Производственный цикл — Энциклопедия по экономике
Особенность производственного процесса заключается в том, что предприятия и организации транспорта и хранения нефти,, нефтепродуктов и газа не создают новой продукции, а перемещают указанные продукты по магистральным трубопроводам,, или накапливают и хранят их в своих емкостях (резервуарах,, хранилищах) и, таким образом, являются связующим звеном между производством и потреблением. В этих предприятиях и организациях характер производства оказывает значительное влияние на кругооборот оборотных средств из-за сравнительно-продолжительного производственного цикла, несовпадения ва времени процесса труда и процесса транспорта и хранения продукции. [c.27]Оборотные фонды представляют собой часть производственных фондов, которые в течение одного кругооборота, как правило, полностью потребляются в процессе труда, полностью переносят свою стоимость на изготовляемый продукт (осуществляемую работу) и возвращаются предприятию в денежной форме.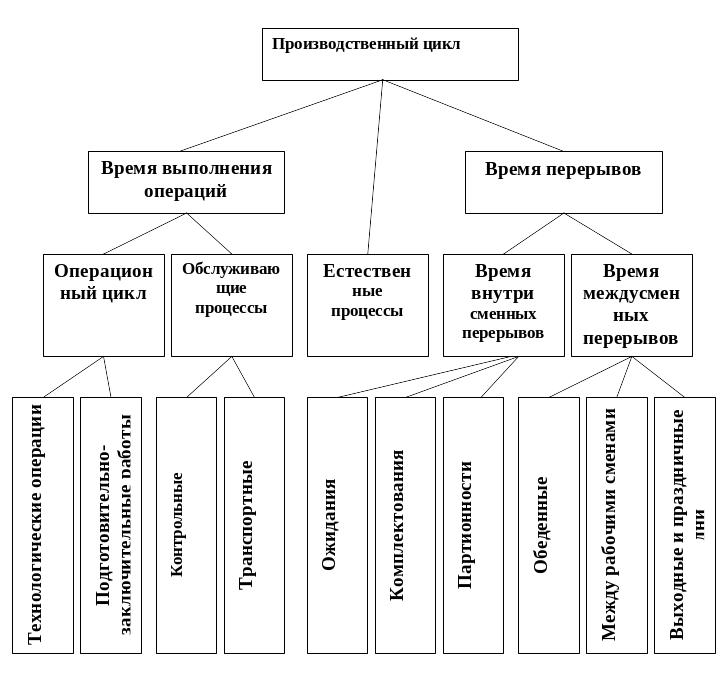
Совмещение процессов во времени дает возможность вести работы широким фронтом и обеспечивает сокращение длительности производственного цикла — продвижения предмета труда по стадиям производства. [c.27]
Длительность производственного цикла [c.32]
Применение непрерывно-поточного производства обеспечивает увеличение выпуска продукции и улучшение всех экономических показателей повышение производительности труда, сокращение длительности производственного цикла и уменьшение размеров незавершенного производства, улучшение использования основных производственных фондов, повышение качества продукции, повышение ритмичности производства, снижение себестоимости продукции, рост прибыли. [c.39]
[c.39]
II 1.4. ДЛИТЕЛЬНОСТЬ ПРОИЗВОДСТВЕННОГО ЦИКЛА, МЕТОДИКА ЕЕ РАСЧЕТА И ПУТИ СОКРАЩЕНИЯ [c.40]
Цикл производства, или длительность производственного цикла, представляет собой календарный период времени, в течение которого осуществляются группы производственных процессов или весь процесс производства с момента запуска сырья в производство до момента выпуска готовой продукции. Следует, таким образом, различать длительность всего цикла (процесса производства) и длительность частичных процессов. Необходимо также выделять длительность циклов изготовления единицы и партии продукции. [c.40]
Структурой производственного цикла называют состав н соотношение затрат времени осуществления частичных процессов и времени перерывов. [c.40]
Таким образом, длительность производственного цикла можег быть представлена в следующем виде [c.41]
Структура производственного цикла представлена на рис.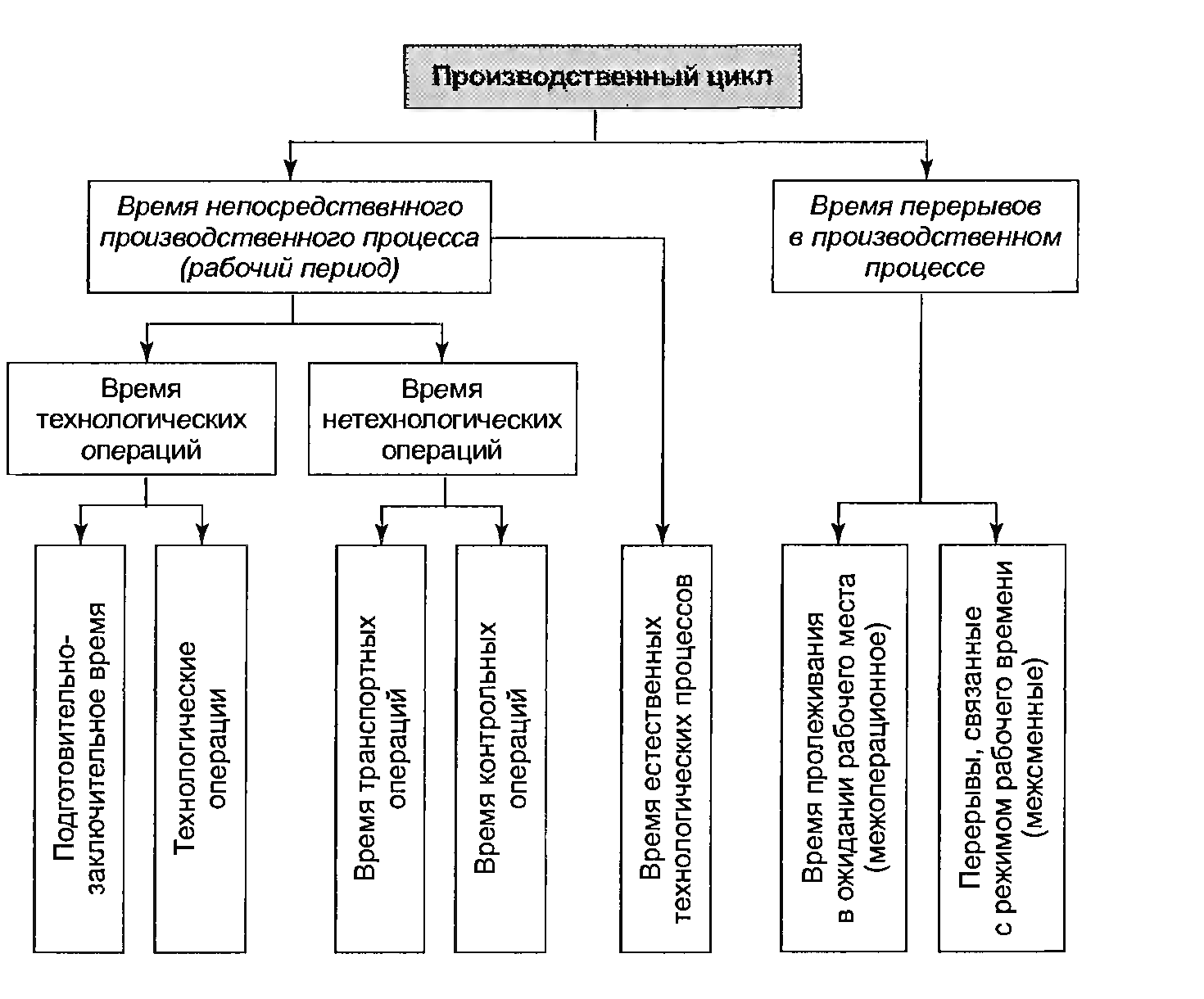 III. 3.
[c.41]
III. 3.
[c.41]
Важным показателем производственного цикла кроме его об- [c.41]
Экономическое значение сокращения длительности цикла состоит в следующем при данных размерах оборотных средств можно произвести больше продукции, так как ускоряется их оборачиваемость, т. е. сокращается потребность предприятия в оборотных средствах чем короче производственный цикл, тем меньше [c.41]
Сокращать производственный цикл можно как за счет времени производственно-трудовых процессов, так и за счет перерывов. На последнее следует обратить особое внимание, так как здесь имеются большие резервы. Это главным образом относится к периодическим (прерывным) производствам. В большинстве из них время перерывов иногда в несколько раз превосходит время протекания технологических процессов, которое в химической промышленности, как правило, невелико. [c.42]
Важнейшими направлениями работ по сокращению длительности производственного цикла являются совершенствование техники, технологии и организации производства, а основными мероприятиями — механизация основных и вспомогательных операций, автоматизация процессов, повышение производительности оборудования, совершенствование технологических процессов, особенно их интенсификация, применение оборудования и транспортных средств непрерывного действия и повышение грузоподъемности транспортных средств, применение непрерывно-поточных методов организации производства, улучшение организации труда и повышение дисциплины труда, параллельное выполнение различных основных операций, основных и вспомогательных работ и др.
Вид движения предметов труда по стадиям производственного процесса в значительной степени влияет на длительность производственного цикла. Различают следующие виды движения полуфабрикатов в процессе производства. [c.42]
Параллельное движение, при котором передача каждой единицы продукции на последующую операцию осуществляется немедленно после окончания предыдущей операции, независимо от окончания обработки всей партии. При этом полностью ликвидируется пролеживание в ожидании накопления партии, за счет чего значительно сокращается длительность производственного цикла. При параллельном движении, воплощающем реализацию принципа параллельности, длительность цикла определяется как [c.43]
Например, при тех же исходных данных, которые приняты для расчета Т,юс, длительность производственного цикла при параллельном движении составит 36 мин (см. рис. 111.4,6). [c.44]
Нормы и нормативы движения производственного процесса — это календарно-плановые нормативные показатели, например длительность производственного цикла, размеры партий и серии, нормы опережения и др. Они используются главным образом в ОПП.
[c.79]
Они используются главным образом в ОПП.
[c.79]
Контрольные операции неизбежно удлиняют производственный цикл, задерживают поступление сырья и полуфабрикатов на дальнейшую обработку, уменьшают скорость оборачиваемости оборотных средств, поэтому особенно важно обеспечить их быстроту. Методы экспресс-контроля позволяют полностью автоматизировать контрольные функции, применяя средства дистанционного контроля, фотоэлектронную автоматику, хроматографический, спектрометрический, рентгеноскопический, колориметрический, химический, люминесцентный и другие современные методы контроля. [c.123]
Результат внедрения планируемых мероприятий отражается обычно не на одном (целевом) показателе, а на нескольких или многих, поэтому по каждому мероприятию необходимо наиболее полно учесть это влияние, охватив показатели разных разделов плана (увеличение объема производства, производственной мощности, улучшение качества продукции, экономию материальных ресурсов, снижение трудоемкости продукции, рост производительности труда, сокращение длительности производственного цикла, снижение себестоимости, рост прибыли и др. ).
[c.134]
).
[c.134]
В производствах с длительным циклом изготовления необходимо разрабатывать не только программу выпуска готовой продукции, определяющую ее номенклатуру, ассортимент и объем, но и программу запуска, т. е. программу всех работ на планируемый период, так как при длительном цикле изготовления не вся продукция, запущенная в производство в последние дни года, будет выпущена в плановом периоде. В химической промышленности, для которой характерен короткий производственный цикл, программы запуска и выпуска в большинстве случаев совпадают. [c.177]
Имеются отличия в разработке производственной программы в непрерывном и прерывном производствах. В последнем при длительном производственном цикле может быть учтено изменение остатков незавершенного производства (хотя стоимость изменения остатков незавершенного производства в валовую продукцию всех химических предприятий не включается в связи с тем, что разница между начальным и конечным остатками обычно невелика, а в аппаратурном непрерывном производстве остатки в аппаратах практически постоянны).
Основная цель оперативно-производственного планирования заключается в обеспечении слаженной, четкой и сопряженной работы всех звеньев производственного процесса, необходимой для своевременного и качественного выполнения плановых заданий по выпуску продукции. Эта цель достигается путем согласования сроков выполнения отдельных производственных процессов, обеспечения ритмичного хода производства, бесперебойной работы всех подразделений, планомерной загрузки оборудования, сокращения производственных циклов и размеров незавершенного производства. [c.192]
При обосновании размера партии запуска в каждом случае необходимо также учитывать конкретные условия производства и характер изготовляемой продукции продолжительность производственного цикла, способность продукции или полуфабрикатов сохранять необходимые свойства при хранении, условия поставок по договорам о кооперации. Принимаются во внимание и конкретные условия каждого предприятия размеры складских помещений, эффективность использования оборотных средств и т.
Нормативы продолжительности производственного цикла используются при расчете всех календарно-плановых нормативов, при разработке календарных графиков выпуска продукции, а также для обеспечения увязки планов взаимосвязанных потребителей. Порядок расчета этих нормативов приведен в гл. III. [c.196]
Для обеспечения производственного процесса в любой отрасли, помимо основных фондов, необходимы еще и оборотные средства, т. е. та часть материальных ценностей, которая обслуживает один производственный цикл и целиком в нем потребляется. Хотя сумма оборотных средств по сравнению со стоимостью основных фондов меньше, но частое их полное возобновление приводит к тому, что в течение года затраты на их возобновление составляют довольно значительную величину. И поэтому для оценки качественной стороны деятельности промышленности важно знать, как используются оборотные средства. [c.58]
Капитальное строительство существенно отличается от большинства отраслей промышленности своеобразием характера продукции, которой свойственны неподвижность и закрепление в месте ее создания длительным производственным циклом и значительным удельным весом незавершенного производства, обусловливающим относительно замедленную оборачиваемость средств, частые перемещения с объекта на объект строительных механизмов, и кадров. Все это отражается на организации строительного дела и на самом процессе производства строительных работ. В капитальном строительстве применяют два способа организации строительного производства.
[c.122]
Все это отражается на организации строительного дела и на самом процессе производства строительных работ. В капитальном строительстве применяют два способа организации строительного производства.
[c.122]
Средства труда (машины, оборудование, производственные здания, сооружения, силовые установки и т. д.) — наиболее дорогостоящая часть средств производства, обслуживают большое число производственных циклов, сохраняя при этом свою первоначальную вещественную форму, и, постепенно изнашиваясь, переносят свою стоимость частями на создаваемую продукцию. ч [c.152]
Предметы труда (сырье, топливо, основные и вспомогательные материалы и др.) целиком потребляются в одном производственном цикле, видоизменяют в нем свою вещественную форму и целиком переносят свою стоимость на изготавливаемую продукцию. 152 [c.152]
Поскольку оборотные фонды целиком потребляются за один производственный цикл, то их стоимость целиком входит в стоимость готовой продукции, образуя вместе с амортизацией старую (перенесенную) стоимость, к которой в ходе производства присоединяется также вновь созданная стоимость. [c.176]
[c.176]
В большинстве отраслей промышленности наибольшие возможности улучшения использования оборотных средств имеются на третьей стадии их кругооборота, т. е. от момента запуска материальных ценностей в производственный процесс до получения готовой продукции. Этот период принято называть производственным циклом. Сокращение производственного цикла достигается повышением производительности труда на базе механизации и автоматизации производственных процессов совершенствованием техники, технологии и организации производства внедрением в производство новейших достижений науки и техники и научной организации труда совершенствованием внутрипроизводственного оперативного планирования. При этом уменьшается объем незавершенного производства и полуфабрикатов собственного изготовления, появляется возможность обеспечить выпуск заданного объема промышленной продукции при меньшей сумме оборотных средств, обслуживающих сферу производства. [c.193]
Улучшение использования оборотных средств в производственном цикле во многом зависит от снижения затрат материальных ресурсов на каждую единицу производимой продукции, от устранения потерь при добыче, транспортировке и хранении материальных ресурсов. [c.193]
[c.193]
В предприятиях нефтегазодобывающей промышленности в решении задачи ускорения оборачиваемости оборотных средств первостепенная роль принадлежит сокращению производственного цикла. [c.194]
В буровых предприятиях оборачиваемость оборотных средств зависит в основном от скорости бурения и уровня организации всего процесса сооружения скважин. Наиболее существенное влияние на продолжительность производственного цикла, помимо скорости бурения, оказывает сокращение перерывов между окончанием вышкомонтажных работ и4- простоев в процессе бурения, сокращение времени испытания и освоения скважин. Использование этих возможностей ускорения оборачиваемости оборотных средств находится в прямой зависимости от уровня организации производства. [c.194]
Для ускорения оборачиваемости оборотных средств в настоящее время введена плата за фонды, которая взимается не только с основных фондов, но и с каждого рубля собственных нормируемых оборотных средств предприятий. Предприятию теперь невыгодно иметь лишние запасы материальных ценностей, растягивать производственный цикл, накапливать на складах готовую продукцию, так как все это увеличивает плату в бюджет, уменьшает прибыль предприятия, влияет на образование поощрительных фондов. [c.195]
[c.195]
Сочетание всех стадий образует структуру производственного процесса, совокупность всех стадий переработки сырья в готовую продукцию — производственный цикл. [c.20]
Четвертая особенность—короткий производственный цикл,. обусловленный в значительной мере непрерывностью процесса. Длительность реакции измеряется минутами, а часто и долями секунды, и одновременно с реакцией происходит перемещение реагирующих масс, осуществляется контроль производства. [c.22]
В нефтеперерабатывающей и нефтехимической промышленности пропорциональность, непрерывность и ритмичность обеспечиваются благодаря непрерывности большинства технологических процессов и короткому производственному циклу. [c.23]
По сфере действия календарное планирование подразделяется на межцеховое и внутрицеховое. И то и другое базируется на расчетах календарно-плановых нормативов размеров часового выпуска продукции, партий запуска, пооперационных и постадийных заделов, продолжительности производственного цикла и др. [c.194]
[c.194]
Оптимальное значение х находится аналитическим йот графическим решением данного уравнения. В рассматриваемом примере минимальным затратам суммарного оперативного времени на изготовление единицы продукции отвечает глубина пооперационного разделения труда, достигаемая при расчленении производственного процесса на 8 операции. При анализе рациональности сложившихся форм кооперации труда следует ориентироваться на основные проблемы в этой области оптимизацию численного, квалификационного в профессионального состава бригад, максимальное уплотнение рабочего дня путем выбора оптимального варианта распределения работ между исполнителями. Оптимальный численный, квалификационный и профессиональный состав бригады должен соответствовать квалификационной структуре гтрат рабочего времени по обслуживанию установки. Сочетание действий исполнителей я работы машин должно обеспечивать минимальную длительность производственного цикла. Она достигается при параллельном выполнении операций, составлявших частичный производственный процесс. [c.12]
[c.12]
На четвертой стадии кругооборота, охватывающей период от выпуска готовой продукции до зачисления на расчетный счет предприятия средств от ее реализации, ускорение оборачиваемости оборотных средств может быть достигнуто за счет ускорения сдачи готовой продукции потребителю и совершенствования системы расчетов между потребителем и поставщиком, между заказчиком и подрядчиком.. Таким образом, в решении задачи ускорения оборачиваемости оборотных средств перекрещиваются многие технические и экономические проблемы социалистического хозяйствования. Для обеспечения ускорения оборота оборотных средств на каждом предприятии необходимо разрабатывать и осуществлять мероприятия, направленные на совершенствование материально-технического снабжения и сокращение норм расхода и запасов сырья, материалов, топлива, инструментов, тары, спецодежды и т. д. необходимо постоянно внедрять новую совершенную технику и систематически улучшать организацию производства для сокращения производственного цикла и остатков незавершенного производства и полуфабрикатов собственного изготовления необходимо также улучшать коммерческо-сбыто-вую деятельность, обеспечивающую быструю реализацию готовой продукции, совершенствование расчетов с поставщиками, покупателями и заказчиками. Высокая скорость обограчиваемости оборотных средств является важным показателем грамотного, рационального ведения хозяйства.
[c.194]
Высокая скорость обограчиваемости оборотных средств является важным показателем грамотного, рационального ведения хозяйства.
