Отводы сварные секторные (сегментные) по ОСТ 36-21-77 и ОСТ 34 10.752
Отводы сварные секторные (сегментные) используются для соединения труб большого диаметра с определенным углом поворота потока, работающих в условиях невысокого давления. Угол поворота сварного отвода зависит от области применения и условий эксплуатации данной детали. Отвод сварной секторный может быть изготовлен под разными углами, но наиболее распространенные отводы секторные сварные имеют угол в 30°, 45°, 60° и 90°. На сегодняшний день, практически во всех строительствах трубопроводов или теплотрасс используются сварные секторные отводы. На рисунке, приведенном ниже, вы можете посмотреть как схематично выглядят отводы сварные секторные:
Отводы сварные секторные:
Отводы сварные секторные чаще всего изготавливаются по двум стандартам: ОСТ 36-21-77 (для нефтепроводов) и ОСТ 34 10.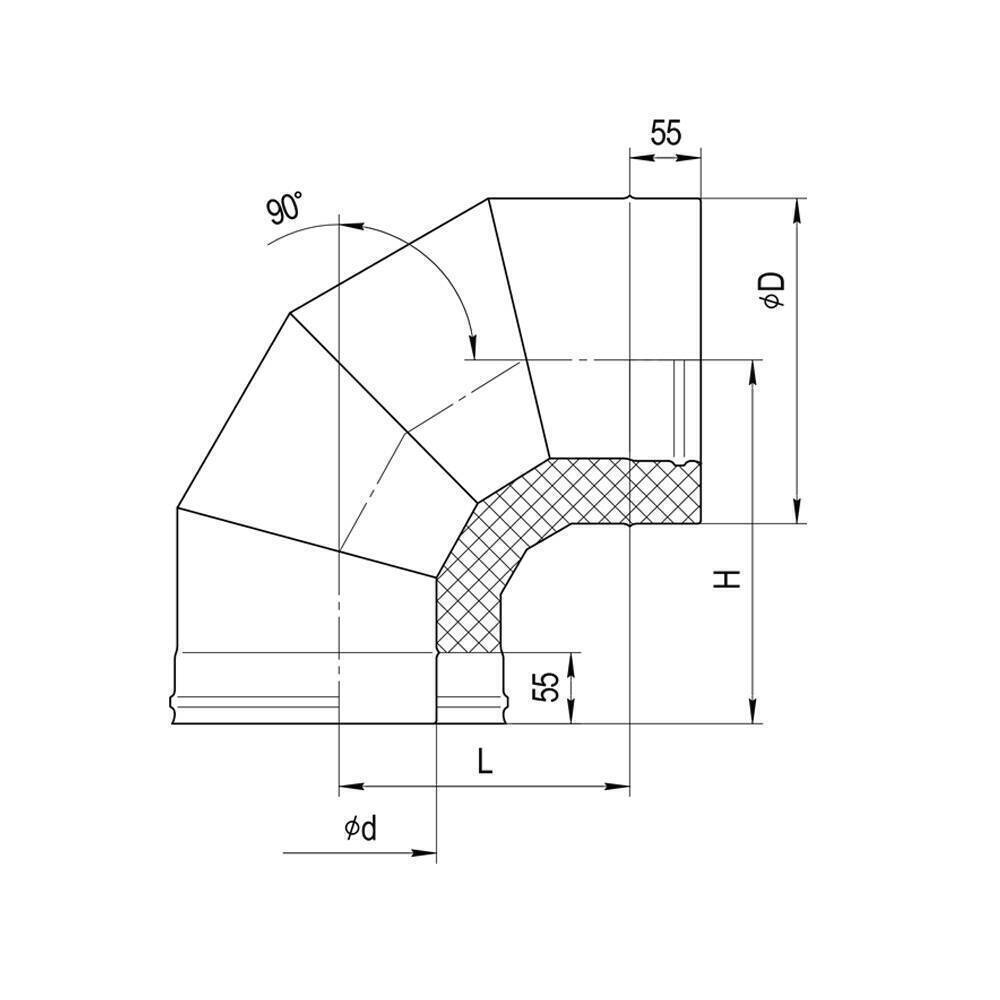
В нижеприведенных таблицах указаны все виды отводов сварных секторных по ОСТ 36-21-77 и ОСТ 34 10.752-97 поставляемые нашей компанией, а также все характеристики данных отводов:
Отводы по ОСТ 36-21-77
| Размеры, мм | Условное давление Ру МПа | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dу | Dн | R | L отводов под углом | Н | s | неагрес-сивных | среднеаг-рессивных | |||||
| секторов | полусекторов с углом | |||||||||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||||||
| 500 | 530 | 750 | 750 | 432 | 310 | 201 | 260 | 200 | 130 | 7 8 10 12 |
1,6 (16) 2,5 (25) — — |
1,0 (10) — 1,6 (16) 2,5 (25) |
| 600 | 630 | 900 | 900 | 520 | 372 | 241 | 314 | 242 | 157 | 7 10 12 |
1,6 (16) 2,5 (25) |
1,0 (10) 1,6 (16) 2,5 (25) |
| 800 | 820 | 1200 | 1200 | 694 | 496 | 322 | 424 | 327 | 212 | 8 10 12 14 |
1,6 (16) — 2,5 (25) — |
1,0 (10) 1,6 (16) — 2,5 (25) |
| 1000 | 1020 | 1500 | 1500 | 865 | 620 | 402 | 530 | 410 | 265 | 8 10 12 15 |
1,0 (10) 1,6 (16) — 2,5 (25) |
0,63 (6,3) 1,0 (10) 1,6 (16) — |
| 1200 | 1220 | 1800 | 1800 | 1040 | 745 | 483 | 638 | 493 | 319 | 9 12 15 |
1,0 (10) 1,6 (16) — |
0,63 (6,3) 1,0 (10) 1,6 (16) |
| 1400 | 1420 | 2100 | 2100 | 1210 | 870 | 564 | 744 | 576 | 372 | 10 14 |
1,0 (10) 1,6 (16) |
0,63 (6,3) 1,0 (10) |
В следующей таблице Вы можете посмотреть массу отводов изготовленных по ОСТ 36-21-77:
| Размеры, мм | Масса, кг | |||||||
|---|---|---|---|---|---|---|---|---|
| Dу | S | отводов под углом | секторов | полусекторов с углом | ||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||
| 500 | 7 8 10 12 |
124,4 154,7 184,7 |
72,7 83,8 102,9 122,9 |
56,0 63,8 79,3 94,6 |
36,2 41,2 51,2 61,0 |
36,0 41,0 50,9 60,7 |
27,8 31,6 39,2 46,7 |
17,9 20,3 25,2 29,9 |
| 600 | 7 10 12 |
155,9 220,9 265,2 |
103,9 147,4 176,0 |
80,1 113,6 135,6 |
51,8 73,3 87,5 |
51,6 73,0 87,1 |
39,8 56,3 67,1 |
25,6 36,2 43,0 |
| 800 | 8 10 12 14 |
309,3 385,5 461,1 535,9 |
206,0 256,7 306,9 356,5 |
159,0 198,0 236,8 275,2 |
102,8 127,9 152,8 177,5 |
102,4 127,5 152,3 177,0 |
79,0 98,4 117,4 136,3 |
50,9 63,3 75,5 87,3 |
| 1000 | 8 10 12 15 |
481,9 600,8 719,1 895,5 |
321,0 400,2 487,8 596,1 |
247,8 308,8 369,4 459,8 |
160,1 199,5 238,6 296,7 |
159,8 199,0 238,0 296,0 |
123,3 153,6 183,6 228,2 |
79,5 98,9 118,1 146,6 |
| 1200 | 9 12 15 |
778,0 1037,2 1288,7 |
518,3 690,8 858,0 |
400,2 531,6 662,1 |
258,6 343,4 427,3 |
258,1 342,7 426,6 |
199,3 264,4 329,0 |
128,5 170,3 211,6 |
| 1400 | 10 14 |
1174,2 1637,9 |
782,2 1090,8 |
603,9 841,9 |
390,3 543,7 |
389,7 |
300,8 418,8 |
194,0 269,7 |
Ниже приведен пример условного обозначения отводов по ОСТ 36-21-77:
Отвод 90°, диаметром 530 мм, толщиной стенки 10 мм из стали марки 17Г1С:Отвод 90° 530х10 17Г1С ОСТ 36-21-77
Отводы по ОСТ 34.
 10.752-97
10.752-97В ОСТ 34 10.752-97 есть 5 таблиц, в каждой из которых указаны все характеристики для отводов (колен) в 15°, 30°, 45°, 60° и 90°. Мы не будем описывать характеристики всех колен, а укажем характеристики наиболее популярных отводов – отводов с углом в 90°:
| Условное Давление Ру | Условные проход Dу | Разм. Присоед. Труб Dн х S | Dн1 | S1 | R | α1 | α2 | φ | a | a1 | b | b1 | C | Масса, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2,5 (25) | 100 | 108*4 | 108 | 4 | 305 | 11° 15’ |
22° 30’ |
90° | 144 | 122 | 100 | 100 | 355 | 6,2 |
| 125 | 133*4 | 133 | 320 | 154 | 127 | 370 | 8,1 | |||||||
| 150 | 159*5 | 159 | 5 | 330 | 164 | 132 | 380 | 12,3 | ||||||
| 200 | 219*7 | 219 | 7 | 360 | 188 | 144 | 100 | 100 | 410 | 25,6 | ||||
| 250 | 273 | 8 | 410 | 218 | 159 | 110 | 105 | 460 | 40,9 | |||||
| 300 | 325*8 | 325 | 490 | 260 | 180 | 130 | 115 | 540 | 56,8 | |||||
| 350 | 377*9 | 377 | 9 | 570 | 300 | 200 | 150 | 125 | 620 | 84,3 | ||||
| 400 | 426*10 | 426 | 10* | 640 | 240 | 220 | 170 | 135 | 690 | 118,4 | ||||
| 500 | 530*8 | 530 | 8 | 800 | 424 | 212 | 212 | 106 | 800 | 134,0 | ||||
| 11 | 530 | 318 | 209 | 106 | 103 | 580 | 138,5 | |||||||
| 600 | 630*8 | 630 | (12) | 950 | 504 | 252 | 252 | 126 | 950 | 283,3 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 209,4 | ||||||||
| 700 | 720*9 | 720 | 9 | 1080 | 572 | 286 | 286 | 143 | 1080 | 276,4 | ||||
| 11 | 720 | 432 | 266 | 144 | 122 | 770 | ||||||||
| 800 | 820*11 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 438,8 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 317,7 | ||||||||
| 1000 | 1020*14 | 1020 | 14 | 1350 | 812 | 406 | 406 | 203 | 1530 | 862,5 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 579,0 | ||||||||
| 1200 | 1220*14 | 1220 | 1830 | 972 | 486 | 486 | 243 | 1830 | 1233,7 | |||||
| (18) | 1220 | 732 | 366 | 244 | 122 | 1220 | 1068,5 | |||||||
| 1,6 (16) | 400 | 426*6 | 426 | 10* | 640 | 340 | 220 | 170 | 135 | 690 | 118,4 | |||
| 500 | 530*8 | 530 | 8 | 530 | 318 | 209 | 106 | 103 | 580 | 100,7 | ||||
| 600 | 630*8 | 630 | (10) | 950 | 504 | 252 | 252 | 126 | 950 | 236,7 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 174,6 | ||||||||
| 700 | 720*9 | 720 | 9 | 720 | 432 | 266 | 144 | 122 | 770 | 202,8 | ||||
| 800 | 820*9 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 358,5 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 259,9 | ||||||||
| 1000 | 1020*10 | 1020 | 10 | 1530 | 812 | 406 | 406 | 203 | 1530 | 616,3 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 413,0 | ||||||||
| 1200 | 1220*11 | 1220 | 11 | 1830 | 972 | 486 | 486 | 243 | 1830 | 969,4 | ||||
| 1220 | 732 | 366 | 244 | 122 | 1220 | 651,8 | ||||||||
| 1400 | 1420*14 | 1420 | (14) | 2130 | 1132 | 566 | 566 | 283 | 2130 | 1671,3 | ||||
| 1420 | 852 | 426 | 284 | 142 | 1420 | 1123,8 | ||||||||
| 1600 | 1620*14 | 1620 | (14) | 2430 | 1290 | 644 | 644 | 322 | 2206,2 | |||||
| (18) | 1620 | 966 | 483 | 322 | 161 | 1901,6 |
Ниже приведен пример условного обозначения отводов по ОСТ 34 10. 752-97:
752-97:
Отвод 90° 426х12 09Г2С ОСТ 34.10.752-97
Если Вам требуется посмотреть вышеуказанные характеристики для колен 15°, 30°, 45° или 60°, то Вы сможете посмотреть их на нашем сайте нажав на ОСТ 34 10.752-97.
