их состав, основы производства и ассортимент
Введение
1. Общая характеристика лакокрасочных материалов
2. Технологический процесс производства лакокрасочных материалов
2.1 Исходное сырье для получения лакокрасочных материалов
2.2 Технологический процесс получения лакокрасочных материалов
2.3 Свойства лакокрасочных материалов
3. Технологический процесс нанесения лакокрасочных материаллов
4. Свойства лакокрасочных покрытий
5. Ассортимент лакокрасочных материалов
5.1 Полимерные красочные составы
5.2 Лаки и эмалевые краски
5.3 Олифы и масляные краски
Выводы
Список литературы
В настоящее время на прилавках магазинов можно увидеть изобилие лакокрасочных изделий во всевозможных упаковках и самого разнообразного назначения. Уже практически не осталось таких поверхностей, для которых нельзя было бы подобрать определенный тип и марку лака и краски. Сейчас можно не только приобрести краску подходящего цвета, но и нужный оттенок с помощью автоматических колеровочных установок или готовых колеровочных паст. Давайте попытаемся разобраться, что же представляют собой лакокрасочные материалы.
Лакокрасочные материалы (ЛКМ) имеют две основные функции: декоративную и защитную. Они оберегают дерево от гниения, металл — от коррозии, образуют твердые защитные пленки, предохраняющие изделия от разрушающего влияния атмосферы и других воздействий и удлиняющие срок их службы, а также придают им красивый внешний вид. Лакокрасочные покрытия долговечны. Для их нанесения не требуется дополнительное, сложное оборудование, и они легче обновляются. Поэтому такие покрытия широко применяются как в быту, так и во всех отраслях промышленности, на транспорте и в строительстве.
Свойства лакокрасочных покрытий зависят не только от качества применяемых ЛКМ, но и от таких факторов, как способ подготовки поверхности к окраске, правильный выбор и соблюдение технологического режима окраски и сушки.
С каждым годом к ЛКМ и покрытиям на их основе предъявляются все более жесткие требования в связи с появлением новых технологий в промышленности, строительстве и формированием современных эстетических вкусов у потребителя. Это касается в равной степени как защитных, так и декоративных свойств покрытий, которые определяются физико-химическими показателями всех компонентов лакокрасочной рецептуры и, в первую очередь, пленкообразователя и пигмента. В значительной степени изменить свойства покрытий можно химической модификацией или введением другого (как правило, более высокого по стоимости) пленкообразователя, но это дорогой и трудоемкий путь.
Защитная и декоративная функции лакокрасочных материалов (ЛКМ) известны очень давно. С момента появления ЛКМ как они сами так и способы их нанесения постоянно совершенствуются. За последнее время ассортимент ЛКМ резко изменился: от натуральных красок постепенно перешли к материалам на синтетической основе, органоразбавляемым, с высоким сухим остатком, порошковым и т. д.
Цель работы заключалась в том, чтобы рассмотреть лакокрасочные материалы, их состав, основы производства и ассортимент.
Задания курсовой работы:
1) дать общую характеристику лакокрасочных материалов;
2) рассмотреть технологический процесс производства лакокрасочных материалов;
3) охарактеризовать технологический процесс нанесения лакокрасочных материалов;
4) рассмотреть свойства лакокрасочных покрытий;
5) проанализировать ассортимент лакокрасочных материалов.
Лакокрасочными материалами называют вязкожидкие составы, наносимые на поверхность конструкции тонким слоем, который через несколько часов отвердевает и образует пленку, прочно сцепляющуюся с основанием. К лакокрасочным материалам относятся: 1) грунтовки и шпаклевки для подготовки поверхности к окраске; нанося их, получают однородные и ровные поверхности; 2) красочные составы (краски), применяемые в вязко-жидком или пастообразном виде, образующие покрытия нужного цвета; 3) связующие вещества и пигменты, из которых изготовляют красочные составы; 4) лаки, создающие пленку, отличающуюся блеском; 5) растворители и разжижители лаков и красок; 6) пластификаторы, отвердители полимерных красок и другие специальные добавки.
Лакокрасочные материалы применяют для архитектурной отделки фасадов зданий, они придают помещениям красивый вид, создают в них необходимые санитарно-гигиенические условия. Нередко лакокрасочные материалы помогают предохранить материал конструкции от разрушительных воздействий среды.
Отделочный слой фасада здания первый встречает действие дождя, ветра, агрессивных газов, содержащихся в воздухе, изменения температуры среды. Придавая лакокрасочному покрытию водоотталкивающие свойства и эластичность, можно значительно увеличить срок безремонтной службы самой отделки, повысить долговечность конструкции и улучшить эксплуатационные качества зданий.
Все шире применяют лакокрасочные материалы специального назначения. Одни из них являются химически стойкими, ими покрывают металлические и железобетонные конструкции для предохранения от коррозии, другие необходимы для защиты древесины (антисептические и огнезащитные краски для дерева).
Имеются жароупорные лаки, которыми окрашивают промышленное оборудование. Санитарно-техническое оборудование, металлические трубопроводы также нуждаются в защитной окраске.
Лакокрасочная промышленность выпускает в основном готовые материалы, перед их употреблением добавляют лишь растворители или разбавители. Сборные конструкции и детали должны поступать с заводов на строительство с полной готовностью, т. е. в окончательно отделанном виде. Для этого на заводах сборных строительных конструкций предусматривается конвейерная линия отделки элементов.
1. Связующие (пленкообразующие) вещества
Связующими веществами в красочных составах являются следующие материалы: полимеры — в полимерных красках, лаках, эмалях; каучуки — в каучуковых красках; производные целлюлозы — в нитролаках; олифы — в масляных красках; клеи (животный и казеиновый) — в клеевых красках; неорганические вяжущие вещества — в цементных, известковых, силикатных красках.
Полимеры применяют в красках и лаках вместе с растворителем, а также в сочетании с олифой или цементом (полимерцементные красочные составы). Применение синтетических полимеров значительно сократило расход растительных масел на приготовление строительных красок и дало возможность выпускать но вые виды долговечных и экономичных красочных составов. Хотя некоторые полимерные краски и лаки еще дороги, все же стоимость окраски 1 м2 поверхности полимерными составами, отнесенная к одному году эксплуатации, часто бывает ниже стоимости отделки другими строительными красками (известковыми и др.).
Широкое применение полимерных лаков и эмалей привело к почти полному отказу от импорта дорогих природных смол (шеллака, копалла, даммара), ввозимых из Индии и других стран. Прежде основным сырьем лакокрасочной промышленности являлись природные смолы и растительные масла.
Связующее вещество — главный компонент красочного состава, который определяет консистенцию краски, прочность, твердость и долговечность образующейся пленки. Связующее выбирают, учитывая и прочность его сцепления (адгезию) с основанием после затвердевания. Защитные свойства лакокрасочного покрытия по отношению к металлу, бетону или другому материалу зависят как от связующего, так и от примененного пигмента. Например, алюминиевый пигмент замедляет коррозию стали, в то время как малярная сажа ее ускоряет.
2. Пигменты
Пигменты представляют собой тонкие цветные порошки, нерастворимые в связующем веществе и растворителе. От них зависит не только цвет, но и долговечность лакокрасочного покрытия. Подобно заполнителю в строительных растворах и бетонах, пигмент уменьшает усадочные деформации пленки при ее твердении («высыхании») и при колебаниях влажности окружающей среды. Искусственные пигменты с большой красящей способностью разбавляют белым тонкодисперсным наполнителем, что удешевляет красочный состав.
Наполнители: мел, молотый известняк или гипс, порошки сернокислого бария или талька, не снижающие атмосферостойкости покрытия. Неорганические пигменты состоят из оксидов и солей металлов различного цвета.
Красочные составы, выпускаемые заводами, а также приготовляемые на месте строительных работ, содержат чаще всего неорганические пигменты. Органические пигменты — это малярная сажа, графит и синтетические красящие вещества, обладающие высокой красящей способностью. К ним относятся пигменты: желтый и оранжевый светопрочные, алый, голубой. Пигменты бывают природные (мел, охра, мумия, железный сурик, киноварь) и искусственные.
К искусственным пигментам, получаемым путем химической переработки сырья, относят белила, кроны, ультрамарин, малярную лазурь и др. Белые пигменты. К ним относятся белила, мел, известь, алюминиевая пудра. Титановые белила представляют собой тонкий порошок диоксида титана TiO2. Их считают лучшими из современных белил: они светостойки, обладают хорошей кроющей способностью, неядовиты. Применяют для изготовления масляных, эмалевых и других наружных и внутренних красок по металлу, дереву, штукатурке. Цинковые белила (в основном оксид цинка ZnO) светостойки, неядовиты. Однако, как и свинцовые белила, недостаточно стойки к действию щелочей.
Свинцовые белила — белый порошок основного карбоната свинца 2РbСО3 *Pb(ОН)2 . Вследствие токсичности их применяют редко. Темнеют при действии сероводорода, сернистого газа и других сернистых соединений. Поэтому свинцовые белила нельзя, например, смешивать с ультрамарином. Литопоновые белила, состоящие из осажденных ZnS и BaSO4 , на свету желтеют. В связи с чем их применяют в смеси с голубым пигментом лишь для внутренних покрасок. Мел широко используется как пигмент и наполнитель для разбеливания цветных пигментов. Чаще всего входит в состав клеевых окрасок помещений, силикатных красок, побелок потолков.
mirznanii.com
2.2 Технологический процесс получения лакокрасочных материалов. Лакокрасочные материалы: их состав, основы производства и ассортимент
Похожие главы из других работ:
Кислородно-конвертерный цех
4.2 Технологический процесс получения стали
На НТМК используется духлесс-процесс т.е. производство стали идет в 2 этапа: извлечение ванадиевого шлака и получение годного металла. Чугун поступает в конвертерный цех в чугуновозных ковшах из доменного цеха (печь-ковшей 4 шт….