[c.194]
Длительность производственного цикла (Дц) складывается из длительности переработки сырья и полуфабрикатов, т. е. длительности технологического процесса (/техп), длительности передвижения сырья и полуфабрикатов от одной технологической установки к другой (/Тр), длительности хранения полуфабрикатов в промежуточных резервуарах для установления их качества или накапливания (txp), длительности компаундирования готовых продуктов (/,.м) [c.20]
Производственный цикл — Справочник химика 21
Оборотные средства (ОС) полностью потребляются в одном производственном цикле и их стоимость также полностью переходит в стоимость готового продукта. [c.14] Водяной пар, который выделяется из сушильного материала, отводится через шахту в атмосферу, а в случае испарения более ценной жидкости, предназначаемой для возвращения в производственный цикл (например, растворители при экстракциях и т. п.), пар отводится в конденсатор. [c.247]
п.), пар отводится в конденсатор. [c.247]
Чередующиеся одинаковые производственные циклы характеризуются интервалами времени, необходимыми для загрузки, обработки и разгрузки обрабатываемого материала. [c.14]
Большое значение для охраны воздушного бассейна и водоемов от выбросов имеет регенерация, улавливание и возвращение в производственный цикл химических продуктов, в особенности взрывоопасных или ядовитых. Лучше всего это достигается комплексной переработкой сырья с использованием побочных продуктов и отходов производства, заменой периодических процессов непрерывными, внедрением автоматизации технологического процесса. [c.169]
Проектировать схемы вакуумных установок с возвратом воды в производственный цикл. [c.183]
В отличие от прямоточной системы водоснабжения, которая обычно применяется при малом водопотреблении и близком расположении источника воды, полная оборотная система водоснабжения предусматривает возврат использованной воды в производственный цикл (за исключением продувки для стабилизации солевого режима). [c.241]
[c.241]
Операция формовки — одна из стадий производственного цикла получения твердых катализаторов. В зависимости от способа получения катализатора формовку можно проводить на формующих машинах из предварительно подготовленной влажной тестообразной массы разбрызгиванием специально приготовленных гелей и золей в капли, которые формуют в гранулы на таблеточных машинах прессованием сухой порошкообразной массы. [c.286]
В производстве ацетилена образуются газовые сме си, содержащие взрывоопасные вещества (ацетилен, водород, метан и др.) и токсичные соединения (например, окись углерода). При получении ацетилена применяются различные органические растворители, также являющиеся горючими жидкостями (диметилформамид, N-метилпирролидон) или легковоспламеняющимися жидкостями (метанол). Наиболее токсичны из этих растворителей диметилформамид и метанол. При авариях или неправильной эксплуатации наличие в производственном цикле перечисленных веществ может явиться причиной отравлений, ожогов и других несчастных случаев. [c.138]
[c.138]
В качестве растворителя при полимеризации бутадиена применяют ароматические (бензол, толуол), алициклические (циклогексан), алифатические (гексан, гептан, бензин) углеводороды и их смеси. Свыше 99% растворителя находится в замкнутом производственном цикле и требует лишь азеотропной осушки и отгонки от тяжелокипящих побочных продуктов, образующихся в ходе процесса полимеризации. При необходимости растворитель может дополнительно очищаться пропусканием через активную окись алюминия или цеолиты. [c.184]
Длительность производственного цикла [c.32]
Применение непрерывно-поточного производства обеспечивает увеличение выпуска продукции и улучшение всех экономических показателей повышение производительности труда, сокращение длительности производственного цикла и уменьшение размеров незавершенного производства, улучшение использования основных производственных фондов, повышение качества продукции, повышение ритмичности производства, снижение себестоимости продукции, рост прибыли. [c.39]
[c.39]
ДЛИТЕЛЬНОСТЬ ПРОИЗВОДСТВЕННОГО ЦИКЛА, МЕТОДИКА ЕЕ РАСЧЕТА И ПУТИ СОКРАЩЕНИЯ [c.40]
Структура производственного цикла представлена на рис. III.3. [c.41]
Экономическое значение сокращения длительности цикла состоит в следующем при данных размерах оборотных средств можно произвести больше продукции, так как ускоряется их оборачиваемость, т. е. сокращается потребность предприятия в оборот-ны.ч средствах чем короче производственный цикл, тем меньше [c.41]
Сокращать производственный цикл можно как за счет времени производственно-трудовых процессов, так и за счет перерывов. На последнее следует обратить особое внимание, так как здесь имеются большие резервы. Это главным образом относится к периодическим (прерывным) производствам. В большинстве из них время перерывов иногда в несколько раз превосходит время протекания технологических процессов, которое в химической промышленности, как правило, невелико. [c.42]
[c.42]
Важнейшими направлениями работ по сокращению длительности производственного цикла являются совершенствование техники, технологии и организации производства, а основными мероприятиями— механизация основных и вспомогательных операций, автоматизация процессов, повышение производительности оборудования, совершенствование технологических процессов, особенно их интенсификация, применение оборудования и транспортных средств непрерывного действия и повышение грузоподъемности транспортных средств, применение непрерывно-поточных методов организации производства, улучшение организации труда и повышение дисциплины труда, параллельное выполнение различных основных операций, основных и вспомогательных работ и др. [c.42]
Параллельное движение, при котором передача каждой единицы продукции на последующую операцию осуществляется немедленно после окончания предыдущей операции, независимо от окончания обработки всей партии. При этом полностью ликвидируется пролеживание в ожидании накопления партии, за счет чего значительно сокращается длительность производственного цикла. При параллельном движении, воплощающем реализацию принципа параллельности, длительность цикла определяется как [c.43]
При параллельном движении, воплощающем реализацию принципа параллельности, длительность цикла определяется как [c.43]
Результат внедрения планируемых мероприятий отражается обычно не на одном (целевом) показателе, а на нескольких или многих, поэтому по каждому мероприятию необходимо наиболее полно учесть это влияние, охватив показатели разных разделов плана (увеличение объема производства, производственной мощности, улучщение качества продукции, экономию материальных ресурсов, снижение трудоемкости продукции, рост производительности труда, сокращение длительности производственного цикла, снижение себестоимости, рост прибыли и др.). [c.134]
По сфере действия календарное планирование подразделяется на межцеховое и внутрицеховое. И то и другое базируется на расчетах календарно-плановых нормативов размеров часового выпуска продукции, партий запуска, пооперационных и постадийных заделов, продолжительности производственного цикла и др. [c. 194]
194]
При обосновании размера партии запуска в каждом случае необходимо также учитывать конкретные условия производства и характер изготовляемой продукции продолжительность производственного цикла, способность продукции или полуфабрикатов сохранять необходимые свойства при хранении, условия поставок по договорам о кооперации. Принимаются во внимание и конкретные условии каждого предприятия размеры складских помещений, эффективность использования оборотных средств и т. д. [c.195]
Нормативы продолжительности производственного цикла используются при расчете всех календарно-плановых нормативов, прп разработке календарных графиков выпуска продукции, а также для обеспечения увязки планов взаимосвязанных потребителей. Порядок расчета этих нормативов приведен в гл. 1И. [c.196]
Число стадий очистки фермента Время производственного цикла получения водного концентрата (после отделения биомассы) [c.290]
Прокаливание — одно из основных и решающих звеньев производственного цикла в технологии электродных материалов, так как существенно влияет на формирование качественных показателей и эксплуатационные свойства готовой продукции. При прокаливании происходит усадка материалов, дегазация, увеличение истинной удельной массы, снижение удельного электросопротивления и реакционной способности и, что особенно важно, повышение термической стойкости. [c.111]
При прокаливании происходит усадка материалов, дегазация, увеличение истинной удельной массы, снижение удельного электросопротивления и реакционной способности и, что особенно важно, повышение термической стойкости. [c.111]
Кроме того, после включения в производственный цикл процесса адсорбционной очистки высвободившаяся мощность по селективной очистке может быть загружена производством других сортов масел, например, трансмиссионного, моторного, компрессорного и пр., что значительно улучшит их свойства. [c.182]
Производственный цикл в безотходном производстве организован так, что все воздушные или водные потоки, содержащие загрязнители, изолированы от окружающей среды, действуют в замкнутом контуре, проходя через специальные очистные устройства. В этом случае операции очистки — вспомогательные и следуют за основными производственными процессами. В результате операций очистки появляются, как правило, отходы или смесь отходов, которые перерабатываются, т. е. делаются безвредными для окружающей среды, либо консервируются — связываются с абсорбирующими веществами и захороняются. Если отходы не идут в отвалы, а перерабатываются в полезную продукцию, идущую на удовлетворение нужд основного производства, служат сырьем или полуфабрикатами для других предприятий, то процессы очистки и переработки отходов представляют собой как бы продолжение основного производственного цикла, а сами очистка и переработка отходов интегрируются в особую специфическую часть всего производственного комплекса. [c.9]
е. делаются безвредными для окружающей среды, либо консервируются — связываются с абсорбирующими веществами и захороняются. Если отходы не идут в отвалы, а перерабатываются в полезную продукцию, идущую на удовлетворение нужд основного производства, служат сырьем или полуфабрикатами для других предприятий, то процессы очистки и переработки отходов представляют собой как бы продолжение основного производственного цикла, а сами очистка и переработка отходов интегрируются в особую специфическую часть всего производственного комплекса. [c.9]
Стоимость многослойных сосудов уменьшается в результате снижения расхода металла, ирнмсиения более простого оборудования, сокращения трз да и производственного цикла. Приведем относительные стоимость н расход металла иа сосуды высокого давления в зависимост1т от методов их изготовления [c.50]
Насыщенное масло подается при температуре 20° С и после испарения растворителя выходит из дистилляционного аппарата с температурой 120° С. Ввиду того что оно должно бьггь охлаждено до температуры поглощения, для того чгобы его можло было вновь использовать в производственном цикле, тепло охлаждения ма-сла используется для предварительного нагрева насыщенного масла, которое поступает на дистилляцию. Все количество тепла использовать нельзя, так как необходимая для этого побыла бы слишком большой и капиталовложения были бы нерентабельными, поэтому охлаждение осуществляется приблизительно до 70° С. Дальнейшее охлаждение очищенного масла осуществляется водой. [c.180]
Ввиду того что оно должно бьггь охлаждено до температуры поглощения, для того чгобы его можло было вновь использовать в производственном цикле, тепло охлаждения ма-сла используется для предварительного нагрева насыщенного масла, которое поступает на дистилляцию. Все количество тепла использовать нельзя, так как необходимая для этого побыла бы слишком большой и капиталовложения были бы нерентабельными, поэтому охлаждение осуществляется приблизительно до 70° С. Дальнейшее охлаждение очищенного масла осуществляется водой. [c.180]
Нефтеперерабатывающая и нефтехимическая промышленность относится к водоемким отраслям народного хозяйства и уступает по водопотреблению лишь энергетике, металлургии, химической нромышлеиности и коммунальному хозяйству. Большую часть воды используют для охлаждения н конденсации продуктовых потоков. В значительной части технологических процессов воду потребляют как растворитель или реагент, вводят в виде пара. Вода, пройдя тот или иной производственный цикл, претерпевает различные изменения либо безвозвратно теряется. Образующиеся сточные воды содержат растворимые и нерастворимые органические и неорганические вещества, включая токсичные. [c.73]
Образующиеся сточные воды содержат растворимые и нерастворимые органические и неорганические вещества, включая токсичные. [c.73]
У элементов процесса, работающих непрерывно и стационарно, также имеются периоды, для которых требование dTjdt = О не выполняется. Этими периодами являются пуск и остановка, причем обычно они малы по сравнению с общей продолжительностью производственного цикла. Однако следует рассмотреть их более подробно, в особенности период пуска. [c.302]
Регенерация реагентов. Часто в систему необходимо вводить вспомогательные исходные вещества, например, когда новый ход процесса будет более выгодным, чем при непосредственном взаимодействии основных исходных веществ, или даже единственно возможным. В этом случае нужно так организовать производственный цикл, чтобы вспомогательное исходное вещество можно было регенерировать. После регенерации это вещество возвращается в цикл, и его расход ограничивается только потерями. Такой метод широко используется в химической технологии. Отметим, что он отличается от рециркуляции реагента, олисанной на стр. 356. Обычно возвращаемое в цикл вспомогательное йсходное вещество регенерируется в результате химического превращения, а не выделяется из смеси физическими методами. Примером может служить использование концентрированной гидроокиси натрия для разложения боксита в производстве окиси алюминия методом Байера, сохранение в цикле окислов азота при башенном способе получения серной кислоты или введение в цикл аммиака при производстве соды методом Сольвея. В последнем случае процесс не может проводиться при, непосредственном взаимодействии основных исходных веществ по уравнению [c.377]
Отметим, что он отличается от рециркуляции реагента, олисанной на стр. 356. Обычно возвращаемое в цикл вспомогательное йсходное вещество регенерируется в результате химического превращения, а не выделяется из смеси физическими методами. Примером может служить использование концентрированной гидроокиси натрия для разложения боксита в производстве окиси алюминия методом Байера, сохранение в цикле окислов азота при башенном способе получения серной кислоты или введение в цикл аммиака при производстве соды методом Сольвея. В последнем случае процесс не может проводиться при, непосредственном взаимодействии основных исходных веществ по уравнению [c.377]
Совмещение процессов во времени дает возможность вести работы широким фронтом и обеснечивает сокращеппс длительности производственного цикла — нродвижен1гя предмета труда по стадиям ироизводства. [c.27]
Цикл производства, пли длительность производственного цикла, представляет собой календарный период времени, в течение которого осуществляются группы производственных процессов или весь процесс производства с момента запуска сырья в производство до момента выпуска готовой продукщпь Следует, таким образом, различать длительность всего цикла (ироцесса [[роизвод-С1ва) и длительность частичных процессов.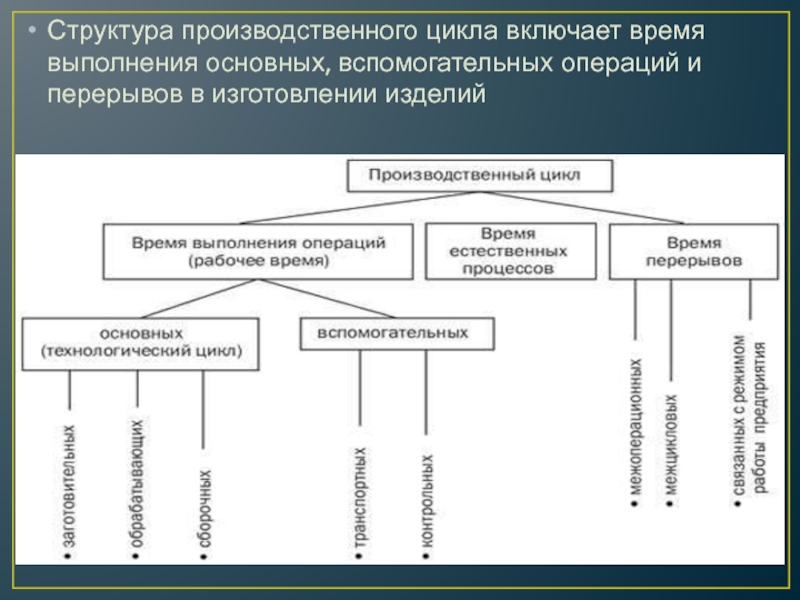 Иеоб.ходпмо также выделять длительность циклов изготовления единицы и партии продукции. [c.40]
Иеоб.ходпмо также выделять длительность циклов изготовления единицы и партии продукции. [c.40]
Структурой производственного цикла называют состав и со-()тио1иоипе затрат времени осуществления частичных процессов и времени исрсрывов. [c.40]
Вид движения предметов труда по стадиям производственного процесса в значительной степени влияет на длительность производственного цикла. Различают следующие виды движения полу-фабрт1катов в процессе производства. [c.42]
Контрольные операции неизбежно удлгшяют производственный цикл, задерживают поступление сырья и полуфабрикатов па дальнейшую обработку, уменьшают скорость оборачиваемости оборотных средств, поэтому особенно важно обеспечить нх быстроту. Методы экспресс-контроля позволяют полностью автоматизировать контрольные функции, применяя средства дистанционрюго контроля, фотоэлектронную автоматику, хроматографический, спектрометрический, реитгепоскопический, колориметрический, химический, люминесцентный и другие современные методы контроля. [c.123]
[c.123]
Антибиотики. Пенициллин был первым антибиотиком, производство которого было осуществлено в промышленном масштабе. Он был открыт в 1928 г. А. Флемингом, а выпуск его начался лишь в 1939 г. после преодоления многих технических затруднений. Пенициллин образуется ферментативным путем, и на первой стадии производства получается раствор низкой концентрации. Дальнейшая переработка заключается в концентрировании раствора и выделении пенициллина в чистом виде. Большую трудность представляет низкая сопротивляемость пенициллина действию ряда соединений, присутствующих в растворе вместе с ним (кислоты, основания, вода, ионы тяжелых металлов, окислители, некоторые энзимы), и повышенной температуры. Эти соединения и условия приводят к потере биологической активности пенициллина. Гюэтому необходимо подобрать такие методы переработки, чтобы были удалены вредные компоненты или хотя бы сведено до минимума их действие. В производственном цикле применяется трехкратная экстракция, причем потери продукта сведены к минимуму [240, 257, 263, 268, 270, 273, 275, 277, 280, 281, 294].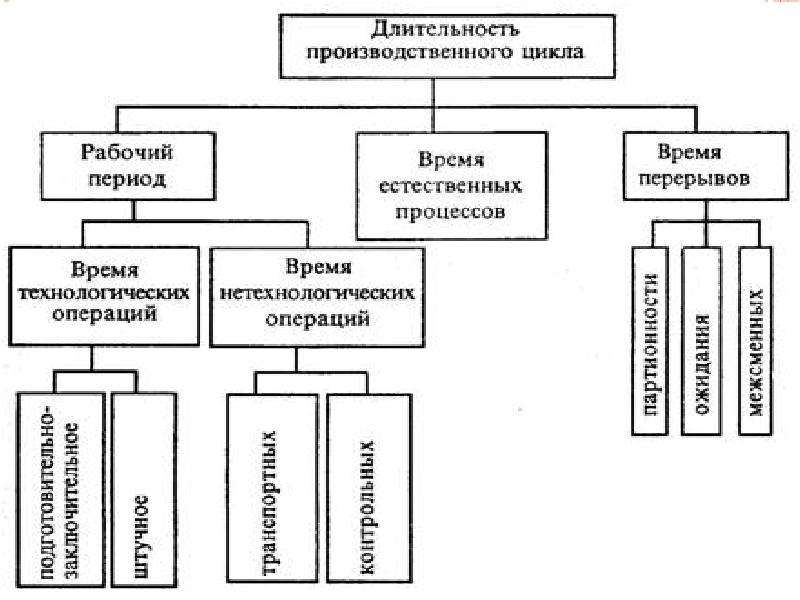 [c.419]
[c.419]
Стоимость сушки в распылительных сушилках ниже, чем в аппаратах других типов, вследствие меньших трудовых, эксплуатационных и энергетических затрат. Некоторое повышение расхода топлива, компенсируется повышением производительности при обработке ряда материалов, для которых распылительные сушилки позволяют применить панболее высокую температуру воздуха. При применении распылительных сушилок существенной экономии достигают за счет устранения из производственного цикла таких операций, как кристаллизация (осаждение), фильтрация (центрифугирование), помол и классификация. [c.158]
Выислияя поставленную XXV съездом КПСС задачу добиваться сокращения длительности производственных циклов путем перехода на непрерывные и совмещенные технологические процессь[ и ирименення интенсивных методов производства , нефтеперерабатывающие и нефтехимические предприятия вводят поеме технологические процессы. Увеличение степени не-прерывг Ости в этих технологических процессах наряду с увеличением экономического эффекта значительно улучшает условия труда. [c.225]
[c.225]
Производственный цикл — Энциклопедия по машиностроению XXL
В современном крупносерийном и массовом производстве все больше стремятся применять второй принцип, как дающий наибольшую технико-экономическую эффективность наибольшую производительность, меньшее основное и вспомогательное время, сокращение длительности производственного цикла, во многих случаях большую точность деталей и др. [c.130]Внедрение таких автоматизированных участков на заводах мелкосерийного производства позволяет во много раз повысить производительность труда, сократить производственный цикл обработки, поднять на высокую ступень технику и культуру производства, [c.417]
Специальными устройствами для нагрева при термообработке служат термические печи. В зависимости от теплоносителя нагревательные печи бывают электрические, на газообразном и жидком топливе. Согласно производственному циклу их подразделяют на печи непрерывного и периодического (прерывного) действия.
 [c.112]
[c.112]Для сокращения производственного цикла и получения требуемых показателей механической прочности, теплостойкости и т. д. при склеивании в большинстве случаев необходим подогрев клеев до 60—150° С. [c.405]
Периодически повторяющаяся совокупность операций технологической машины называется рабочим циклом. По истечении технологического цикла заканчивается изготовление детали или изделия. Период времени с момента подачи сырья или материала на первую операцию до получения готового изделия называют производственным циклом. [c.484]
Кроме конструктивных и технологических соображений при выборе сборочных единиц следует стремиться к тому, чтобы на каждом уровне —с начала производственного цикла времена изготовления всех сборочных единиц были примерно одинаковы (или кратны). При этом условии можно организовать ритмическую технологическую систему без узких мест и закупорок. Далее сборочные единицы делятся на элементы с различными технологическими процессами их изготовления. Устанавливая возможные варианты изготовления сборочных единиц и их элементов, можно построить возможные варианты структуры технологической системы в целом.
[c.186]
Устанавливая возможные варианты изготовления сборочных единиц и их элементов, можно построить возможные варианты структуры технологической системы в целом.