Все швы сварных отводов тщательно проверяются на неразрушающий контроль, а также на разрушающий контроль. Методы контроля могут быть различны, например: Радиационная дефектоскопия, ультразвуковая дефектоскопия, магнитная и электромагнитная дефектоскопия и т.д. Поэтому все сварные отводы, поставляемые ООО “ТД ”Союз ДСК”, успешно выдерживают все необходимые воздействия при правильных условиях их эксплуатации.
Сварные секторные отводы могут быть произведены из различных видов стали (углеродистой, низколегированной, высоколегированной коррозионно-стойкой, жаростойкой и жаропрочной). Они применяются в соединениях трубопроводов многих видов промышленности, позволяющих по условиям эксплуатации их использование.
Наша компания поставляет отводы сварные секционные из различных марок стали, таких как: сталь 20 и 09Г2С (отводы сварные стальные), сталь 12х18н10т (отводы сварные нержавеющие) и др. Возможно изготовление отводов сварных секторных других диаметров, из других марок стали, по другим нормативным документам (ТУ 102-488-95 и др.), а также по чертежам и эскизам заказчика.
На все
сварные секторные отводы, поставляемые нашей компанией выдаются паспорта качества, разрешение на применение, а также сертификат соответствия.Если у вас остались вопросы, связанные с отводами сварными секторными, Вы можете задать их менеджерам нашей компании по электронной почте [email protected] или по телефону +7 (343) 361 2377
Изготавливаемая продукция: Отводы сварные секторные
Может быть интересно
Отвод трубы 90 градусов ГОСТ 17375-2001 100 мм, 159 мм
Металлические трубы различного назначения используются повсеместно. А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180О. Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.

Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.
Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.
Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.
Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Изготовление шаблонов и разметка — Справочник химика 21
Изготовление шаблонов, разметка, наметка. Шаблоны, по которым размечают листовой и профильный металл, изготовляют обычно в мастерской, оборудованной столами для разметки, необходимыми станками и инст- [c.202]Изготовление секторных отводов из труб с разметкой и изготовлением шаблона, вырезкой секторов, обработкой фасок, сборкой секторов, стыковкой, сваркой [c.83]
Для разметки линий торцов штуцеров, а также линий реза секторов и полусекторов сварных отводов часто применяют шаблоны. Размеры для изготовления шаблонов указывают в рабочих чертежах или нормалях на детали трубопроводов или определяют графическим способом. [c.61]
Процесс изготовления шаблонов и разметка деталей те же, что и для секторных отводов и штуцеров, т.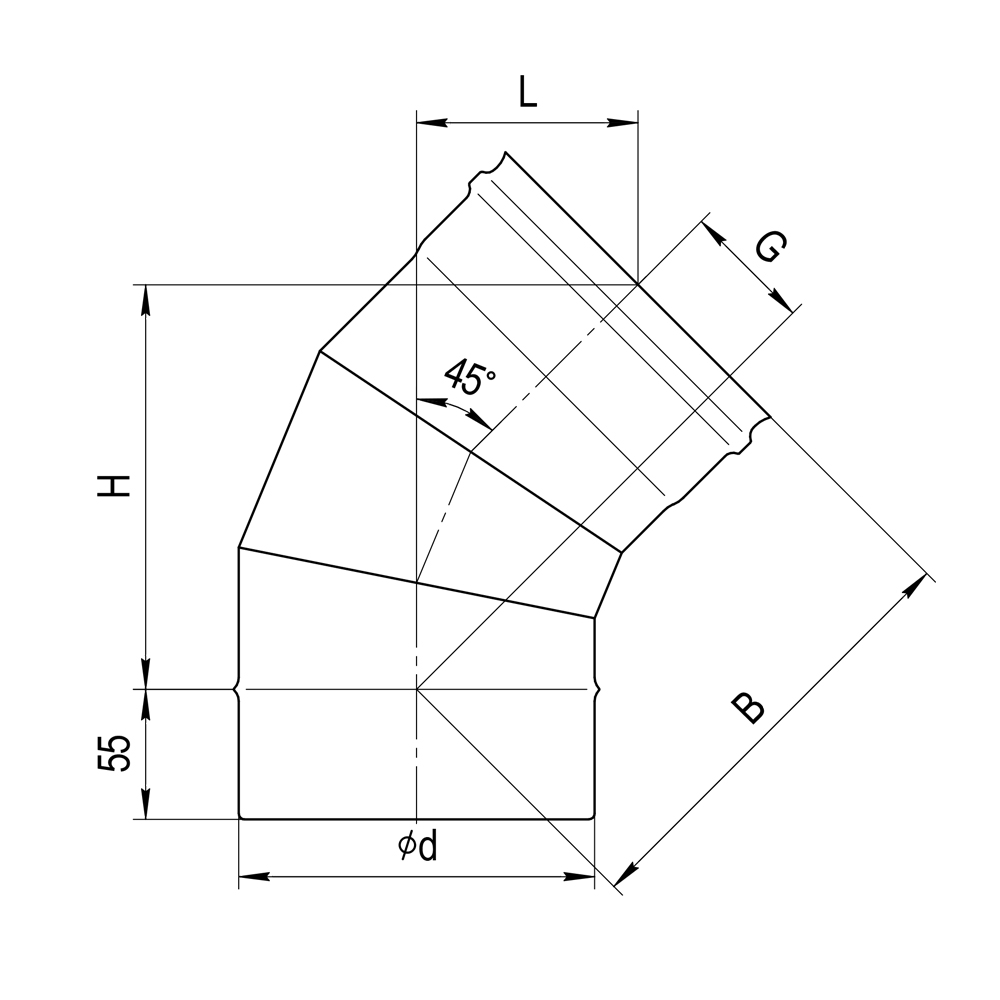 е. построение вспомогательной полуокружности и развертка деталей по наружному диаметру. [c.205]
е. построение вспомогательной полуокружности и развертка деталей по наружному диаметру. [c.205]
Процесс изготовления шаблонов и разметка деталей те же, что и для секторных отводов и штуцеров, т. е. построение вспо- [c.232]
Изготовление шаблонов и разметка……….4—б /о [c.66]
ИЗГОТОВЛЕНИЕ ШАБЛОНОВ И РАЗМЕТКА [c.73]
При том и другом способах приемы разметки имеют много общего, поэтому остановимся на изготовлении шаблонов, тем более что при заводском способе изготовления технологических металлоконструкций это наиболее прогрессивный метод разметки. Разметкой называется процесс вычерчивания на листе или другом профиле детали в натуральную величину с нанесением мест вырезов, линий перегибов и т. п. [c.73]
Большой вклад в дело улучшения и ускорения операций по изготовлению шаблонов и разметке внес разметчик-новатор Ф, К. Петриченко. Он внедрил инвентарные шаблоны для разметки листовых деталей с прямоугольными контурами и предложил шаблон для разметки криволинейных фигур (рис. 50). Также нашел широкое применение комбинированный шаблон, предложенный Ф. К. Петриченко для разметки двутавровых балок и швеллеров. [c.75]
50). Также нашел широкое применение комбинированный шаблон, предложенный Ф. К. Петриченко для разметки двутавровых балок и швеллеров. [c.75]
Для разметки и изготовления шаблонов Ф. К. Петриченко предложил оригинальную конструкцию разметочного стола [c.75]
Помимо шаблонов для разметки отдельных деталей, практикуется изготовление шаблонов для сборки нескольких деталей. [c.78]
После кислородной резки строжка кромок, оговоренная в заказной документации, во всех случаях производится на глубину 4 мм. В тех случаях, когда предусмотрена строжка кромок, при изготовлении шаблонов и разметке деталей оставляется соответствующий припуск, так как по техническим условиям допускаемое отклонение размеров детали после строжки не должно превышать 2 мм. [c.90]
К заготовительным операциям относятся правка металлопроката, изготовление шаблонов и разметка металла, резка (рубка) и обработка кромок, гибка и вальцовка, штамповка и образование отверстий. [c.287]
[c.287]
Сополимер винилхлорида и метакрилата применяют для изготовления листового материала винипроз , отличающегося стабильностью размеров при колебании влажности и температуры. Листовой винипроз используют для изготовления шаблонов, применяемых при разметке металлических листов [150]. [c.221]
При монтаже трубопроводов крупных диаметров применяют сварные отводы. Изготовление сварных отводов заключается в разметке и резке труб на сегменты, подгонке их и сварке. Разметка труб на сегменты производится по шаблонам, которые должны быть изготовлены для отводов диаметром более 6″. Для изготовления шаблонов используют толь, руберойд, тонкое листовое железо и др. Однако применение отводов должно быть ограничено, особенно для труб диаметром 4, 5 и 6″ в связи с высокой стоимостью их изготовления и больших сопротивлений, возникающих в таких отводах при прохождении газов и жидкостей.
