную функцию – газоудержание. С точки зрения уровня газоудержания оба стандарта практически идентичны. Но преимущество стандарта PCO состоит в том, что он легче BPF. Экономия ПЭТ при переходе с BPF на PCO составляет от 1 до 2 грамм.
Вопрос выбора той или иной преформы для выдува бутылок решаются индивидуально, применительно к конкретным условиям производства и сбыта готовой продукции, с учетом технических особенностей используемого оборудования.
Преформа может изготавливаться неокрашенная и крашеная в соответствии с цветом используемого красителя. Преформа по качественным показателям должна соответствовать определенным значениям
| Наименование показателя | Значение |
|---|---|
| 1. Внешний вид | Преформа должна быть прозрачной, равномерно окрашенной. |
| 2. Характеристическая вязкость полимера преформы, дл/г, не менее | 0,74 |
| 3. Массовая доля ацетатальдегида в полимере (сополимере полиэтилентерефталата) преформы, ррm, не более | 9,0 |
unitape.com
Технология производства и критерии качества ПЭТ преформ
Преформы – это заготовки для получения бутылок и банок из полимеров методом выдувного формования. ПЭТ преформа, как правило, прозрачна, но может быть окрашена в разные цвета. Преформы производят методом литья под давлением. Качественные линии по выпуску ПЭТ преформ выпускают корейская компания PETONE, швейцарская Netstal, канадская Husky. Температура переработки ПЭТФ около 280-3000С. При таких температурах возможна термодеструкция полиэтилентерефталата. Это значит, что ПЭТ теряет свои замечательные механические свойства. Бутылка, изготовленная из деструктированного ПЭТ, имеет желтоватый оттенок и повышенную хрупкость. Особенно это сказывается при транспортировке: при тряске у таких бутылок иногда отваливаются и лопаются донышки. Значительно увеличивается склонность изделий к деструктивному старению под действием кислорода и ультрафиолета — гарантийные сроки хранения сокращаются в десятки раз.
Кроме того, при термодеструкции возможно выделение весьма вредных веществ, которые мигрируют в жидкость, налитую в бутылку, а также отравляют рабочих и близко живущих жителей при производстве
преформ. Допустимые концентрации вредных веществ, выделяющихся при производстве преформ, представлены в таблице.
| Вредное вещество по ГОСТ 12.3.030 | Миграция в модельные среды в готовых изделиях, мг/л | В воздухе рабочей зоны, мг/м3 | Наличие в атмосферном воздухе прилегающих населенных пунктах (максимально разовая), мг/м3 | В атмосферном воздухе прилегающих населенных пунктов (среднесуточная), мг/м3 |
| Ацетальдегид | 0.2 | 5 | 0.01 | 0.01 |
| Диметилтерефталат | 0.5 | 0.1 | 0.05 | 0.01 |
| Кислота терефталевая | — | 0.1 | 0.01 | 0.001 |
| Кислота уксусная | — | 5 | 0.2 | 0.06 |
| Углерода оксид | — | 20 | 5 | 3 |
Катализатором термодеструкции является вода. Причем при деструкции ПЭТ снова выделяется вода. Доказано, что, для того чтобы избежать термодеструкции, ПЭТ необходимо высушивать до содержания влаги, меньше 0,03-0,04 мас.%. Такое низкое содержание влаги недостижимо при обычных приемах сушки полимеров, например в сушильных шкафах. В России уже давно существует производство ПЭТ-преформ, где сырье сушат с помощью комплексных установок.
Сырье засасывается из мешка вакуумным загрузчиком. Загрузчик имеет собственное дозирующее устройство, с помощью которого гранулы ПЭТ порционно подаются в бункер таким образом, чтобы он всегда был
заполнен сырьем. Сырье перемещается в бункер сверху вниз так, чтобы во время пребывания каждой порции в бункере было не менее четырех часов.
Снизу в бункер через выходное сопло подается подогретый нагревателем воздух. Отобрав влагу от сырья, воздух через фильтр и холодильник попадает в адсорбер-осушитель и затем снова в бункер.
Адсорбирующий барабан лежит на плите которая разделена на три части. Во время работы осушителя барабан медленно вращается. В зоне №1 из воздуха отбирается влага, она поглощается барабаном-адсорбером. Барабан выполнен из специально разработанного пористого материала, который свободно пропускает через себя воздух и в то же время способен поглощать влагу из проходящего воздуха. Зона №1 отбирая влагу из воздуха медленно переходит в зону №2. Скорость вращения барабана очень низкая и составляет 1 об/10мин.. В этой зоне барабан-адсорбер разогревается горячим потоком воздуха до +160° — +180°С. В этот момент влага переходит в парообразное состояние и вместе с потоком горячего воздуха выбрасывается наружу. После нагрева барабан поворачиваясь переходит в зону №3. В третьей зоне барабан охлаждается холодным потоком воздуха, температура которого +1° — +10°С. В рабочем контуре датчики непрерывно измеряют степень сухости воздуха — точку росы.
Полиэтилентерефталат – кристаллизирующийся полимер.
Преформу при ее производстве следует охлаждать быстро, так, чтобы ПЭТ не успел закристаллизоваться и затвердел, т.е. перешел в стеклообразное состояние, сохранив аморфную, некристаллическую структуру, которую он имел в расплавленном состоянии. С точки зрения физики стекло – та же жидкость, только величина его вязкости столь огромна, что и за сотни лет не удается заметить деформаций стеклообразных сред под действием напряжений. С ростом температуры вязкость падает настолько, что полимер приобретает способность деформироваться за разумные промежутки времени. На этом и основан способ получения бутылок из преформ – достаточно разогреть преформу до температуры порядка ста градусов, чтобы за секунды из нее можно было выдуть бутылку.