[c.186]
Общие контрольные сроки характеризуют время прохождения сообщения от отправителя до адресата и, следовательно, работу телеграфной связи в целом. Поэтапные контрольные сроки определяют норму времени на выполнение отдельных операций производственного цикла в пределах данного предприятия. [c.147]
Территория, необходимая для осуществления производственного процесса, называется производственной площадью. Календарное время, необходимое для осуществления периодически повторяющегося производственного процесса, называется производственным циклом. [c.7]
Одну и ту же деталь можно изготовить из заготовок, полученных различными способами. Одним из основополагающих принципов выбора заготовки является ориентация на такой способ изготовления, который обеспечит ей максимальное приближение к готовой детали.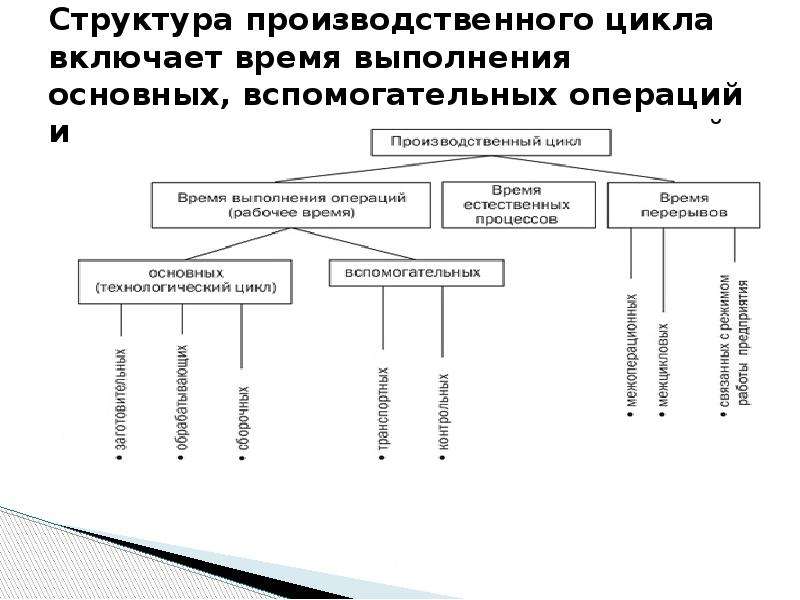 В этом случае существенно сокращается расход металла, объем механической обработки и производственный цикл изготовления детали. Однако при этом в заготовительном производстве увеличиваются расходы на технологическое оборудование и оснастку,
[c.23]
В этом случае существенно сокращается расход металла, объем механической обработки и производственный цикл изготовления детали. Однако при этом в заготовительном производстве увеличиваются расходы на технологическое оборудование и оснастку,
[c.23]
Применение при термической обработке только искусственного старения сокращает производственный цикл изготовления отливок. [c.156]
Расчет эффекта на стадии производства продукции. Если представить процесс создания и эксплуатаций любого изделия как единый производственный цикл то СНК успешно применяют на всех этапах этого цикла, хотя на различных этапах они выполняют различные производственные функции. [c.39]
Следует отметить, однако, что механические испытания образцов-свидетелей не позволяют судить о наличии или отсутствии пережога материала детали, поскольку в начальной стадии пережога материал сохраняет высокий уровень статической прочности. Опыты показывают, что для листов с плакированным слоем из алюминиевых сплавов Д1, Д16, Д19 и некоторых других механические испытания в целом ряде случаев не позволяют также выявлять и занижение температуры при нагреве под закалку. Кроме того, механические испытания листов из сплавов Д1, Д16, Д19 в обычных условиях проводят лишь после естественного старения в течение примерно 100 ч, что значительно увеличивает весь производственный цикл.
[c.84]
Опыты показывают, что для листов с плакированным слоем из алюминиевых сплавов Д1, Д16, Д19 и некоторых других механические испытания в целом ряде случаев не позволяют также выявлять и занижение температуры при нагреве под закалку. Кроме того, механические испытания листов из сплавов Д1, Д16, Д19 в обычных условиях проводят лишь после естественного старения в течение примерно 100 ч, что значительно увеличивает весь производственный цикл.
[c.84]
Несмотря на большие преимущества стальных конструкций, до сих пор во многих случаях применяют бетон со стальной арматурой, в результате чего неэкономично расходуются фонды металла, затрудняется транспортирование и монтаж узлов, ограничивается высота и ширина пролетов, становится невозможным обновление основных средств при постоянном и быстром сокращении длительности производственных циклов. [c.11]
Электроэнергия находит применение на тех или иных стадиях производственного цикла в большинстве промышленных процессов, но особую ценность для инженера-технолога представляет использование электроэнергии как источника теплоты. Электрический нагрев обладает многими преимуществами по сравнению с традиционными методами, основанными на сжигании топлива.
[c.194]
Электрический нагрев обладает многими преимуществами по сравнению с традиционными методами, основанными на сжигании топлива.
[c.194]
В приведенных рассуждениях не учитывалось, т. е. принималась условно одинаковой для обоих вариантов, величина оборотных средств. В реальных условиях, однако, при использовании станков с ЧПУ на оборотных средствах может быть получена значительная экономия, в частности — на затратах на незавершенное производство. Оно уменьшается за счет общего сокращения производственного цикла изготовления деталей (уменьшается число операций, общая трудоемкость и т. д.) и возможности запуска деталей в производство меньшими партиями. Учет этих дополнительных факторов может оказать существенное влияние на решение вопроса о применении. станков с программным управлением. [c.231]
Одним из важнейших направлений развития советского машиностроения является унификация, типизация и агрегатирование. Раньше, чем в других отраслях, эти вопросы начали развиваться в станкостроении.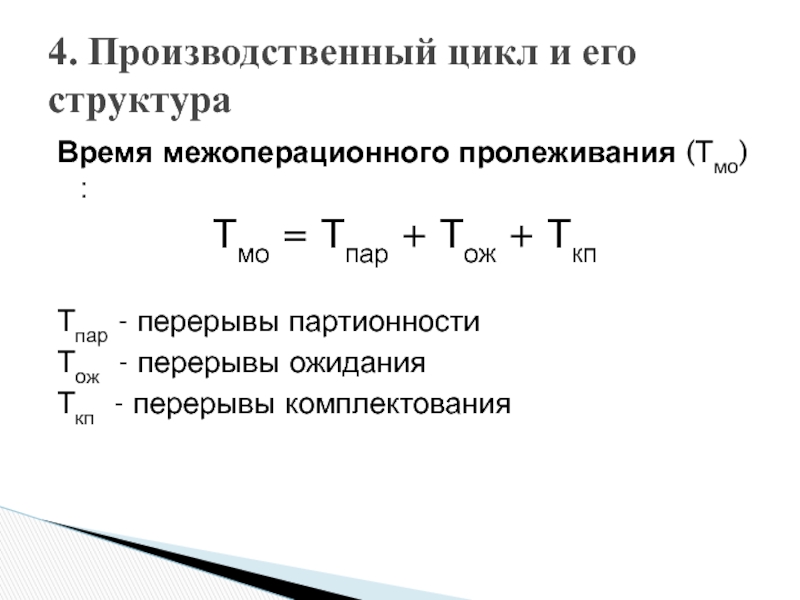 В настоящее время в станкостроении, характерном очень большим типажем машин, создается около 50 унифицированных размерных гамм станков. Известен большой экономический эффект от введения единых серий машин в электромашиностроении. Успешно решается задача разработки конструкций самоходных землеройно-транспортных, строительных, дорожных, погрузочно-разгрузочных, мелиоративных и ряда других машин на основе базовых шасси. В станкостроении агрегатирование машин уменьшает объем конструкторских работ в 5—6 раз, сокращает длительность производственного цикла освоения в 4—5 раз, уменьшает стоимость в 2—3 раза.
[c.62]
В настоящее время в станкостроении, характерном очень большим типажем машин, создается около 50 унифицированных размерных гамм станков. Известен большой экономический эффект от введения единых серий машин в электромашиностроении. Успешно решается задача разработки конструкций самоходных землеройно-транспортных, строительных, дорожных, погрузочно-разгрузочных, мелиоративных и ряда других машин на основе базовых шасси. В станкостроении агрегатирование машин уменьшает объем конструкторских работ в 5—6 раз, сокращает длительность производственного цикла освоения в 4—5 раз, уменьшает стоимость в 2—3 раза.
[c.62]
Собранные двигатели подвергались кратковременной холодной и горячей обкатке, а затем испытывались на полную мощность, причем эти операции входили в производственный цикл сборки. Собранные тракторы после непродолжительной обкатки без нагрузки (на заводской территории) поступали в малярное отделение сборочного цеха для ручной окраски кистями.
[c. 158]
158]
Важным этапом явилось создание комплексных автоматических линий, охватывающих различные виды обработки. Такова, например, автоматическая линия по производству лемехов на Алтайском заводе сельскохозяйственных машин. Технологический процесс здесь включает самые различные виды обработки механическую, термическую, лакокрасочную и другие. Подобные линии отличаются высокой эффективностью, они предопределяют наиболее короткие производственные циклы, исключают излишнюю транспортировку деталей. На таких линиях обработка изделия производится в едином потоке с принудительным ритмом. [c.282]
Автоматизация возникла в результате длительного развития техники. Можно отметить следующие пути развития автоматизации. В первую очередь автоматизируются отдельные машины, затем системы машин (это связано с автоматизацией отдельных машинных технологических процессов). После этого автоматизируются отдельные участки основного производственного цикла, а затем — вспомогательные процессы производственного цикла, что приводит к полной автоматизации всего производственного процесса.
 Такая автоматизация является комплексной, она перелагает с человека на автоматические устройства и машины выполнение всех основных и вспомогательных операций производственного процесса, включая контроль и управление.
[c.23]
Такая автоматизация является комплексной, она перелагает с человека на автоматические устройства и машины выполнение всех основных и вспомогательных операций производственного процесса, включая контроль и управление.
[c.23]Поточный метод обеспечивает равномерность выпуска продукции на протяжении всего времени работы улучшает использование оборудования и производственных площадей уменьшает производственный цикл выпуска продукции значительно сокращает пути грузопотоков снижает себестоимость продукции. [c.50]
Производственный цикл работы машины включает совокупность всех действий и операций машины и обслуживающего машину персонала, направленных на выполнение производственного задания, т. е. на изготовление машиной требуемого объема продукции заданного типоразмера. Длительность производственного цикла измеряется временем Т , которое затрачивается на выполнение всей указанной совокупности действий. Время Т является оперативным временем выполнения задания без учета времени простоев машины по организационным причинам. [c.58]
[c.58]
Вид операций производственного цикла и его продолжительность зависят от вида и объема производственного задания и поэтому являются случайными факторами. Единственно правильным в этом случае будет статический подход к изучению объема и структуры производственного цикла и определению на этой основе внецикловых потерь времени. [c.58]
Продолжительность производственного цикла равна [c.58]
Современное машиностроение характеризуется непрерывной интенсификацией технологических процессов, что связано со стремлением максимально повысить производительность обработки. В свете указанных задач важнейшее значение имеет широкое внедрение средств автоматизации. Автоматизированные машины, как правило, оснащаются быстродействующими системами регулирования и управления, обеспечивающими значительное сокращение производственного цикла. [c.3]
Существующие способы пригонки при сборке и калибровке (рис. 3.9) не нашли широкого применения в отрасли вследствие повышения трудоемкости производственного цикла изготовления днищ. Поэтому решение проблемы повышения точности днищ совзр-шенствованием технологического процесса горячей штамповки без применения последующих пригоночно-доделочных и калибровочных работ является наиболее целесообразным.
[c.34]
3.9) не нашли широкого применения в отрасли вследствие повышения трудоемкости производственного цикла изготовления днищ. Поэтому решение проблемы повышения точности днищ совзр-шенствованием технологического процесса горячей штамповки без применения последующих пригоночно-доделочных и калибровочных работ является наиболее целесообразным.
[c.34]
Известны различные крупные установки с больщим числом термопар, измерительные и опорные спаи которых сильно разнесены. Например, каждая из печей в производственном цикле может быть оборудована десятью и более термопарами, включенными в систему обработки информации, находящейся в измерительном центре на расстоянии в сотни метров. Напряжение термопары, которое должно быть измерено, практически полностью возникает на нескольких первых метрах проволоки. Остальные сотни метров служат для передачи этого напряжения к измерительным устройствам. Термоэлектрические свойства длинной проволоки, находящейся при комнатной температуре и, во всяком случае, не выще 100 °С, гораздо менее важны, чем той части проволоки, которая находится в области резкого изменения температуры. Значительная экономия средств может быть получена, если в этой менее ответственной части использовать более дещевую проволоку с не столь строго контролируемыми параметрами. Для такой проволоки достаточно получить нужные характеристики для интервала температур от 20 до 100 °С.
[c.297]
Значительная экономия средств может быть получена, если в этой менее ответственной части использовать более дещевую проволоку с не столь строго контролируемыми параметрами. Для такой проволоки достаточно получить нужные характеристики для интервала температур от 20 до 100 °С.
[c.297]
Развитие машиностроения неразрывно связано с развитием мапш-нопотребляющих секторов народного хозяйства. В промышленности происходит процесс непрерывного совершенствования растет объем продукции, сокращается производственный цикл, появляются новые технологические процессы, меняются компоновка линий, состав и расстановка оборудования, непрерывно повышается уровень механизации и автоматнзащн производства. Соответственно возрастают требования к показателям машин, их производительности, степени автоматизации. Некоторые машины с появлением новых технологических процессов становятся ненужными. Возникает необходимость создания новых машин или коренного юмШШя старых. [c.71]
Положительные результаты внедрения САПР проявляются и в производстве, приводя к снижению трудоемкости, станкоемкости, материалоемкости изделий, расходов по содержанию и эксплуатации оборудования, брака, длительности производственного цикла, к дополнительному выпуску продукции за счет снижения прюстоев оборудования, к дополнительной прибыли от изготовления изделий с улучшенными в результате применения САПР рабочими показателями.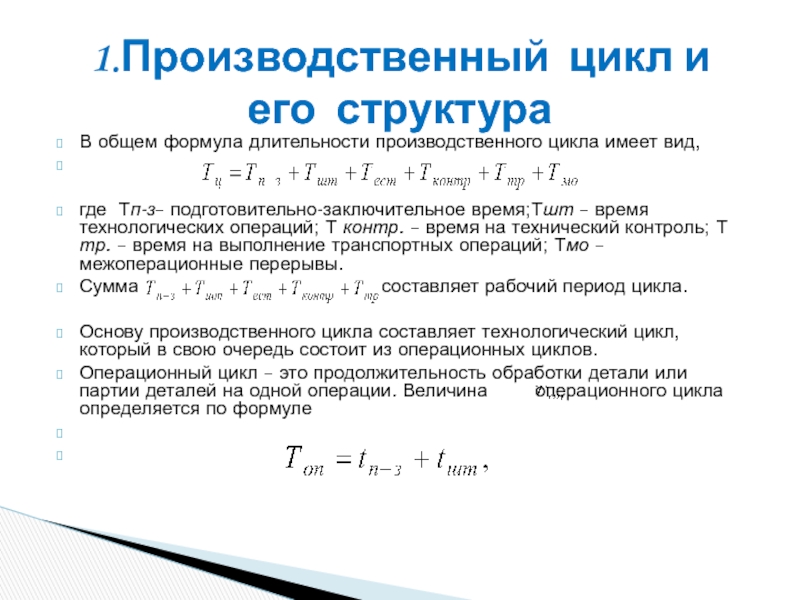 [c.276]
[c.276]
В формулах (3.3), (3.4) и (3.5) А —годовой выпуск (программа) Л1я — норма расхода материала на единицу продукции Г —уорма времени на операцию Ф — годовой фонд времени работы Тц — длительность производственного цикла. [c.61]
В процессе разработки технических изделий щирокое применение находят их физические прототипы. Быстрое прототипирование является актуальным как на этапе конструирования, так и в производственном цикле. Наличие прототипа позволяет наглядно оценить результаты геометрического моделирования, проанализировать параметры изделия, провести рекламную кампанию и исследовать рынок, использовать прототип на отдельных этапах изготовления изделия, например при литье по выплавляемым. моделям. Для реализации быстрого прототипирования в настоящее время созданы специальные установки с ЧПУ, разработано соответствующее программное обеспечение, подготовлены форматы обмена информацией с сопутствующими автоматизированными системами проектирования и производства
[c. 77]
77]
Для станин большое значение имеет предотвращение коробления в процессе изготовления, сборки и эксплуатации. С этой целью литые заготовки станин станков перед механической обработкой, как правило, подвегают естественному старению. Суть его состоит в том, что заготовки после черновой обработки выдерживают на открытом воздухе в течение не менее 3 мес. для станков нормальной точности И не менее 6 мес. для станков повышенной точности. Естественное старение не требует дополнительного оборудования, но является очень длительной операцией, которая значительно удлиняет производственный цикл изготовления станин. Вместо естественного старения могут применяться и другие виды термообработки низкотемпературный отжиг, ускоренный отжиг, искусственное старение. Для уменьшения коробления применяют также низкотемпературный отжиг с последующим естественным старением. [c.231]
Усилие, которое развивается на штоке силового цилиндра, обычно используется для выполне1гая той или иной операции производственного цикла. Усилие, раз1Шваемое на штоке силового цилиндра
[c.88]
Усилие, раз1Шваемое на штоке силового цилиндра
[c.88]
Огромный объем послевоенного восстановительного и нового строительства мостов потребовал для своего осугцествления дальнейшего развития индустриализации строительных производств, введения более совершенных конструкций мостовых элементов, новых технологических процессов и новых строительных материалов. Организационный опыт поточно-скоростного строительства военных лет, опыт применения блочных конструкций и их заводского изготовления, опыт комплексной механизации трудоемких и тяжелых работ — все это следовало привести в единую рациональную систему, направленную на суш ественное изменение ранее сложившейся технологии, на ускорение и удешевление работ в пределах всего производственного цикла. [c.224]
I 1 г урана-235 эквивалентен по отдаче тепла 3 т угля, а один грамм дейтерия — т угля, в реакторах, работающих н тепловых нейтронах, используется в основном уран-235 и до 1% урана-238. jB недалеком будущем АЭС будут оснащаться реакторами-размножителями ка быстрых нейтронах. Эти реакторы не имеют замедлителей, и часть нейтронов, испускаемых в процессе распада урана-235, поглощается ураном-238, который в результате множества производственных циклов превращается в плутоний-239, также используемый в качестве ядерного топлива. По данным академиков В. А. Кириллина и М. А. Стыри-ковича, реактор-размножитель позволит примерно в 20 раз полнее использовать ядерные ресурсы по сравнению с реакторами на тепловых нейтронах. Это позволит резко увеличить ресурсы ядерного топлива i
[c.32]
jB недалеком будущем АЭС будут оснащаться реакторами-размножителями ка быстрых нейтронах. Эти реакторы не имеют замедлителей, и часть нейтронов, испускаемых в процессе распада урана-235, поглощается ураном-238, который в результате множества производственных циклов превращается в плутоний-239, также используемый в качестве ядерного топлива. По данным академиков В. А. Кириллина и М. А. Стыри-ковича, реактор-размножитель позволит примерно в 20 раз полнее использовать ядерные ресурсы по сравнению с реакторами на тепловых нейтронах. Это позволит резко увеличить ресурсы ядерного топлива i
[c.32]
Газификация угля и охрана окружающей среды. С точки зрения будущих последствий для окружающей среды (включая физические, химические, биологические и социально-экономические) весь производственный цикл газификации угля, вплоть до стадии использования синтетического газа конечными потребителями, наносит гораздо меньший ущерб, чем работа пылеугольпых ТЭС или заводов по гидрогенизации угля. [c.202]
[c.202]
Вопросы, которые надо было решать, связывались с ускорением производственного цикла сборки машин, улучшением использования производственных плош адей, подготовкой квалифицированных кадров рабочих-сборш иков, механизацией некоторых ручных операций, повышением качества выполнения сборки и внедрением поточных методов сборки. Следует заметить, что в те годы (1924—1927 гг.) совершенно не было не только ни одной книги по вопросам сборки машин, но и сколько-нибудь обстоятельных статей в научно-технических журналах. Даже в американских журналах приводились лишь эффектные фотоснимки и крайне общее, рекламное описание хода производства, из которых нельзя было почерпнуть сущность организации конвейерной сборки машин. [c.157]
Рыночное Ценообразование И Производственные Циклы
Author
Abstract
Предлагается динамическая модель рыночного ценообразования и производства, которая позволяет определить характер влияния производственно-технологической специфики фирмы на поведение экономической системы.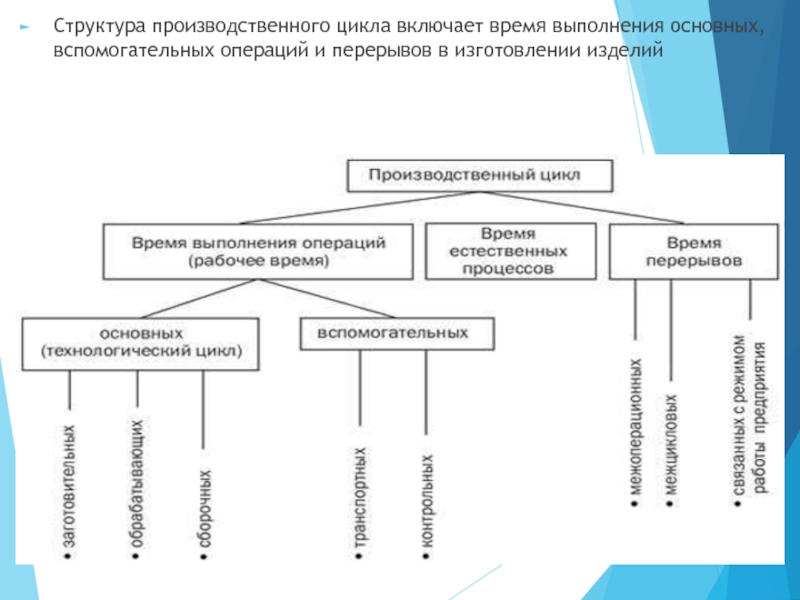 Показано, что сильный эффект масштаба производства оказывает дестабилизирующее влияние на производственные и ценовые траектории. Установлено, что экзогенно растущий спрос при определенных условиях способен оказывать негативное действие на динамику выпуска и приводить к образованию апериодических производственных циклов.
Показано, что сильный эффект масштаба производства оказывает дестабилизирующее влияние на производственные и ценовые траектории. Установлено, что экзогенно растущий спрос при определенных условиях способен оказывать негативное действие на динамику выпуска и приводить к образованию апериодических производственных циклов.
Suggested Citation
Note: Москва
Download full text from publisher
To our knowledge, this item is not available for download. To find whether it is available, there are three options:1. Check below whether another version of this item is available online.
2. Check on the provider’s web page whether it is in fact available.
3. Perform a search for a similarly titled item that would be available.
Corrections
All material on this site has been provided by the respective publishers and authors. You can help correct errors and omissions. When requesting a correction, please mention this item’s handle: RePEc:scn:cememm:41-1-3. See general information about how to correct material in RePEc.