 [c.21]
[c.21]Изготовление шаблона для разметки деталей трубопроводов рассматривается в главе XV. [c.105]
Для разметки секторов из труб и листового материала применяются одни и те же шаблоны. Их изготовляют квалифицированные разметчики. Для изготовления шаблонов используется толь, руберойд, тонколистовое железо и т. п. При массовом изготовлении секторных отводов делают инвентарные шаблоны. [c.134]
При изготовлении шаблонов к разметке секторов принято окружность делить на 16 равных частей в отдельных случаях можно окружность делить и на другое количество частей и затем определять размеры у. [c.235]
При подготовке монтажных заготовок выполняется очистка, разметка и резка труб, нарезание резьб, гнутье труб, изготовление прокладок. Разметка труб проводится с использованием измерительного инструмента и шаблонов, изготовленных из бумаги или ТОЛИ. Для резки труб используются труборезные станки, аппараты газокислородной резки, дисковые пилы. [c.355]
[c.355]
Допуск на разметку и изготовление шаблонов [c.334]
П осле изготовления шаблону придают круглую форму (рис. 95, а) и надевают на трубу, на которой мелом отмечают вырезки сегментов. По этой разметке из трубы вырезают сегменты, сгибают их и сваривают- Можно сделать и более простой шаблон (рис. 95, б) по форме вырезаемого сегмента. При пользовании таким шаблоном длину колена на трубе измеряют и размечаю г отдельно. [c.107]
Разметка по чертежу. Разметка по чертежу представляет собой перенесение точек, линий, контуров и цифровых размеров с чертежа на размечаемый материал. Для разметки по чертежу затрачивается много времени. Применяют ее при изготовлении шаблонов или небольшого числа деталей. Прежде чем п )иступить к разметке, необходимо тщательно изучить чертеж элемента и наметить план разметки, [c.89]
В жестяночной мастерской работает бригад из 8—9 человек. Число бригад зависит от производительности мастерской и суточной потребности монтажных участков в элементах металлопокрытий. Каждый член бригады имеет определенный участок работы. Все члены бригады обучены и имеют опыт работы на всех механизмах, установленных в мастерской. Один рабочий 5—6-го разряда производит расчеты и построение разверток элементов металлопокрытий, вырезку шаблонов, разметку листового металла на заготовки. Двое рабочих 3— 4-го разряда работают на гильотинных ножницах, двое рабочих 3—4-го рязряда работают на листогибочных вальцах, один рабочий 3-го разряда работает на зиг-машине, двое рабочих 5-го и 3-го разряда работают на верстаках и механизмах по изготовлению отводов, диафрагм, тройников, крестовин, лепестков и других фасонных элементов металлопокрытий, проводят контрольную сборку сложных деталей и укрупненных узлов. [c.134]
Каждый член бригады имеет определенный участок работы. Все члены бригады обучены и имеют опыт работы на всех механизмах, установленных в мастерской. Один рабочий 5—6-го разряда производит расчеты и построение разверток элементов металлопокрытий, вырезку шаблонов, разметку листового металла на заготовки. Двое рабочих 3— 4-го разряда работают на гильотинных ножницах, двое рабочих 3—4-го рязряда работают на листогибочных вальцах, один рабочий 3-го разряда работает на зиг-машине, двое рабочих 5-го и 3-го разряда работают на верстаках и механизмах по изготовлению отводов, диафрагм, тройников, крестовин, лепестков и других фасонных элементов металлопокрытий, проводят контрольную сборку сложных деталей и укрупненных узлов. [c.134]
Разметку производят так, чтобы сварные швы не приходились на углы и на места около штуцеров. При этом используют металлические линейки, угольники и циркули при массовом изготовлении однотипных деталей разметку следует вести по шаблонам из картона или металла. [c.167]
[c.167]
Для изготовления деталей трубопроводов при врезке труб разметку фасонного конца присоединяемой трубы или патрубка производят по шаблону, вычерчивание которого занимает много времени и требует высокой квалификации разметчика. [c.65]
Отобранные для изготовления монтажных узлов трубы размечают под резку и сварку в соответствии со снятыми размерами. При этом встречаются такие виды разметок, как разметка по длине разметка мест изгибания нанесение местоположения врезок разметка для вырезки отверстий в трубах и др. Вырезают отверстия в трубах и обрезают концы труб для сварного тройника по разметке при помощи шаблонов. [c.67]
Технологическая оснастка из пластмасс (кондукторы для сверления деталей, шаблоны для контроля деталей сложной конфигурации, штампы, приспособления для разметки и др.) легче, дешевле, проще в изготовлении, чем аналогичная металлическая. Эксплуатационные свойства такой оснастки повышаются при ее армировании металлами, применением в качестве наполнителей металлич. волокон или металлизацией рабочих поверхностей (см. Металлизация пластмасс). Из пластмасс изготовляют различную литейную оснастку. Так, в пром-сти широко используют метод литья деталей по выжигаемым моделям из пенополистирола, из фенопластов изготовляют формовочные смеси, оболочковые формы и стержни. Полимерные материалы служат также связующим в абразивном инструменте (напр., при изготовлении термо- и водостойких шлифовальных шкурок). [c.460]
волокон или металлизацией рабочих поверхностей (см. Металлизация пластмасс). Из пластмасс изготовляют различную литейную оснастку. Так, в пром-сти широко используют метод литья деталей по выжигаемым моделям из пенополистирола, из фенопластов изготовляют формовочные смеси, оболочковые формы и стержни. Полимерные материалы служат также связующим в абразивном инструменте (напр., при изготовлении термо- и водостойких шлифовальных шкурок). [c.460]
Технологический процесс восстановления входных участков лопаток включает в себя разметку по шаблону и удаление поврежденной части, изготовление по чертежам лопатки входного участка из конструкционной или нержавеющей стали, установку и приварку входного участка и зачистку места сопряжения. При приварке входного участка необходимо выдержать проектный профиль лопатки. Для этой цели применяют специальное приспособление (рис. 10.3), состоящее из двух шаблонов, жестко соединенных между собой, упора, прижима и специальных гаек. Рабочая кромка каждого шаблона соот- [c.126]
Рабочая кромка каждого шаблона соот- [c.126]
Прежде чем приступить к выполнению сварочного отвода из отдельных секторов, надо изготовить развертку сектора, так называемый шаблон-рыбку (рис. 97, б). Все размеры для построения шаблона даются в таблицах Междуведомственных нормалей или в соответствующих справочниках. При отсутствии таблиц, а также при изготовлении секторных отводов нестандартных размеров разметка шаблонов может быть произведена способом графического построения. [c.197]
На рис. 102 показаны конструкции развилок, изготовленных из прямых труб, и выполнение шаблонов для разметки отдельных деталей. [c.205]
До начала изготовления штуцера на листе картона или толя делают шаблон. Для этого мелом вычерчивают в натуральную величину фронтальную проекцию тройника (рис. 94, б) радиусом, равным половине наружного диаметра штуцера, — вычерчивают вспомогательную полуокружность, которую делят на восемь равных частей.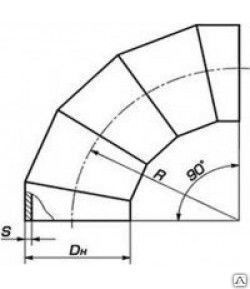 Из точек деления 1, 2, 3. .. 9 проводят линии 1/1, t/2. Уз и т. д., образующие наружную поверхность штуцера, до пересечения их с наружной поверхностью трубы. Развернутая длина окружности штуцера с наружным диаметром равна С=лО . Размер С делят на 16 равных частей (рис. 94, в). Из точек деления опускают вниз перпендикуляры, соответствуюшие размерам г/ь у2, Уз до yie- Полученные точки при помоши лекала соединяют плавной кривой линией. Шаблон вырезают, надевают на трубу и по нему делают разметку мелом для последующей вырезки. [c.230]
Из точек деления 1, 2, 3. .. 9 проводят линии 1/1, t/2. Уз и т. д., образующие наружную поверхность штуцера, до пересечения их с наружной поверхностью трубы. Развернутая длина окружности штуцера с наружным диаметром равна С=лО . Размер С делят на 16 равных частей (рис. 94, в). Из точек деления опускают вниз перпендикуляры, соответствуюшие размерам г/ь у2, Уз до yie- Полученные точки при помоши лекала соединяют плавной кривой линией. Шаблон вырезают, надевают на трубу и по нему делают разметку мелом для последующей вырезки. [c.230]
При серийном или многократно повторяющемся изготовлении одной и той же детали разметку ведут по шаблону при штучном изготовлении разметку производят прямо на листе или прокате. [c.73]
Процесс изготовления чехлов из полиэтиленовых и полихлорвиниловых пленок сводится к следующим операциям разметить и вырезать заготовки из пленки (в случае изготовления чехлов из рукава производится только разметка по шаблону или по метке, на рабочем столе, а разрезка производится после сварки) уложить свариваемые кромки пленки на фторопластовую подкладку, накрыть сверху фторопластовой полоской (прокладкой), нагретой рабочей частью сварочного устройства с легким нажимом провести по фторопластовой полоске после снятия сварочного устройства [c. 111]
111]
Заготовки для гуммирования кроят из дублированных листов резины, полуэбонита или эбонита по шаблонам-выкройкам или по разметке. Заготовки раскраивают острым ножом типа Гастроном , периодически смачивая его водой. При раскрое нож перемещают под некоторым углом по отношению к плоскости стола, в результате этого по краям заготовки образуется косой срез, или срез на клин. Из кромок дублированных листов и из обрезков от заготовок кроят полоски резины, срезанные с обеих сторон на клин, которые используют затем для изготовления шпонок. Сдублированные листы гуммировочных материалов и нарезанные заготовки хранят до обкладки на столах-стеллажах переложенными прокладочной тканью. Промывку изделий бензином и промазку их клеем производят параллельно с подготовкой резины для гуммирования. Для дублирования заготовок используют клеи концентрацией от 1 5 до 1 8 обычно наносят два слоя клея время сушки 30 мин. [c.53]
Трудоемким при изготовлении батарей является изготовление коллекторов и калачей.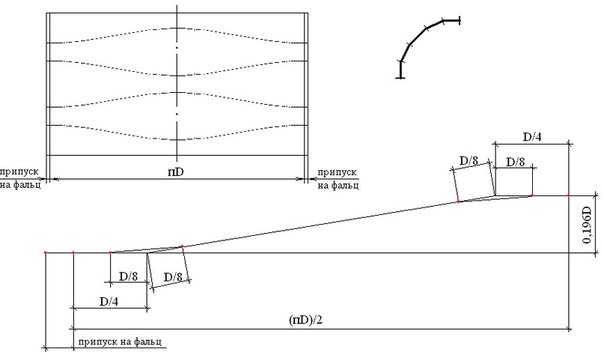 Отверстия в коллекторах вырезают фрезой, шарошкой или автогеном, а также сверлят на сверлильных станках. Разметку отверстий производят при помощи шаблона. Для устойчивости шаблона к полосе приваривают кольца с внутренним диаметром, несколько большим наружного диаметра коллектора. Центры отверстий переносят на трубу при помощи керна. [c.241]
Отверстия в коллекторах вырезают фрезой, шарошкой или автогеном, а также сверлят на сверлильных станках. Разметку отверстий производят при помощи шаблона. Для устойчивости шаблона к полосе приваривают кольца с внутренним диаметром, несколько большим наружного диаметра коллектора. Центры отверстий переносят на трубу при помощи керна. [c.241]
Разметку деталей выполняют с учетом необходимых допусков на последую» щие резку и механическую обработку. Кроме того, при разметке обечаек учитывают необходимый припутск для сварки контрольного (для контроля механических свойств) сварного соединения. Необходимая точность достигается применением универсальных инвентарных шаблонов, разметкой ряда отверстий от на чальной точки нарастающими числами, использованием шаблонов, изготовленных с учетом припусков на последующую механическую обработку (резку, строжку). [c.134]
Технология изготовления металлоконструкций и нестандартизо-ванного оборудования включает операции по заготовке деталей, сборке, сварке и окраске их.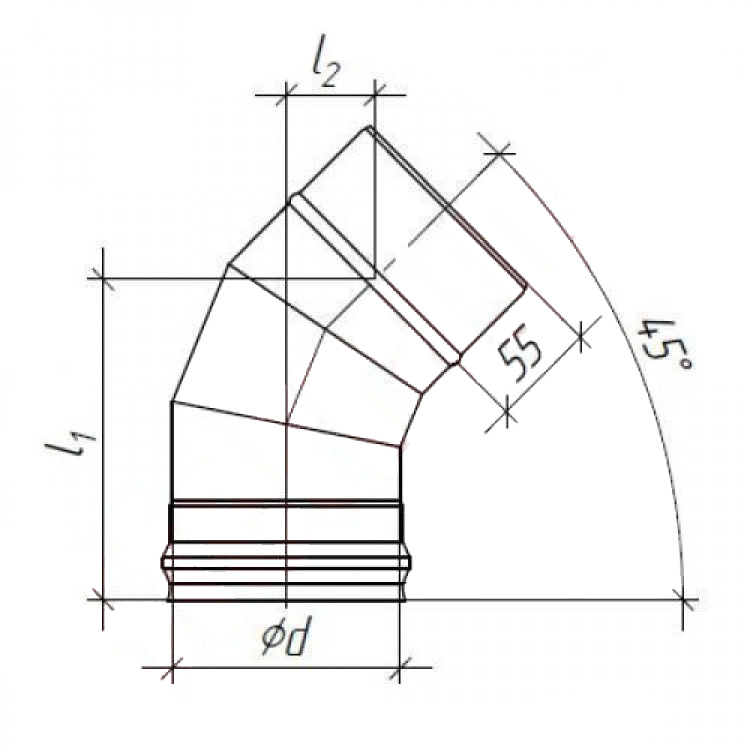 Некоторые листовые металлоконструкции и нестандартизованное оборудование испытывают на плотность (баки для разведения рассола, поддоны воздухоохладителей и др.). Заготовка деталей объединяет технологические операции по правке металла, изготовлению шаблонов и разметке металла, резке и обработке кромок, гибке и вальцовке, штамповке, образованию сферических поверхностей и отверстий. [c.384]
Некоторые листовые металлоконструкции и нестандартизованное оборудование испытывают на плотность (баки для разведения рассола, поддоны воздухоохладителей и др.). Заготовка деталей объединяет технологические операции по правке металла, изготовлению шаблонов и разметке металла, резке и обработке кромок, гибке и вальцовке, штамповке, образованию сферических поверхностей и отверстий. [c.384]
В состав гла ВНого корпуса завода (рис. 42) входят следующие отделения и цехи цех подготовки и склад металла цех решетчатых конструкций, цех листовых конструкций, промежуточная кладовая 1, лаборатория 2, кузнечно-термический цех 3, отделение по изготовлению шаблонов для разметки 4, слесарно-механический цех 5, инструментально-раздаточная кладовая 6, компрессорная 7, малярное отделение 8, цех общей сборки конструкций, бытовые и санитарно-технические помещения. [c.63]
При изготовлении элементов узлов трубопроводов в основном встречаются такие виды разметок, как разметка тг уб, подлежащих резке по длине н мест изгибания напесепие местоположения врезок наметка для вырезки отверстий в трубах, а также фасонной линии обрезки конца трубы и др. Кроме того, приходится вычерчивать различные развертки при изготовлении шаблонов. [c.85]
Кроме того, приходится вычерчивать различные развертки при изготовлении шаблонов. [c.85]
Для разметки линий обрезки торцов штуцеров под врезку, секторов и нолусекторов сварных отводов часто применяют шаблоны. Размеры для изготовления шаблонов должны быть указаны в рабочих чертежах или нормалях в случае их отсутствия размеры находят графическим способом. [c.80]
Прокалывание или сверление отверстий может производиться по предварительной разметке керновкой или по шаблону (кондуктору), что сокращает время. Шаблоны обычно применяются при серийном или массовом изготовлении одних и тех же элементов, что очень редко имеет место при изготовлении технологических металлоконструкций. [c.102]
Отводы холодного гнутья
ООО «Нефтегазстрой» изготавливает отводы способом поперечной гибки труб в холодном состоянии.