Лакокрасочные материалы: их состав, основы производства и ассортимент
2. Технологический процесс производства лакокрасочных материалов
…
Лакокрасочные материалы: их состав, основы производства и ассортимент
2.1 Исходное сырье для получения лакокрасочных материалов
1. Связующие (пленкообразующие) вещества Связующими веществами в красочных составах являются следующие материалы: полимеры — в полимерных красках, лаках…
Лакокрасочные материалы: их состав, основы производства и ассортимент
2.3 Свойства лакокрасочных материалов
Свойства водоразбавляемых ЛКМ зависят от того, какие полимеры использовались в качестве связующего. Например, пленкообразователи на основе чистого акрила хорошо сохраняют свои свойства в условиях интенсивного ультрафиолетового облучения…
Лакокрасочные материалы: их состав, основы производства и ассортимент
3. Технологический процесс нанесения лакокрасочных материалов
Технологические процессы получения лакокрасочных покрытий разнообразны. Это связано с функциональным назначением окрашиваемого изделия, условиями его эксплуатации, характером окрашиваемой поверхности…
Лакокрасочные материалы: их состав, основы производства и ассортимент
5. Ассортимент лакокрасочных материалов
…
Лакокрасочные покрытия
2. Методы нанесения лакокрасочных материалов
Методы нанесения жидких и порошковых ЛКМ различны. Применяется несколько способов нанесения жидких ЛКМ: Ручной (кистью, шпателем, валиком) — для окраски крупногабаритных изделий (строительных сооружений, некоторых промышленных конструкций)…
Обоснование выбора технологического процесса изготовления детали «Ролик вала рулевой сошки» из марки стали 12ХНЗА
1.3 Технологический процесс получения изделий
Материалы, применяемые для изготовления корпуса рулевого механизма Корпус рулевого механизма изготавливается из алюминиевых сплавов, отличаются малой плотностью (до 3,0 г/см3), хорошими технологическими свойствами…
Проект сталеплавильного цеха Оскольского электрометаллургического комбината
1.3.3 Технологический процесс получения литой заготовки
В электросталеплавильном цехе используются следующие основные материалы: — металлизованные окатыши…
Процесс получения и область применения базальтового волокна
2.1 Технологический процесс получения базальтового волокна
До начала получения непрерывных базальтовых волокон на промышленной установке крупнофракционный базальтовый щебень дробится на щековой дробилке до необходимой фракции которая составляет 5-12 мм…
Сравнительный анализ известных технологий производства коллекторных полос из кадмиевой бронзы
3. Технологический процесс получения коллекторных полос прокаткой с волочением
Прокатка полос осуществляется чередованием прокатки на гладкой бочке с прокаткой в ребровом калибре. Такая схема обеспечивает возможность быстро и без длительной настройки переходить с одной позиции сортамента на другую…
Сравнительный анализ известных технологий производства коллекторных полос из кадмиевой бронзы
4. Технологический процесс получения коллекторных полос прессованием с волочением
Коллекторные полосы из кадмиевой бронзы получают волочением клиновидных заготовок, полученных прессованием квадратных заготовок. Операция прессования используется из-за низкой пластичности сплава БрКд1 в литом состоянии…
Технологические процессы окраски деталей
2.2 КЛАССИФИКАЦИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Лакокрасочные материалы, используемые в машиностроении(в том числе в авиастроении), в зависимости от состава и назначения классифицируют на лаки, грунтовки, шпатлевки и краски. ЛАКИ- прозрачные пленкообразователи…
Технологический процесс получения литой заготовки в песчаной форме
2.1 Технологический процесс получения литой заготовки в песчаной форме
В основу разработки технологии получения литой заготовки закладываются основные принципы: качество и экономичность. Литая заготовка должна быть качественной по структуре, механическим свойствам, химическому составу металла, иметь чистую…
Технология создания защитно-декоративного покрытия комода
2. Характеристика основных лакокрасочных материалов
В данной курсовой работе разрабатывается технология создания защитно-декоративного покрытия комода. Для каждого вида поверхностей могут применяться отдельные группы отделочных материалов. При создании защитно-декоративных покрытий…
prod.bobrodobro.ru
Производство лакокрасочных материалов
Основная часть выпускаемой лакокрасочной промышленностью продукции — это пигментированные лакокрасочные материалы. Они широко используются в таких отраслях промышленности, как машиностроение, радиоэлектроника, авиация и судостроение, промышленное и жилищное строительство, космическая-техника и производство товаров народного потребления и др Интенсивное развитие народного хозяйства вызывает необходимость увеличения объема производства пигментированных лакокрасочных материалов с улучшенными качественными показателями. Для решения этой проблемы необходимо знание теории и практики пигментирования лакокрасочных материалов.
В зависимости от того, для какого слоя лакокрасочного покрытия предназначены пигментированные материалы, их делят на эмали и краски (в том числе водоэмульсионные и порошковые), грунтовки, шпатлевки и т. п.
Эксплуатационные характеристики покрытий зависят от состава образующих их пигментированных лакокрасочных материалов. Поэтому последние различают и по назначению покрытий. Например, выпускают материалы для атмосферо-, водо-, химически стойких, специальных и других покрытий.
В соответствии с ГОСТ 9825—73 каждой марке пигментированного лакокрасочного материала присваивается буквенный и цифровой индекс. Буквенный индекс указывает на тип основного олигомера (полимера) в составе материала. Цифровой индекс более сложен. Первая цифра указывает иа назначение материала. Для эмалей и красок — это условия эксплуатации покрытий. Например, атмосферостойкие—1, водостойкие — 4, термостойкие — 8 и т. п. Для грунтовок первым в цифровом индексе стоит 0, для шпатлевок — 00. Остальные цифры в индексе обозначают номер рецептуры.
Например, глифталевая грунтовка, изготовленная по рецептуре № 20;. имеет индекс ГФ-020; эпоксидная атмосферостойкая эмаль, изготовленная по рецептуре № 40, имеет индекс ЭП-140; кремний органическая термостойкая эмаль, изготовленная по рецептуре № 11, имеет индекс КО-811 и т. д.
Все пигментированные лакокрасочные материалы делят на две группы: традиционные жидкие и порошковые.
Ниже будут рассмотрены их основные свойства, теоретические основы и технология получения.
Пигментированные лакокрасочные материалы представляют собой сложные многокомпонентные композиционные системы. В их состав входят: олигомеры (полимеры), пигменты и наполнители, растворители и разбавители, а также различные добавки специального назначения (сиккативы, пластификаторы,. ПАВ и др.). Свойства пигментированных лакокрасочных материалов и покрытий на их основе определяются главным образом свойствами олигомеров (полимеров) и пигментов, а также характером их физико-химического взаимодействия. Другие компоненты также могут оказывать существенное влияние на реологические свойства материалов, процессы их отверждения (образования покрытия) и эксплуатационные характеристики покрытия.
Пигментированные лакокрасочные материалы принято классифицировать по типу основного олигомера (полимера), входящего в его состав. Например, широко распространены глифталевые (ГФ), пентафталевые (ПФ), эпоксидные (ЭП), полиуретановые (УР), кремиийорганические (КО) и другие материалы.
Пигментированные материалы изготавливают на основании, как однофазных, так и двухфазных жидких пленкообразующих систем. К первым относятся растворы олигомеров в органических растворителях, олифы, и растворы природных соединений. Ко вторым водные и органодисперсии полимеров. Ниже в качестве примеров мы рассмотрим производство эмалей, и возможно водоэмульсионных красок.
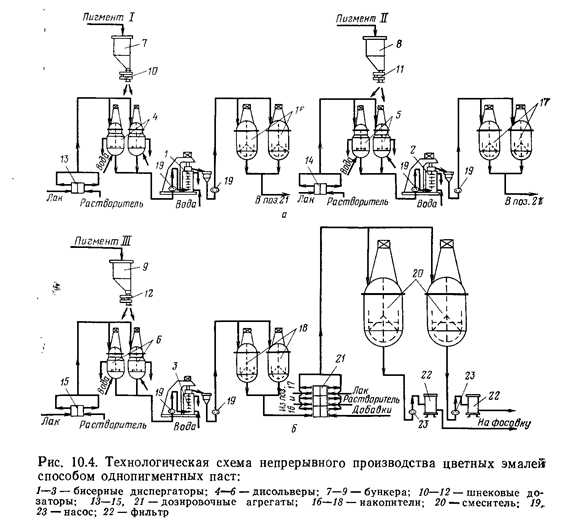
Каждый пигмент диспергируют в лаке в отдельности на бисерных дис-пергаторах /—3. На схеме их показано три, но ниогда требуется больше — ло числу пигментов, входящих в рецептуру. Приготовление пигментных паст производят на попеременно работающих быстроходных смесителях (дисоль-верах) —4, 5 и 6. Такая работа дисольверов обеспечивает непрерывную работу бисерной мельницы. В дисольверы пигменты подают нз бункеров 7, 8 и 9 шнековыми дозаторами 10—12. Растворитель и лак поступают в дисольверы через дозировочные агрегаты 13, 14 и 15. Готовую пасту собирают в накопителях 16 —18. Подача пасты в бисерные диспергаторы и в накопители осуществляется насосами 19. Составление эмали производят в смесителях 20. Отдельные компоненты эмали дозируют н подают в смеситель дозировочным агрегатом 21. Стандартизацию эмали проводят также в смесителях. Готовую эмаль очищают на фильтрах 22, через которые она прокачивается насосами 23, и направляют на фасовочный агрегат.
Основными операциями технологического процесса производства эмалей являются: смешение пигментов (наполнителей) с раствором олигомера (полимера), т.е. приготовление пигментной пасты; диспергирование пигментной пасты; составление эмали; очистка и фасовка эмали.
Приготовление пигментной пасты обычно проводится в специальных смесителях, выбор конструкции которых зависит от аппаратурного оформления операции диспергирования. Так, если диспергирование ведут на валковых краскотерочных машинах, то для приготовления пасты используют смесители-с z-образными или планетарными мешалками. В том случае, когда диспергирование проводят в бисерных диспергаторах, пасты готовят в быстроходных смесителях с дискозубчатымн мешалками (дисольверах). В случае же использования в качестве диспергаторов шаровых мельниц для приготовления* пасты нет необходимости использовать специальный смеситель: ее готовят непосредственно в шаровой мельнице.