For technical questions regarding this item, or to correct its authors, title, abstract, bibliographic or download information, contact: . General contact details of provider: http://www.cemi.rssi.ru/emm/home.htm .
If you have authored this item and are not yet registered with RePEc, we encourage you to do it here. This allows to link your profile to this item. It also allows you to accept potential citations to this item that we are uncertain about.
We have no bibliographic references for this item. You can help adding them by using this form .
If you know of missing items citing this one, you can help us creating those links by adding the relevant references in the same way as above, for each refering item. If you are a registered author of this item, you may also want to check the «citations» tab in your RePEc Author Service profile, as there may be some citations waiting for confirmation.
If you are a registered author of this item, you may also want to check the «citations» tab in your RePEc Author Service profile, as there may be some citations waiting for confirmation.
For technical questions regarding this item, or to correct its authors, title, abstract, bibliographic or download information, contact: Sergei Parinov (email available below). General contact details of provider: http://www.cemi.rssi.ru/emm/home.htm .
Please note that corrections may take a couple of weeks to filter through the various RePEc services.
Обзор производственного процесса — Supply Chain Management | Dynamics 365
- Статья
- Чтение занимает 8 мин
Оцените свои впечатления
Да Нет
Хотите оставить дополнительный отзыв?
Отзывы будут отправляться в корпорацию Майкрософт. Нажав кнопку «Отправить», вы разрешаете использовать свой отзыв для улучшения продуктов и служб Майкрософт. Политика конфиденциальности.
Нажав кнопку «Отправить», вы разрешаете использовать свой отзыв для улучшения продуктов и служб Майкрософт. Политика конфиденциальности.
Отправить
Спасибо!
В этой статье
Важно!
Dynamics 365 for Finance and Operations стало специализированным приложением, с помощью которого вы можете управлять определенными бизнес-функциями. Дополнительные сведения об этих изменениях см. в разделе Руководство по лицензированию Dynamics 365.
Этот раздел содержит обзор производственных процессов. В ней описываются различные этапы производственных заказов, заказов партии и канбанов, начиная с создания заказа до закрытия финансового периода.
Производство продуктов — это процесс, который также называют жизненным циклом производства, включает в себя определенные шаги, которые требуются для изготовления номенклатуры. Жизненный цикл начинается с создания производственного заказа, заказа партии или канбана. Он заканчивается принятой произведенной продукцией, готовой для поставки клиенту или для передачи на другой этап производства. На каждом шаге жизненного цикла для выполнения процесса требуется информация различного типа. Завершение каждого шага отражается в производственном заказе, заказе партии или канбане путем изменения его статуса производства. Разные виды продуктов требуют различных процессов производства.
Жизненный цикл начинается с создания производственного заказа, заказа партии или канбана. Он заканчивается принятой произведенной продукцией, готовой для поставки клиенту или для передачи на другой этап производства. На каждом шаге жизненного цикла для выполнения процесса требуется информация различного типа. Завершение каждого шага отражается в производственном заказе, заказе партии или канбане путем изменения его статуса производства. Разные виды продуктов требуют различных процессов производства.
Модуль Управление производством связан с другими модулями, такими как Управление сведениями о продукте, Управление запасами, Главная книга, Управление складом, Отчетность проектов и Управление организацией. Такая интеграция требуется для создания информационного потока, необходимого для производства готовой номенклатуры.
На производственный процесс обычно влияют методы учета затрат и оценки запасов, которые выбраны для конкретного производственного процесса. Supply Chain Management поддерживает как методы фактических затрат (раньше пришел, раньше ушел [FIFO]; последний пришел, первый вышел [LIFO]; скользящее среднее; и периодический средневзвешенный показатель), так и методы нормативных затрат. Бережливое производство реализуется на основе принципа backflush-расчета себестоимости.
Supply Chain Management поддерживает как методы фактических затрат (раньше пришел, раньше ушел [FIFO]; последний пришел, первый вышел [LIFO]; скользящее среднее; и периодический средневзвешенный показатель), так и методы нормативных затрат. Бережливое производство реализуется на основе принципа backflush-расчета себестоимости.
Выбор методов измерения затрат также определяет требования для отчетности о потреблении материалов и ресурсов во время производственного процесса. Обычно методы фактических затрат требуют точной отчетности на уровне заданий, тогда как периодические методы оценки допускают менее подробную отчетность о потреблении материалов и ресурсов.
Смешанный режим производства
Различные продукты и топологии производства требуют применения различных типов заказа. Supply Chain Management может применять различные типы заказа в смешанном режиме. Другими словами, все типы заказов могут использоваться во время сквозного процесса производства одного готового продукта.
- Производственный заказ — это классический тип заказа для производства определенного продукта или варианта продукта в определенном количестве к конкретной дате. Производственные заказы основаны на спецификациях и маршрутах.
- Заказ партии — этот тип заказа используется в перерабатывающих отраслях и дискретных процессах, где преобразование производства основано на формуле, или где сопутствующие и побочные продукты могут быть конечными продуктами, как в дополнение, так и вместо главного продукта. В заказах партии используются спецификации и маршруты типа Формула.
- Канбан — канбаны используются для сигнализации повторяющихся бережливых процессов производства, которые основаны на производственных потоках, правилах канбан и спецификациях.
- Проект — проект производства совмещает продукты и услуги с определенным графиком и бюджетом. Производственная часть проекта можно осуществляться через любое другие типы заказа.


Принципы производства
Для того, чтобы выбрать принцип производства, который лучше всего подходит к определенному продукту и связанному рынку, вы должны рассматривать требования производства и снабжения, а также ожидания клиента о времени выполнения поставки.
- Изготовление на склад — это классический принцип производства, где продукты производятся для склада на основе прогноза или пополнения минимального запаса (последний обычно рассчитывается на основе прогноза или исторического потребления).
- Изготовление на заказ — стандартные продукты изготавливаются на заказ или их изготовление завершается на заказ. Хотя возможно подготовительное производство с использованием принципа «Изготовление на склад», затратные этапы создания стоимости или этапы, создающие варианты, запускаются заказом на продажу или заказом на перемещение.
- Конфигурирование на заказ — как и в случае принципа «Изготовление на заказ», конечные операции цепочки создания стоимости выполняются на заказ. Фактический вариант произведенного продукта не определен заранее, а создается во время ввода заказа на основе модели конфигурации продаваемого продукта. Принцип «Конфигурирование на заказ» требует некоторого уровня унификации процесса для определенной линейки продуктов.
- Разработка на заказ — процессы разработки на заказ обычно реализуются в рамках проекта и начинаются с этапа инженерной разработки. Во время этапа инженерной разработки конструируются и описываются фактические продукты, которые необходимы для выполнения заказа. Производственные заказы, заказы партии или канбаны после этого могут создаваться для того, чтобы произвести продукты.
 Фактический вариант произведенного продукта не определен заранее, а создается во время ввода заказа на основе модели конфигурации продаваемого продукта. Принцип «Конфигурирование на заказ» требует некоторого уровня унификации процесса для определенной линейки продуктов.
Фактический вариант произведенного продукта не определен заранее, а создается во время ввода заказа на основе модели конфигурации продаваемого продукта. Принцип «Конфигурирование на заказ» требует некоторого уровня унификации процесса для определенной линейки продуктов.Обзор жизненного цикла производства
Следующие шаги в жизненный цикл производства могут возникать для всех типов заказа смешанного режима производства. Однако не все из них представлены как явный статус заказа.
Создано — вы можете создать производственный заказ, заказ партии или канбан вручную, или вы можете настроить систему для их создания на основе различных сигналов о спросе.
Сводное планирование создает производственные заказы, заказы партии или канбаны путем утверждения спланированных заказов. К другим сигналам о спросе относятся заказы на продажу или фиксированные сигналы о поставках от других производственных заказов или канбанов. Для канбанов с фиксированным количеством сигналы спроса создаются, когда канбаны зарегистрированы как пустые.Оценено — вы можете рассчитывать оценки потребления материала и ресурсов. Оценка создает проводки запасов с сырьем, которые имеют статус Заказано. Поступления для главных продуктов, сопутствующих продуктов и побочных продуктов создаются при оценке производственных заказов или заказов партий. Если спецификация содержит строки типа Фиксированное снабжение, создаются заказы на покупку материалов или создаются субподрядные операционные услуги, которые прикрепляются к производственному заказу или заказу партии. Номенклатуры или заказы, зарезервированные согласно стратегии резервирования производственного заказа, и цена готовых изделий вычисляются на основе настроек параметров.
Запланировано — можно планировать производство на основе операций, отдельных заданий или на основе обоих этих параметров.
- Планирование операций — этот метод планирования позволяет получить приблизительный долгосрочный план. С помощью этого метода вы можете назначать даты начала и окончания производственным заказам. Если производственные заказы назначены операциям маршрута, вы можете назначать их группам центров затрат.
- Планирование заданий — этот метод планирования позволяет получить детальный план. Каждая операция разбивается на отдельные задания с определенными датами, временем и назначенными операционными ресурсами. Если используется конечная мощность, задания назначаются операционным ресурсам с учетом их доступности. Вы можете просматривать и изменять план на диаграмме Ганта.
- График канбана — задания канбана планируются на доске графика канбана или автоматически на основе автоматической конфигурации планирования правил канбан.
Выпущено — вы можете выпустить производственный заказ или заказ партии, когда график закончен и материалы доступны для подборки или подготовки. Проверка наличия материалов помогает заведующему цехом определить наличие материалов для производственных заказов или заказов партий. Вы также можете печатать документы производственного заказа, такие как листы комплектации, карта задания, карта маршрута и маршрутное задание. Когда производственный заказ выпускается, статус заказа изменяется для указания того, что можно начинать производство. Когда используется управление складом, выпуск производственного заказа или заказа партии выпускает строки производственной спецификации для модуля управления складом. Волны склада и работа склада после этого создаются согласно настройке склада.
Подготовлено/Скомплектовано — когда все материалы и ресурсы перемещены в производственное местонахождение, строки производственной спецификации или строки канбан обновляются до статуса Скомплектовано.
Фиксированные заказы поставки и связанная работа склада обычно выполняются на данном этапе. Карточки канбан или карточки задания, которые необходимы для сообщения о ходе производства, должны быть назначены и напечатаны.Начато — когда производственный заказ, заказ партии или канбан запущен, вы можете сообщить о потреблении материалов и ресурсов по заказу. Систему можно настроить для автоматической разности потребления материалов и ресурсов, выделенных заказу при его запуске. Такое выделение называется «упреждающее списание», «опережающее списание» или «автопотребление». Вы можете вручную выделять материалы для производственных заказов или заказов партии, создавая дополнительные журналы списка комплектации. Также вы можете вручную распределить затраты на оплату труда и другие затраты маршрута для заказа. Если вы используете планирование операций, вы можете распределить эти затраты, создав журнал карт маршрутов. Если вы используете планирование заданий, вы можете распределить эти затраты, создав журнал карт заданий.
Производственные заказы или заказы партий можно запускать партиями запрошенного окончательного количества. В производственном заказе, заказе партии или канбане созданные задания можно начинать и подавать отчеты о них отдельно через журналы, терминал исполнения производства (терминал MES) или доски канбан.Сообщение о ходе выполнения/выполненные задания — используйте терминал MES, журналы производства, доски канбан или мобильные сканеры для того, чтобы сообщать о ходе производства по заданиям или ресурсам. Потребление материалов и ресурсов будет разнесено, а состояние связанных канбанов, производственных заказов и заказов партий может быть обновлено на Получено или Принято. Может быть создана работа «отложить» для склада, в зависимости от конфигурации склада.
Принято (поступление продуктов) — когда производственный заказ или заказ партии принят, количество готовых товаров, которые были завершены, обновляется в запасах.
Это количество включает количество соответствующих сопутствующих и побочных продуктов. Если вы используете учет незавершенного производства (НЗП), в журнале ГК уменьшается количество на счетах НЗП и увеличиваются запасы готовой продукции. При расчете стоимости производственного заказа разносятся фактические затраты на производство. Затраты на материал и оплату труда, связанные с производством, еще не выделены в журнале или путем упреждающего списания. Их можно автоматически выделить методом backflush. Выделение через обратный учет требует обратного удержания для процессов складских проводок. Если производственный заказ выполнен, установите флажок Заключительное задание, чтобы изменить статус недопоставленного на Завершено. В противном случае оставьте поле пустым, чтобы сделать возможным информирование о дополнительных произведенных количествах.Оценка качества — получение продукта может запускать создание заказов для контроля качества, в зависимости от конфигурации процессов испытания и правил качества, которые установлены для специфических продуктов.
Так как заказ для контроля качества может обновить статус запасов или атрибуты партии испытанных продуктов, оценка качества являются необходимым процессом во много отраслях.Разместить и Отгрузить по заказу — после получения продукта и оценки качества необязательная работа «разместить» направляет полученные продукты к следующему пункту потребления, на склад готовых товаров или в зону отгрузки, если имеются требования отгрузки по заказу.
Завершено — до завершения производства для произведенного количества рассчитываются фактические затраты. Все ожидаемые затраты на материал, оплату труда и накладные расходы реверсируются и заменяются фактическими затратами. Если вы установили флажок Заключительное задание при выполнении расчета стоимости, статус производственного заказа изменяется на Завершено. Этот статус предотвращает любую разноску дополнительных затрат в завершенном производственном заказе.
Закрытие периода — некоторые принципы калькуляции себестоимости, такие как периодическое среднее, backflush-расчет себестоимости, FIFO или LIFO, требуют периодических действий для закрытия инвентарного или финансового периода. Обычно система пытается сообщить о всем потреблении материалов и ресурсов, и также коррекциях запасов и утиля перед тем, как периоды будут закрыты. Эта отчетность обычно выполняется с помощью журналов движения запасов или журналов корректировки. Цель — оценка экономических показателей операционных единиц за период. В некоторых случаях, когда используются длительные производственные заказы, охватывающие несколько периодов финансовой отчетности, используются журналы производства для информирования о ходе производства и потреблении ресурса в конце периода.
 Сводное планирование создает производственные заказы, заказы партии или канбаны путем утверждения спланированных заказов. К другим сигналам о спросе относятся заказы на продажу или фиксированные сигналы о поставках от других производственных заказов или канбанов. Для канбанов с фиксированным количеством сигналы спроса создаются, когда канбаны зарегистрированы как пустые.
Сводное планирование создает производственные заказы, заказы партии или канбаны путем утверждения спланированных заказов. К другим сигналам о спросе относятся заказы на продажу или фиксированные сигналы о поставках от других производственных заказов или канбанов. Для канбанов с фиксированным количеством сигналы спроса создаются, когда канбаны зарегистрированы как пустые.

 Фиксированные заказы поставки и связанная работа склада обычно выполняются на данном этапе. Карточки канбан или карточки задания, которые необходимы для сообщения о ходе производства, должны быть назначены и напечатаны.
Фиксированные заказы поставки и связанная работа склада обычно выполняются на данном этапе. Карточки канбан или карточки задания, которые необходимы для сообщения о ходе производства, должны быть назначены и напечатаны. Производственные заказы или заказы партий можно запускать партиями запрошенного окончательного количества. В производственном заказе, заказе партии или канбане созданные задания можно начинать и подавать отчеты о них отдельно через журналы, терминал исполнения производства (терминал MES) или доски канбан.
Производственные заказы или заказы партий можно запускать партиями запрошенного окончательного количества. В производственном заказе, заказе партии или канбане созданные задания можно начинать и подавать отчеты о них отдельно через журналы, терминал исполнения производства (терминал MES) или доски канбан. Это количество включает количество соответствующих сопутствующих и побочных продуктов. Если вы используете учет незавершенного производства (НЗП), в журнале ГК уменьшается количество на счетах НЗП и увеличиваются запасы готовой продукции. При расчете стоимости производственного заказа разносятся фактические затраты на производство. Затраты на материал и оплату труда, связанные с производством, еще не выделены в журнале или путем упреждающего списания. Их можно автоматически выделить методом backflush. Выделение через обратный учет требует обратного удержания для процессов складских проводок. Если производственный заказ выполнен, установите флажок Заключительное задание, чтобы изменить статус недопоставленного на Завершено. В противном случае оставьте поле пустым, чтобы сделать возможным информирование о дополнительных произведенных количествах.
Это количество включает количество соответствующих сопутствующих и побочных продуктов. Если вы используете учет незавершенного производства (НЗП), в журнале ГК уменьшается количество на счетах НЗП и увеличиваются запасы готовой продукции. При расчете стоимости производственного заказа разносятся фактические затраты на производство. Затраты на материал и оплату труда, связанные с производством, еще не выделены в журнале или путем упреждающего списания. Их можно автоматически выделить методом backflush. Выделение через обратный учет требует обратного удержания для процессов складских проводок. Если производственный заказ выполнен, установите флажок Заключительное задание, чтобы изменить статус недопоставленного на Завершено. В противном случае оставьте поле пустым, чтобы сделать возможным информирование о дополнительных произведенных количествах.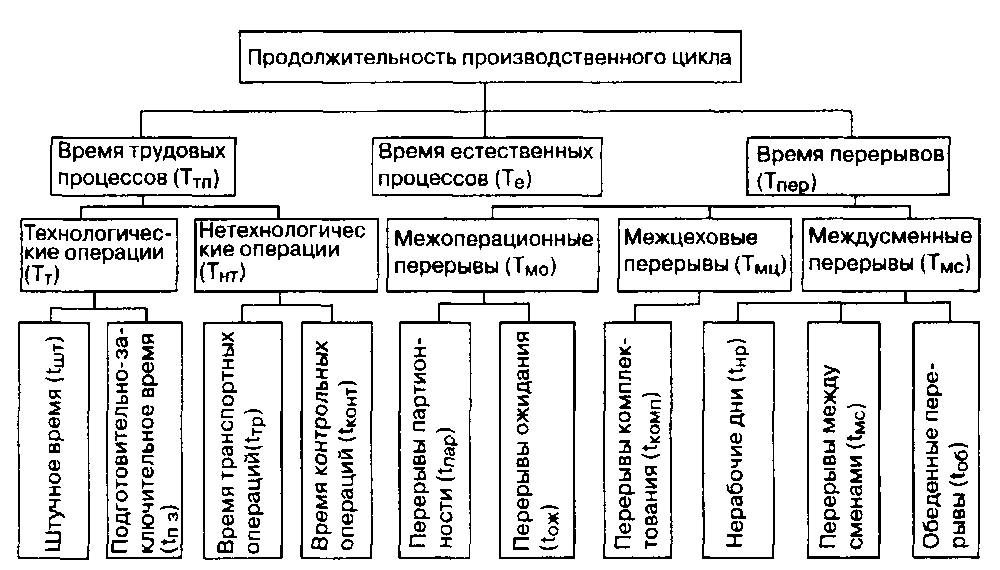 Так как заказ для контроля качества может обновить статус запасов или атрибуты партии испытанных продуктов, оценка качества являются необходимым процессом во много отраслях.
Так как заказ для контроля качества может обновить статус запасов или атрибуты партии испытанных продуктов, оценка качества являются необходимым процессом во много отраслях.
Дополнительные ресурсы
Производственный цикл
Понятие производственный цикл имеет пространственные и временные рамки. Изготовление нового изделия требует определенного промежутка времени, а масштабность производственных мощностей описывает пространство. Длительность процесса измеряется в сутках или календарных днях. Этот временной промежуток включает все технологические этапы производства изделия. Приоритетной задачей любого предприятия является сокращение длительности производственного цикла. Это способствует увеличению конверсии, сокращению энергозатрат и положительно сказывается на общем финансовом состоянии компании.
Длительность процесса измеряется в сутках или календарных днях. Этот временной промежуток включает все технологические этапы производства изделия. Приоритетной задачей любого предприятия является сокращение длительности производственного цикла. Это способствует увеличению конверсии, сокращению энергозатрат и положительно сказывается на общем финансовом состоянии компании.
C увеличением скорости производственного процесса, уменьшается количество циклов. В результате за один и тот же промежуток времени удается изготовить больше единиц продукции. Рост товарооборота ведет к значительной экономии средств, которые могут использоваться в приоритетных областях. Денежные средства чаще всего идут на расширение производства и разработку новых изделий.
Мощность производственного цикла описывает количество продукции, которое предприятие может создать за максимально короткие сроки. На этот параметр влияет длительность цикла. Чем больше требуется времени на изготовление единицы продукции, тем меньше производственная мощность.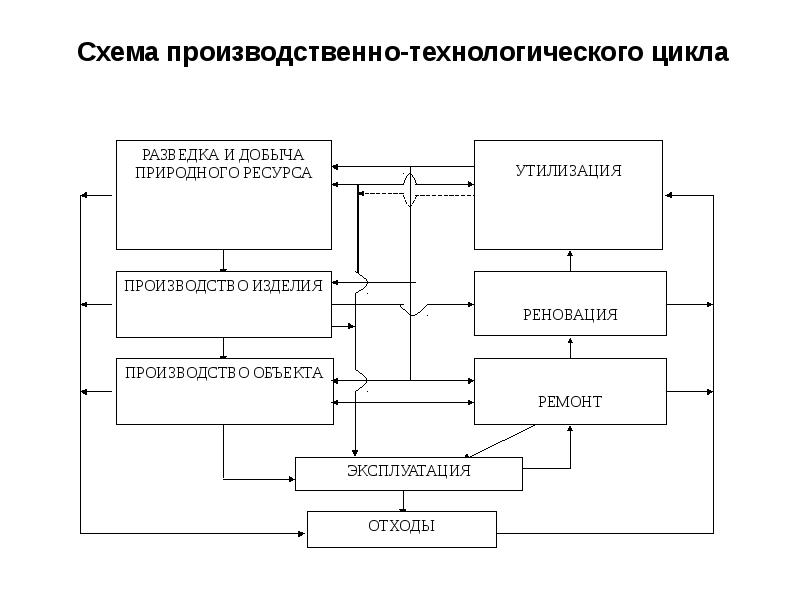
Увеличение производственной мощности предприятия ведет к существенному сокращения доли рабочий силы. Это позволяет сэкономить часть средств и повысить качество труда. Основной задачей компании, производящей какую-либо продукцию, является полная автоматизация всех технологических стадий производства. Возросшая мощность предприятия означает снижение себестоимости продукции, что положительно влияет на стоимость изделия для конечного потребителя. Это можно объяснить снижением доли труда специалистов. C сокращением производственного цикла уменьшается количество перерывов, которые требуются для работников. Как известно, паузы в производстве негативно сказываются на мощности предприятия. За время перерыва производство простаивает, а длительность производственного цикла только увеличивается. Целесообразно стремиться к сокращению подобных пауз.