В качестве технологического оборудования применяются станки для холодной гибки труб (ГТ).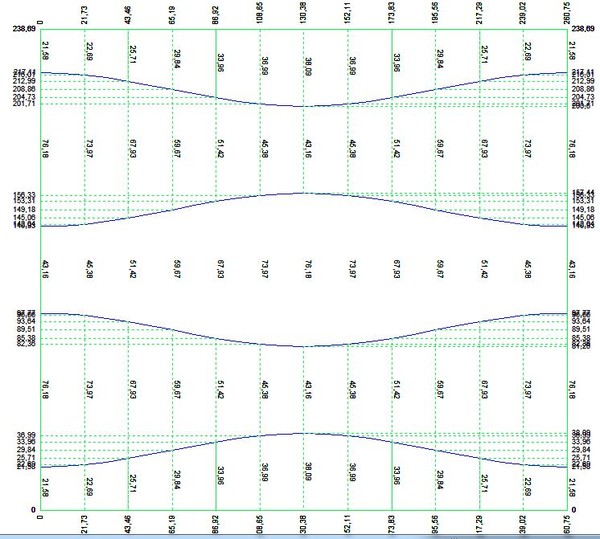 Станки ГТ могут эксплуатироваться на открытых монтажных площадках (в стационарных и полустационарных условиях), также в составе сварочных колонн при строительстве трубопроводов, в т.ч. газопроводов и нефтепроводов, в соответствии с требованиями ГОСТ 24950.
Станки ГТ могут эксплуатироваться на открытых монтажных площадках (в стационарных и полустационарных условиях), также в составе сварочных колонн при строительстве трубопроводов, в т.ч. газопроводов и нефтепроводов, в соответствии с требованиями ГОСТ 24950.
Для изготовления гнутых отводов используются прямошовные и бесшовные стальные трубы с наружным диаметром 219-1420 мм с защитным покрытием, нанесенным в заводских условиях, и без покрытия.
| Марка станка | Дорн | Диапазон трубы, мм |
|---|---|---|
| ГТ-1425 | Д 1425, Д 1225 | от 914 до 1420 |
| ГТ-1022 | Д 1023, Д 721, Д 531 | от 508 до 1020 |
| ГТ-532 | Д 531 | Ду 530, для диаметров труб 219÷ 426 дорн не применяется |
С целью предотвращения гофрообразования и уменьшения овальности труб при их гибке используется дорн.
Гибка производится путем обкатки трубы по формующему лекалу (башмаку) с помощью гибочного ложемента и системы гидроцилиндров. Станки комплектуются цифровыми угломерами.
Модели трубогибов ГТ1022, ГТ532, ГТ1425 имеют возможность гибки труб высоких классов прочности и с большей толщиной стенки. Также модели ГТ имеют высокую производительность, короткий гибочный ложемент, что позволяет получать отводы с меньшими радиусами гиба, особенно при использовании дорнов. Вкладыши изготовлены из полиуретанового покрытия или без покрытия на диаметры труб, необходимые Заказчику.
Техническая характеристика трубогибочных станков
| Параметры | ГТ 532 | ГТ 1022 | ГТ 1425 |
|---|---|---|---|
| Наружный max D изгибаемых труб, мм | 530 | 1020 | 1420 |
| — D прочих изгибаемых труб, мм | 219, 273,325, 377,426 |
530, 720 |
1220 |
| Машинное время одного гиба, с | 76 | 90 | 96,5 |
| Максимальный угол изгиба труб длиной 12 м | до 27° | до 9° | до 6° |
| Максимальная толщина стенки труб D класса прочности К65 (Х80), мм | D530-12 | D1020-22 | D1420-26,5 |
| Достижимый радиус изогнутой трубы, м | 15-25 | 25-40 | 60 |
| Установленная мощность, кВт | 22 | 55 | 90 |
| Габаритные размеры, мм: — длина — ширина — высота |
4220 1400 2870 |
8110 2600 3130 |
9900 3110 3100 |
| Масса (без кабины, ходы и вкладышей), кг | 8000 | 29780 | 53920 |
Схема нагружения при четырехточечной гибке труб.

Стальные трубопроводы, по которым перекачиваются углеводороды, могут подвергаться воздействию нескольких агрессивных элементов. Для обеспечения структурной целостности трубопровода от коррозии производятся двустенные трубы, содержащие толстостенную низкоуглеродистую сталь («внешнюю трубу»), обеспечивающую прочность, и тонкий слой («труба-вкладыш») из Материал из коррозионно-стойкого сплава (CRA), который устанавливается внутри внешней трубы, что дает экономичное решение вместо производства трубопроводов из нержавеющей стали или никелевого сплава.Во-первых, исследуется реакция конструкции двустенных труб, также называемых «облицованными трубами», на монотонный изгиб. На первом этапе исследуются два типа труб с футеровкой, с механическим соединением футеровки и внешней трубы и без такового, называемые соответственно трубой с плотной посадкой (TFP) и трубой с плотной посадкой (SFP). Показано, что при применении монотонного изгиба труба-футеровка постепенно отделяется от внешней трубы, образуя равномерную складку в зоне сжатия, приводящую к локализованному короблению с дальнейшим увеличением кривизны. Впоследствии исследуется реакция на изгиб облицованных труб при низком или умеренном уровне внутреннего давления, демонстрируя его положительное влияние на характеристики изгиба облицованных труб. Кроме того, исследуется влияние начальных геометрических дефектов на изгиб трубы футеровки, демонстрируя чувствительность к дефектам биметаллических (двустенных) труб с внутренним давлением и без давления. Кроме того, исследуется влияние производственного процесса на конструктивные характеристики труб с механической футеровкой.Рассмотрены альтернативные производственные процессы, связанные либо с чисто гидравлическим, либо с термогидравлическим расширением труб. Разработана трехмерная модель, которая имитирует производственный процесс на первом этапе анализа, а затем переходит к анализу изгиба облицованной трубы. Этот комплексный двухэтапный подход представляет собой важный вклад данного исследования в существующие знания. Рассмотрены термогидравлически расширенные футерованные трубы с особым вниманием к случаю частично нагретых футеровок, и обнаружена обратная пластическая нагрузка в стенке футеровки во время разгерметизации.
Впоследствии исследуется реакция на изгиб облицованных труб при низком или умеренном уровне внутреннего давления, демонстрируя его положительное влияние на характеристики изгиба облицованных труб. Кроме того, исследуется влияние начальных геометрических дефектов на изгиб трубы футеровки, демонстрируя чувствительность к дефектам биметаллических (двустенных) труб с внутренним давлением и без давления. Кроме того, исследуется влияние производственного процесса на конструктивные характеристики труб с механической футеровкой.Рассмотрены альтернативные производственные процессы, связанные либо с чисто гидравлическим, либо с термогидравлическим расширением труб. Разработана трехмерная модель, которая имитирует производственный процесс на первом этапе анализа, а затем переходит к анализу изгиба облицованной трубы. Этот комплексный двухэтапный подход представляет собой важный вклад данного исследования в существующие знания. Рассмотрены термогидравлически расширенные футерованные трубы с особым вниманием к случаю частично нагретых футеровок, и обнаружена обратная пластическая нагрузка в стенке футеровки во время разгерметизации. Кроме того, численные результаты показывают, что термомеханический процесс приводит к более сильному механическому соединению между двумя трубами по сравнению с чисто механическим процессом, и что на это соединение существенно влияет уровень температуры трубы футеровки. Также сделан вывод о том, что величина начального зазора между двумя трубами перед изготовлением довольно мало влияет на величину кривизны продольного изгиба хвостовика. Представлены численные результаты по чувствительности к дефектам для различных производственных процессов, а также подтверждено положительное влияние внутреннего давления на реакцию гильзы на изгиб.Кроме того, исследуются структурные характеристики трубы с футеровкой при циклическом изгибе, мотивированные использованием морской намоточной установки. Рассмотрены пять циклов изгиба, представляющих два цикла установки и три дополнительных цикла сценария отказа / ремонта. Циклы нагружения определяют диапазон кривизны изгиба, соответствующий деформациям, возникающим во время типичного процесса наматывания.