При приготовлении пигментных паст используют полностью количество-пигментов и наполнителей, рассчитанное по рецептуре. Пленкообразующие вещества расходуются лишь частично.
После диспергирования к пигментной пасте добавляют оставшееся количество пленкообразователя и специальные добавки (сиккативы, пластификаторы и т. п.). Эта операция по существу и является процессом составления эмали. Затем эмаль стандартизируют (на производстве это называют «постановкой на тип») по вязкости и цвету добавлением растворителей и колеровочных паст.
Для того чтобы лакокрасочное покрытие имело красивый внешний вид эмаль не должна содержать даже единичных пигментных агрегатов, а также посторонних загрязнений (пыли, волосков, волокон и т. п.). Попадание этих веществ в покрытие приводит к снижению его защитных свойств, поэтому эмаль обязательно подвергается тщательной очистке на фильтрах или центрифугах.
Несмотря на то, что любой технологический процесс производства эмалей включает одни и те же основные операции, вести его можно различными способами.
По одному из них диспергированию в растворе полимера (лака) подвергается вся смесь пигментов, предусмотренная по рецептуре; при этом получается пигментная паста, соответствующая по цвету приготавливаемой эмали (способ цветных паст). По другому способу каждый пигмент (или смесь пигментов одного цвета) отдельно диспергируют в лаке, в результате чего получают разноцветные одиопигментные (или одноколерные) пасты, которые смешивают при составлении эмали (способ одиопигментных паст). По третьему способу вначале также получают однопигментные (или одноколерные) пасты, после чего их разбавляют (лаком, растворителем) до вязкости, близкой к вязкости готовой эмали, и только после этого смешивают в соотношениях, зависящих от цвета приготавливаемой эмали. Разбавленные одиопигментные (одноколерные) пасты обычно называют однопигментными полуфабрикатными эмалями. Этот способ используют редко, так как для его проведения требуется много вспомогательного оборудования.
В последнее время получил распространение еще один способ производства эмалей — на основе белых базовых эмалей. По этому способу вначале получают одноколериую белую эмаль (так называемую «базовую») и затем на ее основе готовят цветные эмали добавлением к ней колеровочных паст (концентрированных или разбавленных).
Производство эмалей способами однопигментиых паст и белых базовых эмалей обеспечивают более тонкую колеровку готового продукта по сравнению со способом, в котором предусмотрено диспергирование смесн всех пигментов в лаке. При применении этих методов повышаются производительность труда и коэффициент использования оборудования, а также облегчаются автоматизация процесса и переход от выпуска эмали одного цвета к другому. В наибольшей степени все эти преимущества проявляются при массовом производстве эмалей.
Выбор способа производства эмали в каждом конкретном случае должен производиться с учетом масштабов производства, ассортимента готовой продукций и требований к ее качеству.
Производство водоэмульсионных красок
Особенностью водоэмульсионных красок является то, что они содержат очень большое число добавок различного назначения. Например, для повышения морозоустойчивости в краски добавляют антифризы, для снижения пенообразования — пеногасители. Кроме того, в них вводят структурирующие и противокоррозионные добавки, антисептики, пластификаторы, эмульгаторы, стабилизаторы, диспергаторы и др.
Обычно изготавливают краски белого цвета. Для получения цветных красок к белым добавляют колеровочные однопигментные пасты. По аналогии с производством эмалей такой способ получения цветных красок можно назвать «способом белых базовых красок».
Технологический процесс производства водоэмульсионных красок включает следующие основные операции: приготовление водного полуфабриката; получение пигментной пасты на основе водного полуфабриката; диспергирование пигментной пасты; составление краски и ее стандартизация; очистка и фасовка готовой краски.
Приготовление водного полуфабриката проводят в смесителях. Используют деминерализованную (т. е. освобожденную от минеральных солей) воду. В ней растворяют эмульгаторы, стабилизаторы, структурирующие добавки, пеногасители, антиоксиданты и др. Полученный раствор используют для диспергирования пигментов и наполнителей. Для этой цели применяют, как правило, шаровые мельницы и бисерные диспергаторы.
mirznanii.com
Лакокрасочные материалы их состав основы производства и ассортимент
Содержание
Введение
1. Общая характеристика лакокрасочных материалов
2. Технологический процесс производства лакокрасочных материалов
2.1 Исходное сырье для получения лакокрасочных материалов
2.2 Технологический процесс получения лакокрасочных материалов
2.3 Свойства лакокрасочных материалов
3. Технологический процесс нанесения лакокрасочных материаллов
4. Свойства лакокрасочных покрытий
5. Ассортимент лакокрасочных материалов
5.1 Полимерные красочные составы
5.2 Лаки и эмалевые краски
5.3 Олифы и масляные краски
Выводы
Список литературы
Введение
В настоящее время на прилавках магазинов можно увидеть изобилие лакокрасочных изделий во всевозможных упаковках и самого разнообразного назначения. Уже практически не осталось таких поверхностей, для которых нельзя было бы подобрать определенный тип и марку лака и краски. Сейчас можно не только приобрести краску подходящего цвета, но и нужный оттенок с помощью автоматических колеровочных установок или готовых колеровочных паст. Давайте попытаемся разобраться, что же представляют собой лакокрасочные материалы.
Лакокрасочные материалы (ЛКМ) имеют две основные функции: декоративную и защитную. Они оберегают дерево от гниения, металл — от коррозии, образуют твердые защитные пленки, предохраняющие изделия от разрушающего влияния атмосферы и других воздействий и удлиняющие срок их службы, а также придают им красивый внешний вид. Лакокрасочные покрытия долговечны. Для их нанесения не требуется дополнительное, сложное оборудование, и они легче обновляются. Поэтому такие покрытия широко применяются как в быту, так и во всех отраслях промышленности, на транспорте и в строительстве.
Свойства лакокрасочных покрытий зависят не только от качества применяемых ЛКМ, но и от таких факторов, как способ подготовки поверхности к окраске, правильный выбор и соблюдение технологического режима окраски и сушки.
С каждым годом к ЛКМ и покрытиям на их основе предъявляются все более жесткие требования в связи с появлением новых технологий в промышленности, строительстве и формированием современных эстетических вкусов у потребителя. Это касается в равной степени как защитных, так и декоративных свойств покрытий, которые определяются физико-химическими показателями всех компонентов лакокрасочной рецептуры и, в первую очередь, пленкообразователя и пигмента. В значительной степени изменить свойства покрытий можно химической модификацией или введением другого (как правило, более высокого по стоимости) пленкообразователя, но это дорогой и трудоемкий путь.
Защитная и декоративная функции лакокрасочных материалов (ЛКМ) известны очень давно. С момента появления ЛКМ как они сами так и способы их нанесения постоянно совершенствуются. За последнее время ассортимент ЛКМ резко изменился: от натуральных красок постепенно перешли к материалам на синтетической основе, органоразбавляемым, с высоким сухим остатком, порошковым и т. д.
Цель работы заключалась в том, чтобы рассмотреть лакокрасочные материалы, их состав, основы производства и ассортимент.
Задания курсовой работы:
дать общую характеристику лакокрасочных материалов;
рассмотреть технологический процесс производства лакокрасочных материалов;
охарактеризовать технологический процесс нанесения лакокрасочных материалов;
рассмотреть свойства лакокрасочных покрытий;
проанализировать ассортимент лакокрасочных материалов.
1. Общая характеристика лакокрасочных материалов
Лакокрасочными материалами называют вязкожидкие составы, наносимые на поверхность конструкции тонким слоем, который через несколько часов отвердевает и образует пленку, прочно сцепляющуюся с основанием. К лакокрасочным материалам относятся: 1) грунтовки и шпаклевки для подготовки поверхности к окраске; нанося их, получают однородные и ровные поверхности; 2) красочные составы (краски), применяемые в вязко-жидком или пастообразном виде, образующие покрытия нужного цвета; 3) связующие вещества и пигменты, из которых изготовляют красочные составы; 4) лаки, создающие пленку, отличающуюся блеском; 5) растворители и разжижители лаков и красок; 6) пластификаторы, отвердители полимерных красок и другие специальные добавки.
Лакокрасочные материалы применяют для архитектурной отделки фасадов зданий, они придают помещениям красивый вид, создают в них необходимые санитарно-гигиенические условия. Нередко лакокрасочные материалы помогают предохранить материал конструкции от разрушительных воздействий среды.
Отделочный слой фасада здания первый встречает действие дождя, ветра, агрессивных газов, содержащихся в воздухе, изменения температуры среды. Придавая лакокрасочному покрытию водоотталкивающие свойства и эластичность, можно значительно увеличить срок безремонтной службы самой отделки, повысить долговечность конструкции и улучшить эксплуатационные качества зданий.
Все шире применяют лакокрасочные материалы специального назначения. Одни из них являются химически стойкими, ими покрывают металлические и железобетонные конструкции для предохранения от коррозии, другие необходимы для защиты древесины (антисептические и огнезащитные краски для дерева).
Имеются жароупорные лаки, которыми окрашивают промышленное оборудование. Санитарно-техническое оборудование, металлические трубопроводы также нуждаются в защитной окраске.
Лакокрасочная промышленность выпускает в основном готовые материалы, перед их употреблением добавляют лишь растворители или разбавители. Сборные конструкции и детали должны поступать с заводов на строительство с полной готовностью, т. е. в окончательно отделанном виде. Для этого на заводах сборных строительных конструкций предусматривается конвейерная линия отделки элементов.
2. Технологический процесс производства лакокрасочных материалов
2.1 Исходное сырье для получения лакокрасочных материалов
1. Связующие (пленкообразующие) вещества
Связующими веществами в красочных составах являются следующие материалы: полимеры — в полимерных красках, лаках, эмалях; каучуки — в каучуковых красках; производные целлюлозы — в нитролаках; олифы — в масляных красках; клеи (животный и казеиновый) — в клеевых красках; неорганические вяжущие вещества — в цементных, известковых, силикатных красках.