Методы сокращения длинны производственного цикла
1. Улучшение технологического оснащения предприятия, которое достигается в результате внедрения передовых разработок, поиска альтернативных источников энергии и пр. Совершенствование технической базы способствует повышению качества труда, сокращает время непосредственной занятости специалистов, а с ним и сам производственный цикл. Эффективным методом совершенствования технологической оснащенности является дифференциация изделия на отдельные элементы и создание отдельных производственных узлов для каждого элемента. Этот принцип используется на всех предприятиях независимо от типа выпускаемой продукции.
Совершенствование технической базы способствует повышению качества труда, сокращает время непосредственной занятости специалистов, а с ним и сам производственный цикл. Эффективным методом совершенствования технологической оснащенности является дифференциация изделия на отдельные элементы и создание отдельных производственных узлов для каждого элемента. Этот принцип используется на всех предприятиях независимо от типа выпускаемой продукции.
2. Принцип параллельности производства. Сущность этого метода заключается в совместимости некоторых производственных этапов. В результате за одну единицу времени возможно создать больше изделий, что приводит к сокращению длительности производственного цикла.
3. Оптимизация ресурсопотоков и сокращение расстояния между отдельными производственными звеньями. Если инфраструктура компании автоматизирована, значительно сокращается время на перемещение элементов разрабатываемого изделия между цехами. В результате снижаются затраты на транспортировку. Это положительно влияет на производственный цикл. Современные предприятия стремятся увеличить конверсию и внедряют всевозможные транспортные электромобили, прокладывают внутрипроизводственные линии передач.
Это положительно влияет на производственный цикл. Современные предприятия стремятся увеличить конверсию и внедряют всевозможные транспортные электромобили, прокладывают внутрипроизводственные линии передач.
Для улучшения позиций на рынке и повышения конкурентоспособности промышленные предприятия руководствуются основными принципами организации производства, которые включают:
— оптимизацию нагрузки на производственные узлы;
— параллельность;
— непрерывность;
— ресурсосбережение;
— экологичность.
Вторичная переработка ресурсов — эффективный метод сокращения производственного цикла
Эффективность любого предприятия характеризуется не только объемами выпускаемой продукции, но и грамотным использованием ресурсов. Множество успешных компаний занимают достойное положение на рынке только за счет грамотной переработки отходов производства, при этом качество продукции может оставаться посредственным. Грамотное использование ресурсов позволяет увеличить количество создаваемых изделий.
Современные предприятия используют передовые методы ресурсосбережения, которые можно разделить на две большие группы:
— Использование дешевых полимеркомпозитных материалов, которые заменяют устаревшие и дорогостоящие аналоги. Так, пластиковые окна пришли на смену деревянным, ЖК-панели заменили ЭЛТ мониторы. При этом используются дешевые, но более эффективные материалы. В результате сокращаются прямые финансовые затраты на производство, что положительно отражается на себестоимости изделия.
— Поиск и использование альтернативных источников энергии. Электричество в этом случае остается наиболее старым и эффективным источником дешевой, а также экологически безопасной энергии.
Производственный цикл включает разработку и продукции, относящейся к определенной ценовой категории. Эффективным способом удержания позиций компании на рынке является модернизация или улучшение уже разработанных изделий в ущерб созданию уникальных продуктов. Это отчетливо наблюдается в IT-сфере и мобильной индустрии, которая развивается особенно интенсивно. Ежегодно производители выпускают усовершенствованные модели своих аппаратов, добавляя в название приставки «S», «2» и т.д.
Ежегодно производители выпускают усовершенствованные модели своих аппаратов, добавляя в название приставки «S», «2» и т.д.
Открытие завода Bosch по производству полупроводниковых пластин в Дрездене: новый этап
Новая фабрика в Дрездене, полноценный запуск которой запланирован на июнь 2021 года, — ответ Bosch на растущее применение полупроводниковых приборов в разных отраслях, а также демонстрация приверженности Германии к высоким технологиям. На заводе будут изготавливать пластины диаметром 300 миллиметров, и при толщине всего 60 микрометров они будут тоньше человеческого волоса. В качестве специфических интегральных схем (ASIC) в автомобилях, например, эти полупроводники действуют как мозг автомобиля. Они обрабатывают информацию от датчиков и запускают дальнейшие действия, например, посылают молниеносное сообщение на подушку безопасности, чтобы сообщить ей о срабатывании. Хотя кремниевые чипы в размере всего несколько мм2, они содержат сложные схемы, иногда с несколькими миллионами отдельных электронных функций.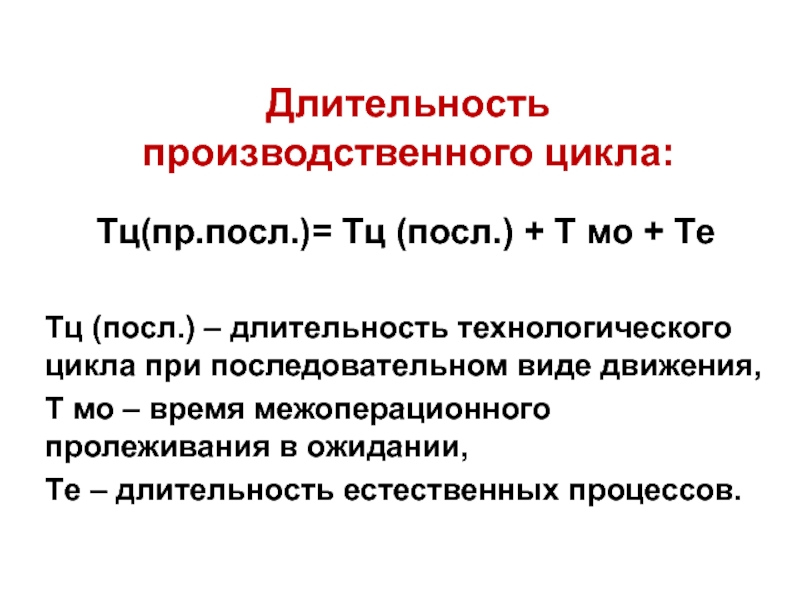 Из пластин Bosch будет производить силовые полупроводники для использования в таких приложениях, как DC-DC преобразователи в электрических и гибридных автомобилях.
Из пластин Bosch будет производить силовые полупроводники для использования в таких приложениях, как DC-DC преобразователи в электрических и гибридных автомобилях.
Помимо автомобильной промышленности полупроводники находят все больше способов применения, в том числе в Интернете вещей.
Изготовление чипа из полупроводниковой пластины — высокотехнологичный процесс, который включает в себя несколько сотен этапов. Для производства пластин требуется шесть недель и около 250 отдельных этапов изготовления — и все эти процессы полностью автоматизированы. В процессе работы на пластины наносятся мельчайшие детали размером в доли микрометра. Эти прототипы микросхем теперь могут быть впервые установлены и испытаны в электронных компонентах. В марте компания Bosch начнет первые производственные циклы по выпуску высокосложных интегральных схем.
Строительство объекта началось в июне 2018 года на участке площадью около 100 000 м2, что сопоставимо с площадью 14 футбольных полей. Завод расположен в “Силиконовой Саксонии” — ответ Дрездена на Силиконовую Долину.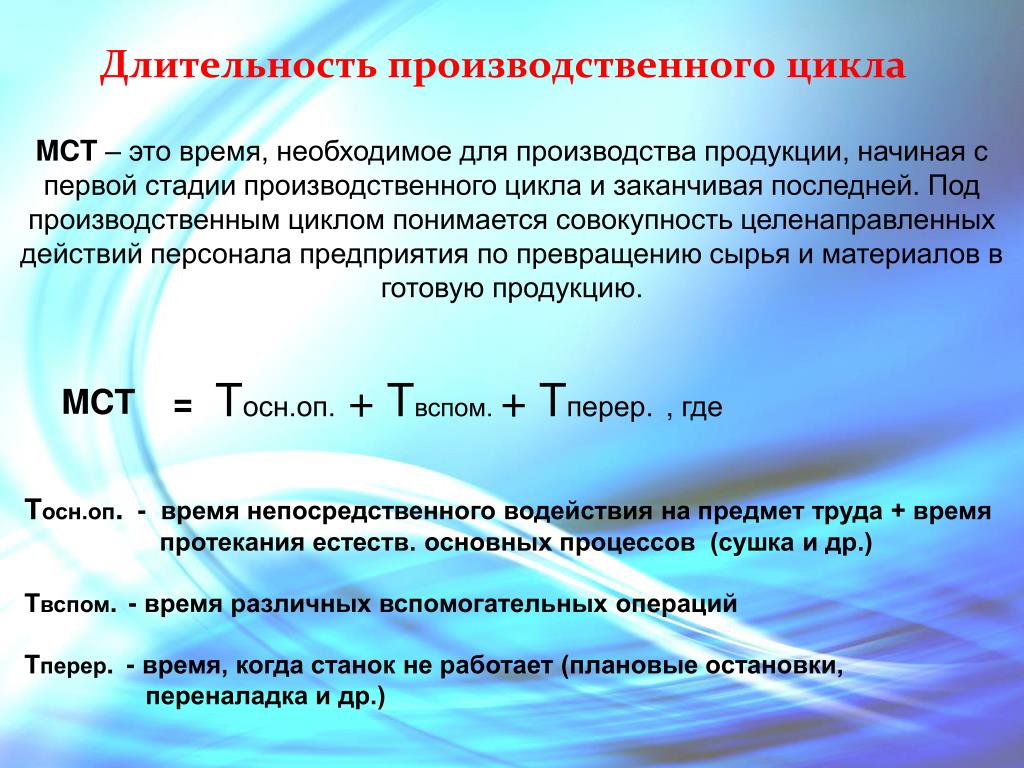 В конце 2019 года было завершено строительство высокотехнологичной фабрики, обеспечивающей 72 000 м2 производственной площади. Затем начались работы по внутренней отделке, и установка первого производственного оборудования в чистом помещении. В ноябре 2020 года начальные элементы производства впервые завершили краткий автоматизированный производственный цикл. На заключительном этапе строительства на дрезденском заводе будут работать до 700 человек, которые будут контролировать и мониторить производство и техническое обслуживание оборудования.
В конце 2019 года было завершено строительство высокотехнологичной фабрики, обеспечивающей 72 000 м2 производственной площади. Затем начались работы по внутренней отделке, и установка первого производственного оборудования в чистом помещении. В ноябре 2020 года начальные элементы производства впервые завершили краткий автоматизированный производственный цикл. На заключительном этапе строительства на дрезденском заводе будут работать до 700 человек, которые будут контролировать и мониторить производство и техническое обслуживание оборудования.
Финансирование нового проекта осуществляется федеральным правительством Германии и, в частности, Федеральным министерством экономики и энергетики. Bosch планирует официально открыть свою фабрику по производству полупроводниковых пластин в июне 2021 года.
Link Производственный процесс и жизненные циклы продукта
Регулярность циклов роста живых организмов всегда очаровывала тех, кто вдумчиво наблюдает за закономерностью, и имеет ли приглашенный рост цикл различных живых попыток применить одни и те же принципы — предсказуемой последовательности быстрого роста с последующим созреванием, упадком и смертью. — компаниям и избранным отраслям. Одна из таких концепций, известная как «жизненный цикл продукта», изучалась в широком диапазоне организационных условий. 1 Однако существует достаточно противоположных теорий, чтобы вызвать сомнения у таких людей, как Н.К. Дхалла и С. Юспех, которые несколько лет назад на тех же страницах утверждали, что бизнесменам следует забыть о концепции жизненного цикла продукта. 2
— компаниям и избранным отраслям. Одна из таких концепций, известная как «жизненный цикл продукта», изучалась в широком диапазоне организационных условий. 1 Однако существует достаточно противоположных теорий, чтобы вызвать сомнения у таких людей, как Н.К. Дхалла и С. Юспех, которые несколько лет назад на тех же страницах утверждали, что бизнесменам следует забыть о концепции жизненного цикла продукта. 2
Независимо от того, является ли модель жизненного цикла продукта общим правилом или применима только к конкретным случаям, она обеспечивает полезную и провокационную основу для размышлений о росте и развитии нового продукта, компании или всей отрасли.Однако одним из основных недостатков этого подхода является то, что он концентрируется на маркетинговых последствиях модели жизненного цикла. При этом это означает, что другие аспекты деловой и отраслевой среды движутся согласованно с жизненным циклом рынка. Хотя такой взгляд может помочь задуматься о видах изменений, которые происходят в различных отраслях, отдельная компания часто находит его слишком упрощенным для использования в своем стратегическом планировании. Фактически, эта концепция может даже вводить в заблуждение при стратегическом планировании.
Фактически, эта концепция может даже вводить в заблуждение при стратегическом планировании.
В этой статье мы предполагаем, что отделение концепции жизненного цикла продукта от связанного, но отдельного явления, которое мы будем называть «жизненным циклом процесса», облегчает понимание стратегических вариантов, доступных компании, особенно в отношении ее производственной функции.
Матрица продукт-процесс
Жизненный цикл процесса привлекает все большее внимание бизнес-менеджеров и исследователей в течение последних нескольких лет. 3 Подобно тому, как продукт и рынок проходят через ряд основных стадий, так же и производственный процесс, используемый при изготовлении этого продукта.Эволюция процесса обычно начинается с «плавного» процесса — очень гибкого, но не очень рентабельного — и продолжается в направлении повышения стандартизации, механизации и автоматизации. Эта эволюция завершается «системным процессом», который является очень эффективным, но гораздо более капиталоемким, взаимосвязанным и, следовательно, менее гибким, чем исходный жидкий процесс.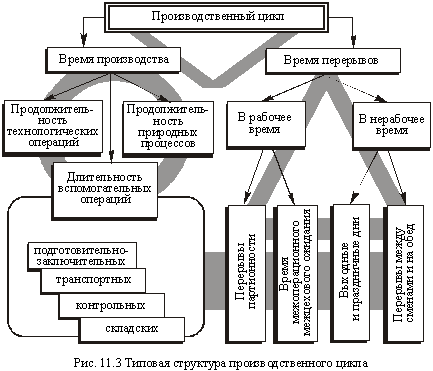
Используя матрицу продукт-процесс, приложение I предлагает один способ, которым может быть представлено взаимодействие как продукта, так и стадий жизненного цикла процесса.Строки этой матрицы представляют собой основные стадии, через которые имеет тенденцию проходить производственный процесс, переходя от жидкой формы в верхнем ряду к системной форме в нижнем ряду. Столбцы представляют фазы жизненного цикла продукта, начиная от большого разнообразия, связанного с запуском в левой части, до стандартизированных товарных продуктов в правой части.
Приложение I. Сопоставление основных этапов жизненного цикла продукта и процесса
Положение по диагонали
Компанию (или бизнес-единицу в рамках диверсифицированной компании) можно охарактеризовать как занимающую определенный регион в матрице, определяемый стадией жизненного цикла продукта и выбором производственного процесса для этого продукта.Несколько простых примеров могут прояснить это. Типичным примером компании, расположенной в верхнем левом углу, является коммерческий принтер. В такой компании каждая работа уникальна, и беспорядочный процесс или процесс работы цеха обычно выбирается как наиболее эффективный для удовлетворения этих требований к продукту. В таком цехе работы поступают в разных формах и требуют разных задач, поэтому оборудование имеет тенденцию быть относительно универсальным. Кроме того, это оборудование редко используется на 100% мощности, рабочие обычно обладают широким спектром производственных навыков, и выполнение каждой работы на заводе занимает гораздо больше времени, чем рабочее время, необходимое для этой работы.
В такой компании каждая работа уникальна, и беспорядочный процесс или процесс работы цеха обычно выбирается как наиболее эффективный для удовлетворения этих требований к продукту. В таком цехе работы поступают в разных формах и требуют разных задач, поэтому оборудование имеет тенденцию быть относительно универсальным. Кроме того, это оборудование редко используется на 100% мощности, рабочие обычно обладают широким спектром производственных навыков, и выполнение каждой работы на заводе занимает гораздо больше времени, чем рабочее время, необходимое для этой работы.
Далее по диагонали в этой матрице производитель тяжелого оборудования обычно выбирает производственную структуру, характеризуемую как процесс «несвязанный поток». Хотя компания может производить ряд продуктов (клиент может даже иметь возможность заказать несколько индивидуализированную единицу), экономия на масштабе производства обычно побуждает такие компании предлагать несколько базовых моделей с множеством опций. Это позволяет производству перейти от рабочего цеха к схеме потока, при которой партии данной модели нерегулярно проходят через серию рабочих станций или, возможно, даже через сборочную линию небольшого объема.
Еще ниже по диагонали для такого продукта, как автомобили или крупная бытовая техника, компания обычно предпочитает производить только несколько моделей и использовать относительно механизированный и связанный производственный процесс, такой как движущаяся сборочная линия. Такой процесс соответствует требованиям жизненного цикла продукта, которым автомобильные компании должны удовлетворять, с экономией, доступной от стандартизированного и автоматизированного процесса.
Наконец, в дальнем правом углу матрицы можно найти операции по переработке, такие как переработка масла или сахара, где продукт является товаром, а процесс является непрерывным.Хотя такие операции являются узкоспециализированными, негибкими и капиталоемкими, их недостатки более чем компенсируются низкими переменными затратами, возникающими из-за большого объема, проходящего через стандартизованный процесс.
В Приложении I в двух углах матрицы не указаны отрасли или отдельные компании. Верхний правый угол характеризует товарный продукт, произведенный в процессе работы мастерской, что просто неэкономично. Таким образом, в этом секторе нет компаний или производств.Точно так же нижний левый угол представляет собой единственный в своем роде продукт, который производится с помощью непрерывных или очень специфических процессов. Такие процессы просто слишком негибкие для таких уникальных требований к продукту.
Таким образом, в этом секторе нет компаний или производств.Точно так же нижний левый угол представляет собой единственный в своем роде продукт, который производится с помощью непрерывных или очень специфических процессов. Такие процессы просто слишком негибкие для таких уникальных требований к продукту.
По диагонали
Примеры, процитированные до сих пор, были более знакомыми «диагональными случаями», в которых определенный вид структуры продукта сопоставляется с его «естественной» структурой процесса. Но компания может стремиться к противопоставлению по диагонали, а не прямо к ее конкурентному преимуществу.Rolls-Royce Ltd. по-прежнему производит ограниченную линейку автомобилей, используя процесс, который больше похож на мастерскую, чем на сборочную линию. Компания, которая позволяет себе отклоняться от диагонали, не понимая возможных последствий такого сдвига, напрашивается на проблемы. Очевидно, это относится к нескольким компаниям, занимающимся промышленным жилищным строительством, которые в начале 1970-х годов сделали свои производственные операции слишком капиталоемкими и слишком зависимыми от стабильного крупносерийного производства.
Как и следовало ожидать, когда компания уходит слишком далеко от диагонали, она становится все более непохожей на своих конкурентов. Это может или не может, в зависимости от успеха в достижении цели и использования преимуществ своей ниши, сделать его более уязвимым для атак. Координация маркетинга и производства может стать более сложной, поскольку эти две области сталкиваются со все более разными возможностями и давлением. Нередко компании обнаруживают, что либо непреднамеренно, либо по сознательному выбору они занимают позиции в матрице, очень отличающиеся от позиций их конкурентов, и должны подумать о радикальных мерах по исправлению положения.Большинство небольших компаний, которые входят в развитую отрасль, конечно же, начинают этот путь, что дает одно объяснение как сильных, так и слабых сторон их ситуации.
Одним из примеров того, как компания сочетает свои движения по этим двум измерениям с изменениями в своей отрасли, является компания Zenith Radio Corporation в середине 1960-х годов. В целом компания Zenith придерживалась стратегии сохранения высокой степени гибкости в своих производственных мощностях по производству цветных телевизионных приемников. В то время мы бы охарактеризовали эту структуру процесса как этап 2.Однако при планировании дополнительных производственных мощностей для производства цветных телевизоров в 1966 году (в разгар быстрого роста рынка) Zenith решила расширить производственные мощности таким образом, чтобы это явилось явным движением вниз по технологическому процессу, к диагонали матрицы, за счет консолидация сборки цветных телевизоров на двух крупных заводах. Один из них находился в области относительно дешевой рабочей силы в Соединенных Штатах. Хотя у Zenith по-прежнему были объекты, которые были более гибкими, чем у других компаний в отрасли, это решение отражало оценку корпоративным руководством необходимости оставаться в пределах отрасли по измерению процесса, чтобы его отличная маркетинговая стратегия не была ограничена неэффективное производство.