Кроме того, численные результаты показывают, что термомеханический процесс приводит к более сильному механическому соединению между двумя трубами по сравнению с чисто механическим процессом, и что на это соединение существенно влияет уровень температуры трубы футеровки. Также сделан вывод о том, что величина начального зазора между двумя трубами перед изготовлением довольно мало влияет на величину кривизны продольного изгиба хвостовика. Представлены численные результаты по чувствительности к дефектам для различных производственных процессов, а также подтверждено положительное влияние внутреннего давления на реакцию гильзы на изгиб.Кроме того, исследуются структурные характеристики трубы с футеровкой при циклическом изгибе, мотивированные использованием морской намоточной установки. Рассмотрены пять циклов изгиба, представляющих два цикла установки и три дополнительных цикла сценария отказа / ремонта. Циклы нагружения определяют диапазон кривизны изгиба, соответствующий деформациям, возникающим во время типичного процесса наматывания.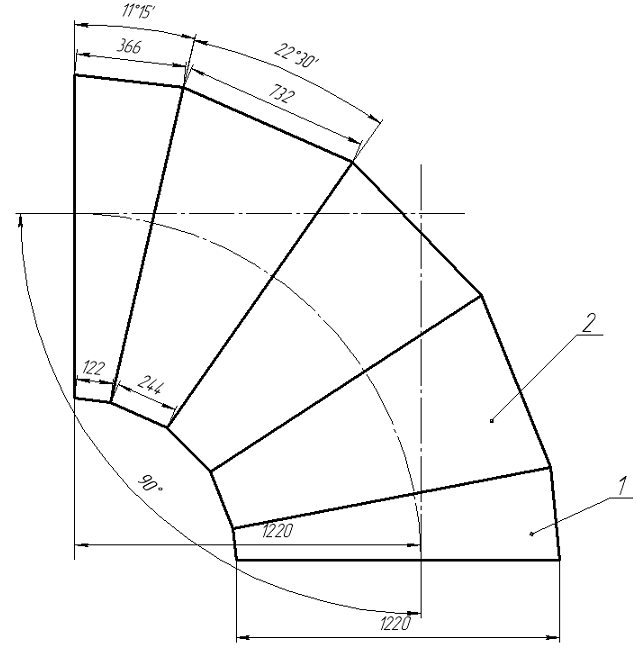 Рассмотрены различные схемы нагружения и исследовано их влияние на характеристики футеровки.Результаты показывают, что применение обратной (отрицательной) кривизны во время циклов нагружения, представляющей выпрямитель, оказывает значительное влияние на размер складок гильзы, образующейся на двух критических генераторах, и скорость ее увеличения по сравнению с циклическими моделями изгиба с неотрицательная кривизна. Получены численные результаты по чувствительности к дефектам с учетом двух типов дефектов облицовочной трубы. Кроме того, исследуются конструкционные характеристики футеровок с разной толщиной, и результаты показывают, что существует минимальное значение толщины стенки, выше которого футеровка не проявляет локального коробления в конце истории циклического нагружения.Благоприятное влияние внутреннего давления на циклическую реакцию лайнера также подтверждено, особенно для тонкостенных лайнеров, предотвращающих развитие морщин. Также исследуется влияние производственного процесса, демонстрируя превосходные структурные характеристики частично нагретых футерованных труб по сравнению с полностью нагретыми футерованными трубами и футерованными трубами, изготовленными чисто механическим способом.
Рассмотрены различные схемы нагружения и исследовано их влияние на характеристики футеровки.Результаты показывают, что применение обратной (отрицательной) кривизны во время циклов нагружения, представляющей выпрямитель, оказывает значительное влияние на размер складок гильзы, образующейся на двух критических генераторах, и скорость ее увеличения по сравнению с циклическими моделями изгиба с неотрицательная кривизна. Получены численные результаты по чувствительности к дефектам с учетом двух типов дефектов облицовочной трубы. Кроме того, исследуются конструкционные характеристики футеровок с разной толщиной, и результаты показывают, что существует минимальное значение толщины стенки, выше которого футеровка не проявляет локального коробления в конце истории циклического нагружения.Благоприятное влияние внутреннего давления на циклическую реакцию лайнера также подтверждено, особенно для тонкостенных лайнеров, предотвращающих развитие морщин. Также исследуется влияние производственного процесса, демонстрируя превосходные структурные характеристики частично нагретых футерованных труб по сравнению с полностью нагретыми футерованными трубами и футерованными трубами, изготовленными чисто механическим способом. Кроме того, также разработана трехмерная численная модель трубы с механически скрепленной футеровкой, моделирующая ее структурный отклик во время метода намотки.Сценарий отказа / ремонта установки рассматривается с пятью циклами наматывания / разматывания с учетом процесса правки. Представлена циклическая деформация футерованной трубы с отслеживанием овализации, локальной кривизны и отрыва футеровки от внешней трубы во время наматывания. Исследуется влияние контакта трубы с барабаном и эффекты обратного натяжения на структурную реакцию трубы с футеровкой. Результаты указывают на остаточную кривизну трубопровода в конце разматывания.Применяя различные уровни обратного натяжения, местная кривизна трубы уменьшается, что влияет на отделение трубы футеровки от внешней трубы. Численные результаты по чувствительности к дефектам демонстрируют существенное влияние геометрических дефектов на изгиб гильзы. Сравнение настоящих результатов с результатами чистой модели изгиба показывает, что более низкая скорость отрыва хвостовика предсказывается настоящей моделью.
Кроме того, также разработана трехмерная численная модель трубы с механически скрепленной футеровкой, моделирующая ее структурный отклик во время метода намотки.Сценарий отказа / ремонта установки рассматривается с пятью циклами наматывания / разматывания с учетом процесса правки. Представлена циклическая деформация футерованной трубы с отслеживанием овализации, локальной кривизны и отрыва футеровки от внешней трубы во время наматывания. Исследуется влияние контакта трубы с барабаном и эффекты обратного натяжения на структурную реакцию трубы с футеровкой. Результаты указывают на остаточную кривизну трубопровода в конце разматывания.Применяя различные уровни обратного натяжения, местная кривизна трубы уменьшается, что влияет на отделение трубы футеровки от внешней трубы. Численные результаты по чувствительности к дефектам демонстрируют существенное влияние геометрических дефектов на изгиб гильзы. Сравнение настоящих результатов с результатами чистой модели изгиба показывает, что более низкая скорость отрыва хвостовика предсказывается настоящей моделью. Кроме того, исследуются характеристики наматывания более толстых гильз, показывающие постепенное уменьшение отслоения гильзы с увеличением толщины стенки.Наконец, моделируется процесс наматывания при умеренных уровнях внутреннего давления, проверяется его положительное влияние на характеристики конструкции, предотвращая локальное коробление.
Кроме того, исследуются характеристики наматывания более толстых гильз, показывающие постепенное уменьшение отслоения гильзы с увеличением толщины стенки.Наконец, моделируется процесс наматывания при умеренных уровнях внутреннего давления, проверяется его положительное влияние на характеристики конструкции, предотвращая локальное коробление.
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и манипуляционного производства, важно понимать различные методы гибки труб. Существует три основных подхода, известных соответственно как гибка под давлением, гибка с вытяжкой и гибка валком.
Гибка компрессионных труб
Сгибание компрессионной трубки похоже на сгибание медной трубки вокруг колена; вы удерживаете один конец трубки неподвижно и придаете ей форму вокруг первого (в данном случае колена). Следующим шагом будет простой ручной инструмент для гибки труб, который часто используется сантехниками для изготовления медных труб.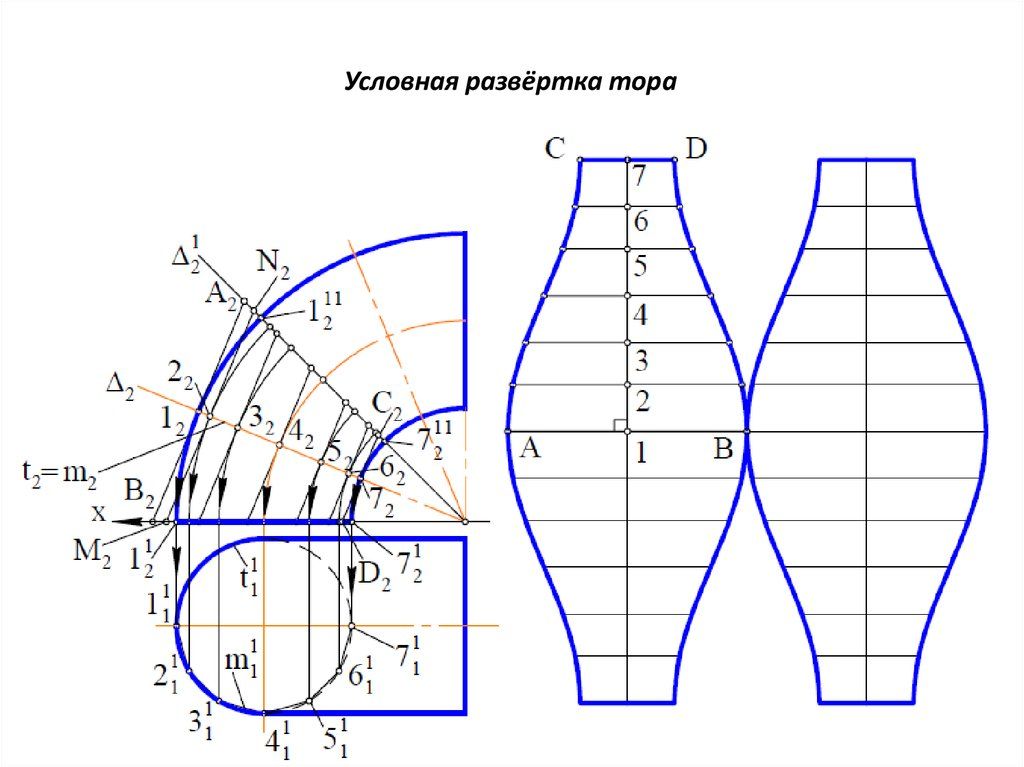 Для производства более сложных многогибочных компонентов, для труб небольшого диаметра, где их можно гнуть вручную, приспособления для ручной гибки используют гибку сжатием.Могут быть изготовлены довольно сложные формы.
Для производства более сложных многогибочных компонентов, для труб небольшого диаметра, где их можно гнуть вручную, приспособления для ручной гибки используют гибку сжатием.Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к более крупным диаметрам и более жестким материалам, таким как сталь, тогда мощность станка станет существенной, и гибка с вытяжкой станет обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или протягивает трубу вокруг бывшего инструмента. Фактически, вместо того, чтобы зажимать трубку позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаясь к каркасу прессом.
Как следует из названия, пресс-форма не зажимает трубку, а просто прижимает ее к штампу, но трубку можно протянуть мимо нее. Изгиб при вытяжке решает некоторые проблемы сжатия, которые могут возникнуть при изгибе на сжатие.
Тяговая гибка
Тягово-гибочные станки могут быть простыми с ЧПУ (с числовым управлением) или полностью с ЧПУ (с числовым программным управлением). Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее по изгибу; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее по изгибу; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (в зависимости от диаметра или спецификации материала) трубки могут разрушиться при изгибе, и с помощью процесса гибки с вытяжкой (в отличие от изгиба сжатием) можно поддерживать трубку в точке, где происходит изгиб, вставляя оправку по центру трубы. По этой причине изгиб под вытяжкой иногда называют изгибом на оправке.
Валковая гибка
Если вам нужен очень пологий изгиб, то есть большой радиус кривизны, то вытяжное изгибание становится невозможным, поскольку размер инструмента (и станка, на котором он устанавливается) становится недопустимым. Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Он работает, проталкивая трубку, как правило, через три ролика — два с одной стороны трубки и один между ними с другой. Если ролики слегка опираются на трубку, то очевидно, что она просто пройдет через них без изгиба, но по мере увеличения давления роликов трубка начнет деформироваться, становясь вогнутой на стороне одного ролика, поскольку два внешних ролика пытаются протолкните его вокруг внутреннего ролика.Чем больше давление, тем жестче изгиб.
Конструкция труб и гибов труб: вот что должен знать каждый дизайнер
В последние годы был достигнут большой прогресс в том, как формовать трубы. В настоящее время существует несколько типов трубогибочных станков и инструментов, позволяющих изготавливать трубы и трубы самой сложной конструкции, которые придумывают конструкторы.