Полимеры применяют в красках и лаках вместе с растворителем, а также в сочетании с олифой или цементом (полимерцементные красочные составы). Применение синтетических полимеров значительно сократило расход растительных масел на приготовление строительных красок и дало возможность выпускать но вые виды долговечных и экономичных красочных составов. Хотя некоторые полимерные краски и лаки еще дороги, все же стоимость окраски 1 м2 поверхности полимерными составами, отнесенная к одному году эксплуатации, часто бывает ниже стоимости отделки другими строительными красками (известковыми и др.).
Широкое применение полимерных лаков и эмалей привело к почти полному отказу от импорта дорогих природных смол (шеллака, копалла, даммара), ввозимых из Индии и других стран. Прежде основным сырьем лакокрасочной промышленности являлись природные смолы и растительные масла.
Связующее вещество — главный компонент красочного состава, который определяет консистенцию краски, прочность, твердость и долговечность образующейся пленки. Связующее выбирают, учитывая и прочность его сцепления (адгезию) с основанием после затвердевания. Защитные свойства лакокрасочного покрытия по отношению к металлу, бетону или другому материалу зависят как от связующего, так и от примененного пигмента. Например, алюминиевый пигмент замедляет коррозию стали, в то время как малярная сажа ее ускоряет.
coolreferat.com
Производство лакокрасочных материалов
Введение
Основная часть выпускаемой лакокрасочной промышленностью продукции — это пигментированные лакокрасочные материалы. Они широко используются в таких отраслях промышленности, как машиностроение, радиоэлектроника, авиация и судостроение, промышленное и жилищное строительство, космическая-техника и производство товаров народного потребления и др Интенсивное развитие народного хозяйства вызывает необходимость увеличения объема производства пигментированных лакокрасочных материалов с улучшенными качественными показателями. Для решения этой проблемы необходимо знание теории и практики пигментирования лакокрасочных материалов.
В зависимости от того, для какого слоя лакокрасочного покрытия предназначены пигментированные материалы, их делят на эмали и краски (в том числе водоэмульсионные и порошковые), грунтовки, шпатлевки и т. п.
Эксплуатационные характеристики покрытий зависят от состава образующих их пигментированных лакокрасочных материалов. Поэтому последние различают и по назначению покрытий. Например, выпускают материалы для атмосферо-, водо-, химически стойких, специальных и других покрытий.
В соответствии с ГОСТ 9825—73 каждой марке пигментированного лакокрасочного материала присваивается буквенный и цифровой индекс. Буквенный индекс указывает на тип основного олигомера (полимера) в составе материала. Цифровой индекс более сложен. Первая цифра указывает иа назначение материала. Для эмалей и красок — это условия эксплуатации покрытий. Например, атмосферостойкие—1, водостойкие — 4, термостойкие — 8 и т. п. Для грунтовок первым в цифровом индексе стоит 0, для шпатлевок — 00. Остальные цифры в индексе обозначают номер рецептуры.
Например, глифталевая грунтовка, изготовленная по рецептуре № 20;. имеет индекс ГФ-020; эпоксидная атмосферостойкая эмаль, изготовленная по рецептуре № 40, имеет индекс ЭП-140; кремний органическая термостойкая эмаль, изготовленная по рецептуре № 11, имеет индекс КО-811 и т. д.
Все пигментированные лакокрасочные материалы делят на две группы: традиционные жидкие и порошковые.
Ниже будут рассмотрены их основные свойства, теоретические основы и технология получения.
Описание технологической схемы
Пигментированные лакокрасочные материалы представляют собой сложные многокомпонентные композиционные системы. В их состав входят: олигомеры (полимеры), пигменты и наполнители, растворители и разбавители, а также различные добавки специального назначения (сиккативы, пластификаторы,. ПАВ и др.). Свойства пигментированных лакокрасочных материалов и покрытий на их основе определяются главным образом свойствами олигомеров (полимеров) и пигментов, а также характером их физико-химического взаимодействия. Другие компоненты также могут оказывать существенное влияние на реологические свойства материалов, процессы их отверждения (образования покрытия) и эксплуатационные характеристики покрытия.
Пигментированные лакокрасочные материалы принято классифицировать по типу основного олигомера (полимера), входящего в его состав. Например, широко распространены глифталевые (ГФ), пентафталевые (ПФ), эпоксидные (ЭП), полиуретановые (УР), кремиийорганические (КО) и другие материалы.
Пигментированные материалы изготавливают на основании, как однофазных, так и двухфазных жидких пленкообразующих систем. К первым относятся растворы олигомеров в органических растворителях, олифы, и растворы природных соединений. Ко вторым водные и органодисперсии полимеров. Ниже в качестве примеров мы рассмотрим производство эмалей, и возможно водоэмульсионных красок.
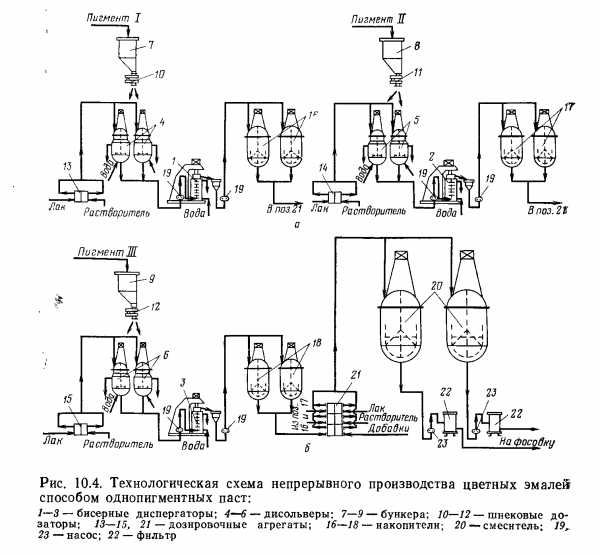
Каждый пигмент диспергируют в лаке в отдельности на бисерных дис-пергаторах /—3. На схеме их показано три, но ниогда требуется больше — ло числу пигментов, входящих в рецептуру. Приготовление пигментных паст производят на попеременно работающих быстроходных смесителях (дисоль-верах) —4, 5 и 6. Такая работа дисольверов обеспечивает непрерывную работу бисерной мельницы. В дисольверы пигменты подают нз бункеров 7, 8 и 9 шнековыми дозаторами 10—12. Растворитель и лак поступают в дисольверы через дозировочные агрегаты 13, 14 и 15. Готовую пасту собирают в накопителях 16—18. Подача пасты в бисерные диспергаторы и в накопители осуществляется насосами 19. Составление эмали производят в смесителях 20. Отдельные компоненты эмали дозируют н подают в смеситель дозировочным агрегатом 21. Стандартизацию эмали проводят также в смесителях. Готовую эмаль очищают на фильтрах 22, через которые она прокачивается насосами 23, и направляют на фасовочный агрегат.
Основными операциями технологического процесса производства эмалей являются: смешение пигментов (наполнителей) с раствором олигомера (полимера), т.е. приготовление пигментной пасты; диспергирование пигментной пасты; составление эмали; очистка и фасовка эмали.
Приготовление пигментной пасты обычно проводится в специальных смесителях, выбор конструкции которых зависит от аппаратурного оформления операции диспергирования. Так, если диспергирование ведут на валковых краскотерочных машинах, то для приготовления пасты используют смесители-с z-образными или планетарными мешалками. В том случае, когда диспергирование проводят в бисерных диспергаторах, пасты готовят в быстроходных смесителях с дискозубчатымн мешалками (дисольверах). В случае же использования в качестве диспергаторов шаровых мельниц для приготовления* пасты нет необходимости использовать специальный смеситель: ее готовят непосредственно в шаровой мельнице.
При приготовлении пигментных паст используют полностью количество-пигментов и наполнителей, рассчитанное по рецептуре. Пленкообразующие вещества расходуются лишь частично.
После диспергирования к пигментной пасте добавляют оставшееся количество пленкообразователя и специальные добавки (сиккативы, пластификаторы и т. п.). Эта операция по существу и является процессом составления эмали. Затем эмаль стандартизируют (на производстве это называют «постановкой на тип») по вязкости и цвету добавлением растворителей и колеровочных паст.
Для того чтобы лакокрасочное покрытие имело красивый внешний вид эмаль не должна содержать даже единичных пигментных агрегатов, а также посторонних загрязнений (пыли, волосков, волокон и т. п.). Попадание этих веществ в покрытие приводит к снижению его защитных свойств, поэтому эмаль обязательно подвергается тщательной очистке на фильтрах или центрифугах.
Несмотря на то, что любой технологический процесс производства эмалей включает одни и те же основные операции, вести его можно различными способами.
По одному из них диспергированию в растворе полимера (лака) подвергается вся смесь пигментов, предусмотренная по рецептуре; при этом получается пигментная паста, соответствующая по цвету приготавливаемой эмали (способ цветных паст). По другому способу каждый пигмент (или смесь пигментов одного цвета) отдельно диспергируют в лаке, в результате чего получают разноцветные одиопигментные (или одноколерные) пасты, которые смешивают при составлении эмали (способ одиопигментных паст). По третьему способу вначале также получают однопигментные (или одноколерные) пасты, после чего их разбавляют (лаком, растворителем) до вязкости, близкой к вязкости готовой эмали, и только после этого смешивают в соотношениях, зависящих от цвета приготавливаемой эмали. Разбавленные одиопигментные (одноколерные) пасты обычно называют однопигментными полуфабрикатными эмалями. Этот способ используют редко, так как для его проведения требуется много вспомогательного оборудования.
В последнее время получил распространение еще один способ производства эмалей — на основе белых базовых эмалей. По этому способу вначале получают одноколериую белую эмаль (так называемую «базовую») и затем на ее основе готовят цветные эмали добавлением к ней колеровочных паст (концентрированных или разбавленных).