В целом компания Zenith придерживалась стратегии сохранения высокой степени гибкости в своих производственных мощностях по производству цветных телевизионных приемников. В то время мы бы охарактеризовали эту структуру процесса как этап 2.Однако при планировании дополнительных производственных мощностей для производства цветных телевизоров в 1966 году (в разгар быстрого роста рынка) Zenith решила расширить производственные мощности таким образом, чтобы это явилось явным движением вниз по технологическому процессу, к диагонали матрицы, за счет консолидация сборки цветных телевизоров на двух крупных заводах. Один из них находился в области относительно дешевой рабочей силы в Соединенных Штатах. Хотя у Zenith по-прежнему были объекты, которые были более гибкими, чем у других компаний в отрасли, это решение отражало оценку корпоративным руководством необходимости оставаться в пределах отрасли по измерению процесса, чтобы его отличная маркетинговая стратегия не была ограничена неэффективное производство.
Интересно, что семь лет спустя Zenith приняла аналогичное решение сохранить все производство корпусов цветных телевизоров в Соединенных Штатах, а не потерять гибкость и нести расходы по перемещению производства на Дальний Восток. Это решение, вместе с другими решениями, принятыми за последние пять лет, сейчас ставится под сомнение. Используя нашу терминологию, Zenith снова оказывается намного выше диагонали по сравнению со своими крупными, в основном японскими, конкурентами, большинство из которых механизировали свои производственные процессы, разместили их в странах с низкой заработной платой и приступили к другим программам сокращения затрат. .
Включение этого дополнительного аспекта в стратегическое планирование способствует более творческому мышлению об организационной компетенции и конкурентных преимуществах. Это также может привести к более обоснованным прогнозам об изменениях, которые могут произойти в конкретной отрасли, и к рассмотрению стратегий, которым можно было бы следовать при реагировании на такие обвинения. Наконец, это естественный способ вовлечь руководителей производства в процесс планирования, чтобы они могли более эффективно связывать свои возможности и решения с маркетинговой стратегией и корпоративными целями.Опыт конца 1960-х — начала 1970-х годов показывает, что основные конкурентные преимущества могут быть получены компаниями, которые способны объединить свои производственные и маркетинговые организации с общей стратегией. 4
Наконец, это естественный способ вовлечь руководителей производства в процесс планирования, чтобы они могли более эффективно связывать свои возможности и решения с маркетинговой стратегией и корпоративными целями.Опыт конца 1960-х — начала 1970-х годов показывает, что основные конкурентные преимущества могут быть получены компаниями, которые способны объединить свои производственные и маркетинговые организации с общей стратегией. 4
Использование концепции
Мы исследуем три вопроса, которые вытекают из жизненного цикла продукта-процесса: (1) концепция отличительной компетенции, (2) управленческие последствия выбора конкретной комбинации продукта-процесса с учетом конкуренции и (3) организационная структура. различных операционных единиц, чтобы они могли специализироваться на отдельных частях общей производственной задачи, сохраняя при этом общую координацию.
Отличительная компетентность
Большинству компаний нравится считать себя особенно хорошими по сравнению со своими конкурентами в определенных областях, и они стараются избегать конкуренции в других. Их цель — защитить эту отличительную способность от внешних атак или внутренней бесцельности и использовать ее там, где это возможно. К сожалению, время от времени руководство уделяет внимание маркетингу и упускает из виду ценность производственных возможностей.Когда это происходит, он думает о стратегии только с точки зрения измерения продукта и рынка в контексте жизненного цикла продукта. Фактически, руководство концентрирует ресурсы и усилия по планированию в относительно узком столбце матрицы, показанной в Приложении I на странице 4.
Их цель — защитить эту отличительную способность от внешних атак или внутренней бесцельности и использовать ее там, где это возможно. К сожалению, время от времени руководство уделяет внимание маркетингу и упускает из виду ценность производственных возможностей.Когда это происходит, он думает о стратегии только с точки зрения измерения продукта и рынка в контексте жизненного цикла продукта. Фактически, руководство концентрирует ресурсы и усилия по планированию в относительно узком столбце матрицы, показанной в Приложении I на странице 4.
Преимущество двумерной точки зрения состоит в том, что она позволяет компании более точно определить, в чем на самом деле состоит ее отличительная компетенция, и сосредоточить свое внимание на ограниченном наборе технологических решений и альтернатив, а также на ограниченном наборе решений. маркетинговые альтернативы.Реальный фокус сохраняется только тогда, когда акцент делается на одном «пятне» в матрице — фокусе на процессе, а также на продукте или рынке. Как предположил Уикхэм Скиннер, сужение фокуса деятельности бизнес-подразделения может значительно увеличить шансы на успех для организации. 5
Как предположил Уикхэм Скиннер, сужение фокуса деятельности бизнес-подразделения может значительно увеличить шансы на успех для организации. 5
Обдумывание параметров процесса и продукта может повлиять на то, как компания определяет свой «продукт». Например, недавно мы исследовали случай специализированного производителя печатных плат.Первоначальная оценка руководством своего положения в матрице заключалась в том, что оно производило малосерийный, единственный в своем роде продукт с использованием сильно связанного процесса сборочной линии (это поместило бы его в нижний левый угол матрицы). Однако после дальнейшего размышления руководство решило, что, хотя компания специализировалась на небольших производственных партиях, «продуктом», который она действительно предлагала, была возможность проектирования печатных плат специального назначения. В некотором смысле, тогда это было массовое производство дизайна, а не досок.Значит, компания все-таки была недалеко от диагонали. Это знание отличительной компетенции компании было полезным для руководства, поскольку оно рассматривало различные проекты и решения, лишь некоторые из которых поддерживали фактическое положение компании в матрице.
Это знание отличительной компетенции компании было полезным для руководства, поскольку оно рассматривало различные проекты и решения, лишь некоторые из которых поддерживали фактическое положение компании в матрице.
Влияние положения
По мере того, как компания использует различные комбинации продукта и процесса, проблемы управления меняются. Именно взаимодействие между ними определяет, какие задачи будут критическими для данной компании или отрасли.Например, с точки зрения структуры процесса ключевым конкурентным преимуществом операции беспорядочного потока является ее гибкость как в отношении изменения продукта, так и объема. По мере продвижения к более стандартизированным процессам акцент в конкурентной борьбе обычно смещается с гибкости и качества (измеряемых с точки зрения специализации продукта) на надежность, предсказуемость и стоимость. Подобная последовательность акцентов на конкурентной борьбе происходит по мере того, как компания движется по измерению структуры продукта. Эти изменения приоритетов проиллюстрированы на Приложении II.
Эти изменения приоритетов проиллюстрированы на Приложении II.
Приложение II Расширенная матрица продуктов и процессов
Для данной структуры продукта компания, чье конкурентное внимание уделяется качеству или разработке новой продукции, выберет гораздо более гибкие производственные операции, чем конкурент, имеющий такую же структуру продукта, но придерживающийся стратегии минимизации затрат. В качестве альтернативы компания, которая выбирает данную структуру процесса, усиливает характеристики этой структуры, принимая соответствующую структуру продукта.Первый подход позиционирует компанию выше диагонали, а второй — где-то вдоль нее.
Расположение компании в матрице должно учитывать ее традиционную ориентацию. Многие компании, как правило, относительно агрессивны в том измерении — продукт или процесс, — где они чувствуют себя наиболее компетентными, и принимают другое измерение как «заданное» отраслью и окружающей средой. Например, компания, ориентированная на маркетинг, стремящаяся реагировать на потребности данного рынка, с большей вероятностью сделает упор на гибкость и качество, чем компания, ориентированная на производство, которая стремится сформировать рынок в соответствии со своими затратами или технологическим лидерством.
Примером этих двух конкурентных подходов в области производства электродвигателей является контраст между Reliance Electric и Emerson Electric. Reliance, с одной стороны, очевидно, выбрала производственные процессы, которые ставят его выше диагонали для данного продукта и рынка, и компания делает упор на настройку продукта и производительность. Emerson, с другой стороны, стремится позиционировать себя ниже диагонали и подчеркивает снижение затрат. В результате такой разницы в акцентах большинство продуктов Reliance находится в верхнем левом квадранте, тогда как продукты Emerson, как правило, находятся в правом нижнем квадранте.Даже там, где продуктовые линейки двух компаний пересекаются, Reliance, вероятно, будет использовать более плавный процесс для этого продукта, в то время как Emerson, скорее всего, будет использовать стандартизованный процесс.
Каждая компания стремилась развить набор конкурентных навыков в производстве и маркетинге, которые сделают ее более эффективной в выбранных ею секторах.
Концентрация внимания на верхнем левом квадранте по сравнению с нижним правым квадрантом имеет много дополнительных последствий для компании. Руководство, которое решает конкурировать в первую очередь в верхнем левом углу, должно решить, когда отказаться от продукта или рынка или отказаться от него, в то время как для руководства, решившего конкурировать в нижнем правом углу, главное решение — когда выйти на рынок.В последнем случае компания может наблюдать за развитием рынка, и у нее нет такой потребности в гибкости, как у компаний, которые позиционируют себя в верхнем левом углу, поскольку изменения продукта и рынка обычно происходят реже на более поздних этапах жизненного цикла продукта. .
Такое понимание как продукта, так и процесса, особенно полезно при выборе соответствия этих двух параметров для нового продукта. Те, кто знаком с индустрией цифровых часов, могут вспомнить, что в начале 1970-х годов компания Texas Instruments представила линейку цифровых часов ювелирных изделий. Этот продукт представляет собой матричную комбинацию в верхнем левом квадранте, как показано на Приложении II. К сожалению, эта линейка часов разочаровала Texas Instruments как по объему, так и по прибыльности. Поэтому в начале 1976 года TI представила цифровые часы по цене 19,95 доллара. Имея всего один электронный модуль и связанный производственный процесс, эти часы представляют собой комбинацию продукта и процесса, расположенного дальше по диагонали, и многое другое в соответствии с традиционными сильными сторонами и акцентами TI.
Этот продукт представляет собой матричную комбинацию в верхнем левом квадранте, как показано на Приложении II. К сожалению, эта линейка часов разочаровала Texas Instruments как по объему, так и по прибыльности. Поэтому в начале 1976 года TI представила цифровые часы по цене 19,95 доллара. Имея всего один электронный модуль и связанный производственный процесс, эти часы представляют собой комбинацию продукта и процесса, расположенного дальше по диагонали, и многое другое в соответствии с традиционными сильными сторонами и акцентами TI.
Организационная деятельность
Если руководство рассматривает аспект организационной компетентности и стратегии, связанные со структурой процесса, оно обычно может более эффективно сосредоточить свои операционные подразделения на выполнении их индивидуальных задач. Например, многие компании сталкиваются с проблемой организации производства запасных частей к своей основной продукции. Хотя увеличение объема первичной продукции могло привести к тому, что компания сместилась вниз по диагонали, последующий спрос на запасные части может потребовать комбинации продуктов и структур процессов ближе к верхнему левому углу матрицы. Предстоит произвести намного больше предметов, каждое в меньшем объеме, и соответствующий процесс имеет тенденцию быть более гибким, чем это может быть в случае с первичным продуктом.
Предстоит произвести намного больше предметов, каждое в меньшем объеме, и соответствующий процесс имеет тенденцию быть более гибким, чем это может быть в случае с первичным продуктом.
Чтобы удовлетворить особые потребности производства запасных частей, компания может разработать для них отдельное производство или просто разделить их производство на одном предприятии. Вероятно, наименее подходящий подход — оставить такое производство неотделимым от производства основного продукта, поскольку это потребовало бы, чтобы предприятие охватывало слишком широкий диапазон как продуктов, так и процессов, что сделало бы его менее эффективным и менее эффективным для обеих категорий продуктов.
Выбор продуктов и структур процессов определит вид производственных проблем, которые будут важны для руководства. Некоторые из ключевых задач, связанных с конкретной структурой процесса, указаны в правой части Приложения II. Признание того влияния, которое позиция компании в матрице оказывает на эти важные задачи, часто предполагает изменения в различных аспектах политики и процедур, которые компания использует при управлении своей производственной функцией, особенно в ее системе производственного контроля. Кроме того, меры, используемые для мониторинга и оценки производственных показателей компании, должны отражать выбранную матричную позицию, чтобы такие меры были одновременно полезными и совместимыми с корпоративными целями и стратегией.
Кроме того, меры, используемые для мониторинга и оценки производственных показателей компании, должны отражать выбранную матричную позицию, чтобы такие меры были одновременно полезными и совместимыми с корпоративными целями и стратегией.
Такой анализ, ориентированный на задачу, может помочь компании избежать потери контроля над производством, которая часто возникает, когда стандартный набор механизмов контроля применяется ко всем продуктам и процессам. Это также предполагает необходимость в различных типах управленческих навыков (и менеджеров) в зависимости от основных производственных задач компании и доминирующих конкурентных режимов.
Хотя для успеха на рынке любого отдельного продукта может потребоваться довольно узкая направленность, достаточно крупные компании могут (и действительно) эффективно производить несколько продуктов на нескольких рынках. Часто они находятся на разных этапах жизненного цикла продукта. Однако для того, чтобы такая операция была успешной, компания должна разделить и организовать свои производственные мощности, чтобы наилучшим образом удовлетворить потребности каждого продукта, а затем развивать объемы продаж, которые были бы достаточно большими, чтобы сделать эти производственные подразделения конкурентоспособными.
Пример разделения всех производственных мощностей компании на специализированные подразделения представляет Lynchburg Foundry, дочерняя компания, полностью принадлежащая Mead Corporation. У этого литейного завода пять заводов в Вирджинии. Как показано на Приложении II, эти растения занимают разные позиции в матрице. Один завод — это мастерская, производящая в основном единственную в своем роде продукцию. Два завода используют раздельный пакетный процесс и производят несколько основных продуктов. Четвертый завод — это динамично развивающаяся сборочная линия, на которой производится лишь несколько продуктов, в основном для автомобильного рынка.Пятый завод — это высокоавтоматизированный трубный завод, который в основном производит товары.
Хотя базовая технология на каждом предприятии несколько отличается, между ними есть много общего. Однако схема производства, производственные процессы и системы управления сильно различаются. Эта компания решила спроектировать свои заводы таким образом, чтобы каждый из них отвечал потребностям определенного сегмента рынка наиболее конкурентоспособным образом. Его успех предполагает, что это был эффективный способ согласования производственных возможностей с рыночным спросом.
Его успех предполагает, что это был эффективный способ согласования производственных возможностей с рыночным спросом.
Компании, которые специализируют свои операционные подразделения в соответствии с потребностями конкретных, узко определенных участков в матрице, часто сталкиваются с проблемами при интеграции этих подразделений в скоординированное целое. В недавней статье было высказано предположение, что компания может добиться наибольшего успеха, организовав свою производственную функцию либо на основе ориентации на рынок продукта, либо на фокусе на процессах. 6 То есть отдельные единицы будут либо управлять собой относительно автономно, напрямую отвечая на потребности рынков, которые они обслуживают, либо они будут разделены в соответствии с этапами процесса (например, изготовление, сборка и окончательная сборка), все скоординировано. центральным штабом.
Компании в основных отраслях промышленности материалов — например, сталелитейные и нефтяные компании — представляют собой классические примеры производственных организаций с процессной организацией. Большинство компаний, которые расширяют масштабы своего процесса за счет вертикальной интеграции, склонны принимать такую организацию, по крайней мере, на начальном этапе. С другой стороны, компании, которые принимают ориентированную на продукт или рынок организацию в производстве, как правило, имеют сильную рыночную ориентацию и не желают мириться с организационной жесткостью и увеличенным временем отклика, которые обычно сопровождают централизованную координацию.
Большинство компаний, которые расширяют масштабы своего процесса за счет вертикальной интеграции, склонны принимать такую организацию, по крайней мере, на начальном этапе. С другой стороны, компании, которые принимают ориентированную на продукт или рынок организацию в производстве, как правило, имеют сильную рыночную ориентацию и не желают мириться с организационной жесткостью и увеличенным временем отклика, которые обычно сопровождают централизованную координацию.
Большинство компаний упаковочной промышленности предоставляют примеры таких производственных организаций, ориентированных на продукцию и рынок. Региональные предприятия, обслуживающие географические рынки, создаются для снижения транспортных расходов и лучшего реагирования на требования рынка.
Ряд компаний, которые исторически организовывались вокруг продуктов или рынков, обнаружили, что по мере того, как их продукты созревали и становились более вертикально интегрированными, возник конфликт между их первоначальными производственными мощностями, организованными по продукту, и потребностями их ориентированные на процесс внутренние блоки снабжения.
По мере того, как акцент конкуренции сместился в сторону затрат, компании, двигающиеся по диагонали, имели тенденцию эволюционировать от производственной организации, ориентированной на продукт, к организации, ориентированной на процессы. Однако в какой-то момент такие компании часто обнаруживают, что их операции стали настолько сложными из-за увеличения объемов и стадий внутреннего производства, что они не поддаются централизованной координации, и управление должно вернуться к более ориентированной на продукт организации в рамках дивизиональной структуры.
Последствия для стратегии
Теперь мы можем собрать воедино несколько нитей и суммировать их значение для корпоративной стратегии. Компании должны принять ряд взаимосвязанных маркетинговых и производственных решений. Этот выбор необходимо постоянно пересматривать и иногда изменять по мере развития и развития продуктов компании и конкурентов. Компания может выбрать продукт или маркетинговую стратегию, которая даст ей более широкую или более узкую продуктовую линейку, чем у ее основных конкурентов. Такой выбор помещает его слева или справа от конкурентов по горизонтали нашей матрицы.
Такой выбор помещает его слева или справа от конкурентов по горизонтали нашей матрицы.
Приняв это решение, у компании есть следующий выбор: если она будет производить эту линейку продуктов с производственной системой — набором людей, заводов, оборудования, технологий, политик и контрольных процедур — которая позволит в относительно высокой степени гибкости и относительно низкой капиталоемкости? Или он должен предпочесть систему, которая позволит производить более низкую себестоимость с потерей некоторой гибкости для изменения (в продуктах, объемах производства и оборудовании) и, как правило, с более высокой степенью капиталоемкости? Этот выбор разместит компанию выше или ниже своих конкурентов по вертикали нашей матрицы.
Конечно, существует несколько динамических аспектов корпоративной конкурентоспособности, в которых могут быть применены концепции согласования жизненного цикла продукта с жизненным циклом процесса. В этой статье, однако, мы рассмотрели только более статические аспекты выбора позиции в матрице. В следующей статье мы обсудим, как позиция компании в матрице производственных процессов может измениться с течением времени, и какие ловушки она может попасть, если последствия таких шагов не будут тщательно оценены.
В следующей статье мы обсудим, как позиция компании в матрице производственных процессов может измениться с течением времени, и какие ловушки она может попасть, если последствия таких шагов не будут тщательно оценены.
Стратегическое руководство по планированию производственных циклов
Техник, использующий ноутбук во время работы на заводе. Программное обеспечениеEnterprise Resource Planning (ERP) может изменить правила игры на вашем производстве. Решения ERP позволяют организациям использовать всю мощь данных, генерируемых вашими операционными процессами, инструментами и клиентами, для значительного повышения эффективности, прозрачности и прибыльности.
В этом стратегическом руководстве по планированию производственных циклов мы выделим способы, которыми ERP-решение, разработанное для производителей, может изменить способ ведения вашего бизнеса.
Сегодня производители сталкиваются с несколькими ключевыми проблемами, которые могут создать проблемы для роста. Согласно исследованию Berntson Porter & Company, две трети производителей ожидают роста выручки, но сталкиваются с рядом проблем, в том числе:
- Отсутствие согласованности между стратегиями получения доходов и операциями
- Растущая конкуренция со стороны традиционных и нетрадиционных игроков
- Постановление правительства
- Технологические барьеры
Технологии — важная часть стратегического планирования большинства производителей.Цифровая трансформация меняет подход компаний к своей работе. Кроме того, производители должны знать не только о традиционных игроках, но и о новых подрывных конкурентах, которые внедряют новые технологии для завоевания доли рынка.
Технологические инновации будут продолжать влиять на производство в 2021 году. Робототехника, которая играет важную роль в производстве на протяжении десятилетий, продолжает становиться все умнее. Искусственный интеллект, периферийные вычисления и технология блокчейнов, вероятно, и дальше будут определять будущее производства во всех секторах.
Робототехника, которая играет важную роль в производстве на протяжении десятилетий, продолжает становиться все умнее. Искусственный интеллект, периферийные вычисления и технология блокчейнов, вероятно, и дальше будут определять будущее производства во всех секторах.
ERP по своей сути обеспечивают интегрированный сбор, хранение, анализ данных и общекорпоративный обзор. Внедрение системы ERP дает возможность интегрировать функциональные области вашего бизнеса, включая операции, планирование потребности в материалах (MRP), исследования и разработки, планирование продукции, продажи, маркетинг, финансы, человеческие ресурсы, распределение и логистику — в одном месте. Эта интеграция данных по всем отделам обеспечивает непрерывную видимость для всего вашего бизнеса, позволяя вам принимать более обоснованные решения на основе одной версии истины.Без решения ERP многие компании полагаются на разрозненные системы или электронные таблицы для хранения и взаимодействия с данными, которые могут создавать несколько версий истины в зависимости от того, из какого решения вы выбираете для получения данных.
Для ключевых лиц, принимающих решения, руководителей высшего звена и других работодателей, преимущества интегрированного подхода к данным и системам позволяют использовать новые подходы к решению проблем. Отчетность и отображение данных позволяют лучше понять системы, производительность, шаблоны и возможности для повышения эффективности.
Что касается операционной части вашего бизнеса, то решение ERP может существенно повлиять на то, как вы управляете своей компанией. Вот более подробный взгляд на несколько операционных областей, которые могут получить значительные выгоды от внедрения ERP.