Но это не означает, что стало легко производить трубы: успех изготовления трубок также зависит от понимания проектировщиком основных параметров конструкции, технических свойств материалов и инструментов.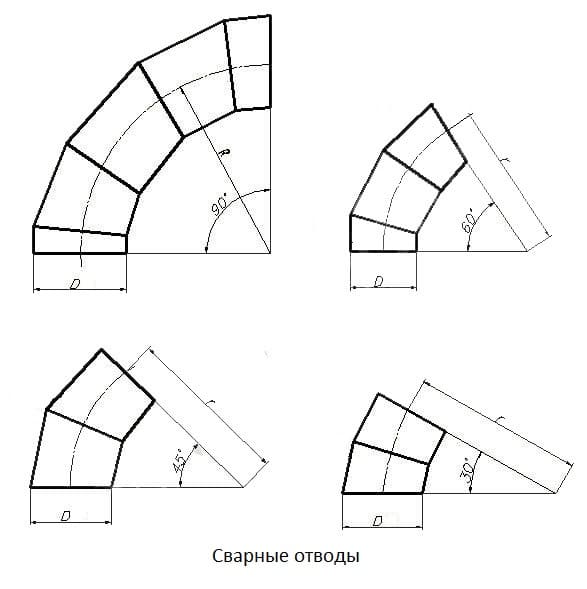
В этой статье представлена важная информация о простых конструкциях труб и труб изгиба. Он будет служить руководством, которое поможет инженерам проектировать трубы и трубки для различных применений.
Трубы, подвергнутые гибке. Источник: лягушка / Adobe Stock
Что происходит в процессе гибки?
Процесс гибки трубы обычно включает использование механической силы, чтобы прижать трубу к матрице, заставляя ее принимать форму матрицы. Когда происходит этот процесс, происходят две вещи:
- Волокна на внешней стенке трубы находятся в напряжении, вызывая истончение и удлинение внешней стенки
- Волокна на внутренней стенке трубы сжимаются, вызывая утолщение и укорачивание внутренней стенки.
Качество гибки обычно зависит от типа используемого материала, внешнего и внутреннего диаметра трубы, толщины стенки и радиуса центральной линии трубы, среди прочего.
Некоторые ключевые термины и формулы для расчета труб и трубных гибов
На рис.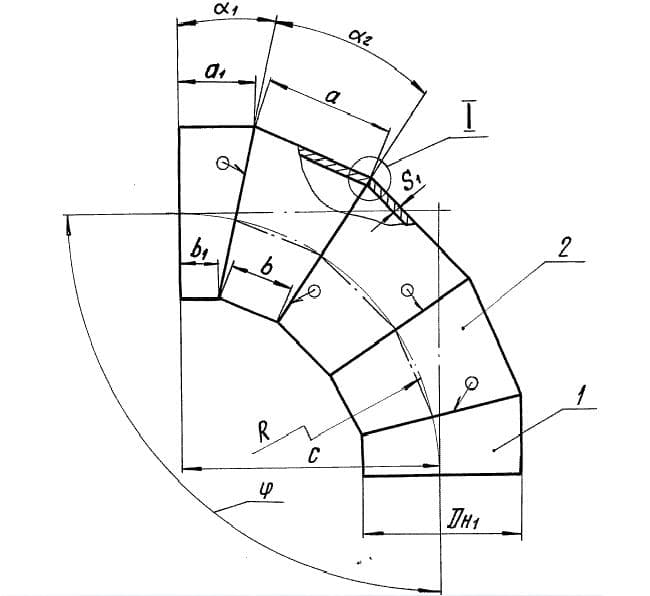 2 показан участок трубы, подвергшейся процессу гибки. Он будет использован для иллюстрации следующих ключевых терминов.
2 показан участок трубы, подвергшейся процессу гибки. Он будет использован для иллюстрации следующих ключевых терминов.
Вид в разрезе изогнутой трубы. Источник: Темитайо Окетола
Осевая линия и радиус осевой линии (CLR)
Средняя линия, иногда называемая нейтральной линией, представляет собой воображаемую линию или ось, которая проходит в продольном направлении вдоль трубы через середину ее диаметра.По этой линии во время изгиба не происходит сжатия или растяжения.
Радиус осевой линии (CLR) — это расстояние от центра кривизны до центральной или нейтральной линии трубы.
Внешний диаметр (OD) и внутренний диаметр (ID) трубы
Внешний диаметр — это наибольшее расстояние по внешним размерам трубы или трубы. Напротив, внутренний диаметр — это наибольшее расстояние по внутренним размерам трубы.
Толщина стенки
Эта толщина стенки описывает расстояние между внешним и внутренним диаметром трубы.
«D» колена
Также называется серьезностью изгиба, D изгиба — это отношение между радиусом центральной линии изгиба и наружным диаметром трубы.
Рекомендуется, чтобы проектировщики работали с большим «D» изгиба, поскольку меньшая «D» изгиба обычно приводит к более высокой вероятности разрыва трубы или трубы в процессе изгиба.
Но если функциональность конструкции трубки зависит от ее низкого «D» изгиба, вот несколько советов, которые дизайнеры могут предпринять, чтобы повысить вероятность успеха:
- Выберите материал с высокой пластичностью, так как он обеспечивает большее удлинение в процессе гибки и снижает вероятность разрушения.
- Увеличьте толщину стенки трубы, так как это позволяет большему количеству материала течь во время процесса гибки и снижает вероятность разрушения.
Длина изгиба
Изгибая трубу или трубу, проектировщики должны помнить, что они строят только часть круга. Таким образом, длина изгиба — это просто длина окружности дуги, образованной в процессе изгиба.
Где:
Угол изгиба измеряется в градусах
Итак, рассмотрим сценарий, в котором проектировщик хочет согнуть трубу, используя процесс гибки с индукционным нагревом. Общая длина трубы, которую необходимо нагреть, чтобы согнуть трубу на 90 ° до радиуса 70 мм, составляет примерно 110 мм.
Общая длина трубы, которую необходимо нагреть, чтобы согнуть трубу на 90 ° до радиуса 70 мм, составляет примерно 110 мм.
Важность пластичности материала
При проектировании детали для гибки пластичность материала играет жизненно важную роль в вероятности точного изготовления трубы или трубы. Пластичность описывает способность материала иметь удлиненную форму без потери прочности или разрушения.
Для конструкций изогнутых труб инженеры могут выразить пластичность материала трубы, рассчитав удлинение, необходимое для достижения желаемого угла и радиуса центральной линии без разрушения.
Итак, рассмотрим сценарий, в котором дизайнер хочет согнуть трубку с внешним диаметром 3 дюйма на 6-дюймовом CLR. Материал должен иметь удлинение не менее 25%.
Как правило, инженеры должны выбирать материалы с высокой пластичностью, поскольку это способствует более легкому изгибу и большему удлинению.
Заключение
Процесс гибки трубок довольно прост. У дизайнеров не возникнет проблем с изготовлением простых изгибов, если они будут придерживаться советов, упомянутых в этой статье.Для более сложных гибов проектировщикам рекомендуется обратиться к производителям труб и обсудить их проекты.
У дизайнеров не возникнет проблем с изготовлением простых изгибов, если они будут придерживаться советов, упомянутых в этой статье.Для более сложных гибов проектировщикам рекомендуется обратиться к производителям труб и обсудить их проекты.
Птицы из трубок ПВХ и выкройки птиц из ПВХ
Как сделать из водопроводной трубы ПВХ птиц, животных, детей и многое другое!
* Этот пост может содержать партнерские ссылки. Прочтите наш отказ от ответственности здесь.
Я буду …. люблю труба ПВХ изготовление арт. Они абсолютно очаровательны и выглядишь так потрясающе в маленьких уголках твоего двора.Плюс, ПВХ трубка искусство сделать отличные подарки и совершенно уникальный ремесло делать и продавать.
На время карантина застряли дома? Начать изготовление труб из ПВХ арт и затем продай ваши готовые продукты, чтобы заработать дополнительные деньги!
Что вам понадобится:
кондуктор
пила
4 «труба ПВХ
напильник
сверло и сверло
тепловая пушка
винты
ацетон и
старая мочалка
аэрозольные краски для пластика
по желанию — стразы или пластиковые глазки и клей E6000
* Всегда следуйте инструкциям производителя по инструментам и продуктам.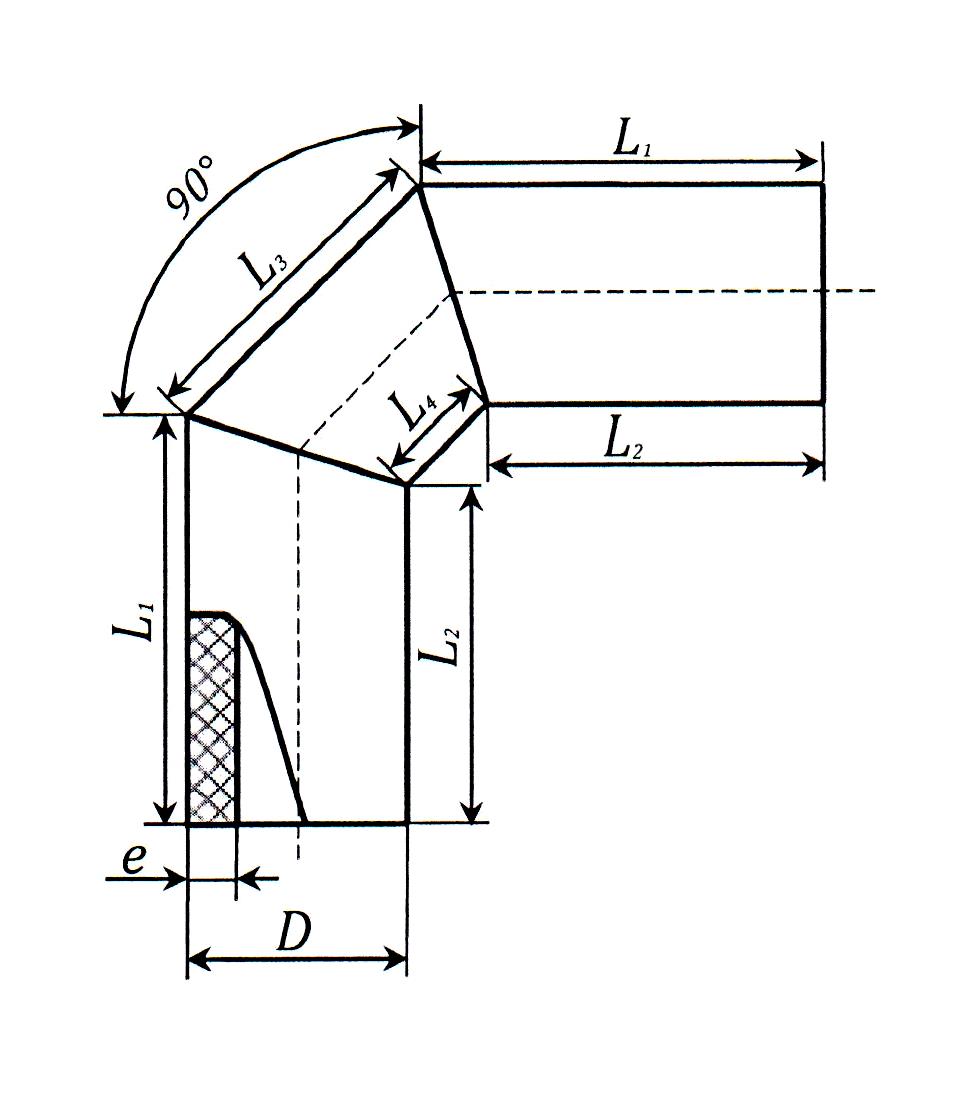 использовал.
использовал.
* Всегда используйте защитные очки и средства защиты при работе с инструментами и
химикаты.