Производство эмалей способами однопигментиых паст и белых базовых эмалей обеспечивают более тонкую колеровку готового продукта по сравнению со способом, в котором предусмотрено диспергирование смесн всех пигментов в лаке. При применении этих методов повышаются производительность труда и коэффициент использования оборудования, а также облегчаются автоматизация процесса и переход от выпуска эмали одного цвета к другому. В наибольшей степени все эти преимущества проявляются при массовом производстве эмалей.
Выбор способа производства эмали в каждом конкретном случае должен производиться с учетом масштабов производства, ассортимента готовой продукций и требований к ее качеству.
Производство водоэмульсионных красок
Особенностью водоэмульсионных красок является то, что они содержат очень большое число добавок различного назначения. Например, для повышения морозоустойчивости в краски добавляют антифризы, для снижения пенообразования — пеногасители. Кроме того, в них вводят структурирующие и противокоррозионные добавки, антисептики, пластификаторы, эмульгаторы, стабилизаторы, диспергаторы и др.
Обычно изготавливают краски белого цвета. Для получения цветных красок к белым добавляют колеровочные однопигментные пасты. По аналогии с производством эмалей такой способ получения цветных красок можно назвать «способом белых базовых красок».
Технологический процесс производства водоэмульсионных красок включает следующие основные операции: приготовление водного полуфабриката; получение пигментной пасты на основе водного полуфабриката; диспергирование пигментной пасты; составление краски и ее стандартизация; очистка и фасовка готовой краски.
Приготовление водного полуфабриката проводят в смесителях. Используют деминерализованную (т. е. освобожденную от минеральных солей) воду. В ней растворяют эмульгаторы, стабилизаторы, структурирующие добавки, пеногасители, антиоксиданты и др. Полученный раствор используют для диспергирования пигментов и наполнителей. Для этой цели применяют, как правило, шаровые мельницы и бисерные диспергаторы.
При составлении краски пигментную пасту совмещают в смесителе при умеренном перемешивании с эмульсией полимера, добавляют пластификатор, антифриз и другие необходимые добавки. Готовую краску очищают фильтрованием через сетчатые фильтры и фасуют. Технологическая схема производства водоэмульсионных красок принципиально не отличается от рассмотренных схем производства эмалей.
Описание основного оборудования
Основной, наиболее сложной и энергоемкой стадией получения красок является диспергирование пигментов в пленкообразователях и их растворах.
Краски представляют собой суспензии или пасты дисперсной фазы (пигменты, наполнители), диспергированной в дисперсионной среде (пленкообразователи их растворы, часто содержащие вспомогательные вещества) с регламентированным верхним пределом крупности частиц полидисперсионной системы.
coolreferat.com
Технологическая схема лакокрасочного производства — страница 5
 4 Технологический процесс производства лакокрасочных
4 Технологический процесс производства лакокрасочных
 4 Технологический процесс производства лакокрасочных
4 Технологический процесс производства лакокрасочныхматериалов.
4.1.Исходное сырье для получения лакокрасочных материалов.
Связующие (пленкообразующие) вещества.
Связующими веществами в красочных составах являются следующие материалы: полимеры — в полимерных красках, лаках, эмалях; каучуки — в каучуковых красках; производные целлюлозы — в нитролаках; олифы — в масляных красках; клеи (животный и казеиновый) — в клеевых красках; неорганические вяжущие вещества — в цементных, известковых, силикатных красках.
Полимеры применяют в красках и лаках вместе с растворителем, а также в сочетании с олифой или цементом (полимерцементные красочные составы). Применение синтетических полимеров значительно сократило расход растительных масел на приготовление строительных красок и дало возможность выпускать новые виды долговечных и экономичных красочных составов. Широкое применение полимерных лаков и эмалей привело к почти полному отказу от импорта дорогих природных смол (шеллака, копалла, даммара).
Связующее вещество — главный компонент красочного состава, который определяет консистенцию краски, прочность, твердость и долговечность образующейся пленки. Связующее выбирают, учитывая и прочность его сцепления (адгезию) с основанием после затвердевания.
Пигменты.
Пигменты представляют собой тонкие цветные порошки, нерастворимые в связующем веществе и растворителе. От них зависит не только цвет, но и долговечность лакокрасочного покрытия. Подобно заполнителю в строительных растворах и бетонах, пигмент уменьшает усадочные деформации пленки при ее твердении («высыхании») и при колебаниях влажности окружающей среды. Искусственные пигменты с большой красящей способностью разбавляют белым тонкодисперсным наполнителем, что удешевляет красочный состав.
Наполнители: мел, молотый известняк или гипс, порошки сернокислого бария или талька, не снижающие атмосферостойкости покрытия.
Неорганические пигменты состоят из оксидов и солей металлов различного цвета. Красочные составы, выпускаемые заводами, а также приготовляемые на месте строительных работ, содержат чаще всего неорганические пигменты.
Пигменты бывают природные (мел, охра, мумия, железный сурик, киноварь) и искусственные. К искусственным пигментам, получаемым путем  химической переработки сырья, относят белила, кроны, ультрамарин, малярную лазурь и др.
химической переработки сырья, относят белила, кроны, ультрамарин, малярную лазурь и др.
Красящая способность — это свойство пигмента передавать свой цвет белому пигменту. Маслоемкость характеризуется количеством (в г) олифы, необходимым для превращения 100 г пигмента в пастообразное состояние. Светостойкость — свойство сохранять свой цвет при действии ультрафиолетовых лучей. Большинство природных пигментов (охра, железный сурик и др.) светостойки.
Литопоновые белила желтеют на свету, некоторые органические пигменты обесцвечиваются. Атмосферостойкость — свойство длительное время противостоять воздействию атмосферных факторов: воды, кислорода воздуха, сернистых и других газов, попе ременному увлажнению и высыханию, нагреванию и охлаждению.
Антикоррозионные свойства характеризуют способность пигмента (в сочетании с соответствующим связующим) образовать покрытие, защищающее сталь от коррозии (анодная защита). При окраске стальных конструкций следует использовать антикоррозионные пигменты. К числу таких пигментов относятся, например, алюминиевая пудра, цинковые белила, цинковые и свинцовые кроны, свинцовый и железный сурик.
4.2. Технологический процесс получения лакокрасочных материалов.
Общий метод получения смол заключается во взаимодействии многоосновных органических кислот с многоатомными спиртами при высокой температуре.
Синтез лаков производится азеотропным методом, обеспечивающим высокое качество продукции при минимальных потерях сырья и минимальном количестве отходов и загрязнений, образующихся в процессе синтеза.
Объём производства установок регламентируется объемом базового аппарата синтеза от 3,2 до 32 м3.
Наиболее часто применяемая установка с объёмом реактора 6,3м3 позволяет получать около 3000 тонн 50% лака в год при 300 рабочих днях.
Состав установки:
• Реактор синтеза 3,2 м3; 5,0 м3; 6,3 м3; 9,4 м3; 12 м3; 16 м3; 25 м3; 32м3.
Рабочая температура t°С — до 350. Приводная система обеспечивает
эффективный съём тепла со стенок сосуда, что даёт возможность избегать пригорания продукта. Рубашка специальной конструкции для интенсивного теплообмена.
• Азеотропная система позволяет эффективно отводить реакционную воду из процесса (в состав входят каплеотбойники, теплообменники).
• Очистка выбросов производится методом низкотемпературной конденсации в «экологическом теплообменнике».
 • Система нагрева — применяется жидкостной высокотемпературный органический теплоноситель (ВОТ) Термолан, Терминол 66, Паратерм, масло Shell, и пр. для нагрева аппарата в процессе проведения синтеза до t°С — 350. Обеспечивает мягкий нагрев .
• Система нагрева — применяется жидкостной высокотемпературный органический теплоноситель (ВОТ) Термолан, Терминол 66, Паратерм, масло Shell, и пр. для нагрева аппарата в процессе проведения синтеза до t°С — 350. Обеспечивает мягкий нагрев .
Комплектуется электронагревателями, запорной арматурой, высокотемпературными насосами, буферными ёмкостями, аварийными ёмкостями, смотровыми фонарями и т.п.
• Система деаэрации теплоносителя – производит отвод абгазов из системы нагрева аппарата синтеза и нагревателя, и позволяет значительно увеличить срок службы теплоносителя, предотвращает опасность образования эмульсии, защищает насос от кавитации.
• Аппарат усреднитель (смеситель) – адаптирует смолу к необходимому уровню концентрации. Имеет двойной объём реактора синтеза.
Цветность получаемого пентафталевого лака до 10 единиц по йодометрической шкале.
Пример установок для получения смол представлен на рисунке 4.
Установки для получения смол — Рисунок.4.
Ориентировочные энергетические затраты на получение 1 тонны лака ПФ-060:
1. вода оборот, м3 — 90
2. вода хозпитьевая, м3 — 0,7
3. азот, нм3 — 12
4. вода обессоленная, м3 — 0,02
5. воздух технологический, нм3 – 12.
4.3. Свойства лакокрасочных материалов.
Свойства водоразбавляемых ЛКМ зависят от того, какие полимеры использовались в качестве связующего. Например, пленкообразователи на основе чистого акрила хорошо сохраняют свои свойства в условиях
интенсивного ультрафиолетового облучения, что позволяет изготавливать на их основе краски для наружного применения, превосходящие по атмосферостойкости алкидные лакокрасочные материалы аналогичного назначения. Широкий выбор пленкообразующих для латексных красок позволяет создавать на их основе ЛКМ различного назначения, отличающиеся простотой применения и быстрым высыханием, а отсутствие летучих разбавителей дает возможность отнести эти составы к категории экологически чистых материалов.
На упаковке продукта состав связующего, как правило, не указывается (солидные фирмы иногда приводят минимальную информацию в прилагаемых листовках-инструкциях), но конечного потребителя этот вопрос интересовать не должен. При покупке краски гораздо важнее выяснить ее преимущественное назначение применительно к условиям эксплуатации.