Оптимизация управления цепочкой поставок Сегодня эффективность производства зависит от эффективности цепочки поставок. Поскольку все больше компаний используют глобальный подход к производству, потребность в прозрачности и сотрудничестве становится критически важной.Решение ERP позволяет собирать и обмениваться данными, а также видеть корреляции между ключевыми компонентами цепочки поставок, от планирования потребности в материалах до планирования продукта и распределения.
ERP помогает интегрировать информацию по всей цепочке поставок, от поставщиков до клиентов. Объединяя разрозненных игроков и обеспечивая удаленный доступ к информации, компании могут быстрее решать проблемы, контролировать расходы и повышать производительность.
Усиление управления запасамиПроизводители почти постоянно сталкиваются с проблемами, связанными с управлением запасами.Избыточные запасы материалов дороги и расточительны. Колебания рынка создают неопределенность в отношении спроса и потребности в материалах и материалах.
Функции управления запасами в правильном решении ERP обеспечивают более точное управление с функцией отслеживания, которая достигает уровня партии, части партии и серийного номера. Имея представление об уровнях запасов в реальном времени, организации могут лучше контролировать свои запасы, повышая эффективность производства и сокращая отходы.
Как сделать заказ Выполнение более продуктивно Объединяя в одном централизованном месте функции финансов, планирования продукции, производства, отгрузки, маркировки предприятий, обслуживания клиентов и транспортировки, компании могут лучше выполнять заказы быстро и точно. Документация, необходимая для выполнения заказов, комплектации, упаковки, маркировки и отгрузки, может быть интегрирована, распространена и сделана доступной для всех сотрудников и функциональных областей.
Документация, необходимая для выполнения заказов, комплектации, упаковки, маркировки и отгрузки, может быть интегрирована, распространена и сделана доступной для всех сотрудников и функциональных областей.
Благодаря решению ERP процессы комплектования становятся более точными, а заказы доставляются вовремя, что повышает удовлетворенность клиентов и обеспечивает повторение заказов. Соответствие нормативным требованиям можно лучше контролировать в рамках решения ERP, поскольку компании могут интегрировать и четко документировать свои процессы, чтобы обеспечить соблюдение федеральных и международных норм.
Сварщик сваривает большую трубу из нержавеющей стали в промышленном цехе Улучшенный контроль качества Доступ к информации в режиме реального времени является значительным преимуществом для ваших групп контроля качества. Имея доступ к данным о производственных процессах, MRP, смешивании, ингредиентах и рецептах, промежуточных продуктах и данных о классификации, эти группы могут лучше оценивать, маркировать, оценивать и контролировать продукты на протяжении всего производства и на складе.
Система ERP позволяет настраивать присвоение критериев обеспечения качества, которые могут использоваться для сроков годности, инспекций, оценок прослеживаемости вверх и вниз по потоку и ведения записей.В случае проверки или аудита документация может быть предоставлена быстро.
Оптимизация графиков производства Программное обеспечениеERP позволяет лучше планировать производство, чтобы оно соответствовало спросу, как текущему, так и ожидаемому. Планирование производственного цикла трансформируется за счет лучшего планирования производственных мощностей, планирования ведомости материалов и управления производственным контролем.
Когда ваше решение ERP увязывается с отслеживанием управления производительностью и финансовой отчетностью, ваше планирование может быть еще более упреждающим, если учесть время выполнения заказа, потребности в материалах и график поставок.
Быстро становится ясно, что влияние решений ERP на производство может быть глубоким и мощным. По своей сути, ERP-решения основаны на использовании данных.
По своей сути, ERP-решения основаны на использовании данных.
Сегодня терабайты данных доступны каждому производителю. Интеллектуальный производственный цех оборудован машинами с датчиками, которые могут собирать и передавать информацию об эффективности работы, необходимом техническом обслуживании и показателях производительности. Сами продукты могут генерировать информацию либо как готовая продукция, либо как сырье.Наконец, клиенты получают информацию о том, как продукты используются и потребляются.
Требуемые данные варьируются от производителя к производителю и от отдела к отделу. Без решения ERP проблема состоит в том, чтобы знать, какие данные доступны в других областях вашей компании.
Благодаря решению ERP вы сможете лучше собирать и согласовывать эту информацию, часто используя инструменты автоматизации и подключенные устройства, которые будут передавать и хранить информацию в нужном формате и в нужном месте.
Инструменты бизнес-аналитики помогают разобраться в собранной информации. Инструменты бизнес-аналитики, интегрированные с вашей ERP-системой, могут помочь выявить тенденции и возможности, которые в противном случае могут не проявиться.
Инструменты бизнес-аналитики, интегрированные с вашей ERP-системой, могут помочь выявить тенденции и возможности, которые в противном случае могут не проявиться.
, которые работают вместе с вашей ERP-системой, также могут уменьшить количество избыточностей при сборе и составлении отчетов о ваших данных, поступающих из разрозненных источников или в разных форматах. Данные будут представлены в реальном времени в удобном формате, который позволит принимать более точные и качественные решения.
С ростом глобального спроса и производства компании сталкиваются с растущими внутренними и международными проблемами соответствия. Решение ERP помогает поддерживать соответствие требованиям различных агентств и регулирующих органов, используя автоматизированные инструменты для отслеживания и записи партий, создания контрольных журналов, создания отчетов и автоматизации данных, необходимых для соблюдения юридических и налоговых требований в различных юрисдикциях.
В случае отзыва ваше ERP-решение также предоставляет мощные инструменты для более быстрого выявления проблем и их быстрого и эффективного решения.Мощные инструменты отслеживания и отслеживания позволяют быстро определять источники и пункты назначения затронутых продуктов. Оптимизированные процессы позволяют идентифицировать, уведомлять и отслеживать, необходимые для обеспечения общественной безопасности и снижения риска для вашего бренда, прибыли и репутации.
Поскольку геополитическая нестабильность представляет собой постоянную угрозу для крупных и мелких производителей, потребность в более эффективных операциях становится как никогда острой. Решения ERP помогают обеспечить большую уверенность в прогнозах и предположениях, которые используются для планирования и прогнозирования, и могут обеспечить производителям не только операционную эффективность, но также большую гибкость и уверенность в принятии решений.
ERP-система также имеет решающее значение для производителей, стремящихся стать более клиентоориентированными и быстро реагировать на меняющиеся потребности и запросы клиентов. Клиенты ожидают, что они будут больше взаимодействовать с брендами, чтобы эти бренды знали их и то, как они используют товары. Благодаря функциям ERP-решения компании могут более оперативно реагировать на ожидания и потребности клиентов.
Клиенты ожидают, что они будут больше взаимодействовать с брендами, чтобы эти бренды знали их и то, как они используют товары. Благодаря функциям ERP-решения компании могут более оперативно реагировать на ожидания и потребности клиентов.
Некоторые производители даже внедряют производство как услугу, обеспечивая доступ по запросу к желаемым продуктам, настройкам и гибкости.С помощью решения ERP производители могут более оперативно реагировать на то, как клиенты хотят получать доступ к продуктам.
Почему выбирают облачную систему? РешенияCloud ERP предлагают производителю значительные преимущества. Среди основных преимуществ:
- Снижение начальных затрат, которые переносятся с капитальных затрат на эксплуатационные
- Снижение эксплуатационных расходов, поскольку облачные решения сокращают или устраняют необходимость в хранении на месте, обслуживании, безопасности и затратах на охлаждение
- Быстрое внедрение и масштабируемость. Облачные решения позволяют компаниям быстро и постепенно со временем переносить данные и системы в ERP. Большинство облачных решений позволяют платить за то, что вы используете, а это означает, что спрос и использование могут расти по мере возникновения потребностей.
- Возможность быстрого и оперативного обновления, позволяющая быстро внедрять и использовать новейшие версии программного обеспечения и новейшие технологии.
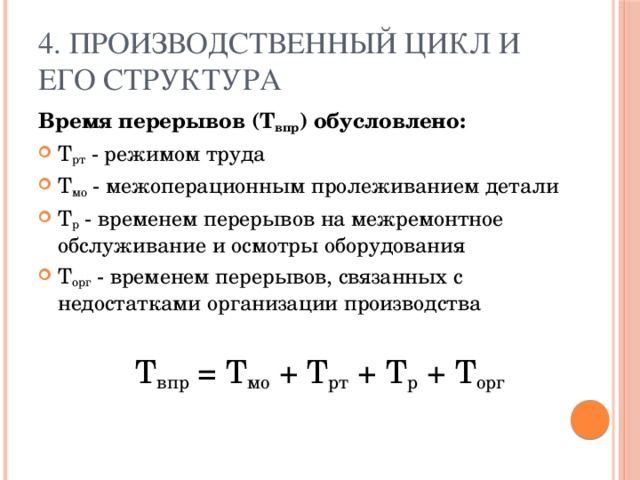 Облачные решения позволяют компаниям быстро и постепенно со временем переносить данные и системы в ERP. Большинство облачных решений позволяют платить за то, что вы используете, а это означает, что спрос и использование могут расти по мере возникновения потребностей.
Облачные решения позволяют компаниям быстро и постепенно со временем переносить данные и системы в ERP. Большинство облачных решений позволяют платить за то, что вы используете, а это означает, что спрос и использование могут расти по мере возникновения потребностей.Потребность в мощных ERP-решениях очевидна. Знания, как правильно выбрать систему, часто нет.NexTec помогает корпоративным организациям трансформировать свой бизнес, предоставляя отраслевые ERP-решения и исключительные консультационные услуги. Чтобы узнать больше о том, как выбрать подходящее ERP-решение для производственных нужд вашей компании, свяжитесь с нами. Мы бы хотели поболтать.
UC знакомит общественность с производственными циклами крупного рогатого скота
Майк Сюй, старший представитель UCANR по общественной информации
Пандемия привлекла больше людей в близлежащие парки и общественные места для пеших прогулок, езды на велосипеде и других развлекательных мероприятий. В таких областях, как региональные парки Ист-Бэй — система парков в районе залива Сан-Франциско, общая площадь которых составляет более 120 000 акров, где около 65% земли занято скотом, — посетители могут увидеть коз, овец и, скорее всего, крупный рогатый скот.
В таких областях, как региональные парки Ист-Бэй — система парков в районе залива Сан-Франциско, общая площадь которых составляет более 120 000 акров, где около 65% земли занято скотом, — посетители могут увидеть коз, овец и, скорее всего, крупный рогатый скот.
По словам Ларри Фореро, консультанта UC Cooperative Extension по животноводству и природным ресурсам, эти встречи с животными (или их навозом) представляют собой прекрасную возможность для представителей общественности узнать о сельском хозяйстве и экологических преимуществах пастбищных угодий.
«Помимо поддержки выращивания мяса и других побочных продуктов, пастбищные угодья предоставляют различные экосистемные услуги, включая управление растительностью и водосбором, контроль топлива для пожаров и, во все большей степени, управление средой обитания редких и исчезающих видов», — пояснил Фореро. , отмечая, что рабочие пастбища занимают около 40% территории Калифорнии.
Поскольку выпас домашнего скота (в основном мясного скота) составляет значительную часть землепользования по всему штату, Forero — вместе с другими советниками UCCE Шейлой Барри и Стефани Ларсон — недавно выпустила публикацию UC по сельскому хозяйству и природным ресурсам, в которой обобщается механизм животноводства.
«Мясной скот на ежегодных пастбищах Калифорнии: производственный цикл и экономика», опубликованный в октябре и доступный для бесплатной загрузки в каталоге UC ANR, описывает сезонные фазы животноводства и факторы, которые влияют на финансовые расчеты и управленческие решения владельцев ранчо.
«В этой краткой публикации рассматриваются годовые потоки запасов и календарь операций, а также приводятся таблицы для оценки затрат, рентабельности денежных средств и валовой прибыли при различных сценариях», — сказал Фореро.
Охватывая методы ухода, потребности инфраструктуры, управление пастбищами и экономику, Фореро сказал, что публикация предлагает краткий обзор производства мясного скота и использования пастбищ для управляющих земельными ресурсами, лиц, принимающих решения, и переводчиков парков (таких как доценты и гиды), которые обучают посетителей как ну и заинтересованная публика.
«Даже если только относительно небольшой процент посетителей парка заинтересован, вы все равно дотрагиваетесь до многих людей с таким документом», — пояснил Фореро.
Он сказал, что надеется, что указатели парков и QR-коды будут направлять посетителей к публикации для получения дополнительной информации о скоте и его сезонных перемещениях.
«Люди часто задаются вопросом, куда идет скот, когда они покидают парк, и когда они вернутся», — сказала соавтор Шейла Барри. «Крупный рогатый скот может пойти на траву или на кормовую площадку в других местах Калифорнии или даже за пределами штата».
Но, как объясняется в этой новой публикации UC ANR, цикл производства крупного рогатого скота меняется заново.
«Я обещаю, что следующей осенью будет больше крупного рогатого скота, — сказал Барри.
Динамика циклов товарного производства
Описание
Автор: Деннис Л. Медоуз Сводка: Почему цены и производство товаров колеблются? Является ли циклическое поведение уникальным для каждого товара или это связано с общей структурой, лежащей в основе всех товаров? Можно ли предсказать влияние новой политики или институционального устройства на стабильность товарных рынков? Динамика циклов товарного производства отвечает на такие вопросы.Экономисты, менеджеры, инвесторы и правительственные чиновники должны извлечь выгоду из этой новой теории структуры и динамики товарных систем. Профессор Медоуз считает классическую теорему о паутине и ее модификации неадекватными представлениями динамических отношений в реальных товарных системах. Используя методологию промышленной динамики, он разрабатывает общую динамическую модель экономических, биологических, технологических и психологических факторов, которые приводят к нестабильности товарных систем.Чтобы проверить модель и показать, как общая теория применима к конкретному товару, автор анализирует литературу по производству свинины в Соединенных Штатах. Значения, соответствующие производству и потреблению свинины, получены для каждого параметра в общей модели. Динамическое поведение полученной модели цикла свиней аналогично наблюдаемому четырехлетнему циклу. С соответствующими управленческими и биологическими коэффициентами модель также дает типичные циклы крупного рогатого скота и цыплят. Хотя в качестве примеров используются товары животноводства, общая модель применима также к минеральным и овощным товарам.Общая динамическая модель циклов товарного производства особенно полезна для компьютерного моделирования. Он позволяет проводить эксперименты для проверки альтернативных политик и структурных изменений и их влияния на стабильность товарной системы. Результаты нескольких таких экспериментов представляют неожиданные последствия для политики стабилизации. Обсуждается работа, которая должна предшествовать разработке политики и институтов стабилизации сырьевых товаров. Опубликован в 1970 г.Циклов инноваций и производства самолетов
Компания Bombardier объявила сегодня, что ее операции Learjet закроются в конце этого года, завершив эру в авиации, начавшуюся в 1964 году с поставки первого в мире самолета бизнес-класса.Learjet 23 с его уникальной формой стал иконой отрасли, и нам будет не хватать таблички с именем изобретателя бизнес-джета.
Большинство авиационных программ, как правило, имеют длительный жизненный цикл, поскольку самолет постоянно совершенствуется в течение многих лет производства. Новые двигатели, новая авионика, удлиненные планеры и другие усовершенствования сохраняли конкурентоспособность многих самолетов на протяжении многих лет. Совершенно новые платформы, а не производные модели, были редкостью.
Будь то коммерческая авиация, деловая авиация или авиация общего назначения, жизненные циклы воздушных судов увеличились, поскольку риски инвестирования в новые программы становятся «ставками на компанию».Например, в линейке Textron Beechcraft есть Bonanza, представленный в 1947 году, Baron, представленный в 1961 году, и King Air, представленный в 1964 году. Несмотря на то, что в каждом из них было несколько обновлений, в том числе модернизированная модель King Air, представленная в этом году с дополнительными улучшениями, базовые конструкции сейчас 57, 60 и 74 года. Сильные авиастроительные программы могут длиться долго.
Boeing 737 был представлен в 1967 году, ему 54 года. Даже более новый Airbus A320 был представлен 32 года назад.Учитывая, что новые самолеты, выпускаемые в этом году, будут продолжать эксплуатироваться через 25 лет, мы можем ожидать, что 737-й будет продолжать летать через 80 лет после того, как была представлена первая модель.
Устаревание уже не техническое, а экономическое
Программа самолетов может быть обновлена и модернизирована с использованием текущих двигателей, авионики и систем и будет работать почти так же хорошо, как и новые модели, с уже амортизированными затратами на разработку. Чтобы самолет больше не был конкурентоспособным, нужно многое. В случае с Learjet необходимость в двух пилотах, а не в одном, потребовала серьезной модернизации комплекта авионики, что было не в планах с экономической точки зрения.Когда рынок перешел на использование одного пилота для самолетов, управляемых владельцем, новые конкуренты, такие как Embraer Phenom, заняли лидирующие позиции на рынке легких реактивных самолетов.
На рынке имеется ряд более старых проектов, которые с годами подвергались доработке, расширению, изменению двигателя и усовершенствованию. От самых больших моделей Gulfstream до самых маленьких самолетов Cessna — постоянное совершенствование позволило многим конструкциям продолжать производство в течение полувека и более.
Новые модели вызывают рост спроса, поскольку они обычно отражают улучшения продукта, которые улучшают производительность и экономичность.Как правило, самолет проходит два или три периода эксплуатации и один или два переоснащения двигателя в течение более чем пятидесятилетнего жизненного цикла по мере изменения технологий.
Будущее начинает меняться
Экологические требования и революционные двигательные технологии могут подорвать унаследованные программы в течение следующих двух десятилетий. Мы уже начинаем видеть влияние электрической тяги на учебно-тренировочные самолеты: Pipistrel предлагает первый электрический самолет, а самолет Bye находится на стадии испытаний.Это приведет к устареванию существующих тренажеров, так как эксплуатационные расходы будут составлять лишь часть стоимости топлива и обслуживания двигателей самолетов с традиционными двигателями. Это революционное изменение началось в нижней части рынка и будет двигаться вверх. Хотя мы вряд ли увидим полностью электрический бизнес-джет или гибрид на водородных топливных элементах в течение пяти лет, мы можем увидеть это в течение 20 лет.
Мы ожидаем, что турбовинтовые коммерческие самолеты станут первыми в секторе бизнес-авиации, на которые повлияют технологические изменения и электрификация, частично в виде гибридов или полностью электрических по мере стремительного развития аккумуляторных технологий.
Измененные стратегии
Зная, что с настоящего момента и до 2040 года произойдут серьезные изменения с точки зрения двигательных технологий, неужели 2020-е годы — это время для запуска новых программ, которые могут стать экономически устаревшими в 2035-2040 годах? Дни 50-летней программы могут быть сочтены из-за изменений в двигательной технике. Конструкторам больше не нужно будет приспосабливаться к турбовинтовым или турбовентиляторным двигателям, но, возможно, придется вместо них использовать электродвигатели, батареи и топливные элементы.Хотя крылья понадобятся для подъема, останутся ли они лучшим местом для турбовинтовых двигателей? Будут ли заменены реактивные двигатели, установленные на фюзеляже, на двигатели новой технологии, расположенные в задней части подъемного корпуса планера?
Мы переживаем грядущую революцию в транспортных технологиях, будь то в воздухе или на земле. Электрические силовые установки заменяют бензиновые двигатели в автомобилях, и GM планирует к 2035 году предлагать только электромобили. Искусственный интеллект быстро совершенствуется, и на дорогах появляются беспилотные автомобили.Могут ли быть далеко позади беспилотные кабины или кабины с пониженной нагрузкой?
В течение следующих двух десятилетий многие другие унаследованные программы, которые мы знали много лет, столкнутся с давлением новых технологий и устаревания экономики. Замена и подзарядка аккумуляторов должны стать стандартизованными, при этом РО будет предлагать подзарядки, а также авиационное топливо. Мир меняется, и наше будущее захватывает. Но как долго новая программа, которая будет введена в эксплуатацию в этом году с существующими технологиями, будет считаться производственным циклом? Дни 50-летнего производственного цикла могут закончиться, поскольку революционные технологии меняют нашу отрасль.
Зная, что технологическая революция идет полным ходом и, вероятно, будет двигаться вверх от самолетов меньшего размера к более крупным, насколько вы были бы рады представить новую программу, основанную на современных технологиях? Стратегия модификации существующих программ, чтобы выиграть время до тех пор, пока революционные технологии не будут успешно внедрены, может иметь смысл на данный момент, особенно для тех, кто проектирует самолеты меньшего размера.
Будет ли преимущество первопроходца для тех, кто внедряет инновационные технологии? Будет ли существовать инфраструктура для зарядки аккумуляторов или замены топливных элементов, и сможет ли отрасль стандартизировать зарядные станции и системы? Будут ли пользователи быстро внедрять новые технологии или их признание рынком будет отставать? Эта технологическая революция потребует новой инфраструктуры и иного набора требований, чем сегодня.
Хотя мы не знаем ответов, мы знаем, что технологии будут продолжать развиваться ускоренными темпами. 50-летние программы, которые мы видели, могут скоро быть заменены — но другими технологиями в течение следующих полувека. Тем временем мы, вероятно, увидим появление новых имен, а некоторые старые игроки отойдут на второй план. Авиация развивается, и, хотя нам будет не хватать знакового профиля Learjet, он не станет последним, который устареет в два наиболее захватывающих десятилетия в авиации с 1950-х и 1960-х годов, когда мы перешли в эру реактивных двигателей.