* При использовании химикатов всегда работайте в хорошо проветриваемом помещении.
* Всегда сохраняйте чистую и безопасную рабочую зону при работе с несколькими
инструменты.
Хорошо. Наденьте защитные очки и приступим!
Начнем с создания выкройки.
Эта часть была расстраивает, раздражает, раздражает и дорого !
Это мне потребовалось длинных раз (часы превратились в недели!), чтобы придумать один базовый узор птицы.Я потратил столько времени, денег и много ПВХ пока я наконец не получил хороший образец, где животное будет хорошо смотреться соразмерно после того, как его разрезали, нагрели и изменили форму.
Я взял все 95+ своих выкроек и преобразовал их в пригодные для печати PDF-файлы, так что вы можете скачать, распечатать и начать создавать любое из моих произведений искусства из ПВХ уже сегодня!
Вы можете увидеть все мои доступные образцы ПВХ здесь.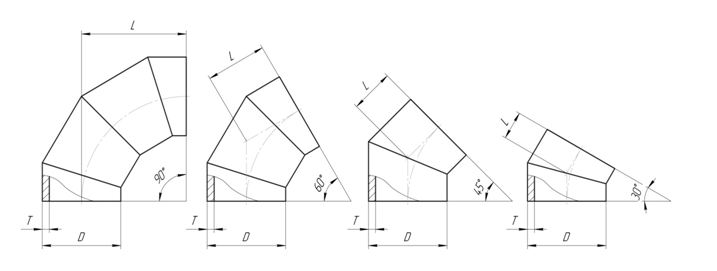
Теперь, когда у вас есть выкройка, распечатайте ее и приклейте на место на листе размером 4 дюйма 40 трубу из ПВХ и обведите ее карандашом.
После того, как вы нарисуете трубку, вам нужно будет вырезать ее с помощью ваш лобзик. Резать ПВХ лобзиком — это немного требует обучения, но просто Держись! Не сдавайся. Как только вы освоитесь, это будет очень просто!
Когда у вас вырезано животное, используйте файл разгладить по всем краям. Лобзики могут оставлять острые пятна особенно там, где углы встречаются, и использование вашего файла сделает их красивыми и гладко.
Когда ваша деталь будет красивой и гладкой по краям, вам нужно будет используй свое тепло пистолет чтобы изменить его. Пожалуйста, следуйте инструкциям производителя вашего теплового пистолета. направления. Ваша тепловая пушка сильно нагревается, поэтому помните, где вы указывают на него и на место, где вы его устанавливаете, и используйте термостойкие перчатки, чтобы защитить руки.
Направь свое тепло
пистолет
в области, над которой вы работаете, пока она не начнет нагреваться и
стать податливым, а затем изменить форму области так, как вы хотите
Посмотрите.
Продолжайте продвигаться по своей фигуре, переделывая все в одно целое. раздел за раз.
Когда вы дойдете до его ног, убедитесь, что вы немного согнули трубу. вперед, чтобы вы могли просверлить дыру в его ногах, чтобы иметь возможность закрепиться его вниз.
В следующий раз пора его прибрать. Использовать ацетон и старую тряпку для мытья посуды, чтобы удалить все отпечатанные чернила с трубы. как и все уродливые отметины, которые на нем. Вы также можете использовать немного шлифовальной машинкой, если чернила смываются с трудом.Это сделает его милым и белый.
Теперь он готов к краске! В зависимости от того, какую птицу или животное вы сделаете, зависит от того, как вы его красите. Обязательно используйте спрей краски которые предназначены для пластика, и я бы также посоветовал опрыскать его прозрачным акриловый герметик для защиты краски.
Тогда пора его показать. Используйте винты, чтобы прикрепить его к чему-нибудь
прочные, например, бетонный блок для террасы, кусок тяжелого дерева или
палуба или ступенька пирса. Как вариант, можно использовать металлические колья для палаток.
Убедитесь, что вы просверлили отверстие в его ступнях, достаточно большое, чтобы
ставка. Затем воткните кол в отверстие и закрепите его.
в землю. Это может не сработать для более высоких и больших
животных или если у вас неровная поверхность.
Как вариант, можно использовать металлические колья для палаток.
Убедитесь, что вы просверлили отверстие в его ступнях, достаточно большое, чтобы
ставка. Затем воткните кол в отверстие и закрепите его.
в землю. Это может не сработать для более высоких и больших
животных или если у вас неровная поверхность.
Эти животные настолько забавны и уникальны, что из них можно сделать отличную поделку. делать и продавать. Кроме того, вы можете использовать мой выкройки для продажи собственных животных (нельзя перепродавать, распространять или отдавать мои выкройки).
Посмотреть все наши
шаблоны для печати здесь!
Все о трубопрокате — Bend-It, Inc.
Трубопрокат — это производственный процесс, при котором производятся металлические трубы дугообразной и криволинейной формы. Некоторое оборудование, используемое в этом процессе, включает тормозные прессы, коробчатые и горизонтальные тормоза, а также другое специализированное оборудование. Металлические трубы, полученные в результате этого процесса, используются для изготовления прямоугольных воздуховодов и электрических шкафов.
Металлические трубы, полученные в результате этого процесса, используются для изготовления прямоугольных воздуховодов и электрических шкафов.
Процесс
При прокатке труб лист металла помещают на матрицу, которая прижимает лист к определенной форме. Лист должен выдерживать растягивающие и сжимающие нагрузки.Когда листы металла изгибаются, они возвращаются в исходное положение. Это означает, что они должны быть согнуты под определенным углом, чтобы добиться желаемого изгиба. Металлическая пружина определяется материалом и типом формовки. При гибке листовые металлы растягиваются по длине для достижения определенного радиуса изгиба. Используемые матрицы, а также толщина и свойства материала определяют этот радиус.
Типы процессов прокатки труб
Существует три основных процесса прокатки труб, каждый из которых определяется толщиной материала и положением конечного инструмента.Эти три процесса включают дно, гибку в воздухе и чеканку.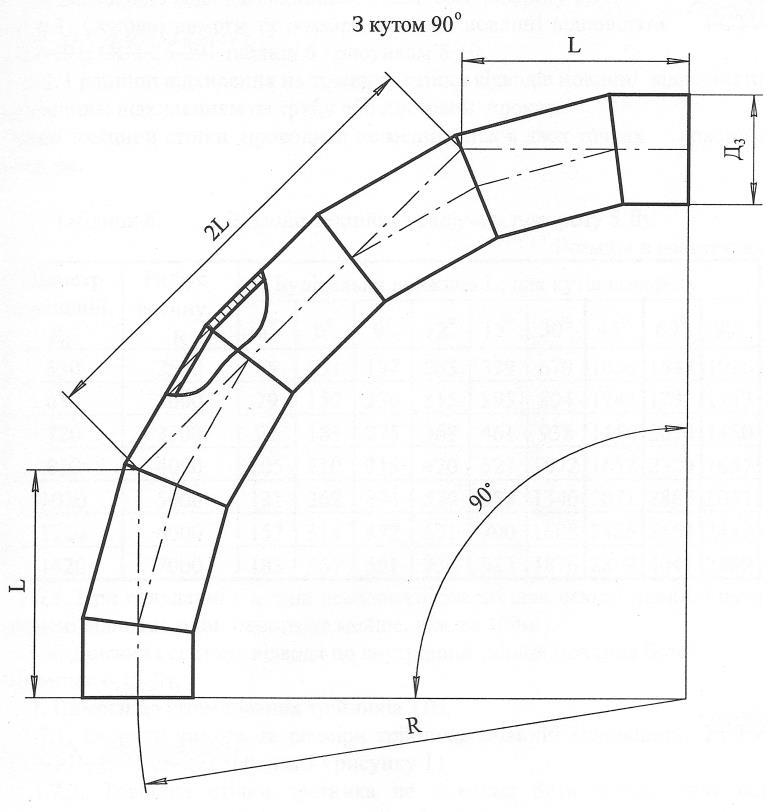 Инструменты, используемые в этих процессах, настроены практически по идентичной схеме.
Инструменты, используемые в этих процессах, настроены практически по идентичной схеме.
Инструменты включают матрицу с закругленным концом для определения внутреннего профиля металлического изгиба. Острие матрицы называется пуансоном. Пуансон обычно прикрепляется к плунжеру машины с помощью зажимов, которые создают изгибающее усилие. Плашки расположены под материалом на станине станка.
Пневматическая гибка
Этот метод прокатки труб позволяет формовать материалы путем вдавливания пуансона в металлический лист с образованием V-образной матрицы.Расстояние между пуансоном и боковой стенкой V-образной матрицы больше толщины материала. При воздушной гибке используется меньшее оборудование, чем при других методах прокатки труб, поскольку для этого требуется меньшее усилие гибки.
Форма нижнего штампа может быть V-образной или иметь квадратное отверстие. Для каждого изделия, производимого на прессе, изготавливаются комплекты верхних и нижних штампов. Некоторые инструменты, используемые в основных производственных процессах, можно регулировать. Это позволяет производителям использовать разную глубину хода пресса для производства различных профилей продукта.Гибка на воздухе — это гибкий процесс прокатки труб, поскольку он позволяет изгибать различные материалы под разными углами.
Некоторые инструменты, используемые в основных производственных процессах, можно регулировать. Это позволяет производителям использовать разную глубину хода пресса для производства различных профилей продукта.Гибка на воздухе — это гибкий процесс прокатки труб, поскольку он позволяет изгибать различные материалы под разными углами.
Обратной стороной гибки на воздухе является то, что она не так точна, как другие методы прокатки труб, поскольку лист не входит в полный контакт с матрицей. Это важный фактор, потому что глубина хода должна быть точной, чтобы избежать дефектов на производимых деталях.
Снизу
В этом процессе металлические листы прижимаются к V-образному отверстию нижнего инструмента.В этом процессе не используются U-образные отверстия. Между листом и V-образным проемом создается пространство. Этот метод прокатки труб имеет ряд преимуществ, в том числе более высокую точность и меньшую отдачу от пружины. Но недостатком этого метода прокатки труб является то, что он требует разных наборов инструментов для каждого угла изгиба, материала и толщины листа.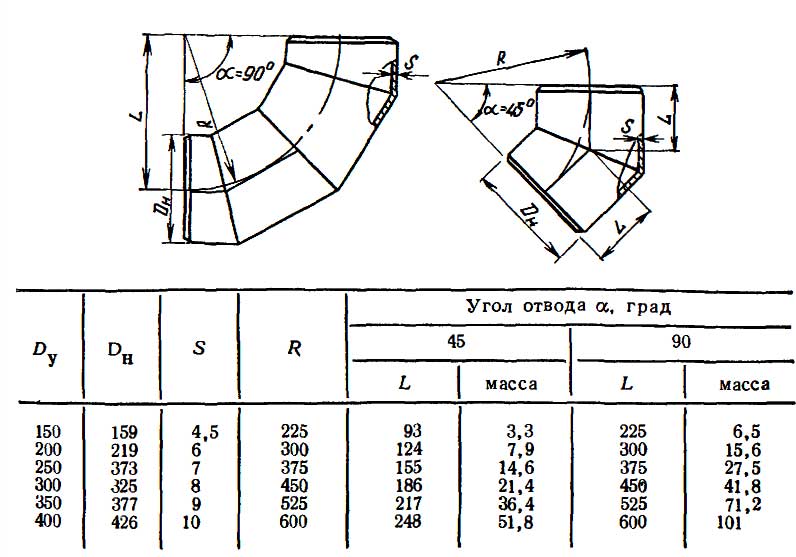 Однако многие производители предпочитают этот метод прокатки труб.
Однако многие производители предпочитают этот метод прокатки труб.