Покрытие, образующееся после высыхания краски, выполняет защитно-декоративные функции. Проще говоря, оно должно скрыть под собой поверхность основания (укрывистость), защитить ее от возможных механических воздействий (стойкость) и обеспечить необходимый уровень визуального комфорта (декоративность). Именно эти свойства и определяют пригодность краски для эксплуатации в тех или иных условиях.
Укрывистость — одна из важнейших характеристик материала, позволяющая объективно сравнивать потребительские свойства разных красок.
Нередко на упаковке с краской указывается не укрывистость, а расход (м2/п, м2/кг или даже г/м;). Этот параметр является существенно менее определенным, поскольку сильно варьируется в зависимости от свойств поверхности, на которую наносится краска.
продолжение
coolreferat.com
Лакокрасочные материалы. Общие сведения. — ТехЛиб СПБ УВТ

Лакокрасочные материалы используют для приготовления красочных составов, которые в вязко-жидком состоянии наносят тонкими слоями (60…500 мкм) на поверхность отделываемой конструкции (бетон, дерево, металл). В результате отвердевания красочных составов образуется твердая цветная пленка, которая прочно сцепляется с отделываемой поверхностью (основанием) и называется лакокрасочным или малярным покрытием.
Такие покрытия дают возможность защитить материал конструкций от вредного воздействия окружающей среды и, следовательно, повысить их долговечность; получить архитектурно-художественный эффект; улучшить санитарно-гигиенические условия в помещениях. Некоторые лакокрасочные покрытия имеют специальное назначение (например, антисептические и огнезащитные краски для дерева). Чаще всего лакокрасочные покрытия служат одновременно для нескольких целей.
Лакокрасочные покрытия обычно состоят из грунтовочного, подмазочного, шпаклевочного и окрасочного слоев, каждый из которых имеет свое особое назначение. Основным назначением грунтовочного слоя является улучшение сцепления последующих слоев с основанием. Подмазочные слои служат для заполнения сравнительно крупных углублений на поверхности основания. Шпаклевочный слой предназначен для выравнивания поверхности. Один или несколько окрасочных слоев создают тонкую пленку заданного цвета. В зависимости от характера основания и назначения окраски некоторых слоев может и не быть, но всегда есть красочный слой (слои).
Основными компонентами лакокрасочных составов являются пигменты и связующие вещества, кроме них в лакокрасочные составы могут входить наполнители, растворители и разбавители.
Краски — это более общее, неточное название цветных веществ (пигментов, красителей). В виде красок выступают суспензии из пигментов в плёнкообразующих веществах и применяются в качестве защитных и декоративных покрытий, а также изобразительном искусстве. Они содержат наполнители, растворители, пластификаторы,отвердители.
Самое первое красящее вещество, которое было применено как краситель — сажа. Мел и охры стали известны около 30 тыс. лет назад. Примерно б тыс. лет назад художники начали применять в качестве пигментов малахит, лазурит и киноварь. В V в. до н. э. к ним добавились также свинцовые белила, сурик, глёт. Первоначально рисунки создавались только с помощью пигментов — мелко истолчённых твёрдых окрашенных веществ. Позднее в их состав стали вводить связующие вещества (кровь животных, яичный желток) — так получили краски. До наших дней дошли изображения, возраст которых исчисляется сотнями, а то и тысячами лет — и всё это благодаря долговечности минеральных красок. Обширную группу природных пигментов составляют охры (от греч. «охрос» — «бледный», «желтоватый»).
Химический состав краски включает гидратированные (включающих в химическом составе воду) оксиды железа (Fe2O3•Н2O; Fe2O3•3Н2О). При прокаливании охра теряет кристаллизационную воду, и пигмент превращается в красящее вещество красного оттенка. В наше время охры используются в производстве резины, цемента, бумаги, пластмассы, однако их постепенно вытесняют синтетические жёлтые железооксидные пигменты.
Если в состав краски входят минералы, содержащие оксиды марганца, то получаемое красящее вещество имеет коричневый цвет (вспомните, когда долго постоит марганцовка, то постепенно раствор становится коричневатым из-за наличия оксида марганца MnO2). Такие пигменты называются умброй. Пигмент тёмно-красного цвета — железный сурик — это оксид железа (III) с примесями силиката алюминия и кварца. Сурик — пигмент универсальный, устойчивый к свету, поэтому он широко используется для окраски деревянных и металлических предметов, а также цемента.
В древние времена природный минерал синего цвета лазурит (или ляпис-лазурь) Na3Ca[AlSiO4]3S ценился дороже золота. Краска из этого истолчённого в мелкий порошок камня называлась ультрамарином. Позднее сплавлением каолина с карбонатом натрия и серой (или сульфатом натрия и углём) стали получать искусственный ультрамарин. Химический состав краски «ультрамарин»: Na8Al6Si6O24S.
Другая известная минеральная краска синтетического происхождения — «прусская лазурь» K[FeIIFeIII(CN)6], впервые полученная в 1704 г.
В качестве зелёного пигмента долго использовалась так называемая богемская земля — минерал авгит (Ca, Na) (Mg, Fe2+, Fe3+, Al, Ti) [(Si, Al)2O6]. Затем стали готовить краски на основе оксида хрома(Ш) и его гидрата. С открытием в 30-х гг. XX в. фталоцианинов хромовые красители были почти вытеснены ими. Белые пигменты составляют более 60 % всех современных красящих веществ. Их применяют для изготовления лакокрасочных материалов не только белого, но и других цветов, а также в производстве пластмасс, бумаги, строительных материалов, керамики и др.
В древности широко применялись свинцовые белила — основной карбонат свинца 2PbСО3•Pb(ОН)2. На протяжении многих веков люди ничего не знали о токсичности свинца, поэтому свинцовые белила входили в состав даже некоторых косметических средств. Сейчас свинцовые белила практически полностью заменены диоксидом титана, цинковыми белилами (оксидом цинка), литопоном (смесью сульфида цинка и сульфата бария). В художественных красках могут использоваться также пигменты, не имеющие широкого распространения из-за высокой стоимости (кобальтовые краски) либо из-за токсичности (например, сульфиды кадмия и ртути). При смешивании пигментов с растительными клеями (пшеничным крахмалом, декстрином и др.) получают акварели (от лат. aqua — «вода») — краски, разводимые водой. Если в пигментно-клеевую смесь добавить белила, красочный слой будет более плотным. Такие краски называются гуашью (от ит. guazzo — «водяная краска»).
На основе растительных масел или синтетических смол готовят масляные краски. Помимо минеральных красок в древности широко применялись краски растительного и животного происхождения. Они обладают большим количеством оттенков, но гораздо менее долговечны. В качестве красителей издавна использовались сок крушины, шафрана, черники, резеды, вытяжки из коры дуба, ольхи.
Любимую краску древнеримской знати — пурпур добывали из желёз средиземноморского моллюска иглянки. Улиток измельчали и полученным соком пропитывали ткань. На воздухе этот сок приобретал пурпурный цвет. Правда, одежды из ткани такого цвета были доступны лишь патрициям: для получения 1 г красителя требовалось переработать более 8 тыс. моллюсков. Высоко ценили также карминовый краситель (кошениль) извлекаемый из червеца карминоносного. 200 тыс. жучков давали всего лишь 1 г красящего вещества. Из Индии в Европу попал другой краситель — индиго. Первоначально его получали из листьев индигоферы. Из 100 кг листьев выходило 3 кг индиго.
В середине XIX удалось синтезировать «анилиновый красный», или фуксин (от названия красных цветков фуксии). При нагревании в запаянной трубке анилина C6H5Nh3 с дихлорэтаном СН2Cl—СН2Сl получилось вещество красного цвета, окрашивающее шелк и шерсть.
Тогда же было получено красновато-фиолетовое вещество, позднее названное мовеином (от фр. mauve — «мальва») за сходство с окраской цветов мальвы. Промышленное производство мовеина стало началом развития анилинокрасочной промышленности.
После открытия английским химиком Петером Гриссом в 1857 г. реакции диазотирования началось производство азокрасителей — самого многочисленного класса органических красителей. Грисс обнаружил, что при обработке ароматических аминов азотистой кислотой образуется неустойчивая диазониевая соль, а в результате её взаимодействия с некоторыми соединениями (фенолами, ароматическими аминами) появляются окрашенные продукты: однако, несмотря на впечатляющие успехи промышленного синтеза красителей, индиго всё ещё получали традиционным способом — из растительного сырья.
В 1866 г. к изучению «короля красителей» приступил Адольф Байер. Ему удалось установить молекулярное строение этого вещества и в 80-х гг. наладить его лабораторный синтез. И лишь в конце 90-х гг. XIX в. было начато промышленное производство индиго.
К началу XX в. было получено более 1200 синтетических органических красителей. К сожалению, их производство и в наши дни остаётся одним из самых загрязняющих окружающую среду, поэтому сейчас исследовательские работы в этой области направлены не на поиск новых красящих веществ, а на усовершенствование уже известных технологий.
Состав современных красок сложный. Помимо красящего пигмента и плёнкообразующего вещества в состав краски могут входить растворители, разбавители, сиккативы (вещества, ускоряющие высыхание лакокрасочных материалов) и другие вспомогательные компоненты. В зависимости от типа плёнкообразующего вещества краски делятся не следующие: масляные краски, эмалевые краски, эмульсионные краски и порошковые краски.
Лакокрасочные материалы (ЛКМ) — составы (преимущественно жидкие или пастообразные), которые после нанесения тонким слоем на твердую подложку высыхают с образованием твердой пленки — лакокрасочного покрытия. Основными лакокрасочными товарами являются олифы, лаки и красочные составы (краски).
Исходными материалами для приготовления олиф, лаков и красок служат растительные масла, синтетические и естественные смолы, сиккативы, растворители и разбавители (разжижители), пластификаторы и пигменты. Некоторые из этих материалов (сиккативы, растворители и разбавители, частично и пигменты) наряду с олифами, лаками и красками также поступают в продажу и служат в основном для корректировки состава и свойств уже готовых лакокрасочных товаров.