Но в расплавленном состоянии величина вязкости ПЭТ очень низкая – подвижность очень велика и полимер может успеть частично перейти в термодинамическое более выгодное состояние. Визуально это
видно по поведению отдельных участков преформы, особенно в области конца сферической части, у литника. Температура плавления кристаллов ПЭТ около 250°С и при температуре производства бутылок
кристаллические участки преформ деформироваться – формироваться в бутылку не могут. В составе оборудования должен быть мощный холодильник. Он позволяет охлаждать пресс-формы с максимальной
интенсивностью и получать максимальную величину кристалличности в изделии. Поэтому существуют международные стандарты, регламентирующие допустимую величину степени кристалличности в преформе.
Диаметр пятна кристалличности в области литника не должен быль более 6 мм.
Общая степень растяжения преформы при производстве бутылок порядка десяти (произведение степени растяжения вдоль и поперек оси). Это означает, что любой дефект, который имеет преформа (пятно,
царапина, облой в местах стыковки формообразующих частей и т.п.), переходят на бутылку в десятикратном масштабе. Поэтому международные стандарты строго регламентируют требования к качеству
поверхности и микродефектам преформ. Не должно быть видимых глазу включений, непроплавов, царапин. Образующийся при литье облой обламывается при укладке преформ и под действием электростатических
сил прилипает к поверхности преформы, а затем, подплавляясь при выдуве бутылки, уродует поверхность изделия. Поэтому величина облоя должна быть минимальной. Для того чтобы эти требования
выполнить, необходимо изготавливать пресс-формы с высокими размерной точностью и качеством поверхностей.
Давление впрыска: высокое 1200-1400 бар (100-140 бар — на манометре термопластавтомата). С учетом максимального давления впрыска на термопластавтомате — 1400 бар.
Скорость впрыска: поверхность прессованных изделий лучше при меньшей скорости впрыска.
Давление выдержки (подпрессовки): высокое улучшает качество поверхности, применять 50-70% давления литья.
Время выдержки (подпрессовки): рекомендуется небольшое время выдержки до 20% от времени охлаждения.
Подушка (остаточная): 3-5 мм, в зависимости от объема дозирования; больше объем — больше подушка.
Время охлаждения: должно быть настолько длительным, чтобы литое изделие остыло до беспроблемного извлечения из прессформы; определяется толщиной стенок изделия, температурой стенок прессформы, температурой расплава материала.
Обороты шнека: высокие, должны быть подобраны таким образом, чтобы пластикация закончилась минимально раньше времени охлаждения.
Противодавление: 30-100 бар (3-10 бар по манометру термопластавтомата).
Превышение температуры более 290°С приводит к разложению полимера.
www.ekoprozess.ru
Ответы@Mail.Ru: что такое преформа
Преформы – это заготовки для получения бутылок и банок из полимеров методом выдувного формования. О том, как выдувают бутылки из преформ, не раз освещали научной прессе. Рынок преформ развивается очень бурно. По оценкам специалистов, в 2005г. потребность российского рынка будет составлять 5 млрд. преформ в год. В предлагаемой главным специалистом фирмы «Продвижение» (Москва) статье проанализирована технология производства преформ и изложены требования, предъявляемые к этим изделиям.Для производства преформ, а следовательно, и бутылок применяют полиэтилентерефталат (ПЭТ) специальных марок. Это продукт поликонденсации терефталивой кислоты. ПЭТ отличают высокая твердость наряду с хорошей ударной вязкостью, высокая размерная точность изделий, хорошая текучесть расплава. Изготовленные из ПЭТ бутылки прозрачны, как стекло. Полимер устойчив к маслам, жирам, спиртам, эфиру, бензину, слабым кислотам, слабым щелочам. Неустойчив к сильным кислотам и щелочам, кетонам. Воспламеняется ПЭТ с трудом и гаснет при удалении пламени.
Определены гарантийные сроки хранения различных жидкостей в ПЭТ-бутылках. Без ущерба для эксплуатационных качеств бутылок в них можно хранить: ацетон в течении 3 лет, моторное масло 5, воду 3-5 лет и т. п. Приведенные данные верны только в том случае, когда используется высококачественная бутылка. При этом доказано, что при производстве бутылки из преформы материал, из которого преформа изготовлена, не претерпевает никаких химических изменений.
Итак, все дело в качестве преформы. С формальных позиций это полуфабрикат, и поэтому на преформу не существует государственного стандарта. Достаточно утверждения фирмы-производителя о соответствии преформы техническим условиям, которые производитель сам себе разрабатывает и сам себе утверждает. Существуют, к счастью, международные стандарты, и, для того чтобы понять, что такое высококачественная преформа, рассмотрим более подробно процесс ее получения.
Преформы производят методом литья под давлением. Температура переработки 280°-300° С. При таких температурах возможна термодеструкция полиэтилентерефталата. Это значит, что ПЭТ теряет свои замечательные механические свойства. Это уже не специальный полимер для производства бутылок. Говоря научным языком, это сырье с пониженной молекулярной массой.
Бутылка, изготовленная из деструктированного ПЭТ, имеет желтоватый оттенок и повышенную хрупкость. Особенно это сказывается при транспортировке: при тряске по российским дорогам у таких бутылок, иногда отваливаются и лопаются донышки. Значительно увеличивается склонность изделий к деструктивному старению под действием кислорода и ультрафиолета – гарантийные сроки хранения сокращаются в десятки раз.
Мало того, при термодеструкции возможно выделение весьма вредных веществ, которые мигрируют в жидкость, налитую в бутылку, а также отравляют рабочих и близко живущих жителей при производстве преформ. Допустимые концентрации вредных веществ, выделяющихся при производстве преформ, представлены в таблице.
otvet.mail.ru