Чеканка
В этом процессе верхний инструмент вдавливает металлический лист в нижнюю матрицу с силой, в 5-30 раз превышающей силу, используемую при гибке на воздухе.Эта сила вызывает необратимую деформацию металлического листа, устраняя возврат пружины. Чеканка — это высокоточная, но иногда дорогостоящая технология прокатки труб.
Другие процессы прокатки труб включают трехточечную гибку, гибку, поворотную гибку, гибку валков и протирку. Обычно в этих процессах прокатки труб используются новые пластмассы, алюминий и низкоуглеродистая сталь.
Sharpeproducts.com — Гибка труб
ПОДГОТОВКА К ВАШЕМУ SPEC
Обладая передовыми технологиями и инструментами для трубогибочных станков с ЧПУ, мы можем выполнять несколько проектов с различными потребностями с гибкостью для гибки труб от 1/4 дюйма.Внешний диаметр — 6 дюймов. Пожалуйста, посетите нашу галерею, чтобы увидеть примеры проектов, и нашу страницу о машинных технологиях, чтобы узнать больше об оборудовании, которое мы используем.
- Плотные изгибы с большим радиусом
- Многокруглые отводы
- Многокоординатная или трехмерная гибка
- Симметричные изгибы / детали (например, ручки, мебель и рамы)
- Детали, требующие жестких допусков
- Комбинированная гибка труб и лазерная резка
- Профилирование концов в сочетании с гибкой труб
Превосходные услуги от лидера отрасли
Так же, как вы стремитесь оставаться конкурентоспособными в своей отрасли, мы упорно работаем, чтобы оставаться на вершине своей.Доверив нам свой проект, вы можете быть уверены, что получите качественный результат.
Эффективность и универсальность для вашего проекта
Наши полностью электрические трубогибочные станки с ЧПУ обладают уникальными возможностями для точной гибки и формовки, помогая контролировать затраты и сроки выполнения заказа.
Преимущества:
Возможности:
- Изгибы труб с внешним диаметром до 6 дюймов.

- Штабелирование и прокатка с несколькими радиусами
- Лазерное пружинение и производственный контроль
- Гибка произвольной формы

Качественная работа, короткие сроки
БЫСТРЫЙ И ЭФФЕКТИВНЫЙ
Для сложных работ у нас есть машинное оборудование для правой и левой гибки в процессе производства с фиксированным и переменным радиусом, что обеспечивает гибкость конструкции ваших деталей и возможность быстро доставлять продукты, необходимые вашей организации.
Преимущества:
- Широкая гибкость в проектировании деталей
- Возможность сложных конструкций
Возможности:
- Трубы и гибка труб с наружным диаметром до 6 дюймов
- Правый и левый изгиб за один процесс
- Штабелирование и прокатка с несколькими радиусами
- Валковая гибка с наружным диаметром до 4½ «.
- Радиусы от 10 диаметров и больше
- Гнуты и рулоны цельные
- Формовка и изготовление концов
Сложные детали без дорогостоящих инструментов
В нашем трубогибе произвольной формы 3D используется технология одинарной матрицы, что обеспечивает гибкость при проектировании деталей для ваших рабочих задач.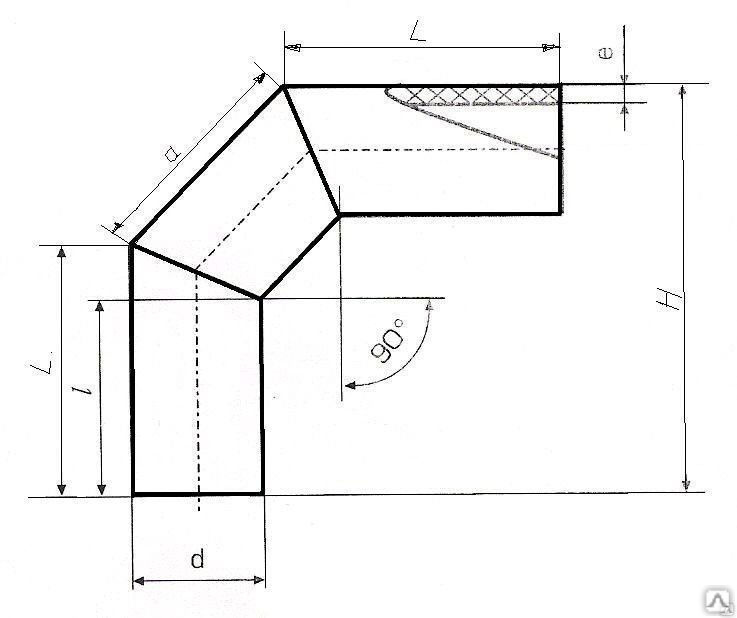 Эта гибкость не имеет себе равных среди традиционных форм изгиба.
Эта гибкость не имеет себе равных среди традиционных форм изгиба.
Преимущества:
- Может производить углы более 180 °
- Расстояние между изгибами может быть небольшим или отсутствовать
- Широкая гибкость в проектировании деталей
- Производит самые сложные детали
- Не требуются гибочные плашки (экономия на инструментах)
- Поддержание круглости и толщины трубы
- Минимальные сроки настройки и выполнения даже для сложных проектов
- Идеально для прототипов и крупносерийного производства
Возможности :
- Изгибы до 1¼ «О.Д.
- Многокруглые гибы без дополнительных инструментов
- Отводы с переменным радиусом
— Машина для производства кованого железа Ellsen
Электрический трубогибочный станок — один из самых популярных станков для производства кованого железа в декоративной промышленности.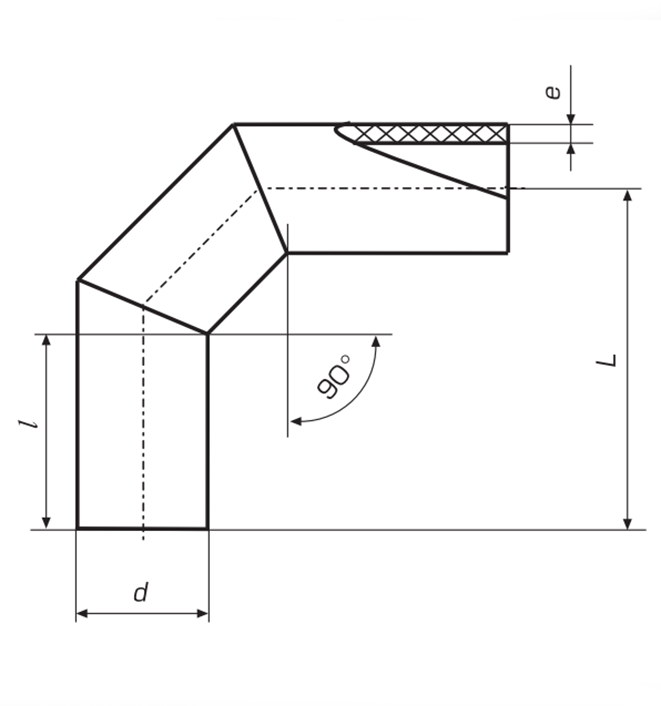 Он в основном используется для гибки трубных материалов по разным образцам. Наше оборудование для гибки труб можно разделить на два типа. Один из них — гидравлический трубогиб EL-C3 ; другой — электрический трубогиб EL-C2 .У двух гибочных станков есть разные функции, которые вы можете выбрать. Но в целом они стабильны и надежны. Наша машина для гибки стальных труб может стать вашим хорошим выбором.
Он в основном используется для гибки трубных материалов по разным образцам. Наше оборудование для гибки труб можно разделить на два типа. Один из них — гидравлический трубогиб EL-C3 ; другой — электрический трубогиб EL-C2 .У двух гибочных станков есть разные функции, которые вы можете выбрать. Но в целом они стабильны и надежны. Наша машина для гибки стальных труб может стать вашим хорошим выбором.
Электрогидравлический трубогиб EL-C3
Электрогидравлический трубогиб EL-C3 — это новейшее третье поколение трубогибочных станков на базе электрогидравлического трубогибочного станка EL-C1. Для обработки обрабатываемых материалов в основном используются преимущества привода шестерен, гидравлического устройства и гидравлического устройства.Таким образом, он прост в эксплуатации и экономит деньги и электроэнергию. Гидравлический станок для гибки квадратных труб может обрабатывать различные материалы, такие как плоский чугун, квадратные трубы, трубы из нержавеющей стали, круглые трубы и т. Д. Наши клиенты тепло приветствуют его широкое использование.
Д. Наши клиенты тепло приветствуют его широкое использование.
Готовая продукция в основном используется в декоративных проектах, в металлургических заводах и в сфере трубопроводного транспорта. Они особенно известны своим красивым внешним видом и практичным использованием.
Трубогиб электрический EL-C3
Параметры:Максимальная трудоспособность
Квадратная труба ≤15×15 мм-100×100 мм
Круглая труба ≤ф16мм-100мм
Мощность: 2.2KW
Напряжение: 380V / 415V / 220V
Размер упаковки: 1100x780x1210mm
N.W: 404KGS
G.W: 450KGS
Получить бесплатное предложение
В нашем электрогидравлическом трубогибе используется редуктор турбины, работающий совместно с цепным приводом. Обрабатываемые материалы прокручиваются назад и вперед, чтобы согнуться в нужную форму. Диаметр гибки станка для гибки стальных труб можно регулировать в соответствии с реальными условиями, особенно для гибки кругов большого диаметра. Имеет широкий диапазон обработки. Рабочий диапазон должен быть от 15 до 100 (толщина менее 5 мм). Станок для гибки железных труб работает быстрее, что повышает эффективность работы. И в то же время скорость бега стабильна. Оператор может отрегулировать пространство в соответствии со своими реальными потребностями.
Имеет широкий диапазон обработки. Рабочий диапазон должен быть от 15 до 100 (толщина менее 5 мм). Станок для гибки железных труб работает быстрее, что повышает эффективность работы. И в то же время скорость бега стабильна. Оператор может отрегулировать пространство в соответствии со своими реальными потребностями.
Есть один набор комбинированных форм (15- 70мм) и один набор для плоского железа. Кроме того, вы можете выбрать 80 * 80 мм, 口 100 * 100 мм и всевозможные формы для круглых труб (Φ16-76 мм).
Электрический трубогиб EL-C3Получите бесплатное предложение
Продажа электротрубогибов EL-C2
Трубогиб EL-C2 — это второе поколение электрических трубогибов EL-C1. Чтобы соответствовать разному диаметру для окружностей и углов, в основном принудительно перемещаются пассивные валы, а затем регулируется пространство между двумя ведущими валами. Наша машина для гибки стальных труб может обрабатывать различные материалы, такие как плоский чугун, квадратные трубы, трубы из нержавеющей стали, круглые трубы и т. Д.
Д.
Станок для гибки арматурных труб EL-C2
Параметры:Максимальная трудоспособность
Квадратная труба ≤15×15 мм-80×80 мм
Круглая труба ≤ф16мм-76мм
Мощность: 1,1 кВт
Напряжение: 380В / 415В / 220В
Размер упаковки: 1000x700x1000мм
N.W: 210KGS
G.W: 270135 бесплатно 9039
Внимание к трубогибочному станку электрическому
1.Перед подключением к источнику питания проверьте надежность компонентов машины.
2. Перед эксплуатацией машины залейте трансмиссионное масло в коробку передач.
3. После использования трубогибочного станка немедленно очистите его.
Почему выбирают гидравлический трубогиб Ellsen Electric?
Ellsen Machinery — один из самых известных производителей и поставщиков электрических трубогибочных машин высочайшего качества. У нас есть профессиональная и техническая команда, которая исследует новейшие технологии и проверяет качество продуктов, прежде чем они появятся на рынке.