Лакокрасочное покрытие — покрытие, которое образуется в результате плёнкообразования (высыхания) лакокрасочных материалов, нанесённых на поверхность изделий. Основное назначение лакокрасочных покрытий — защита материалов от разрушения (например, металлов — от коррозии, дерева — от гниения) и декоративная отделка изделий. Существуют также лакокрасочные покрытия специального назначения — электроизоляционные, флуоресцентные, термоиндикаторные, термостойкие, бензо- и маслостойкие и др.
Свойства лакокрасочного покрытия определяются составом лакокрасочных материалов (типом плёнкообразующих веществ, пигментов и др.), а также структурой покрытий, которые в большинстве случаев состоят из нескольких слоев. Важнейшие требования к лакокрасочным покрытиям — прочное сцепление (адгезия) отдельных слоев друг с другом, а нижнего слоя — также и с подложкой, твёрдость, прочность при изгибе и ударе, влагонепроницаемость, атмосферостойкость, комплекс декоративных свойств (прозрачность или укрывистость, цвет, степень блеска, узор и др.).
При нанесении лакокрасочного покрытия на поверхность большое значение имеет его вязкость. Условную вязкость определяют вискозиметром. Условной вязкостью лакокрасочных материалов называют время непрерывного истечения в секундах определенного объема материала через калиброванное сопло.
Важнейшим технологическим показателем является укрывистость лакокрасочного материала, характеризующая расход лакокрасочного материала на 1 м2 окрашиваемой поверхности. Значение этого показателя определяет равномерность нанесения слоя лакокрасочного материала, что обуславливает его экономическую эффективность.
Укрывистость зависит от оптических свойств пигмента, его дисперсности и объемной концентрации в связующем, а также степени дисперсности лакокрасочного материала. Существенное влияние на укрывистость оказывают также химический состав и цвет пленкообразующего, физико-химические свойства связующего, тип растворителя и др. Однако главным образом укрывистость обусловлена оптическими явлениями, протекающими в пленке.
Покрытие, образующееся после высыхания краски, выполняет защитно-декоративные функции. Проще говоря, оно должно скрыть под собой поверхность основания (укрывистость), защитить ее от возможных механических воздействий (стойкость) и обеспечить необходимый уровень визуального комфорта (декоративность). Именно эти свойства и определяют пригодность краски для эксплуатации в тех или иных условиях.
Укрывистость — одна из важнейших характеристик материала, позволяющая объективно сравнивать потребительские свойства разных красок. Продукция большинства западноевропейских фирм соответствует международному стандарту ISO 6504/1, согласно которому под укрывистостью подразумевается площадь, которую можно покрыть одним литром краски (м2/л). При этом краска должна на 98% укрывать подложку, окрашенную черными и белыми полосами или квадратами. Чем руководствуются производители из третьих стран, определяя укрывистость своей продукции, в точности неизвестно.
Нередко на упаковке с краской указывается не укрывистость, а расход (м2/п, м2/кг или даже г/м;). Этот параметр является существенно менее определенным, поскольку сильно варьируется в зависимости от свойств поверхности, на которую наносится краска. По этой причине относиться к цифрам, приведенным на упаковке, следует с известной осторожностью. Например, одна и та же краска, имеющая укрывистость 10-13 м2/л (ISO 6504/1) может обеспечивать расход по ранее окрашенной поверхности 10-12 м2/п, по зашпаклеванной поверхности 7-9 м2/л, а по оштукатуренной поверхности 3-5 м2/л. Технология нанесения, применяемый малярный инструмент и квалификация исполнителя также влияют на расход краски.
Под стойкостью подразумевается стойкость к мытью, водостойкость (что не одно и то же), стойкость к истиранию, устойчивость к воздействию химических реагентов и способность противостоять образованию плесени.
Этот показатель является определяющим при выборе краски для конкретных условий эксплуатации. Материал, предназначенный для окрашивания потолков в спальнях и гостиных, допускает, как правило, только легкое мытье и может быть использован для отделки стен лишь в малопосещаемых, сухих помещениях. Стены в гостиных и спальнях должны окрашиваться красками с повышенной стойкостью к мытью, выдерживающими не менее 2 тыс. проходов щеткой, а в помещениях, внутренние поверхности которых подвергаются достаточно интенсивному воздействию (кухни, туалеты, лестничные клетки и т.п.) желательно применять материалы, допускающие не мене 5 тыс. проходов.
Химическая стойкость к действию щелочей и кислот. Ряд пигментов изменяет свой цвет или обесцвечивается при соприкосновении с щелочными растворами. Например, малярная лазурь в щелочной среде обесцвечивается, свинцовый железный крон краснеет. Подобные пигменты не применяют для изготовления красочных составов, наносимых на поверхность свежею бетона или цементно-известковой штукатурки. Щелочестойкими являются почти все природные пигменты (охры, мумия, умбра, перекись марганца), а также многие искусственные пигменты (титановые белила, оксид хрома, органические пигменты: алый и оранжевый). Для изготовления специальных кислотостойких красок применяют только кислотостойкие пигменты (графит, титановые белила, оксид хрома). Пигменты, содержащие соединения свинца (свинцовые белила, свинцовые крон и сурик), токсичны и при их применении необходимо соблюдать установленные правила охраны труда.
Механические свойства покрытий во многом определяют уровень защитных свойств, а также в значительной степени влияют на декоративные функции покрытий в течение срока их эксплуатации. К механическим свойствам покрытий относятся твердость, гибкость, прочность на удар, адгезия.
Твердость – сопротивление, оказываемое покрытием при проникновении в него другого тела. Твердость пленки – одно из важнейших механических свойств лакокрасочного покрытия характеризующее частично степень высыхания, а в основном прочность поверхности.
Изгиб покрытия косвенно характеризуется его эластичность, т.е. свойство, обратное хрупкости. Сущность метода заключается в определении минимального диаметра стержня, при изгибании, на котором окрашенной металлической пластинки не происходит разрушения лакокрасочного покрытия.
Адгезия – способность лакокрасочных покрытий к прилипанию или прочному сцеплению с окрашиваемой поверхностью. От величины адгезии зависят механические и защитные свойства покрытий. Для определения адгезии существует три стандартных метода (решетчатый надрез, метод отслаивания (отрыва), метод решетчатых надрезов с обратным ударом).
Водостойкость – способность лакокрасочного покрытия выдерживать без изменения воздействия пресной или морской воды.
Морозостойкость – способность лакокрасочного материала сохранять свои физико-механические свойства после нескольких циклов замораживания-оттаивания.
Термостойкость – предельно допустимая температура, при которой покрытие сохраняет способность выполнять свои функции в течение определенного времени. Эмали ПФ-115 защищают поверхность от периодического воздействия температур до 60-800С.
Атмосферостойкость — способность лакокрасочного покрытия сохранять в течение продолжительного времени свои защитные и декоративные свойства в атмосферных условиях. Количественно атмосферостойкость выражают сроком службы лакокрасочного покрытия (в годах, месяцах), определяемых степенью потери его защитных и декоративных свойств под влиянием разрушений, вызванных атмосферным воздействием. Срок службы зависит от климатических и специфических условий местности. К видам разрушений, связанным с потерей декоративных свойств лакокрасочных покрытий относятся: потеря блеска, изменение цвета, белесоватость и грязеудержание.
Важно отдавать себе отчет, что все ускоренные испытания (на атмосферостойкость, на коррозионную стойкость, на долговечность Пк) не могут в полной мере отражать все процессы, которые будут происходить в естественных условиях. Они содержат ограниченное число стандартных факторов влияния, которых в естественных условиях может быть гораздо больше.
Метод окрашивания и условия нанесения лакокрасочных материалов существенно влияет на долговечность покрытий. Сроки службы покрытий в зависимости от метода окрашивания могут различаться на 15-25%, что объясняется разной структурой сформированных покрытий (лучше при электростатическом, воздушном, безвоздушном распылении; хуже при окунании, струйном обливе).
Условия нанесения (влажность, температура окружающего воздуха) также влияет на качество и долговечность покрытий. При несоблюдении температурно-влажностных параметров на поверхности сформированного покрытия появляются различные дефекты (шагрень, проколы), которые приводят не только к ухудшению внешнего вида, но значительно снижает долговечность покрытия.
Режим отверждения покрытий влияет на его защитные и физико-механические свойства. Покрытия, сформированные в результате горячего отверждения, более устойчивы к воздействию климатических факторов и агрессивных сред. Это объясняется тем, что формирование при повышенных температурах обеспечивает образование покрытий более плотной структуры. Физико-механические свойства неоднозначно зависят от температуры отверждения лакокрасочных материалов. Часто при горячем отверждении наблюдается охрупчивание покрытий, что приводит к снижению их прочностных свойств.
Толщина лакокрасочных покрытий для обеспечения противокоррозионной защиты должна быть достаточно большой, так как она влияет на скорость проникновения агрессивных агентов к поверхности металла. Поэтому при эксплуатации покрытий в условиях с различными параметрами агрессивности его толщина устанавливается в соответствии со степенью агрессивности среды. Так рекомендуемая толщина покрытий для сельской атмосферы составляет 120 мкм, промышленной – 150 мкм, морской – 200 мкм, химической – 300 мкм.
Вместе с тем существует мнение, что не всегда увеличение толщины покрытия может привести к повышению его противокоррозионных свойств. При значительной толщине в покрытии могут возникать внутренние напряжения, приводящие к его растрескиванию. Толщина покрытия должна гарантировать отсутствие капиллярной проницаемости, т.е. быть несколько больше критической толщины. Для различных условий эксплуатации повышение толщины покрытия больше критической колеблется в 1,5-5 раз. В идеальном случае этот коэффициент подбирается опытным путем.
Таким образом, высокую долговечность и хорошие физико-механические свойства лакокрасочных покрытий можно обеспечить при выборе оптимальных стадий технологических операций их получения с учетом правильного выбора лакокрасочного материала и т.д.
Технологический процесс нанесения лакокрасочных материалов
Технологические процессы получения лакокрасочных покрытий разнообразны. Это связано с функциональным назначением окрашиваемого изделия, условиями его эксплуатации, характером окрашиваемой поверхности, применяемыми методами окрашивания и формирования покрытий.