Следите за нами и ставьте лайки:
Нравится:
Нравится Загрузка …
Анализ жизненного цикла автомобильной промышленности: более короткие сроки
Автомобильная промышленность меняется. Автомобили становятся все более подключенными, автономное вождение находится на подъеме, а электрифицированные автомобили становятся жизнеспособной альтернативой газовым двигателям. Но как обстоят дела у автопроизводителей, поскольку сложность программного обеспечения, компонентов датчиков, беспроводных сетей и встроенного интеллекта развивается ослепляющими темпами? Анализ жизненного цикла автомобильной промышленности показывает, что сроки разработки продукта будут сокращены еще больше.
Последние тенденции в автомобильной промышленности показывают, что участники рынка все чаще сталкиваются с проблемой адаптации бизнес-моделей, структур разработки продуктов, цепочек поставок и производственных операций, чтобы максимально использовать потенциальную ценность быстро развивающейся реальности. Кроме того, мы видим, как традиционные игроки отрасли и поставщики технологий готовятся продвигать трансформационные технологические инновации в отрасли.
У автомобильной промышленности новые ожидания относительно сроков вывода на рынок
В 2017 году Jabil в партнерстве с Dimensional Research провел опрос лиц, принимающих решения, в рамках цикла разработки автомобильной и транспортной продукции.В то время 68% автопроизводителей подтвердили, что жизненный цикл их продукции в автомобильной промышленности составляет менее двух лет. Согласно нашему исследованию Managing Automotive Technology Trends за 2018 год, это число выросло до 71%. Самый большой скачок произошел в диапазоне от 12 до 18 месяцев, который вырос с 23% до 27%, что приблизило цикл разработки автомобильной продукции к потребительской электронике. Загрузите полный отчет об опросе.
Анализ жизненного цикла автомобильной промышленности — сокращены циклы разработки и выпуска продукции
Наш анализ жизненного цикла автомобильной промышленности показал, что 56% респондентов согласны с тем, что жизненные циклы сократились за последние пять лет.Это неудивительно, учитывая конвергенцию автомобильных технологий и бытовой электроники. С появлением на горизонте полностью подключенных и беспилотных автомобилей автомобили будут больше полагаться на электронные компоненты. Это сократит жизненный цикл автомобилей.
Срок службы бытовой электроники значительно короче, чем у традиционной автомобильной. С Интернетом вещей средний срок службы современной электроники колеблется от 1,5 до 13 лет, при этом большинство из них доживает только 4-5 лет.Это усложнило планирование устаревания и вынудило профессионалов в каждой отрасли пересмотреть свой подход к прогнозированию срока службы (EOL), запасным частям, ремонту, ремаркетингу, переработке и моделям расширения EOL посредством ремонта и технического обслуживания.
Но слияние транспорта и электроники — не единственный фактор сокращения сроков вывода на рынок. Респонденты также указали следующее:
- необходимо для удовлетворения потребительского или пользовательского спроса
- достижения в области технологий
- работа с опытными поставщиками и партнерами
- консолидация автомобильных платформ
- более эффективные цепочки поставок
- конвергенция автомобильной и бытовой электроники
- расширение производственных мощностей
COVID-19 замедляет инновации в автомобилестроении
Конечно, предпандемические ожидания и тенденции изменились с ног на голову из-за воздействия COVID-19 на цепочки поставок во всех отраслях.Что касается автомобилестроения, пандемия, вероятно, замедлит темпы инноваций. Хотя ожидается, что в 2021 году продажи автомобилей вырастут на 1-5%, чтобы компенсировать падение, сокращение бюджетов автомобильных исследований и разработок окажет прямое краткосрочное влияние на инновации.
В исследовании IHS Markit каждый четвертый респондент указал, что откладывает проекты, срок погашения которых уже истек, и почти 20% ожидают, что проекты, работа над которыми ведется в течение года, будут временно отложены.Что касается проектов, находящихся на ранней или концептуальной стадии, почти четверть респондентов ожидают отсрочки на один год, а чуть более 10% прогнозируют более одного года.
Это не отменяет важности предпандемических тенденций, но может замедлить их прогресс; Если бы мы провели сегодня опрос, аналогичный опросу 2018 года, текущие циклы запуска могут быть не такими агрессивными, но мы ожидаем, что темпы роста снова увеличатся, поскольку другие факторы продолжают подталкивать к сокращению сроков выпуска автомобилей.
говорят, что откладывают проекты, срок погашения которых уже истек из-за COVID-19 (Источник: IHS Markit)
Подпишитесь на блог Jabil
Подпишитесь на еженедельные обновления последних тенденций, исследований и аналитики в области технологий, Интернета вещей и цепочки поставок.
Новые технологии меняют темп инноваций в автомобильной промышленности
Благодаря конвергенции электроники и автомобильных технологий, за последнее десятилетие отрасль была наводнена новыми участниками.Более трех четвертей участников нашего опроса 2018 года отметили сокращение сроков вывода на рынок из-за новых участников. Однако поставщики автомобилей первого уровня признают, что на них это влияет больше, чем на производителей автомобилей.
Результаты нашего опроса отражают это мнение. В 2017 году 51% респондентов согласились с тем, что поставщики первого уровня будут продвигать трансформационные технологические инновации. Хотя 39% респондентов 2018 года считают, что поставщики первого уровня по-прежнему являются лидерами в этой области, наблюдается значительный скачок доверия к поставщикам технологий.В последнем опросе почти четверть участников подтвердили свою веру в то, что поставщики технологий с опытом работы в сфере бытовой электроники и пользовательского опыта будут стимулировать инновации, по сравнению с 7% в предыдущем году.
Учитывая незнакомую территорию и возможности, которые поставлены на карту, неудивительно, что сотрудничество становится синонимом инноваций. Помимо ограничений, вызванных глобальной пандемией, автопроизводители строят центры исследований и разработок в Кремниевой долине и вступают в партнерские отношения с технологическими гигантами потребительских рынков.Многие автопроизводители также рассматривают ресурсы для проектирования и сборки партнеров по контрактному производству, таких как Jabil, которые специализируются на сочетании быстрых инноваций и внедрения продуктов, связанных с бытовой электроникой, со строгими требованиями автомобильной промышленности к проектированию, тестированию и надежности. Загрузите технический документ: Ускорение производства электромобилей с помощью партнерских отношений по снижению рисков.
Независимо от того, будут ли в гонке доминировать Детройт или Кремниевая долина, обе стороны столкнутся с некоторыми универсальными проблемами на своем пути.Электронные компоненты, программное обеспечение и сети, питающие автомобили завтрашнего дня, будут соответствовать гораздо более высоким стандартам, чем те, которые произвели революцию в индустрии мобильных телефонов. Они не только должны надежно работать в суровых автомобильных условиях, они должны работать безупречно с точки зрения безопасности пассажиров. Разработка, тестирование и производство новых технологий компонентов также является проблемой разработки продукта для всех игроков, особенно с учетом того, что гонка за рынком так важна для успеха в конкурентной борьбе.
Это не единственная проблема; 30% респондентов считают, что циклы разработки автомобильной продукции были увеличены. В качестве аргументов они выбрали высокие затраты на исследования и разработки, государственные нормы и правила техники безопасности, более длительные циклы испытаний и другие факторы.
Проблемы сокращения циклов развития автомобильной промышленности
Хотя наши исследования указывают на сокращение циклов разработки большинства автомобильных продуктов для компаний любого размера, также выясняется, что некоторые из них не успевают за изменениями.Все компании сталкиваются с проблемами при сокращении циклов разработки продуктов. Цепочка поставок была одной из самых больших проблем.
В специальном отчете Jabil за сентябрь 2020 года: «Устойчивость цепочки поставок в постпандемическом мире» компания Dimensional Research опросила 105 лиц, принимающих решения, о влиянии COVID-19 на цепочку поставок автомобилей и методы управления рисками их компаний. Отвечая на вопрос об их стратегии цепочки поставок на следующие два года, лица, принимающие решения в автомобильной отрасли, четко отдали приоритет устойчивости цепочки поставок и управлению рисками.Прошлые сбои, особенно пандемия, подчеркнули необходимость бдительности в цепочке поставок.
Руководители цепочек поставок в автомобильной отрасли могут лучше подготовиться к этой неизбежности за счет использования двух или нескольких источников, включения прозрачности цепочки поставок с возможностями прогнозирования, построения технологической дорожной карты при одновременном управлении затратами и рисками аутсорсинга. Вице-президент Jabil по глобальной цепочке поставок для автомобилей и транспорта Франсуа Моне и я подробно рассказываем об этом в нашей статье «Почему управление рисками важно для цепочки поставок в автомобильной отрасли».
Хотя до полностью автономных транспортных средств может пройти еще несколько лет, автомобили становятся более сложными, чем когда-либо прежде. Кроме того, многие крупные автомобильные игроки, такие как GM, Ford и другие, заявили о своем намерении сосредоточиться на производстве электромобилей. Поскольку автопроизводители полагаются на электронные компоненты так же, как и производители традиционных технологий, они будут способствовать — и будут иметь негативное влияние — на продолжающуюся нехватку компонентов.Чтобы справиться с этой нехваткой, ключевую роль играют стратегические отношения.
Один из наиболее эффективных способов преодоления проблем цепочки поставок — это работа с внешним партнером, который может предложить дополнительные ресурсы и опыт. Фактически, вероятно, из-за катастрофического воздействия COVID-19 и продолжающегося дефицита, 57% респондентов цепочки поставок заявили, что теперь они с большей вероятностью будут работать с партнерами, которые могут более эффективно справляться с рисками и обладать большей гибкостью.
Партнер-производитель может определить детали или компоненты, которых следует избегать из-за жизненного цикла продукта или отсутствия геоизбыточности.Этот партнер может обеспечить полную видимость экосистемы цепочки поставок, поддержать прогнозирование спроса на продукцию и настроить производственные линии. Но что наиболее важно, это может снизить риски, обеспечивая при этом огромную эффективность, позволяя OEM-производителям сосредоточиться на своей основной деятельности.
Если тенденции автомобильной промышленности за последние пять лет являются показателем, можно ожидать, что циклы разработки продукта еще больше сократятся. Фактически, двое из трех производителей автомобилей считают, что в следующие пять лет жизненный цикл их продукции ускорится.Это означает, что производители автомобилей должны активно решать проблемы, с которыми они сталкиваются при сокращении сроков вывода на рынок.
Автомобильная промышленность находится на перепутье, где всегда есть как риски, так и возможности. Будет интересно посмотреть, как разворачивается следующее десятилетие для автомобильной промышленности. Впереди большие перемены — и сокращение жизненного цикла автомобильной промышленности.
Загрузить отчет Managing Automotive Technology Trends Survey Report
Взгляды 126 лиц, принимающих решения в области оригинального автомобильного оборудования, о внедрении технологий, возможностях и проблемах.
Стратегии орошения соленой водой в двух производственных циклах из естественно окрашенного хлопка
Американское общество химиков-нефтяников (2000) Официальные методы и рекомендуемые практики AOCS, 5-е изд. AOCS, Шампейн
Google Scholar
Ashraf M, Harris PJC (2004) Потенциальные биохимические индикаторы устойчивости растений к засолению. Plant Sci 166: 3–16.https://doi.org/10.1016/j.plantsci.2003.10.024
CAS Статья Google Scholar
Айдын А., Кант С., Туран М. (2012) Применение гуминовой кислоты снижает стресс от засоления растений фасоли ( Phaseolus vulgaris L.), уменьшая утечку через мембрану. Afr J Agric Res 7: 1073–1086. https://doi.org/10.5897/AJAR10.274
Артикул Google Scholar
Ayers RS, Westcot DW (1999) A qualidade da água na Agricultura.Universidade Federal da Paraíba, Campina Grande
Google Scholar
Beltrão NEM, Araújo AE (2004) Algodão: o produtor pergunta, ответ Embrapa. Embrapa Informação Tecnologica, Бразилиа
Google Scholar
Бенедетти М.М., Кури Н., Спаровек Г., Карвалью Филью А де, Силва SHG (2011) Обновленная база данных почв с географической привязкой Бразилии — усовершенствование для международного обмена научной информацией, принципов, применения и оценки в почвоведении.В: Burcu E, Gungor O (ред.). В: Тех. Риека, Хорватия. https://www.intechopen.com/books/principles-application-and-assessment-in-soil-science/updated-brazilian-s-georeferenced-soil-database-an-improvement-for-international-scientific-informat. По состоянию на 22 марта 2020 г.
Cavalcante IHL, Oliveira FA, Cavalcante LF, Beckmann MZ, Campos MCC, Gondim SC (2005) Crescimento e produção de duas cultivares de algodão irrigadas com águas salinizadas. Rev Bras de Eng Agricola e Ambient 9: 108–111
Google Scholar
Chen X, Zhou DX (2013) Эпигеномика и эпигенетика риса: проблемы и возможности.Curr Opin Plant Biol 16: 164–169. https://doi.org/10.1016/j.pbi.2013.03.004
CAS Статья PubMed Google Scholar
Coelho MA, Soncin NB (1982) Geografia do Brasil. Moderna, Сан-Паулу
Google Scholar
Cotton Incorporated (2001) Классификация хлопка. Вашингтон. https://www.cottoninc.com/classificationofcotton/?Pg=2. Проверено 25 сентября 2018 г.
Эмбрапа. Centro Nacional de Pesquisa de Algodão (2011) Algodão colorido: Tecnologia Embrapa para a geração de emprego e renda na Agricultura Families do Brasil. EMBRAPA-CNPA, Campina Grande
Google Scholar
Ferreira DF (2011) Sisvar: компьютерная система статистического анализа. Ciênc Agrotec 35: 1039–1042
Артикул Google Scholar
Firmino PT, Alves SM, Beltrão NEM, Barros AJM, Souza AG, Silva AC, Alves HS, Anjos GG, Oliveira DM (2007) Avaliação dos teores de óleo de algodão colorido BRS Rubi e Safira em algodão .Congresso Brasileiro de Plantas Oleaginosas, Óleos, Gorduras e Biodiesel. УФЛА, Резумос
Google Scholar
Fonseca RG, Santana JCF (2002) Resultados de Ensaio HVI e suas translations (ASTM D-4605). Minist da Agric Pecuária e Abastecimento Embrapa Algodão Circular Técnica 66: 1–13p
Google Scholar
Jones PA (2012) Функции метилирования ДНК: острова, стартовые сайты, тела генов и т. Д.Нат Рев Генет 7: 484–492. https://doi.org/10.1038/nrg3230
CAS Статья Google Scholar
Хан С., Тарик Р., Юаньлай С., Блэквелл Дж. (2006) Может ли орошение быть устойчивым? Управление водных ресурсов сельского хозяйства 80: 87–99. https://doi.org/10.1016/j.agwat.2005.07.006
Артикул Google Scholar
Хорсанди Ф., Анаголи А. (2009) Репродуктивная компенсация хлопчатника после снятия солевого стресса на разных стадиях роста.J Agron Crop Sci 195 (4): 278–283. https://doi.org/10.1111/j.1439-037X.2009.00370.x
Артикул Google Scholar
Lacerda CF, Cambraia J, Oliva MA, Ruiz HA, Prisco JP (2003) Накопление и распределение растворенных веществ во время развития побегов и листьев у двух генотипов сорго в условиях солевого стресса. Environ Exp Bot 49: 107–120. https://doi.org/10.1016/S0098-8472(02)00064-3
CAS Статья Google Scholar
Латцель В., Аллан Э., Бортолини Силвейра А., Колот В., Фишер М., Босдорф О. (2013) Эпигенетическое разнообразие увеличивает продуктивность и стабильность популяций растений.Нац Коммуна 4: 2875. https://doi.org/10.1038/ncomms3875
CAS Статья PubMed Google Scholar
Lauchli A, Epstein E (1990) Реакция растений на солевые и натриевые условия. В: Танджи К.К. (ред.) Оценка и управление засолением сельского хозяйства. Руководства и отчеты ASCE по инженерной практике, Нью-Йорк, стр. 113–137
Google Scholar
Lima GS, Dias AS, Gheyi HR, Soares LAA, Nobre RG, Sá FVS, Paiva EP (2017) Возникновение, морфофизиология и цветение хлопка с цветными волокнами ( Gossypium hirsutum L.) подвергались орошению с разным уровнем азота и соленой водой. Aust J Crop Sci 11: 897–905. https://doi.org/10.21475/ajcs.17.11.07.pne587
CAS Статья Google Scholar
Лока Д.А., Остерхейс Д.М. (2012) Водный стресс и репродуктивное развитие хлопчатника. В: Oosterhuis DM, Cothren JT (eds) Цветение и плодоношение хлопка. The Cotton Foundation, Кордова, стр. 51–58
Google Scholar
Маас Е.В. (1990) Солеустойчивость сельскохозяйственных культур.В: Танджи К.К. (ред.) Оценка и управление засолением сельского хозяйства. Руководства и отчеты ASCE по инженерной практике, Нью-Йорк, стр. 262–304
Google Scholar
Маас Е.В., Граттан С.Р. (1999) Урожайность сельскохозяйственных культур в зависимости от засоления. В: Skaggs RW, Van Schilfgaarde J (eds) Сельскохозяйственный дренаж. ASA / CSSA / SSSA, Мэдисон, стр. 55–108
Google Scholar
Маас Э.В., Хоффман Г.Дж. (1977) Оценка устойчивости сельскохозяйственных культур к действию солей.J Дренаж иррига E-ASCE 103: 15–134
Google Scholar
Мередит WR (1984) Количественная генетика. Коэль Р.Дж., Льюис К.Ф. (Эда) Монография по хлопковой агрономии. ASA, CSSA и SSSA, Madison, pp 131–150
Google Scholar
Мермуд А., Тамини Т.Д., Якуба Х. (2005) Влияние различных режимов орошения на компоненты водного баланса луковых культур в полузасушливой зоне.Управление водных ресурсов сельского хозяйства 77: 282–295. https://doi.org/10.1016/j.agwat.2004.09.033
Артикул Google Scholar
Mguis K, Albouchi A, Khadhri A, Abassi M, Yakoubi-Tej M, Mahjoub A, Ouerghi Z, Brahim NB (2012) Корректировка водного отношения листьев у родственника дикой пшеницы Aegilops geniculata Roth. и растения пшеницы ( Triticum durum Desf.), выращенные в градиенте солености. Aust J Crop Sci 6: 768–776
CAS Google Scholar
Мин В, Го Х, Чжоу Г, Чжан В., Ма Л, Йе Дж, Хоу З, Ву Л. (2016) Засоление почвы, выщелачивание и рост хлопка под влиянием капельного орошения солевой водой и азотного удобрения.Acta Agric Scand 66 (6): 489–501. https://doi.org/10.1080/0
10.2016.1181199CAS Статья Google Scholar
Novais RF, Neves JCL, Barros NF (1991) Ensaio em ambiente controlado. В: Oliveira AJ (ed) Métodos de pesquisa em удобрения делать соло. Embrapa-SEA, Бразилиа
Google Scholar
Osabe K, Clement JD, Bedon F, Pettolino FA, Ziolkowski L, Llewellyn DJ, Finnegan EJ, Wilson IW (2014) Генетические изменения и изменения метилирования ДНК в генотипах и тканях хлопка ( Gossypium ).PLoS ONE 9: e86049. https://doi.org/10.1371/journal.pone.0086049
CAS Статья PubMed PubMed Central Google Scholar
Paiva LL, Dias NS, Farias WC, Medeiros LC, Ferreira LL (2013) Tolerância de cultivares de algodão ( Gossypium hirsutum ) в salinidade da água de irrigação. Revista Verde de Agroecologia e Desenvolvimento Sustent 8: 232–237
Google Scholar
Pedroza JP, Haandel AC, Beltrão NEM, Dionísio JA, Duarte MEM (2006) Qualidade tecnológica da pluma de algodoeiro herbáceo cultivado em biossólido.Rev Bras Eng Agríc Ambient 10: 586–592. https://doi.org/10.1590/S1415-43662006000300008
Артикул Google Scholar
Ray N, Jadhave SB, Khaddar VK (1989) Влияние градуированных уровней солености на качество ворса сортов Gossypium hirsutum L. Индийский журнал J Agric Sci 21: 127–132
Google Scholar
Rhoades JD, Bingham FT, Letey JVD, Dedrick AR, Bean M, Hoffman GJ, Alves WJ, Swain RV, Pacheco PG, Lemert RD (1988) Повторное использование дренажных вод для орошения: результаты исследования Imperial Valley.Хильгардия 56: 1–45. https://doi.org/10.3733/hilg.v56n05p028
Артикул Google Scholar
Rhoades JD, Kandiah A, Mashali AM (2000) Uso de águas salinas para produção agrícola. УФПБ. Estudos da FAO, Irrigação e Drenagem, 48, revisado. UFPB, Кампина Гранде
Google Scholar
Ричардс Л.А. (1954) Диагностика и улучшение засоленных и щелочных почв. USDA.Справочник по сельскому хозяйству, 60. USSL, Вашингтон
Книга Google Scholar
Ричардс К.Л., Алонсо С., Беккер С., Босдорф О., Бухер Э., Коломе-Татче М., Верховен К.Дж.Ф. (2017) Экологическая эпигенетика растений: данные модельных и немодельных видов и дальнейшие шаги. Ecol Lett 20: 1576–1590. https://doi.org/10.1111/ele.12858
Артикул PubMed Google Scholar
Silva AAR, Lima GS, Azevedo CAV, Soares LAA, Gheyi HR, Oliveira RC (2017) Калийные удобрения при выращивании цветного хлопка, орошаемого соленой водой.Rev Bras Eng Agríc Ambient 21: 628–633. https://doi.org/10.1590/1807-1929/agriambi.v21n9p628-633
Артикул Google Scholar
Силва Джуниор LGA, Гейи HR, Медейруш Дж.Ф. (1999) Composição química de águas do cristalino do Nordeste Brasileiro.