Процесс получения лакокрасочного покрытия заключается в осуществлении следующих обязательных стадий:
• подготовка поверхности перед окрашиванием
• нанесение лакокрасочного материала
• отверждение лакокрасочного материала
Каждая из этих стадий влияет на качество получаемого покрытия и его долговечность. Рассмотрим влияние указанных факторов на долговечность покрытий в отдельности.
Подготовка поверхности перед окрашиванием играет существенную роль в обеспечении долговечности. Многолетний опыт применения лакокрасочных покрытий в различных отраслях промышленности показывают, что их долговечность приблизительно на 80 % определяется качеством подготовки поверхности перед окрашиванием. Некачественная подготовка поверхности металла перед окрашиванием вызывает ряд нежелательных последствий, приводящих к ухудшению защитных свойств покрытий:
— ухудшение адгезии покрытия к подложке
— развитие под покрытием коррозионных процессов
— растрескивание и расслоение покрытий
— ухудшение декоративных свойств
Между долговечностью покрытий и степенью очистки поверхности существует четко проявляющаяся зависимость.
В случае механических способов подготовки поверхности ориентировочные коэффициенты повышения сроков службы систем покрытий в зависимости от подготовки поверхности могут быть представлены следующим образом:
- окрашивание по неподготовленной поверхности – 1,0;
- очистка ручным способом – 2,0-1,5;
- абразивная очистка – 3,5-4,0.
Технологический процесс получения лакокрасочного покрытия включает операции подготовки поверхности, нанесения отдельных слоев, сушку лакокрасочных покрытий и их отделку.
Общий метод получения смол заключается во взаимодействии многоосновных органических кислот с многоатомными спиртами при высокой температуре.
Синтез лаков производится азеотропным методом, обеспечивающим высокое качество продукции при минимальных потерях сырья и минимальном количестве отходов и загрязнений, образующихся в процессе синтеза.
Объём производства установок регламентируется объемом базового аппарата синтеза от 3,2 до 32 м3.
Наиболее часто применяемая установка с объёмом реактора 6,3м3 позволяет получать около 3000 тонн 50% лака в год при 300 рабочих днях.
Состав установки:
• Реактор синтеза 3,2 м3; 5,0 м3; 6,3 м3; 9,4 м3; 12 м3; 16 м3; 25 м3; 32м3.
Рабочая температура t°С — до 350. Приводная система обеспечивает эффективный съём тепла со стенок сосуда, что даёт возможность избегать пригорания продукта. Рубашка специальной конструкции для интенсивного теплообмена.
• Азеотропная система позволяет эффективно отводить реакционную воду из процесса (в состав входят каплеотбойники, теплообменники).
• Очистка выбросов производится методом низкотемпературной конденсации в «экологическом теплообменнике».
• Система нагрева — применяется жидкостной высокотемпературный органический теплоноситель (ВОТ) Термолан, Терминол 66, Паратерм, масло Shell, и пр. для нагрева аппарата в процессе проведения синтеза до t°С — 350. Обеспечивает мягкий нагрев.
Комплектуется электронагревателями, запорной арматурой, высокотемпературными насосами, буферными ёмкостями, аварийными ёмкостями, смотровыми фонарями и т.п.
• Система деаэрации теплоносителя – производит отвод абгазов из системы нагрева аппарата синтеза и нагревателя, и позволяет значительно увеличить срок службы теплоносителя, предотвращает опасность образования эмульсии, защищает насос от кавитации.
• Аппарат усреднитель (смеситель) – адаптирует смолу к необходимому уровню концентрации. Имеет двойной объём реактора синтеза.
Цветность получаемого пентафталевого лака до 10 единиц по йодометрической шкале.
Ориентировочные энергетические затраты на получение 1 тонны лака ПФ-060:
1. вода оборот, м3 — 90
2. вода хозпитьевая, м3 — 0,7
3. азот, нм3 — 12
4. вода обессоленная, м3 — 0,02
5. воздух технологический, нм3 – 12
К лакокрасочным материалам относятся:
1) грунтовки и шпаклевки для подготовки поверхности к окраске; нанося их, получают однородные и ровные поверхности;
2) красочные составы (краски), применяемые в вязко-жидком или пастообразном виде, образующие покрытия нужного цвета;
3) связующие вещества и пигменты, из которых изготовляют красочные составы;
4) лаки, создающие пленку, отличающуюся блеском;
5) растворители и разжижители лаков и красок;
6) пластификаторы, отвердители полимерных красок и другие специальные добавки.
Пигменты представляют собой тонкие цветные порошки, нерастворимые в связующем веществе и растворителе. От них зависит не только цвет, но и долговечность лакокрасочного покрытия. Подобно заполнителю в строительных растворах и бетонах, пигмент уменьшает усадочные деформации пленки при ее твердении («высыхании») и при колебаниях влажности окружающей среды. Искусственные пигменты с большой красящей способностью разбавляют белым тонкодисперсным наполнителем, что удешевляет красочный состав.
Свойства водоразбавляемых ЛКМ зависят от того, какие полимеры использовались в качестве связующего. Например, пленкообразователи на основе чистого акрила хорошо сохраняют свои свойства в условиях интенсивного ультрафиолетового облучения, что позволяет изготавливать на их основе краски для наружного применения, превосходящие по атмосферостойкости алкидные лакокрасочные материалы аналогичного назначения. Широкий выбор пленкообразующих для латексных красок позволяет создавать на их основе ЛКМ различного назначения, отличающиеся простотой применения и быстрым высыханием, а отсутствие летучих разбавителей дает возможность отнести эти составы к категории экологически чистых материалов.
Эмалевой краской (или сокращенно эмалью) называют композицию из лака и пигмента. Пленкообразующими веществами в эмалевых красках являются полимеры — глифталевые, перхлорвиниловые, алкидно-стирольные, синтетические смолы, эфиры, целлюлозы.
Строительные эмали из глифталевых смол чаще всего используют для внутренних отделочных работ по штукатурке и дереву, а также для заводской отделки асбестоцементых листов, древесно-волокнистых плит.
Нитроглифталевые и пентафталевые эмали применяют для внутренних и наружных малярных работ. Перхлорвиниловые эмалевые краски водостойки: их применяют преимущественно для наружной отделки. Битумную эмалевую краску получают, вводя в битумно-масляный лак алюминиевый пигмент (алюминиевую пудру). Эти эмали стойки к действию воды, поэтому их предназначают для окраски санитарно-технического оборудования, стальных оконных рам, решеток.
Силиконовые краски наносятся кистью, распылителем и др. Некоторые из них высыхают при комнатной температуре, другие — при нагревании до 260°С. На основе кремнийорганических смол получают также эмали общего назначения. Они представляют собой суспензию пигментов и наполнителей в кремнийорганическом лаке (с добавлением растворителя).
Эмали выпускают разных цветов, их используют в качестве защитных декоративных покрытий. Лакокрасочная защита строительных конструкций привлекает сравнительной простотой выполнения покрытия, возможностью легко возобновить защиту, относительной экономичностью по сравнению с другими видами защиты (оклеечная изоляция, футеровка).
Масляные краски изготовляют на основе олиф — полимеризованных растительных масел (льняного, конопляного) или жидких алкидных смол.
Эмали представляют собой взвеси тонко измельчённых пигментов в растворах лаков — плёнкообразующих веществ. Так называемые эмульсионные краски производят на основе водных дисперсий полимеров, например поливинилацетата, полиакрилатов, а порошковые краски— на основе сухих полимеров (полиэтилена, поливинилхлорида и др.), образующих при нагреве до определённой температуры прочные плёночные покрытия.
Ежегодно в мире производится около 10 млн. тонн лакокрасочных материалов. Этого количества хватило бы для того, чтобы покрыть Землю по экватору красочным поясом шириной 2,5 км. О взрывчатых свойствах нитроцеллюлозы известно практически каждому школьнику. Но не все знают, что её применение началось благодаря перепроизводству взрывчатых веществ после Первой мировой войны в автомобильной промышленности. При этом успешно была решена проблема утилизации опасного вещества ( нитроцеллюлозы) и начато производство лакокрасочных материалов на основе нитроцеллюлозы для окраски автомобильных кузовов.
Список литературы
1. Арзамасов Б.Н. Материаловедение. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2003. – 648 с.
2. Войнаш Л.Г., Дудла І.О. та ін. Товарознавство непродовольчих товарів. Частина 1. – К.: НМЦ „Укросвіта, 2004. – 436 с.
3. Войнаш Л.Г., Дудла І.О. та ін. Товарознавство непродовольчих товарів. Частина 1. – К.: НМЦ „Укросвіта, 2004. – 532 с.
4. Глинка Н.Л. Общая химия. — Л.: Химия, 1988. — 702 с.
5. Горчаков Г.И., Баженов Ю.М. Строительные материалы. Учебник для вузов. Стройиздат. 1986.
6. Гуляев А.П. Материаловедение. – М.: Металловедение, 1986 . – 542 с.
7. Дринберг С.А., Ицко Э.Ф. Растворители для лакокрасочных материалов: Справочное пособие. — 2-е изд., перераб. и доп.- Л.: Химия, 1986. — 208 с.
8. Карапетьянц М.X., Дракин С.И. Общая и неорганическая химия. — М.: Высш. шк., 1981. — 632 с.
9. Основы материаловедения. / Под ред. И.И. Сидорина. – М.: Машиностроение, 1976. – 436 с.
10. Рыбьев И.А. Общий курс о строительных материалах. Учебник для вузов. Москва. 1987.
11. Товароведение и организация торговли непродовольственными товарами. / под ред. А.Н. Неверова, Т.И. Чалых. – М.: Профобриздат, 2000. – 464 с.
12. Справочник товароведа: Непродовольственные товары. Т.2. / С.И. Баранов, Е.И. Веденеев, А.Я. Володенков и др. – М., 1990. – 463 с.
Читать по теме:
К разделу
Строительные материалы
tehlib.com